基于PLC的自动灌装生产线控制系统设计与实现
基于PLC的自动灌装生产线控制系统设计与实现

Science &Technology Vision科技视界1矿泉水灌装生产线基本结构及控制要求1.1生产线结构及工作过程矿泉水自动灌装生产线的基本结构由清洗环节、灌装环节、封盖环节、包装环节、检测环节五部分组成。
清洗环节是通过对回收回来的饮料瓶进行清洗,首先先向空瓶子里注入专门的清洗液,对瓶子进行清洗、消毒,然后通过倒瓶机将清洗液倒出,再将清洗好的空瓶子通过传送带送至灌装环节。
灌装环节是PLC 控制电磁阀将气压导通从而控制气压阀对瓶子进行灌装,当液位高度达到标准后气压阀停止灌装,灌装口将灌装后的瓶子放下,再由传送带将瓶子送往下一个加工环节。
封盖环节固定架将瓶盖放到瓶子口使得瓶盖的螺纹与瓶口的螺纹重合,通过传送带测壁的摩擦链将瓶子旋转,将瓶盖旋紧,实现封盖。
包装环节是由两个固定包装纸的轴组成的,当瓶子被送至包装位置的时候,包装带将一端粘合在瓶子的侧壁,然后旋转瓶身,让包装纸缠绕在瓶身上,缠绕一周后包装纸切断,包装纸的另一端固定粘合到粘合处,包装环节结束。
最后加工后的产品经过检测环节的感光传感检测不良,其中包括瓶身外部损伤、瓶盖封装不良、包装不良、灌装液位不良等等,最后机械手会将不合格的产品移至指定区域,合格的产品进行装箱,至此整个加工过程结束。
1.2控制要求自动灌装生产线需要设计手动和自动两种工作模式。
手动模式用于设备的维护保养,调试和计数统计的复位,自动模式下允许启动生产线的正常运行。
并实现下面功能:(1)急停功能当设备发生故障或人员伤亡时,按下急停按钮,停止设备的运行所以要求在每一个生产环节都要设有急停按钮,且直接作用于电源。
(2)手动模式在手动模式下,可以通过点动按钮使传送带电动机启动停止,用于调试设备。
通过复位按钮对合格产品计数值进行清零。
通过各个环节的启动停止开关独立的调试各个环节。
(3)自动模式在自动模式下,按下启动按钮,系统启动,电动机启动,传送带运行。
空瓶子达到灌装位置时,电动机停转,灌装阀门打开。
基于PLC的饮料灌装生产线的控制系统设计
泰山学院本科毕业论文基于PLC的饮料灌装生产线的控制系统设计所在学院机械与工程专业名称机械设计制造及其自动化申请学士学位所属学科工学年级二〇一一级(3+2)学生姓名、学号张艳红2011170300指导教师姓名、职称陈宏圣副教授完成日期二〇一三年五月摘要计算机网络和通讯技术的日益提高,使企业对生产的自动控制和通讯提出了高层次的要求。
饮料生产线也较繁琐,环节也增加了许多。
其中灌装饮料就是其上首要的生产环节。
文中主要讲述了基于FX2N-32MR PLC的饮料灌装生产线的控制系统的设计。
该系统的设计包括硬件和软件方面。
其中硬件部分的设计主要包括了三菱FX2N-32MR PLC外部电路的设计、安装;软件部分包括程序的设计、调试。
设计系统最终能够实现下面几项功能:(1)对空瓶进行运送、灌装,灌装量依照空瓶大小设计确定;(2)对满瓶进行传送及统计数量,计数内容包括累计、单位包装计数,单位包装计数量可依照包装大小设计确定;(3)能够确保手动式复位。
该系统采用了三菱可编程序控制器、传感器、继电器、行程开关等电器元件,利用PLC良好的自动控制,实现饮料罐装生产过程的自动化控制。
运用PLC来控制饮料灌装,实现了生产线的自动高效化、智能灵敏化。
对提高劳动效率,饮料质量和产量影响远大,意义非凡。
关键词:饮料灌装,生产流水线,无人控制ABSTRACTWith the advanced computer and network communication technology, business-to-production process automation and information and communication put forward higher requirements. Beverage production line more complex production processes are also numerous. One drink is a beverage filling production line's most important production areas.This paper mainly introduces the control system of beverage filling production line based on Mitsubishi FX2N-32MR PLC.The system design consists of hardware and software design. The hardware design includes Mitsubishi FX2N-32MR PLC’s external circuit design and installation; software design includes the design and debugging of program.The system can achieve the following functions: (1) The bottles can be transported and filled and the filling volume can be set according to the size of bottles; (2) the full bottles can be transported