关于正态数据与非正态数据及其过程能力计算
过程能力分析.

0.6
均值 标准差 12 2 15 0.67
0.5 B 0.4
0.3
0.2 A 0.1
0.0 6 8 12 15 18
图7-9 过程输出从分布A变化到B
17
过程绩效指数 Pp和Ppk
• Cp及Cpk估计σ的方法:只考虑“短期”波动
– 单值时,用移动极差 – 可以分组时,若子组大小不超过6,用子组极差; 若子组大小超过6,用子组标准差
• 内部服务与外部服务
– 内部服务:公司内部的服务 – 外部服务:顾客付账单的服务
• 自愿服务与非自愿服务
– 自愿服务(voluntary services):主动寻求并自愿采纳的服 务:如加油站 – 非自愿服务(in voluntary services)
• 服务质量问题与制造质量问题相比,有何不同之 处?
非正态过程能力计算
• 一种方法
USL LSL Cp P 0.995 P 0.005 C pk USL P P 0.50 0.50 LSL min( , ) P P 0.995 P 0.50 0.50 P 0.005
WhereP
应用实例
..\数据源\SPC_钢珠直径.MTW ..\数据源\SPC_二极管不合格品率.MTW ..\数据源\SPC_BoxCox变换.MTW
• 二者之间的关系
– 过程的理想状态,受控状态
• 质量改进就是要持续减小设计、制造和服务过程的波动
• 在实际制造过程中,如果过程处于受控状态,则 过程输出的质量特性 X 通常服从正态分布, 即 X ~ N ( 。 , ) • 考察以标准差 为单位构造的三个典型区间:
[ , ]
6 Sigma BB 测量阶段 过程能力培训课件
MINITAB下数据的过程能力分析
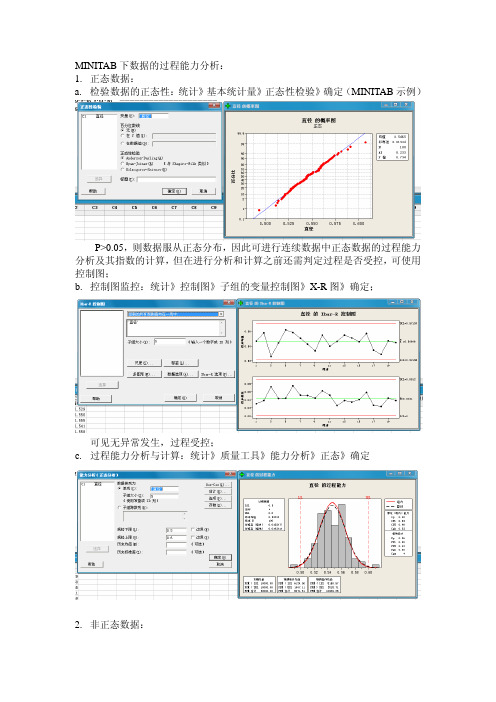
MINITAB下数据的过程能力分析:1.正态数据:a.检验数据的正态性:统计》基本统计量》正态性检验》确定(MINITAB示例)P>0.05,则数据服从正态分布,因此可进行连续数据中正态数据的过程能力分析及其指数的计算,但在进行分析和计算之前还需判定过程是否受控,可使用控制图;b.控制图监控:统计》控制图》子组的变量控制图》X-R图》确定;可见无异常发生,过程受控;c.过程能力分析与计算:统计》质量工具》能力分析》正态》确定2.非正态数据:a.数据的正态性检验:同上P<0.05,所以数据为非正态数据,需进行转换后方可进行过程能力分析,但这并不妨碍用原始数据进行控制图的绘制。
b.数据的转换:统计》控制图》BOX-COX变换》填入数据“扭曲”,子组大小填“10》选项》将变换后的数据存入“C2”中》确定;得到如下图,可知转换的λ=0.5,即对原始数据求平方根;c.控制图的绘制:步骤同上d. 过程能力分析:统计》质量工具》能力分析》正态》单列为“C2”,子组大小为“10”,规格上限为“2.82”,2.82=81/2,确定3. 离散数据: a . 计算DPMO ,公式参见SRINNI 培训:b .将DPMO 暂时理解为不合格品率,如果DPMO=66807.2,则不合格品率P=0.00668072;c . 计算》概率分布》正态分布》逆累计概率》输入常量“0.0668072”,,确定:d .根据正态分布的对称性:Z =︳-1.5︳+1.5=3,即相应的SIGMA 水平为3, 公式为: Z=︳x︳+1.5如果DPMO=1350,则P=0.00135,按照如上步骤,则有:逆累积分布函数正态分布,平均值 = 0 和标准差 = 1P( X <= x ) x0.00135 -2.99998,所以Z=2.99+1.5=4.5。
Minitab能力分析
• 组内曲线使用子组内方差,整体曲线使用整体样 本方差。
能力直方图
Minitab
• 可通过将曲线与条形相比较来评估数据的正态性。
• 检查曲线,看看它们之间的距离有多近。组内曲 线和整体曲线之间的差别很大表明过程不受控制。
能力
Minitab
• 什么是能力? • 有能力的过程(生产过程)可以生产符合规格的 产品或服务。 • 可以评估生产单位生产“在规格之内”的能力, 并预测超出规格的部件数量。
