强化地板生产工艺流程
地板施工工艺流程
地板施工工艺流程一、石材地面的施工工艺流程:石材地面指天然花岗石、大理石及人造花岗石、大理石等地面。
1.石材地面装饰构造:室内地面所用石材一般为磨光的板材,板厚20毫米左右,目前也有薄板,厚度在10毫米左右,适于家庭装饰用。
每块大小在300毫米×300毫米~500毫米×500毫米。
可使用薄板和1:2水泥砂浆掺107胶铺贴。
2.石材地面装饰基本工艺流程:清扫整理基层地面→水泥砂浆找平→定标高、弹线→选料→板材浸水湿润→安装标准块→摊铺水泥砂浆→铺贴石材→灌缝→清洁→养护交工。
3.施工要点:1.基层处理要干净,高低不平处要先凿平和修补,基层应清洁,不能有砂浆、尤其是白灰砂浆灰、油渍等,并用水湿润地面。
2.铺装石材、瓷质砖时必须安放标准块,标准块应安放在十字线交点,对角安装。
3.铺装操纵时要每行依次挂线,石材必需浸水湿润,阴干后擦净背面。
4.石材、瓷质砖地面铺装后的养护非常紧张,安装24小时后必需洒水养护,铺巾完后掩盖锯末养护。
4.注意事项:1)铺贴前将板材举行试拼,对花、对色、编号,以入铺设出的地面花色同等。
2)石材必需浸水阴干。
以避免影响其固结硬化,发生空鼓、起壳等问题。
3)铺贴完成后,2~3天内不得上人。
二、铺贴陶瓷地面砖基本工艺流程:1.瓷砖种类1)铺贴彩色釉面砖类:处理基层→弹线→瓷砖浸水湿润→摊铺水泥砂浆→安装标准块→铺贴地面砖→勾缝→清洁→养护。
2)铺贴陶瓷锦砖(马赛克)类:处理基层→弹线、标筋→摊铺水泥砂浆→铺贴→拍实→洒水、揭纸→拨缝、灌缝→清洁→养护。
2.铺贴陶瓷地砖的施工要点:1.混凝土地面应将基层凿毛,凿毛深度5~10毫米,凿毛痕的间距为30毫米左右。
之后,清净浮灰,砂浆、油渍,产散水刷少将地面。
2.铺贴前应弹好线,在地面弹出与门道口成直角的基准线,弹线应从门口开始,以保证进口处为整砖,非整砖置于阴角或家具下面,弹线应弹出纵横定位控制线。
3.铺贴陶瓷地面砖前,应先将陶瓷地面砖浸泡阴干。
强化地板生产工艺流程
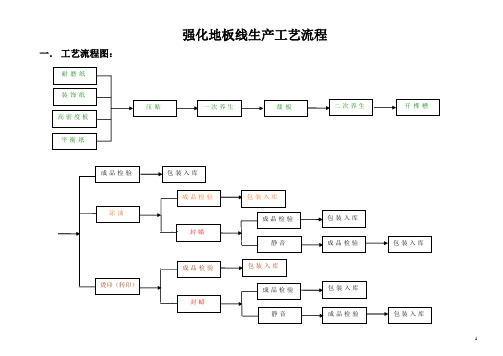
强化地板线生产工艺流程一.工艺流程图:
二.工艺流程说明:
1.原材料:
外购耐磨纸、装饰纸(木纹纸)、高密度板和平衡纸,其中耐磨纸、装饰纸和平衡纸三种原材料要保存在恒温20℃、恒湿(相对湿度50℅-60℅)的环境中,高密度板的密度≥0.85g/cm3
2.压贴:
采用低压短周期工艺将耐磨纸、装饰纸、高密度板、平衡纸四种材料一次热压成型,一般热压温度195℃左右,板面压力约3.6Mpa,热压时间30-40秒,具体的参数根据生产不同产品做调整。
3.一次养生:
热压好的大板在码堆前先晾板降温,码堆后再养生1-3天,使板温降到环境温度,理想温度是30℃左右,不超过45℃。
4.裁板(开料):
根据成品地板的长度和宽度规格各加上10-11㎜的加工余量,按此尺寸将大板裁成单支地板条。
开好料的小板要空心码放,每叠小板的边缘上下对齐成直线,以便于快速释放因热压产生的内应力。
5.二次养生:
裁好的地板条要养生7天以上,以释放地板内部的应力,减少地板的变形,为了提高养生效果,可以将边料和芯料分开养生。