and counted, the count includes total count and the count of unit package and the total number of unit packaging can be set according to package size; (3) the system can achieve manually reset. The system mainly uses the Mitsubishi PLC, sensors, relays, switches and so on and uses the good automatic control performance of PLC to achieve the no control of beverage filling production lineUse of PLC control beverage filling production line, to achieve the soft drink production line automation and intelligence. On labor productivity gains, improve beverage quality and yield far-reaching significanceKEY WORDS: Beverage filling, Production line,No control目录1 引言 -------------------------------------------------------------- 1 1.1本论文研究的内容及意义------------------------------------------- 1 1.2报告设计大纲----------------------------------------------------- 21.3论文研究的内容--------------------------------------------------- 22 饮料罐装生产流水线总体设计 ----------------------------------------3 2.1任务的分析------------------------------------------------------- 3 2.2硬件方案设计----------------------------------------------------- 3 2.3软件方案设计----------------------------------------------------- 3 2.3.1经验设计法----------------------------------------------------- 42.3.2逻辑设计法----------------------------------------------------- 43 系统元件的选择 ---------------------------------------------------- 6 3.1PLC控制要求和内容及选型----------------------------------------- 6 3.1.1基础PLC ------------------------------------------------------- 6 3.1.2可编程控制器的特点--------------------------------------------- 6 3.1.3 PLC的安装与接线----------------------------------------------- 7 3.1.4设计PLC控制时,应遵循以下基本原则----------------------------- 7 3.1.5 PLC的工作原理------------------------------------------------- 8 3.1.6 PLC选型与硬件配置--------------------------------------------- 8 3.1.7 PLC的性能指标------------------------------------------------- 9 3.2电动机的选型---------------------------------------------------- 10 3.3接触器的选型---------------------------------------------------- 10 3.4热继电器的选型-------------------------------------------------- 11 3.5开关电器、熔断器的选型------------------------------------------ 11 3.6传感器的选型---------------------------------------------------- 11 2 系统的硬件电路 --------------------------------------------------- 13 4.1系统硬件结构框图------------------------------------------------ 134.2主电路的设计---------------------------------------------------- 