焊缝射线检测报告
射线检测分析报告

最高返修次数
/ 次。
5. 检测位置及底片情况详见焊缝射线检测底片评定表及射线
2. 超标缺陷部位返修后经复验
检测位置示意图(另附)。
合格。
3. 返修部位原缺陷情况见焊缝 射线检测底片评定表。
报告人(资格)
审核人(资格)
(RT-II )
(RT-II ) 无损检测专用章
焊缝射线检测底片评定表
产品编号: GNX16-19
数
/
6
/
缺陷及返修情况说明
JB/
共计 (张)
6
检测工艺编号
最终 评
定结
I级 (张)
果
4
检测结果
II 级 (张)
2
III 级 (张)
/
IV 级 (张)
/
1. 本台产品返修共计 / 处,
最高返修次数
/ 次。
4. 本台产品焊缝质量符合 Ⅱ级的要求,结果合格。
5. 检测位置及底片情况详见焊缝射线检测底片评定表及射线
300 X 80 mm
□自动
√手工
时间 5 min 温度 20+2 ℃
~
要求检测比例 %
100
实际检测比例
%
100
检测标准
合 A 类焊 B 类焊
格缝
缝
片 (张) (张)
数
/
6
相交焊缝 (张)
/
缺陷及返修情况说明
JB/
共计 (张)
6
检测工艺编号
最终 评
定结 果
I级 (张)
4
II 级 (张)
2
检测结果
III 级 (张)
/
IV 级 (张)
/
焊缝射线检测报告首页
测比例
焊缝(口)
线)编号
mm
/条、口)
mm
指数
度范围
方式
mm(个)
%
比例%
检测结
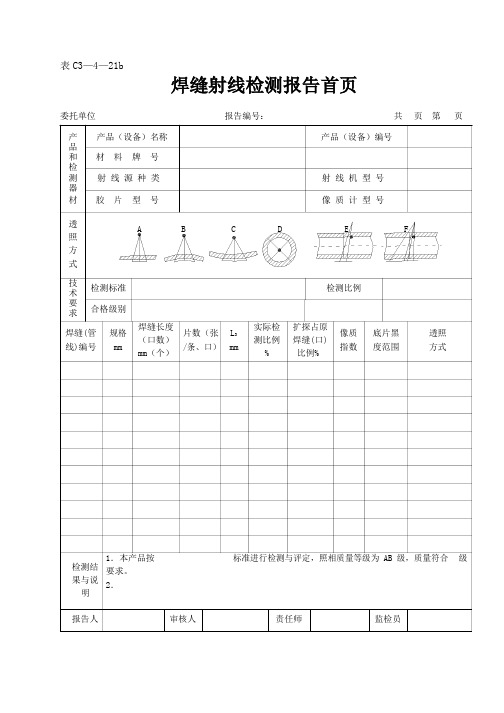
1.本产品按
标准进行检测与评定,照相质量等级为 AB 级,质量符合
级
要求。
果与说
2.
明
报告人
审核人
责任师
监检员
祝语 :我们没有义务也没有办法让所有人满意,但是我们最应该让自己满意,让自己幸福,而通往幸福的道路,也是我们终生奋斗的历程,我们必须努力做事,让成功证明自己的实力和价值。勤奋夯实做事,会让我们很少陷入心灵危机,会让我们成为现实主义者,当然了,也会让我们更快成功。
表C3—4—21b
焊缝射线检测报告首页
委托单位
报告编号:
共
页 第 页
产
产品(设备)名 号
检
测
射 线 源 种 类
射 线 机 型 号
器
材
胶
片
型 号
像 质 计 型 号
透
A
B
C
D
E
F
照
方
式
技
检测标准
检测比例
术
要
合格级别
求
焊缝(管
规格
焊缝长度
片数(张
L3
实际检
扩探占原
像质
底片黑
透照
射线检测报告

3.返修部位原缺陷情况见焊缝射线检测底片评定表。
4.本台产品焊缝质量符合Ⅱ级的要求,结果合格。
5.检测位置及底片情况详见焊缝射线检测底片评定表及射线检测位置示意图(另附)。
报告人(资格)
(RT-II)
审核人(资格)
(RT-II)
无损检测专用章
焊缝射线检测底片评定表
产品编号:GNX16-19
产品编号:GNX16-20
工件名称
蒸汽用消声器
材料牌号
304+12Cr1MoVG
检
测
条
件
及
工
艺
参
数
源种类
□X□Ir192□Co60
设备型号
GPX-80
焦点尺寸
1Xmm
胶片牌号
AGFAC7
增感方式
□Pb□Fe前屏√后屏√
胶片规格
300 X 80mm
像质计型号
3#
冲洗条件
□自动√手工
显影液配方
市售配药
显影条件
9
透照方式
单壁
单影
L1(焦距)mm
600