6.开榫槽:
按照成品规格加工出板面尺寸、倒角和榫槽。
7.转印:
对地板四周倒角部位进行转印处理,使地板更加美观,降低吸水膨胀率和甲醛释放量。
8.封蜡:
对地板四周榫槽进行封蜡处理,使用液态蜡将地板长边和短边榫槽全封闭,进一步降低吸水膨胀率和甲醛释放量。
9.成品检验:
按照国标和企业标准进行成品外观检验和理化性能检测,需要建立检测实验室。
10.包装入库:包装时防潮膜应将产品完全包裹,产品码架要整齐统一。
木地板工艺流程

木地板工艺流程
木地板工艺流程是指在木材地板制作过程中所要经历的一系列工艺环节,主要包括木材选择、切割、干燥、拼花、修整、上蜡等步骤。
下面将对木地板工艺流程进行详细介绍。
首先,木地板工艺的第一步是木材的选择。
选择优质的木材是制作高品质木地板的基础。
好的木材应具有坚固、耐磨、耐腐蚀等特点。
常见的木材有橡木、胡桃木、柚木等。
第二步是将选好的木材进行切割。
根据木地板的设计要求,将木材进行切割和修整,使其符合地板的尺寸要求。
第三步是木材的干燥。
干燥是确保木地板质量的关键步骤。
木材干燥主要分为自然干燥和人工干燥两种方式。
自然干燥需要一定的时间,而人工干燥可以通过控制温度和湿度来加速干燥过程。
第四步是进行木地板拼花。
根据设计要求,将经过干燥处理的木材按照一定的拼花方式进行组装,形成最终的地板花纹。
第五步是对木地板进行修整。
修整主要是对地板进行打磨和修补工作,使地板表面更加光滑平整,并修复木地板上的任何瑕疵。
最后一步是对木地板进行上蜡。
上蜡可以增加木地板的光泽度和耐用性,同时还能锁住地板上的水分,防止木材的变形和腐烂。
总之,木地板工艺流程是一个复杂的过程,需要经历木材选择、切割、干燥、拼花、修整、上蜡等多个环节。
每一道工序都需要专业的技术和精细的操作,才能制作出高质量的木地板。
同时,还需要合理使用材料和环保工艺,以确保木地板的质量和使用寿命。
中密度(强化)复合地板施工技术交底
4.作业条件
(1)室内墙面、顶棚、门窗玻璃安装、水电暖管道安装、地面隐蔽工程均已完工并验收。
(2)空铺钉接式地板,已按设计做好地坪,砌好地垄墙或砖墩,砌体强度已达设计强度75%以上;预埋好捆绑垫木及压椽木的钢丝;地坪垫层上杂物已清理干净。
(2)木搁栅的安装应牢固,平直。
检验方法:观察、脚踩检查。
(3)面层铺设应牢固。
检验方法:观察、脚踩检查。
(4)中密度(强化)复合地板面层图案和颜色应符合设计要求,图案清晰,颜色一致,板面无翘曲。
检验方法:观察、用2m靠尺和楔形塞尺检查。
(5)面层的接头表面应错开、缝隙严密、表面清洁。
检验方法:观察检查。
二、操作工艺
1.施工工艺流程
木搁栅和垫木的铺设→毛地板铺设→中密度(强化)复合地板铺设→踢脚板安装
2.施工要点
(1)木搁栅和垫木的铺设。木搁栅和垫木的树种应选用红白松加工制作,搁栅的断面尺寸不应小于45mm×25mm。湿热带和潮湿地区,木搁栅表面应尽量选用烘干木材,并且在木材表面涂刷氟化钠水溶液用于防腐。木搁栅应打气眼与四边相通,以避免木搁栅吸水变形造成面板后期开裂,产生缝隙。施工时先在楼、地面上弹好搁栅(或木龙骨)安装位置线及标高按安装位置线的楼地面上打眼下木楔,后安装搁栅(龙骨),木螺丝固定,螺丝长度应为木搁栅高度的2~2.5倍,木螺丝帽应深入搁栅顶面0.5~1mm,并用油性腻子刮平整。为了防止木搁栅位移,搁栅间应留出不小于30mm的缝隙。相邻木搁栅中心间距不应大于30mm的缝隙。搁栅表面应平直,用2m靠尺检查时,靠尺与搁栅间的空隙应不大于3mm。