Minitab
• 能力是通过将过程展开与规格展开进行比较来确 定的。也就是说,将过程变异的宽度与规格区间 的宽度进行比较。 • 希望的结果是:过程展开小于规格展开,并包括 在规格展开内。 • 能力指数是规格展开和过程展开的比率。它们是 无单位的值,可用于比较不同过程的能力。 • 一般认为 1.33 是能力指数的可接受的最小值, 而大多数实践者认为小于 1 的值是不可接受的。
过程平均值
Minitab
• 过程平均值
• 过程测量值的平均值。
• 可从数据估计过程平均值,也可以由用户 根据历史记录和工程知识来指定过程平均 值。
返回
规格上限和规格下限
• 规格上限和规格下限
Minitab
• 规格上限和规格下限是用户根据客户要求 指定的。为过程建立的限制 - 它们不反映 实际上过程是如何执行的。USL 和 LSL 可 确定部件、产品或服务是否符合要求。
PPM < LSL 预期的组内性能
• PPM < LSL 预期的组内性能
Minitab
• PPM(百万分数)< LSL 是测量值低于规 格下限的预期百万分数。该值定义为 1,000,000 乘以从子组内分布随机选择的部 件的测量值低于规格下限的概率。
非正态数据转换及过程能力分析V0课件

Q-Q图法
将数据绘制在分位数-分位数坐 标系上,与正态分布曲线进行 比较,判断数据的正态性。
P-P图法
将数据绘制在概率-概率坐标系 上,与正态分布曲线进行比较, 判断数据的正态性。
偏度和峰度检验
通过计算数据的偏度和峰度, 并与标准正态分布的偏度和峰 度进行比较,判断数据的正态性。
非正态数据的过程能计算过程能力 指数,包括CPK、PPK等,以评估生 产过程的稳定性和性能。
数据转换方法
采用Box-Cox变换方法对数据进行转 换,使其接近正态分布。通过选择适 当的λ值,实现了数据的正态化。
结论
通过数据转换和过程能力分析,该制 造企业识别了生产过程中的瓶颈和改 进机会,提高了产品质量和生产效率。
平方根转换
总结词
平方根转换适用于数据分布为幂律分布的情况,可以改善数据分布的偏度。
详细描述
平方根转换是将数据取平方根。平方根转换可以降低数据分布的偏度,使其更接 近正态分布。平方根转换在统计分析中常用于处理一些具有幂律分布特征的数据。
倒数转换
总结词
倒数转换适用于数据分布为倒指数分布的情况,可以改善数 据分布的偏度。
偏态分布
数据分布形态不对称,偏向某一方向。
离群值分布
多峰分布
数据分布有多个峰值,不遵循单一分 布形态。
数据中出现较多远离均值的异常值。
非正态数据的特点与影响
偏态分布可能导致平均值和众数不一 致,影响对数据的整体理解。
多峰分布可能掩盖数据之间的差异, 难以进行比较和分析。
离群值可能导致数据方差增大,影响 统计分析的准确性。
收集数据
收集足够的过程数据,以评估 过程的稳定性和一致性。
计算过程能力指数
质量控制中非正态分布数据过程能力算法研究
=
() 1
其 中 U L 为 规 范 - ,S 为 规 范 下 S t限 L L . 限 , 为 过 程 的 标 准差 。 ( ) 控 过 程 中 心与 规 范 中心 不 重合 时 , 2受
过 程 能力 指 数 ( ) 汁算公 式 为 : () 2
0 前 言
6 管 理 … 一 种 全 新 的 管 珲 手 段 和 方 . o 是
这 类 数 据 的 过 程 能 力 计 算 方 法 , 给 在 服 务 这 业 中推 行 6 管理 造 成 了严 重 困难 。为 了能 " o 在 服 务业 中推 行 6 管 理 ,必 须 解 决 评 估 和 " o 测 量 非 1 态 分 布 数 据 的 过 程 能 力 指 数 的 计 E 算 问 题 。本 文将 提 出一 种 针 时 非 正 态分 布 数
维普资讯
质量控制中非正态分布数据 过程 能力算法研 究
徐月芳 , 云苗 桂
( 南京航 空航 天 大学 民航 学 院, 苏 南京 2 0 1 ) 江 10 6
摘 要 : 程 能 力 是 6- 过 o 管理 中 质 量控 制 的重 要 指 标 , 控 制 过 程 中会 出现 各 种 类 型 数 据 , 6 管理 现 有控 制 系 在 而 o .