能量KV
140
管电流源活度)
mA(Bq)
5
曝光时间min
3
要求像质指数
15
焊缝长度mm
688
一次透照长度mm
187
合格级别(级)
Ⅱ
要求检测比例%
100
实际检测比例%
100
检测标准
JB/
检测工艺编号
合格
片数
A类焊缝
(张)
B类焊缝
(张)
相交焊缝
(张)
共计
锅炉安装检验资料:焊缝射线检测报告
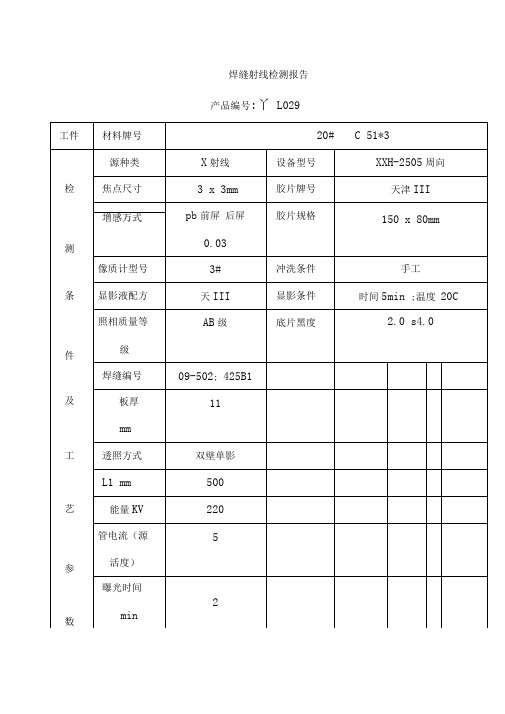
焊缝射线检测报告产品编号:丫L029
数
焊缝长度mmi 1335
次透照长
度
267
合格级别
(级)
II
要求检测比例%
5
实际检测比例%
8
检测标准JB/T4730.2-2005 检测编号
合格片数
A类焊
缝
(张)
B类焊缝
(张)
相父焊缝
(张)
共计
(张)
最
终
评
疋
结
果
级
张
1() 级
张
n () 级
张
m ()
IV 级
(张
)//缺陷返修情况说明检测结果
1
、
本台产品返修共计/ 处,最高
返修次数/ 次。
1
、
本台产品焊缝质量符合II级
的要求,结果合格。
2、超标缺陷部位返修后经复验合格。
2
、
检测位置及底片情况详见焊缝
3
、
返修部位原缺陷情况见焊缝射线检测射线底片评定表及射线检测位置。
焊缝射线检查记录,评片报告
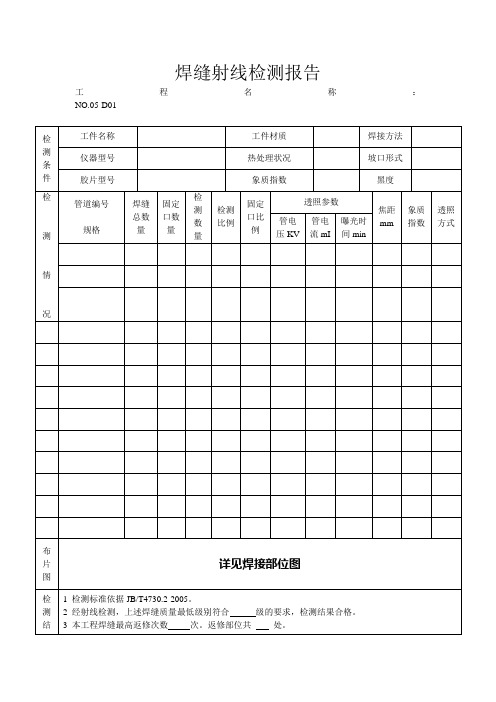
工程名称:NO.05-D01
检测条件
工件名称
工件材质
焊接方法
仪器型号
热处理状况
坡口形式
胶片型号
象质指数
黑度
检
测
情
况
管道编号
规格
焊缝
总数量
固定口数量
检测数量
检测
比例
固定口比例
透照参数
焦距
mm
象质
指数
透照
方式
管电压KV
管电流mI
曝光时间min
布片图
详见焊接部位图
检测结果
1检测标准依据JB/T4730.2-2005。
2经射线检测,上述焊缝质量最低级别符合级的要求,检测结果合格。
3本工程焊缝最高返修次数次。返修部位共处。
评片人:
年月日
复评人:
年月日
无损检测专用章:
年月日
焊缝射线检测评片记录
工程名称: NO.05-D02
委托单位
山东鲁安检测技术有限公司
工件名称
工件规格
坡口形式
有效长度
底ቤተ መጻሕፍቲ ባይዱ规格
仪器型号
透照方式
像质指数
评定标准
合格级别
拍片日期
管电压KV
曝光时间
min
黑度
序号
底片
编号
焊缝
编号
黑度
缺陷记录
评定级别
结论
返修
情况
Ⅰ
Ⅱ
Ⅲ
Ⅳ
1
√
2
√
3
√
4
√
5
√
6
√
7
√
8
√
焊缝检测报告

焊缝检测报告
焊缝检测报告
检测日期:xxxx年xx月xx日
检测地点:XXXX工地
一、检测目的
本次焊缝检测旨在对焊接工艺进行评估,确保焊接质量符合相应标准和要求,提供工程质量的保证。
二、检测焊缝
本次焊缝检测的对象为工地现场焊接的钢结构焊缝,包括各种连接节点和焊缝。
三、检测方法
本次焊缝检测采用了多种方法,包括目视检查、超声波检测和X射线检测。
四、检测结果
1. 目视检查结果
通过目视检查,焊缝表面无裂纹、夹渣、气孔等缺陷。
焊缝整体形态良好,无明显的凹凸不平或脱焊现象。
2. 超声波检测结果
超声波检测结果显示,焊缝中无明显的内部缺陷,声速和声阻抗均匀,符合焊接质量的要求。
3. X射线检测结果
X射线检测结果显示,焊缝中无明显的未焊透或未焊合现象。