(2)龙骨、毛地板。龙骨采用红白松,毛地板采用细木工板(大芯板),规格尺寸应按设计要求,经干燥和防腐、防蛀处理后方可使用,不得有扭曲变形。含水率应小于12%。
强化地板生产工艺流程
强化地板生产工艺流程一、原材料准备原材料准备是强化地板生产的第一步,主要包括木材、纤维板、环保纸张、塑料、胶水等。
1、木材:通常选择优质的林业资源,如松木、橡木、榉木等具有稳定性好、硬度高的木材。
2、纤维板:纤维板是地板基材的核心,需要将木材经过破碎、煮炼、制浆、造纸等工艺将其制成纤维板。
3、环保纸张:地板的装饰层通常使用环保纸张,它可以通过印刷和涂覆工艺实现各种花纹和颜色的选择。
4、塑料:塑料主要用于地板的包装,可以提高地板的耐水性和防潮性。
5、胶水:地板生产还需要使用胶水,胶水的品质直接影响地板的使用寿命和环保性能。
二、装饰层装饰层是地板的外观层,可以通过印刷和涂覆工艺实现各种花纹和颜色的选择。
1、印刷:根据设计图纸,在环保纸张上进行印刷,印刷的图案可以是仿木纹、石纹、瓷砖纹等多种选择。
2、涂覆:在印刷好的环保纸张上进行涂覆,通过不同的涂覆工艺可以改变地板的质感和光泽度。
三、基材处理基材处理是地板的核心工艺之一,主要包括纤维板的处理和对纤维板进行加固。
1、纤维板处理:通过破碎、煮炼、制浆、造纸等工艺,将水分和杂质从木材中完全排出,制成纤维板。
2、纤维板加固:采用热压工艺,将纤维板在一定的温度和压力下加固,提高其强度和稳定性。
四、压花压花工艺是为了使地板具有仿真效果,通常采用高温和高压的工艺将纹理压入地板。
1、设计花纹:根据市场需求和设计要求,设计适合的花纹,可以是木纹、石纹、瓷砖纹等多种选择。
2、压花:将装饰好的纤维板放入压花机中,在高温和高压下,将花纹压入纤维板。
五、涂装涂装工艺是为了保护地板表面,通常采用涂覆工艺将一层保护涂料加在地板上。
1、底涂:在地板表面均匀涂一层底涂,可以提高地板的稳定性和耐磨性。
2、面涂:在底涂干燥后,再涂一层面涂,可以增加地板的光泽度和耐久性。
六、包装包装是地板生产的最后一步,主要是为了保护地板的质量,以及方便运输和销售。
1、切割:根据市场需求和规格要求,将地板切割成不同的尺寸。
强化地板生产工艺流程
强化地板生产工艺流程
《强化地板生产工艺流程》
强化地板是一种由高密度纤维板、涂层、装饰纸和耐磨层组成的地板材料,具有耐磨、防潮、易清洁的特点,因此受到了广泛的应用。
下面将介绍强化地板的生产工艺流程。
首先是原材料的准备。
生产强化地板的主要原材料包括高密度纤维板、纸张、涂料等。
高密度纤维板是强化地板的基础材料,必须具有一定的密度和强度。
纸张用于制作装饰面,可以根据需求选择不同的图案和颜色。
涂料则是用于保护地板表面和增加其耐磨性能的材料。
其次是生产设备的准备。
强化地板的生产需要使用一系列设备,包括预压机、热压机、切割机等。
这些设备主要用于原材料的加工和成型。