法 , 种 灵 活 的 综 合 性 系 统 方 法 。通 过 实 施 一
6 管理 , . o 企业 能 够 准 确 理 解 顾 客需 求 , 范 规 使 用 和 统计 处 理 事 实 和数 据 , 切 关 注 和优 密 化 企 业 流 程 , 企 业 获 得 和 保 持 在 经 营上 的 使 成 功 , 经 营业 绩 最 大 化 , 可 不 断 获 得 新 使 并 的 企业 知 识 , 建 企 业 的 核心 竞 争 力 。在 6- 创 o
202.流程能力分析

方法:利用B0X-COX转换,转换成正态布
MINITAB演示
步骤一:打开数据包BOX-COX.MTV中的D3数据 LSL=0.06,USL=0.15
步骤二:数据非正态
步骤三:转换数据
非正态数据的流程能力计算
二项分布MINITAB演示
用途:已知单位时间的产品总数和不合格数,计算流程能 力
步骤一:打开MINITAB数据包(Camshaft.mtv)
步骤二:流程基本稳定
步骤三:正态检验(方法1)
P〉0.05流 程基本正态
步骤三:正态检验(方法2)
P〉0.05流 程基本正态
步骤四:选择工具
看西格玛水平
该流程的长期sigma水平为2.4,短期sigma水平为3.9
Sigma水平的另一种算法
选择逆累积概率
输入标准正态分 布的均值和偏差
输入合格率 1-0.008082
上页步骤导出结果
逆累积分布函数
正态分布,平均值 = 0 和标准差 = 1
P( X <= x ) x 0.991918 2.40519
该流程的长期sigma水平为2.4,短期sigma水平为3.9
非正态数据的流程能力计算
• 从小范围数据收集而来
• 从一个班次收集而来 • 仅使用一台机器
• 仅有一个操作者
• 仅使用一批原材料
长期
长期样本: • 反映 了普通原因和特殊 原因的影响 • 从大范围数据收集而来 • 从许多班次收集而来 • 使用许多机器 • 有许多作者 • 使用多批原材料
从大多数流程所收集的数据都代表长期流程
CPK的计算方法
CPK的计算方法首先,CPK(Capability Index)是一种用来度量过程能力的统计指标,用于评估一个过程能否满足所设定的规范要求。
它衡量了实际过程偏离目标值的程度,以及过程的稳定性。
CPK的计算方法可以根据数据的类型分为两种情况。
1.对于符合正态分布的数据:假设目标值为T,标准差为σ,而实际过程数据的上限和下限分别为USL和LSL。
首先,计算出过程的标准差:σ=(USL-LSL)/6然后,计算过程的CPK值:CPK = min((T - LSL) / (3σ), (USL - T) / (3σ))其中,(T-LSL)/(3σ)表示过程的偏差程度,(USL-T)/(3σ)表示过程的右侧能力。
如果CPK值大于1,则表示该过程能够满足规范要求。
2.对于不符合正态分布的数据:当数据不符合正态分布时,可以使用非参数方法计算CPK值。
非参数方法不依赖于数据的分布假设,而是使用经验公式来估计过程的能力。
首先,对过程数据进行排序,然后计算出中位数Md和四分位距(上四分位数Q3减去下四分位数Q1)IQR。
接下来,计算过程的CPK值:CPK = min((T - (Md - 1.5 * I QR)) / (3 * σ), ((Md + 1.5 * IQR) - T) / (3 * σ))其中,(T-(Md-1.5*IQR))/(3*σ)表示过程的偏差程度,((Md+1.5*IQR)-T)/(3*σ)表示过程的右侧能力。
同样,如果CPK值大于1,则表示该过程能够满足规范要求。
需要注意的是,上述计算方法中的标准差σ可以通过样本标准差估计,也可以通过过程的长期标准差估算得到。
对于稳定的过程来说,推荐使用长期标准差作为σ的估计值。
最后,CPK值不仅可以用来评估一个过程能否满足规范要求,还可以用来比较不同过程的能力。
一般来说,CPK值越大表示过程的能力越高,变异程度越小。
通常,CPK值大于1.33可以认为是一个良好的过程能力水平,而CPK值大于1.67则可以认为是一个出色的过程能力水平。
非正态的数据
规格上限 Z 值 0.91
Ppk
0.30
Cpm
*
1.0 1.5 2.0 2.5 3.0 3.5 4.0