13 4.3控制电路的设计-------------------------------------------------- 134.4操作面板的设计-------------------------------------------------- 145 系统程序的设计 --------------------------------------------------- 16 5.1控制要求和控制过程分析------------------------------------------ 16 5.1.1 I/O端口分配-------------------------------------------------- 16 5.1.2梯形图-------------------------------------------------------- 17 5.1.3初始化程序---------------------------------------------------- 17 5.1.4装箱选择程序-------------------------------------------------- 18 5.1.5流水线主控程序------------------------------------------------ 20 5.1.6闪烁报警程序-------------------------------------------------- 20 5.1.7记数程序------------------------------------------------------ 215.1.8数据传送程序-------------------------------------------------- 226 程序的调试 ------------------------------------------------------- 24 6.1装箱选择程序仿真------------------------------------------------ 24 6.2主控制程序的仿真------------------------------------------------ 24 6.3闪烁报警程序的仿真---------------------------------------------- 276.4记数程序的仿真-------------------------------------------------- 287 结论与展望 ------------------------------------------------------- 298 总结 ------------------------------------------------------------- 30 参考文献 ----------------------------------------------------------- 31 致谢 ------------------------------------------------------------- 321 引言1.1本论文研究的内容及意义纵观近年来,国内外饮料工业蓬勃发展,各种饮料如碳酸饮料、果汁饮料、饮用水、茶饮料等种类日益繁多,较高的产量需求同时使得对设备的需求也逐渐提高。
基于PLC饮料灌装生产流水线控制系统设计

______________________________________________________________________________________________________________ 本科毕业论文论文题目基PLC饮料灌装生产流水线的控制系统设计学生姓名李昕学号12010247764专业电气工程及其自动化班级机械及自动化1班指导教师丁莉君精品资料2014年5月6日摘要本文主要介绍的是基于三菱FX2N-40MR PLC的饮料灌装生产流水线的控制系统的设计。
该系统的设计包括硬件设计和软件设计。
其中硬件设计包括三菱FX1N-40MR PLC外部电路的设计与安装;软件部分包括程序的设计与调试。
所设计系统最终能够实现以下功能:(1)能对空瓶进行运送、灌装,灌装量可根据空瓶大小设定;(2)对满瓶进行运送及计数,计数值包括累计计数、单位包装计数,单位包装计数量可根据包装大小设定;(3)能够实现手动复位。
该系统主要运用了三菱PLC、传感器、继电器、行程开关等器件,利用PLC良好的自动控制性能,实现饮料罐装生产过程的无人控制。
a)关键词:PLC;饮料灌装;生产流水线;无人控制______________________________________________________________________________________________________________ABSTRACTThis paper mainly introduces the control system of beverage filling production line based on Mitsubishi FX1N-40MR PLC.The system design consists of hardware and software design. The hardware design includes Mitsubishi FX2N-32MR-001 