焊接连接部位的金属熔合结合良好,焊缝强度满足相关标准要求。
综上所述,本次焊缝检测结果显示,焊缝质量良好,符合相关标准和要求。
五、建议意见
基于本次检测结果,建议对焊接质量进行进一步加强和控制,保证焊接工艺的标准化和规范化。
同时,建议定期对焊接点进行检测,确保焊接质量的稳定。
六、检测人员
本次检测由XXX公司的专业检测人员进行,具备相关资质和经验。
备注:本次焊缝检测报告仅对目前现场焊接情况进行检测,不对后续使用过程中产生的缺陷负责。
检测结果仅供参考,具体的焊接质量需要根据实际情况进行综合判断。
管道焊缝射线检测报告
管道焊缝射线检测报告一、引言管道焊缝射线检测是一种常见的无损检测方法,用于评估管道焊缝的质量和完整性。
本文将详细介绍我们对一根管道焊缝进行射线检测的结果和评估。
二、检测方法针对该管道焊缝,我们采用了射线检测方法进行评估。
该方法利用射线穿透物体,通过探测器接收射线的衰减信息,从而获得管道焊缝的内部结构和缺陷情况。
三、检测结果经过射线检测,我们获得了以下结果:1. 焊缝完整性:检测结果显示,该管道焊缝的完整性良好,未发现明显的断裂或裂纹情况。
这表明焊接工艺稳定,焊缝结构牢固。
2. 内部结构:射线检测结果显示,管道焊缝内部结构均匀一致,未出现明显的孔洞或异常结构。
这说明焊接过程中没有出现气孔或夹杂物,并且焊缝的质量良好。
3. 缺陷评估:我们对管道焊缝进行了缺陷评估,发现了少量的焊缝内部小缺陷。
这些小缺陷主要是一些微小的气孔或夹杂物,对焊缝的强度和密封性没有明显影响。
四、评估与建议根据我们的射线检测结果,可以得出以下评估和建议:1. 焊缝质量良好:管道焊缝的完整性和内部结构均符合标准要求,焊接质量良好。
可以放心使用该管道进行工业生产或其他应用。
2. 缺陷修复:尽管检测结果显示存在少量小缺陷,但这些缺陷对管道焊缝的性能没有明显影响。
可以选择对缺陷进行修复,进一步提升管道的完整性和质量。
3. 定期维护:为了确保管道焊缝的长期稳定性和安全性,建议定期进行射线检测,及时发现和修复潜在的缺陷问题,以保障生产和使用过程中的安全性。
五、结论通过射线检测,我们对该管道焊缝进行了全面评估。
结果表明,该焊缝质量良好,内部结构均匀一致,并存在少量小缺陷。
我们建议在管道使用过程中进行定期维护和检测,以确保其长期稳定性和安全性。
六、致谢感谢所有参与管道焊缝射线检测的人员,以及给予我们支持和帮助的各方。
感谢您的阅读和关注。
注:本报告仅供参考,具体的修复和维护方案应根据实际情况进行制定。
焊缝检测总结报告范文
焊缝检测是焊接过程中至关重要的一环,它直接关系到焊接质量及设备的安全性。
本报告旨在总结本次焊缝检测工作的过程、结果及经验教训,为今后的焊接工作提供参考。
二、检测项目及方法1. 检测项目:本次焊缝检测主要包括外观检测、无损检测和力学性能检测。
2. 检测方法:(1)外观检测:采用肉眼观察、放大镜观察、磁粉检测、渗透检测等方法对焊缝进行外观检查。
(2)无损检测:采用超声波检测、射线检测、磁粉检测、渗透检测等方法对焊缝内部缺陷进行检测。
(3)力学性能检测:采用拉伸试验、冲击试验、硬度试验等方法对焊缝的力学性能进行检测。
三、检测结果与分析1. 外观检测结果:经外观检测,焊缝表面质量良好,无裂纹、气孔、夹渣等缺陷。
2. 无损检测结果:经无损检测,焊缝内部缺陷数量较少,且均为轻微缺陷,不影响焊接质量。