然后是生产工艺的具体流程。
首先,在高密度纤维板上涂上胶水,并在其表面覆盖一层特殊的纸张,用于制作装饰面。
接下来,将经过涂胶和覆纸处理的纤维板送入预压机进行预压成型,以保证其表面平整度和粘合牢固度。
然后,经过预压成型的纤维板进入热压机进行加热和高压处理,使其成型并增加其密度。
最后,经过热压成型的纤维板送入切割机进行切割和修整,最终形成强化地板的成品。
最后是质量检验和包装。
生产出来的强化地板需要经过严格的质量检验,确保其符合相关的标准和要求。
通过质量检验合格
的地板进行包装,以便运输和销售。
总的来说,强化地板的生产工艺流程包括原材料准备、生产设备准备、生产工艺具体流程、质量检验和包装等环节。
通过科学的流程和严格的管理,可以生产出高质量的强化地板,满足市场的需求。
地板工艺流程
地板工艺流程地板工艺是指在地面铺设地板的整个过程,包括地面处理、地板安装、表面修饰等多个环节。
在进行地板工艺流程时,需要注意细节,严格按照规范进行操作,以确保地板的质量和使用寿命。
下面将详细介绍地板工艺的流程。
首先,地面处理是地板工艺流程中的第一步。
在进行地面处理之前,需要对地面进行清理,确保地面平整、干燥、无尘。
如果地面有裂缝或凹凸不平的情况,需要进行修补和打磨,以保证地板安装的平整度和稳固性。
其次,地板安装是地板工艺流程中的重要环节。
在进行地板安装时,首先需要根据地面的实际情况进行地板的切割和拼接,确保地板与地面完美贴合。
接着,需要使用专业的地板胶进行固定,以增强地板的稳固性和耐久性。
在安装地板的过程中,需要注意地板之间的缝隙,确保缝隙整齐美观。
接下来,表面修饰是地板工艺流程中的最后一步。
在地板安装完成后,需要对地板进行表面修饰,以增加地板的美观性和耐磨性。
常见的表面修饰方式包括打蜡、抛光、喷涂等,这些方式可以有效地提升地板的质感和光泽度。
在进行地板工艺流程时,需要注意以下几点:首先,选择适合的地板材料非常重要。
不同的地板材料适用于不同的场所和环境,因此在选择地板材料时需要考虑到实际使用需求和地面情况。
其次,地板安装需要严格按照规范进行操作。
地板安装不仅需要考虑到美观性,更需要考虑到地板的稳固性和耐久性,因此在进行地板安装时需要严格按照相关规范和标准进行操作。
最后,地板工艺流程中的每个环节都需要注意细节。
只有在每个环节都做到位,才能确保地板的质量和使用寿命。
总的来说,地板工艺流程需要经过地面处理、地板安装、表面修饰等多个环节,每个环节都需要严格按照规范进行操作,以确保地板的质量和使用寿命。
希望以上内容能对您有所帮助,谢谢阅读!。
强化木地板生产工艺流程
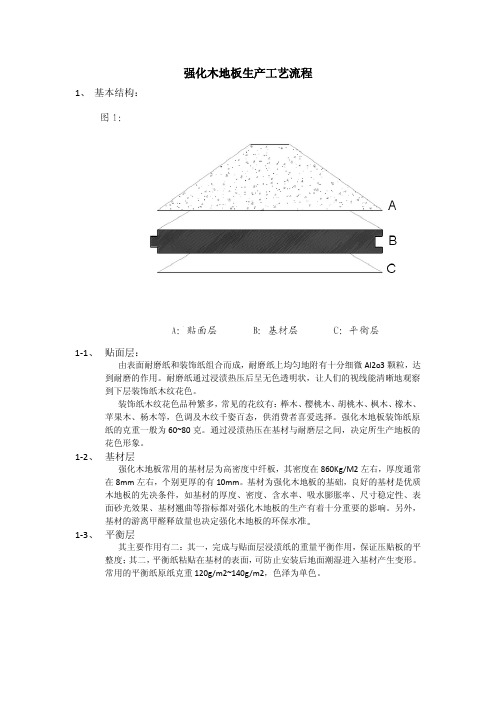
强化木地板生产工艺流程1、基本结构:1-1、贴面层:由表面耐磨纸和装饰纸组合而成,耐磨纸上均匀地附有十分细微Al2o3颗粒,达到耐磨的作用。
耐磨纸通过浸渍热压后呈无色透明状,让人们的视线能清晰地观察到下层装饰纸木纹花色。
装饰纸木纹花色品种繁多,常见的花纹有:榉木、樱桃木、胡桃木、枫木、橡木、苹果木、杨木等,色调及木纹千姿百态,供消费者喜爱选择。
强化木地板装饰纸原纸的克重一般为60~80克。