PLC’s external circuit design and installation; software design includes the design and debugging of program.The system can achieve the following functions: (1) The bottles can be transported and filled and the filling volume can be set according to the size of bottles; (2) the full bottles can be transported and counted, the count includes total count and the count of unit package and the total number of unit packaging can be set according to package size; (3) the system can achieve manually reset. The system mainly uses the Mitsubishi PLC, sensors, relays, switches and so on and uses the good automatic control performance of PLC to achieve the no control of beverage filling production line.KEY WORDS: Mitsubishi FX2N-32MR-001 PLC; Beverage filling; Production line; No contro精品资料目录1 绪论 (1)1.1 课题研究背景 (1)1.2 课题研究内容 (3)2 饮料罐装生产流水线总体方案设计 (4)2.1 任务的分析 (4)2.2 硬件方案设计 (4)2.3 软件方案设计 (5)2.3.1 经验设计法 (5)2.3.2 逻辑设计法 (5)3 系统元件的选择 (7)3.1 PLC的选型 (7)3.2 电动机的选型 (8)3.3 接触器的选型 (8)3.4 热继电器的选型 (8)3.5 开关电器、熔断器的选型 (9)3.6 传感器的选型 (9)4 系统的硬件电路实现 (11)4.1 系统硬件结构框图 (11)4.2 主电路的设计 (11)4.3 控制电路的设计 (12)4.4 操作面板的设计 (13)5 系统程序的设计 (15)5.1 控制要求和控制过程分析 (15)I V______________________________________________________________________________________________________________5.2 I/O端口分配 (15)5.3 梯形图 (17)5.3.1 初始化程序 (17)5.3.2 装箱选择程序 (18)5.3.3 流水线主控程序 (18)5.3.4 闪烁报警程序 (20)5.3.5 记数程序 (20)5.3.6 数据传送程序 (21)6 程序调试 (23)6.1 装箱选择程序的仿真 (23)6.2 主控制程序的仿真 (23)6.3 闪烁报警程序的仿真 (26)6.4 记数程序的仿真 (26)7 结论与展望 (27)致谢 (29)参考文献 (31)附录 (32)即可):Equation Chapter 1 Section 1精品资料______________________________________________________________________________________________________________1 绪论1.1课题研究背景我国的饮料灌装自动化相对于西方发达国家来讲还有很大的差距。
基于PLC的饮料灌装生产线的控制系统设计

基于PLC的饮料灌装生产线的控制系统设计基于PLC的饮料灌装生产线的控制系统设计随着现代化工业大生产的不断发展,各种生产线和设备的控制系统也在不断升级和改进。
饮料灌装生产线作为其中的一种重要生产线和设备,其控制系统的设计方案也日益成熟。
在这些设计方案中,基于PLC的饮料灌装生产线控制系统成为了越来越多生产厂家的选择。
本文将从PLC技术的具体应用入手,介绍基于PLC的饮料灌装生产线控制系统的设计及其优点。
1、PLC技术的具体应用PLC,即可编程逻辑控制器,是一种用于控制工业制程、自动化和机器人化的计算机。
PLC通过输入采集器(传感器)来获取信号,经过程序进行处理,再通过输出信号与电动机、传动机、阀门和气动装置等一系列工业控制设备完成工业生产流程的整个控制过程。
PLC以其强大的计算能力,高效的运行速度,极高的可靠性,现代化的控制方式以及精度高,稳定性好等优点吸引了越来越多的生产厂商的选择。
在饮料灌装生产线的控制系统中,PLC装置被广泛运用。
PLC技术的应用,为饮料灌装生产线的智能化、高效化助力。
2、基于PLC的饮料灌装生产线控制系统设计方案在基于PLC的饮料灌装生产线控制系统的设计方案中,常见的系统组成部分包括:1)机械手系统2)输送系统3)灌装系统4)清洗系统5)控制系统其中,机械手系统和输送系统主要负责完成不同型号的瓶子进入生产线并对其进行归类,同时有利于后续工作的顺畅进行。
在灌装系统中,PLC装置通过收集数据,根据不同瓶子型号和要求来进行调整,实现不同饮料的灌装。