3. 力学性能检测结果:经力学性能检测,焊缝的力学性能满足设计要求,抗拉强度、冲击韧性等指标均达到标准规定。
四、经验教训1. 严格遵循检测规范和标准,确保检测结果的准确性。
2. 提高检测人员的专业技能,加强检测设备的管理和维护,确保检测设备的正常运行。
3. 加强对焊接工艺的监控,从源头上减少焊缝缺陷的产生。
4. 优化焊接参数,提高焊接质量,降低焊缝缺陷率。
5. 加强对焊缝检测工作的重视,提高焊缝检测的覆盖率,确保设备的安全性。
本次焊缝检测工作顺利进行,检测结果良好,焊缝质量满足设计要求。
在今后的焊接工作中,我们将继续严格执行检测规范和标准,不断提高焊接质量,确保设备的安全运行。
具体建议如下:1. 加强对焊工的培训和考核,提高焊工的焊接技能。
2. 优化焊接工艺,降低焊缝缺陷率。
3. 定期对焊缝进行检测,确保设备的安全性。
4. 加强对检测设备的管理和维护,提高检测设备的运行效率。
5. 建立完善的焊缝检测档案,为今后的焊接工作提供参考。
总之,本次焊缝检测工作取得了圆满成功,为今后的焊接工作提供了有力保障。
在今后的工作中,我们将继续努力,不断提高焊接质量,确保设备的安全运行。
焊缝射线探伤报告
焊缝射线探伤报告
报告摘要
本次焊缝射线探伤测试共发现焊缝区域存在5处较大缺陷,其
中3处为气孔,2处为夹杂。
同时,观察焊缝周边无明显变形及热
裂纹现象,焊缝整体质量较好。
背景
焊接是在工业生产的常见工艺之一,但焊缝在生产中容易产生
各种各样的缺陷,为了检测焊缝的质量,需要进行焊缝射线探伤测试。
测试目的
本次焊缝射线探伤测试的目的是检测焊接工艺的质量是否符合
标准要求,发现焊缝区域内的缺陷,为下一步的焊接工作提供依据。
测试过程
本次测试采用X射线探伤设备进行,测试设备型号为XX。
测
试时,将焊缝放入测试设备的工作台上,控制好测试参数进行测试。
测试结果
测试结果显示,焊缝区域存在5处较大缺陷,其中3处为气孔,2处为夹杂。
具体信息如下表所示:
结论
通过本次测试发现,焊缝存在5处较大缺陷,需要在下一步的
焊接工作中予以处理。
整体来看,焊缝的质量较好,焊缝周边无明
显变形及热裂纹现象。
钢材及焊缝无损检测报告模板(射线法)
钢材及焊缝无损检测(射线法)检测报告报告日期:2019年01月23日钢材及焊缝无损检测(射线法)检测报告试验室名称:/ 报告编号:/ 工程名称/ 委托/任务编号RW-2019-0015 委托单位/ 样品编号2019-0015-0001 施工单位/ 设计单位/监理单位/ 检测地点现场构件名称对焊钢板构件编号5#构件状态表面打磨至光洁检测环境条件室外检测比例100% 检测日期2019年01月20日设计要求Ⅱ级检测类别委托检测检测依据1、《金属熔化焊焊接接头射线照相》GB/T 3323-20052、《承压设备无损检测第2部分:射线检测》NB/T 47013.2-20153、《钢的弧焊接头缺陷质量分级指南》GB/T 19418-20034、《钢结构工程施工质量验收规范》GB 50205-20015、《钢结构现场检测技术标准》GB/T 50621-20106、《钢结构焊接规范》GB 50661-20117、《公路桥涵施工技术规范》JTG/T F50-20118、设计图纸及相关技术资料检测项目分项检测结论及存在问题射线检测1、检测构件共1 件,检测焊缝共1 条,检测焊缝总长500 mm,合格。