通过浸渍热压在基材与耐磨层之间,决定所生产地板的花色形象。
1-2、基材层强化木地板常用的基材层为高密度中纤板,其密度在860Kg/M2左右,厚度通常在8mm左右,个别更厚的有10mm。
基材为强化木地板的基础,良好的基材是优质木地板的先决条件,如基材的厚度、密度、含水率、吸水膨胀率、尺寸稳定性、表面砂光效果、基材翘曲等指标都对强化木地板的生产有着十分重要的影响。
另外,基材的游离甲醛释放量也决定强化木地板的环保水准。
1-3、平衡层其主要作用有二:其一,完成与贴面层浸渍纸的重量平衡作用,保证压贴板的平整度;其二,平衡纸粘贴在基材的表面,可防止安装后地面潮湿进入基材产生变形。
常用的平衡纸原纸克重120g/m2~140g/m2,色泽为单色。
2、产品特性:强化木地板作为地板产品,它有着十分广泛和突出的优点,也存有一些特殊的弱点:2-1、高耐磨:该产品的耐磨性能远远高于实木地板和竹地板,其耐久性远远长于普通棉、毛制品地面装饰材料。
2-2、安装简捷:该产品为旋浮式安装,只要具备地面平整即可铺设安装,安装24~48小时后可进入使用。
2-3、拼接处缝小,整体感强:由于DET特殊的加工,地板块之间槽榫相联后,几乎没有拼缝,视觉整体感强。
2-4、清洁方便。
2-5、不惧烟头高温。
2-6、花色品种繁多,可选择性大。
2-7、抗冲击力强。
2-8、怕水浸泡。
强化木地板的生产过程:1、浸渍过程:浸渍是将原纸通过固定的胶(液)槽使其双表面均匀地浸胶或涂胶,然后通风加热烘干,切断堆垛的过程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
强化地板线生产工艺流程一.工艺流程图:
二.工艺流程说明:
1.原材料:
外购耐磨纸、装饰纸(木纹纸)、高密度板和平衡纸,其中耐磨纸、装饰纸和平衡纸三种原材料要保存在恒温20℃、恒湿(相对湿度50℅-60℅)的环境中,高密度板的密度≥0.85g/cm3
2.压贴:
采用低压短周期工艺将耐磨纸、装饰纸、高密度板、平衡纸四种材料一次热压成型,一般热压温度195℃左右,板面压力约3.6Mpa,热压时间30-40秒,具体的参数根据生产不同产品做调整。
3.一次养生:
热压好的大板在码堆前先晾板降温,码堆后再养生1-3天,使板温降到环境温度,理想温度是30℃左右,不超过45℃。
4.裁板(开料):
根据成品地板的长度和宽度规格各加上10-11㎜的加工余量,按此尺寸将大板裁成单支地板条。
开好料的小板要空心码放,每叠小板的边缘上下对齐成直线,以便于快速释放因热压产生的内应力。
5.二次养生:
裁好的地板条要养生7天以上,以释放地板内部的应力,减少地板的变形,为了提高养生效果,可以将边料和芯料分开养生。
6.开榫槽:
按照成品规格加工出板面尺寸、倒角和榫槽。
7.转印:
对地板四周倒角部位进行转印处理,使地板更加美观,降低吸水膨胀率和甲醛释放量。
8.封蜡:
对地板四周榫槽进行封蜡处理,使用液态蜡将地板长边和短边榫槽全封闭,进一步降低吸水膨胀率和甲醛释放量。
9.成品检验:
按照国标和企业标准进行成品外观检验和理化性能检测,需要建立检测实验室。
10.包装入库:包装时防潮膜应将产品完全包裹,产品码架要整齐统一。