清洗系统负责对各种瓶子进行清洗,并保证其卫生,防止瓶中残留物的污染。
最后,控制系统与传感器,电机,气动装置相结合,对饮料灌装生产流程进行最终控制。
基于PLC的饮料灌装生产线的控制系统是一个复杂的系统,涉及到数控系统,并需要精准地对工厂内的各种设备进行控制。
因此在设计方案中常见的方案结构为模块化控制,即将整个控制系统分为多个模块,通过各个模块之间的通讯,最终控制饮料灌装生产线的生产流程。
基于S7-200 PLC的饮料灌装线控制系统设计

基于S7-200 PLC的饮料灌装线控制系统设计提示:1.控制要求如图4-25所示为某流质饮料灌装生产线的简化示意图,在传送带上设有灌装工位和封盖工位,能自动完成饮料的灌装及封盖操作。
图4-25 灌装生产线示意图传送带由电机M1驱动,传送带上设有定位传感器B1、灌装工位工件传感器B2和封盖工位工件传感器B3,在封盖工位上有A缸和B缸2个单作用气缸,在A缸上有2个位置传感1.控制要求如图4-25所示为某流质饮料灌装生产线的简化示意图,在传送带上设有灌装工位和封盖工位,能自动完成饮料的灌装及封盖操作。
图4-25 灌装生产线示意图传送带由电机M1驱动,传送带上设有定位传感器B1、灌装工位工件传感器B2和封盖工位工件传感器B3,在封盖工位上有A缸和B缸2个单作用气缸,在A缸上有2个位置传感器,A缸伸出到位时B4动作,A缸缩回到位时B5动作,在B缸上设有1个传感器,当B 缸伸出到位时B6动作。
按启动按钮传送带开始转动,若定位传感器Bl动作,表示饮料瓶已到达一个工位,传送带应立即停止,此时如果在灌装工位上有饮料瓶,则由电磁阀YV对饮料瓶进行3s定时灌装;如果在封盖工位上有饮料瓶,则执行封盖操作:首先B缸将瓶盖送出,B6动作时表示瓶盖已送到位,然后A缸开始执行封压,当B4动作时,表示瓶盖已压到位,1s后A缸缩回,当B5动作时表示A缸已缩回到位,然后B缸缩回,1s后传送带转动。
任何时候按停止按钮,应立即停止正在执行的工作:传送带电机停止、电磁阀关闭、气缸归位。
2.任务分析分析上述要求,由于饮料的灌装与封盖是同时进行,而且动作时间并不相同,因此应使用并进分支流程设计顺序功能图,如图4-26所示。
系统设计12个状态:S1为初始状态、S2为传送带动作;S3~S5为灌装过程控制;S6~S12为封盖过程控制。
3.实施方案(1) PLC系统资源分配饮料灌装生产线控制系统所用资源如表4-3所列。
表4-3 饮料灌装线元件分配(2)编辑符号表打开STEP 7-Micro/Win,执行“文件”→“保存”菜单命令,将新建项目命名为“灌装流程控制”。
基于PLC的灌装机的电气控制和监控系统设计
基于 PLC的灌装机的 电气控制和监控系统设计
文 /方 绍 军
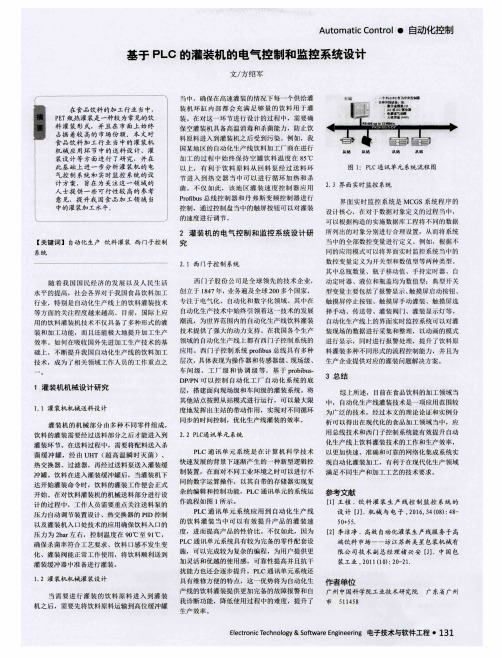
在食 品饮料 的加 工行业 当中, PET瓶 热灌 装是一种较为常 见的饮 料 灌 装形 式,并 且在 市 面上 始终 占据 着较 高的 市场 份 额。本 文对 食 品饮 料 加工 行业 当中的灌 装机 机 械 应用 环 节 中的送料 设 计、灌 装 设 计等 方面 进行 了研 究,并在 此 基 础上 进一 步分 析灌 装机 的 电 气 控 制 系 统 和 实 时监 控 系 统 的 设 计 方 案, 旨在 为关 注这 一领 域 的 人 士提 供 一些 可行 性较 高 的参考 意 见,提 升 我 国食 品加 工领 域 当 中的灌装加 工水平 。
界面实 时监控 系统是 MCGS系统 程序 的 设 计 核 心 , 在 对 于 数据 对 象 定 义 的 过 程 当 中 , 可 以 根 据 构 造 的 实 施 数据 库 I:程将 不 同 的 数据
2 灌 装机的 电气控制 和监 控系统设 计研 所 列 出 的 对 象 分 别 进 行 合 理 设置 , 从而 将 系统
1 灌 装 机 机 械 设 计 研 究
1.I 灌 装 机 机 械 送 料 设 计
灌装机 的机械 部分南 多种 不同零件组成 , 饮 料 的 灌 装 需 要 经 过 送 料 部 分之 后 才能 进 入到 灌 装 环 节 。在 送 料 过 程 中 , 需要 将 配料 送 入 杀 菌缓 冲罐 ,经 由 UHT (超 高温 瞬时 灭菌 )、 热交换器 、过滤 器,再经过送料 泵送 入灌 装缓 冲 罐 。 饮 料 在 进 入 灌 装 缓 冲 罐 后 , 当灌 装 机 下 达开始灌装 命令时 ,饮料 的灌装工作便 会正式 开始。在对饮料灌装机的机械送料 部分进 行设 计 的 过 程 中 ,工 作 人 员需 要 重 点 关注 送 料 泵 的 压 力 自动 调 节 装 置 设 计、 热 交换 器 的 PID控 制 以及灌装机入 口处技术的应用确保饮料入 口的 压 力 为 2bar左 右 , 控 制 温 度 在 90"C至 91℃ , 确保杀菌率符合工艺要求 、饮料 口感不 发生变 化 、 灌 装 阀 能 正 常 工 作 使 用 ,将 饮 料 顺 利 送 到 灌 装 缓 冲 器 中 准 备 进 行 灌 装 。
基于PLC的饮料灌装生产线的控制系统设计

基于PLC的饮料灌装生产线的控制系统设计饮料灌装生产线是现代化生产中的一项重要组成部分,其功能主要是对饮料进行计量、灌装、封口、标贴等一系列工艺操作。
随着现代化工业技术的不断发展,传统的手动控制方式已经逐渐不能满足生产的需求,机械化、自动化的饮料灌装生产线逐渐成为主流。
而在这些自动化饮料灌装生产线中,控制系统的设计是关键,影响到生产线的整体性能和生产效率。