2、返修构件共/ 件,返修焊缝共/ 条,返修焊缝总长/ mm,同一部位经/ 次返修后合格。
/ / / / / /检测部位示意图备注/D1钢材及焊缝无损检测(射线法)检测报告附页试验室名称:/ 报告编号:/工程名称/构件名称焊接钢板材质及规格Q235B、1000*300*10mm焊接方式●手工电弧焊○CO2保护焊○埋弧焊○焊缝种类●平板○环缝○T型○管座仪器名称射线探伤仪(自编号:17-61)仪器型号XXG2505焦点尺寸 2.0×2.0mm 焦距600mm管电压230kV 管电流5mA曝光时间 3.5 min 显影时间 5 min显影温度20℃停影时间20秒定影时间8 min 定影温度20℃洗片方式手工冲水方式槽式冲水时间30 min 胶片类型K ODAK AA400 干燥方式自然技术等级AB级验收等级Ⅱ级依据标准GB/T 3323-2005、NB/T 47013.2-2015检测部位缺陷情况序号焊缝部位编号焊缝长度(mm)检测长度(mm)片数等级返修次数黑度ⅠⅡⅢⅣ1 D1 500 500 1 1 / / / 0 2.0~4.0 / / / / / / / / / / // / / / / / / / / / // / / / / / / / / / // / / / / / / / / / // / / / / / / / / / // / / / / / / / / / // / / / / / / / / / // / / / / / / / / / // / / / / / / / / / /。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
备注
I级
II级
缺陷返修情况说明
检测结果
1.本台产品返修部位共处,最高返修次数
次。
2.超标缺陷部位返修后经复检合格。
3.返修部位原缺陷情况见焊缝超声检测评定表。
1.本产品焊缝质量符合 要求,结果合格。
2.检测部位详见超声检测为 情况见焊缝超声检测评定
级的
丁止示意图,各部位检测
兰表。
编制人(资格):
年 月曰
审核人(资格):
年 月曰
工艺卡编号:
产品名称
产品(制造)编号
材料牌号
规格
源种类
□X□Ir192□Co60
设备型号
焦点尺寸
mm
胶片牌号
铅感屏厚度mm
前屏后屏
胶片规格
像质计型号
冲洗条件
□自动□手工
显影液配方
显影条件
时间min温度°C
透照技术等级
□AB□B
检测规程编号
检测标准
工艺卡编号
检测部位示意图
产品名称
产品(制造)编号
绘制人(资格):年 月日
审核人(资格):年 月日
工
件
产品名称
产品(制造)编号
材料牌号
规格
mm
器
材
源种类
设备型号
焦点尺寸
mm
胶片牌号
铅感屏厚度mm
前屏后屏
胶片规格
mm
像质计型号
冲洗条件
□自动□手工
显影液配方
显影条件
时间min温度°C
焊缝编号
板厚mm
像质计型号
透照方式
D
板厚
(mm
)
识别
丝号
缺陷性质及数量
评定 级别(级)
一次 透照 长度
(mm)
圆形 缺陷(点数)
条形 缺陷
(mm)
未 焊透
(mm)
未 融合
(mm)
裂纹
(mm)
初评人(资格):年 月日
复评人(资格):年 月日
焊缝超声检测报告
辽A5-12
产品名称
产品(制造)编号
工
件
部件名称
板厚
mm
部件编号
规格
mm
表面状态
能 量kv
管电流(源活度)mA(Ci)
曝光时间min
应识别像质计丝号
焊缝长度mm
一次透照长度mm
合格级别(级)
要求检测比例%
实际检测比例%
检测标准
检测规程编号
合格 片数
A类焊缝
(张)
B类焊缝
(张)
焊缝交叉 部位(张)
共计
(张)
最终
评定
I级
(张)
II级
(张)
III级
(张)
IV级
(张)
结果
缺陷及返修情况说明
检测结果
1.本台产品返修共计处,最高返修次数
次。
2.超标缺陷部位返修后经复检合格。
3.返修部位原缺陷情况见焊缝射线检测底片评定表。
1.本台产品焊缝质量符合级
的要求,结果合格。
2•检测部位及底片情况详见焊缝射线底片评定 表及射线检测部位示意图。
报告人(资格):
年 月曰
审核人(资格):
年 月曰
监检员:
年 月曰
无损检测专用早:
年 月曰
报告编号:共 页第 页
产品名称
产品(制造)编号
序
号
焊缝
编号
底片
编号
焊缝
交叉
部位
底片 黑度
D
板厚
(mm
)
识别
丝号
缺陷性质及数量
评定 级别(级)
一次 透照 长度
(mm)
圆形 缺陷(点数)
条形 缺陷
(mm)
未 焊透
(mm)
未 融合
(mm)
裂纹
(mm)
初评人(资格):年 月日
复评人(资格):年 月日
材料牌号
坡口型式
焊接方法
器 材 及 参 数
仪器型号
检测方法
探头型号
评定灵敏度
dB
试块型号
扫查方式
耦合剂
□水□机油□甘油□工业浆糊
表面补偿
dB
扫描调节
检测面
□单面双侧□双面双侧□双面单侧
技术 要求
检测标准
检测比例
合格级别
检测工艺编号
检 测 结 果
焊缝 编号
焊缝检测
长度mm
最终检测
长度mm
扩检长 度mm
报告人(资格):
年 月曰
审核人(资格):
年 月曰
监检员:
年 月曰
无损检测专用早:
年 月曰
焊缝超 声检测 评定表
辽A5-13
产品名称
产品(制造)编号
序 号
焊缝 编号
检测区
盹1=1.段号
检测 长度
mm
缺陷 编号
缺陷 类型
埋藏
深度
mm
缺陷指 示长度
mm
波咼 区域 (区)
检测 结果 (级)
返修
次数
备注
报告人(资格):年 月曰审核人(资格):年 月曰
焊缝编号
板厚mm
透照方式
f(焦距)mm
能量kv
管电流(源活度)mA(Ci)
曝光时间min
应识别丝号
焊缝长度mm
一次透照长度mm
拍片数量片
合格级别 级
检测比例%
检测部位图:
操作人(资格):
年 月曰
审核人(资格):
年 月曰
报告编号:共 页第 页
产品名称
编号
焊缝
交叉
部位
底片 黑度
f(焦距)mm
能 量kv
曝光时间
管电流(源活度)mA(Ci)
应识别像质计丝号
焊缝长度mm
一次透照长度mm
拍片数量片
合格级别级
检测比例%
技术 要求
1.检测标准:JB/T4730.2-2005。
2.射线检测技术等级:口AB□B。
3.底片黑度范围D:〜。
4.本工艺卡未规定事宜,按射线检测规程执行。
透照部位示意图:
辽A5-5
工
件
产品名称
产品(制造)编号
材料牌号
规格
检 测 条 件 及 工 艺 参 数
源种类
□X□Ir192□Co60
设备型号
焦点尺寸
mm
胶片牌号
铅感屏厚度mm
前屏后屏
胶片规格
像质计型号
冲洗条件
□自动□手工
显影液配方
显影条件
时间min温度°C
检测技术等级
□AB□B
底片黑度D
焊缝编号
板厚mm
透照方式
f
(焦距)mm