近年来,基于PLC的饮料灌装生产线控制系统在该领域得到了广泛的应用。
PLC(可编程逻辑控制器)是一种可编程、可复用、工业化程度高的特定功能电子计算机,主要用于工业自动化控制系统中。
具有多种输入输出接口、可编程性高、可靠性高等优点,特别适合工业现场相关控制应用。
在基于PLC的控制系统设计中,生产线上各个终端之间通过高速的通讯实现数据共享,实现了高效快速的信息传递。
基于PLC的饮料灌装生产线控制系统设计中的核心部分在于PLC的程序设计。
程序设计要根据生产线的具体工艺特点,达到控制系统简单、实用和稳定的目标,合理地运用各种控制策略,使生产线运行过程中能够高效地进行控制和调节,进而对质量、生产效率等进行实时的监控。
在饮料灌装生产线的控制系统设计中,可选用的控制策略主要是PID控制和流量控制。
PID控制是按比例-积分-微分算法基础上的一种控制策略,主要是根据输出反馈信号与目标信号之间的误差,通过比例、积分和微分三部分的调和,控制生产过程实现质量优化、运行效率提高等方面的目标。
流量控制是通过对生产线进料、出料口的流量控制实现对流程的马达控制,从而达到控制生产过程的目标。
在饮料灌装生产线的PLC控制系统中,还应考虑到安全控制的重要性。
这一方面主要是通过控制PLC程序实现对生产线安全的监控和预警,其中包括必要的安全开关,安全区域限制,人员行动提示等功能,尽可能避免人员和生产设备之间的接触,降低了人员的伤害和设备的损耗。
此外,在PLC控制系统设计中也应包含系统自诊断、自动保护和故障排除等功能模块,以提高生产线的稳定性和可靠性。
基于PLC控制的全自动灌装机系统的设计

基于PLC控制的全自动灌装机系统的设计摘要食品机械是专为食品工业提供服务的,大约有70%的包装机械是为食品包装提供服务的,最近几年饮料业迅速发展,市场对液体灌装设备的需求量增长迅猛。
国内的包装机械起歩较晚, 而国外发达国家的包装设备已经向高效率、高精度、高自动化程度方向发展,目前虽然采用引进一消化的发展模式能满足生产需求,但技术含量不高,特别是对光、磁和计算机等先进技术的应用较少,从而使得国内与国外相比在包装机械的包装精度和运行稳定性上还是存在着较大差距的。
本论文以全自动液体灌装机作为研究对象,采用欧姆龙CMP1A 型PLC对其控制系统进行软件设计,并利用组态王做出监控系统,实现基于欧姆龙PLC与组态王的控制系统。
采用模块化的设计方法,对全自动液体灌装机的主要控制要求进行程序设计,由理瓶机、灌装机、封盖机和外围辅机构成的四块控制模块,再结合组态王软件开发设计出一种适合工厂流水线化作业的全自动灌装机控制系统界面,对灌装机的工作流程实现实时监控,实现控制系统的分块管理、集中控制的功能,实现了灌装生产高速化、精确化、智能化、多功能化以及操作界面人性化的要求。
关键词:灌装机、PLC、组态王。
AbstractFood Machinery is designed to provide services to the food industry, about 70% of the packaging machinery is to provide services for the food packaging, beverage industry developed rapidly in recent years, market demand for the rapid growth of liquid filling equipment. Domestic packaging machinery since late walk, and packaging equipment in developed countries has been developed to a high efficiency, high precision, high degree of automation direction, although the current model of development with the introduction of a digestion can meet theproduction needs, but not high-tech, in particular the application of less light, magnetism and advanced computer technology, making domestic and foreign in the packaging compared the accuracy and stability of packaging machinery running or there is a big gap.In this paper, automatic liquid filling machine as the research object, using Omron CMP1A its type PLC control system software design and configuration king made use of monitoring systems, Omron PLC-based control system and configuration of the king. Modular design approach, the main control requirements for automatic liquid filling machine for program design, control module consists of four Unscramble, filling machine, capping machine and peripheral auxiliary composition, combined with so fewer configuration king development and design of a suitable factory assembly line jobs automatic filling machine interface control system, filling machine workflow for real-time monitoring, management and control system of the block, centralized control function to achieve a high-speed bottling oriented, accurate, intelligent, multi-functional and user-friendly interface requirements.Keywords: filling machine, PLC, King View.目录1 绪论 (1)1.1 课题研究的意义 (1)1.2 全自动灌装机的发展概况 (2)1.2.1 国内外全自动灌装机的发展状况 (2)1.2.2 国内外全自动灌装机制造业的发展趋势 (2)1.3 全自动灌装生产线 (4)1.3.1 液体灌装的基本原理 (4)1.3.2 液体灌装的方式 (4)1.3.3 灌装的定量方法 (4)1.3.4 影响灌装的因素 (6)1.3.5 灌装机及外围辅机的概况与种类 (6)1.4 本论文研究的主要内容 (7)2 可编程控制器 (8)2.1 PLC发展的历史 (8)2.2 可编程控制器的发展阶段及其定义 (9) 2.2.1 可编程控制器的发展阶段 (9)2.2.2 可编程控制器的定义 (10)2.3 PLC的特点 (10)2.4 可编程控制器的分类 (13)2.4.1 按照容量和功能分类 (13)2.4.2 按照结构形式分类 (14)2.4.3 按照使用情况分类 (15)2.5 PLC的应用 (15)2.6 PLC的基本组成和工作原理 (16)2.6.1 PLC的基本组成 (16)2.6.2 PLC的工作原理 (20)3 组态王及其组态王与PLC的通信 (23) 3.1 组态王简介 (23)3.2 组态王软件的功能及特点 (24)3.2.1 组态王软件的功能 (24)3.2.2 组态王软件的特点 (25)3.2.3 组态王软件数据处理过程 (25)3.2.4 组态王寄存器说明 (26)3.3 组态王新建一个工程 (28)3.4 组态王与PLC的通信 (29)4 基于PLC的全自动灌装机系统设计 (33) 4.1 确定全自动灌装机的控制要求 (35) 4.2 计算输入输出点数并选型 (35)4.3 全自动灌装机控制系统的梯形图设计 (37)4.3.1 传送系统的设计 (37)4.3.2 理瓶机系统的设计 (38)4.3.3 灌装机系统的设计 (38)4.3.4 封盖机系统的设计 (40)5 组态王监控界面的设计 (41)5.1 关于组态王变量的问题 (41)5.2组态王的动画连接 (43)5.3 组态界面设计以及调试 (45)6 结论 (48)致谢 (49)参考文献 (50)附录1:基于PLC控制的全自动灌装机系统程序代码 (51)1 绪论1.1 课题研究的意义随着全球经济的迅速发展,人们在日常生活中对包装品的需求越来越大,而且与传统包装工业相比,精确、节约、高效成了现代包装技术的发展方向,从而使得包装机械不论在制造水平还是在技术上都需要不断的创新。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于PLC的自动灌装生产线控制系统设计与实现
【摘要】本文主要介绍基于欧姆龙CP1H PLC及组态王设计的矿泉水自动灌装控制系统。
包括自动控制和手动控制,实现了清洗、灌装、封盖、包装、检测等功能。
形成快速一体的自动灌装系统。
另外,为了保证系统在出现意外故障时,能够得到很好的解决,系统还配置了急停开关等。
对于检查出的不合格产品采用机械手将其移走。
并运用组态王软件实现了对整个自动灌装系统的实时监控,可以更好的了解和修改生产工艺及控制程序。
【关键词】自动灌装;可编程控制器;CP1H;组态王
1 矿泉水灌装生产线基本结构及控制要求
1.1 生产线结构及工作过程
矿泉水自动灌装生产线的基本结构由清洗环节、灌装环节、封盖环节、包装环节、检测环节五部分组成。
清洗环节是通过对回收回来的饮料瓶进行清洗,首先先向空瓶子里注入专门的清洗液,对瓶子进行清洗、消毒,然后通过倒瓶机将清洗液倒出,再将清洗好的空瓶子通过传送带送至灌装环节。
灌装环节是PLC 控制电磁阀将气压导通从而控制气压阀对瓶子进行灌装,当液位高度达到标准后气压阀停止灌装,灌装口将灌装后的瓶子放下,再由传送带将瓶子送往下一个加工环节。
封盖环节固定架将瓶盖放到瓶子口使得瓶盖的螺纹与瓶口的螺纹重合,通过传送带测壁的摩擦链将瓶子旋转,将瓶盖旋紧,实现封盖。
包装环节是由两个固定包装纸的轴组成的,当瓶子被送至包装位置的时候,包装带将一端粘合在瓶子的侧壁,然后旋转瓶身,让包装纸缠绕在瓶身上,缠绕一周后包装纸切断,包装纸的另一端固定粘合到粘合处,包装环节结束。
最后加工后的产品经过检测环节的感光传感检测不良,其中包括瓶身外部损伤、瓶盖封装不良、包装不良、灌装液位不良等等,最后机械手会将不合格的产品移至指定区域,合格的产品进行装箱,至此整个加工过程结束。
1.2 控制要求
自动灌装生产线需要设计手动和自动两种工作模式。
手动模式用于设备的维护保养,调试和计数统计的复位,自动模式下允许启动生产线的正常运行。
并实现下面功能:
(1)急停功能
当设备发生故障或人员伤亡时,按下急停按钮,停止设备的运行所以要求在每一个生产环节都要设有急停按钮,且直接作用于电源。
(2)手动模式
在手动模式下,可以通过点动按钮使传送带电动机启动停止,用于调试设备。
通过复位按钮对合格产品计数值进行清零。
通过各个环节的启动停止开关独立的调试各个环节。
(3)自动模式
在自动模式下,按下启动按钮,系统启动,电动机启动,传送带运行。
空瓶子达到灌装位置时,电动机停转,灌装阀门打开。
灌装时间到,灌装阀门关闭,电动机启动,传送带继续运行。
在自动模式下,按下停止按钮,系统停止,电动机不转,传送带停止运行,各个环节的设备断电,不可独立启动。
(4)产品计数统计
控制系统可以实现产品数量的统计,包括合格产品数,不合格产品数。
合格产品数和不合格产品数都显示在控制面板上,当合格产品数为12时构成一箱,合格产品数清零,不合格产品数为5时生产线停止,工作人员进行检修,问题处理后手动开启启动按钮,系统继续工作。
(5)模拟量检测
灌装瓶内的液位由模拟量液位传感器进行监视,液位低于设定好的下限时,要使进料阀门处于开启状态,液位高于设定好的上限时,要使进料阀门处于关闭状态。
(6)加工环节的协调
通过每个环节的协调工作,实现自动灌装与一系列加工的自动生产设备,一旦启动生产线,传送带电机启动带动传送带运转,经过处理后的空瓶子经过清洗部分对瓶子内外进行清洗、杀菌、消毒等处理。
包装后的瓶子由传送带传送到检测部分,由检测传感检测后将次品通过机械手移动到指定区域。
2 系统的硬件电路设计
系统的硬件分为主电路、控制电路、辅助电路三大部分,控制电路控制主电路,辅助电电路起辅助信号显示的作用。
2.1 系统的主电路设计
传送带用电动机M1来驱动,机械手上下移动使用M2来驱动,机械手左右移动使用M3驱动,并用接触器KM1来控制电动机的运行与停止,用接触器KM2和KM3控制机械手上下移,用接触器KM4和KM5控制机械手的左右移。
由热继电器FR1、FR2、FR3实现过载保护。
断路器QF1、QF2、QF3将三相电源引入,同时QF1、QF2、QF3为电路提供短路保护。
自动灌装生产线的主控制电路如图1所示。
图1 主控制电路图
2.2 系统的控制电路设计
系统采用OMRON公司的CP1H-XA40DR-A型PLC作为自动灌装生产线控制系统的控制器。
图2 控制电路图
3 系统流程图及I/O分配表
3.1 流程图
根据对灌装生产线工艺及控制要求的理解,绘制系统流程图如图3所示。
图3 程序流程图
3.2 I/O分配表
本系统需要11个输入,12个输出,I/O地址分配表如表1所示。
表1 I/O分配表
4 组态监控设计
本系统在设计灌装操作站的画面流程时使用的是组态王6.53版开发软件,组态王软件己经成功地应用于化工、钢铁、电力、污水处理等各行各业,也成功的应用于国防、航空航天等重大领域。
本系统的组态监控画面设计如图4所示。
图4 组态界面图
图中所表现的是自动灌装的整个过程,首先从清洗环节开始,然后依次是灌装环节、封盖环节、包装环节、检验环节,控制面板在图的右上角,通过控制面板可以对系统进行手动控制,控制面板上也提供了合格产品的数量和不合格产品的数量。
设计图形界面首先按照加工的顺序创建所需要的加工环节,其中有清洗环节、灌装环节、封盖环节、包装环节、检测环节五部分,然后设计手动控制界面,由于首个瓶子进入清洗环节的时候,灌装环节、封盖环节、包装环节和检测环节都需要停止工作,所以控制界面要有每一个环节的控制开关,以保证不浪费原材料和产品的顺利传送。
清洗环节利用闪烁的水滴来表现清洗的过程,然而,真正的清洗过程要比表
现中的复杂的多。
灌装环节要保证瓶子的最后一个移动位置刚好在灌装口,瓶内的液体的填充过程要通过动画连接中的填充表现出来。
封盖环节要在瓶子停在封盖口的时候,封盖器降下来,从而模拟一个加工封盖的过程。
包装环节相对的比较简单,只需要在瓶子最后停留的位置上用动画连接及时的使隐含的商标出现。
检测环节设有一个机械手,随机的抓取瓶子,用来表现检测产品的过程。
5 系统的运行与调试
在电脑上安装上CX-ONE软件,程序编好后,将程序输入CX-Program软件中,在电脑上进行初步仿真调试,测试程序无编写错误后,到实验室进行实物仿真按外部接线图连好实物,先将PLC程序写入程序控制器中。
并将PLC和组态王进行通信连接。
按照系统的工作顺序对系统进行控制,将系统开启系统指示灯会亮起,系统进入自动运行状态,按下各个环节的手动控制按钮可以对系统进行手动控制,随机的按下检验传感按钮模拟检验传感的工作状态来控制检验环节的工作状态,依次按下机械手的上下左右行程开关按钮控制机械手的上下左右移动。
观察PLC控制的各个输出端口是否按照编程好的顺序进行工作,对系统进行合理的适当的调整。
【参考文献】
[1]王冬梅.啤酒灌装生产线自动控制系统的研究与开发[D].西安理工大学,2001.
[2]霍罡,樊晓兵.欧姆龙CP1H PLC应用基础与编程实践[M]. 北京:机械工业出版社,2008:35-96.
[3]袁秀英.组态控制技术[M].电子工业出版社,2003:143-164.。