实测性能
% < LSL
*
% > USL 18.00
% 合计 18.00
预期组内性能
% < LSL*
*
% > USL* 17.93
% 合计 17.93
预期整体性能
% < LSL*
*
% > USL* 18.21
变换后
LSL* 目标* USL* 样本均值* 标准差(组内)* 标准差(整体)*
* * 2.89037 2.26918 0.676702 0.684493
Time 的过程能力
使用 Box-Cox 变换,Lambda = 0
USL*
已变换数据
组内 整体
潜在(组内)能力
基准Z值
0.92
规格下限 Z 值 *
正态性检验
统计>基础统计量>正态性检验
正态性检验
百分比
99.9
99
95 90
80 70 60 50 40 30 20 10
5
1
0.1
-20 -10
0
Time 的概率图
正态
均值 标准差 N AD P值
12.31 9.656
100 5.738 <0.005
P值小于 .05 表示 数据不是正态分布
。
10
20
30
40
50
60
Time
检查分层数据
图形>点图
检查分层数据
Time 的点图
Decision Zone
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关于正态数据与非正态数据及其过程能力计算
摘要本文从企业生产现场的实际情况出发,提出数据呈正态或非正态分布时,如何对这些数据进行分析,并准确计算过程能力,将在本文进行讨论。
关键词正态;非正态数据;过程能力
1 对数据的管控误区
目前企业在流程中对所收集数据的统计、分析以及使用情况,较以前来说,规范性有了长足的进步,但与要求还是存在一定差距,可以通过以下几个方面来说明:
1.1 数据来源可评价性差
要想弄清楚一件事情,必须要获得现场数据,通过数据还原事实。
但现场数据并非是现存的,要经过人们的有效收集、传递,然后才有数据可以分析。
在此需要强调的是原始记录一定要整洁、规范,只有数据完整,后续才能进行推断性分析,但现实是部分数据在源头上就存在偏差。
这给后续的评价在客观上就带来极大影响。
因此,对数据进行策划和管理时务必确保数据来源的可靠。
1.2 异常数据混在正常数据中
通常大家有这样的习惯,在对现场调查时,会对数据进行直接收集,完毕后,会对数据直接使用,所以在此就会存在一个误区,我们分析的数据能代表过程的正常情况吗?
当你所收集的数据不能代表这个过程,也就是说数据来源于异常原因而非普通原因时,那所收集的数据就不能代表这个过程的正常情况,所以一定要将异常情况排除后,留下普通原因所引起的质量数据,这样就可以进行分析了。
我们可以通过箱线图进行数据的初步分析,如果数据跑到箱线图的两个尾巴之外的话,说明这样的数据属于异常数据,这样的数据要进行过程改善并予以剔除。
1.3 过程数据的‘伪’正态性
在进行过程能力计算前,必须要看数据的分布情况是否符合正态。
在验证数据的时候,我们要关注子组容量的大小,因为子组容量的大小对我们数据的正态性研究也有一定的影响,我们可以通过模拟的125个数据来进行分析。
对于同样的125个数据,当子组容量分别为1和5时,我们可以看到数据正态性的表现情况。
当子组为1时,该125个数据的p值是小于0.05的,是呈非
正态分布的。
当子组为5时,该25个数据的p值是大于0.05的,是呈正态分布的。
通过上面的信息,我们可以发现在处理同类数据的时候一定要关注这个特性,千万不要出现‘伪’正态性的数据。
2 生产过程中正态数据的能力分析
作为生产制造业,我们要想拥有一个稳定可靠的过程以及符合顾客满意度要求的产品是非常有必要的,想要实现这点,除了从项目管理、产品设计、过程开发、制造工程以及5M1E等各方面进行努力之外,同时不要忘记数据这个关键环节,因为数据不但可以作为过程、产品以及法律的证据,更是我们整体能力提升与改善的基础,必须认真得去对待它。
2.1 正态数据分布模型的理论基础
在质量界有一位泰斗级的人物,那就是休哈特,被誉为质量统计控制之父,他创建了控制图,控制图的理论依据就是在正负3倍西格玛的基础上进行讨论的,包括我们后面要进行的过程能力计算,也是建立在正负3倍西格玛的基础上的。
另外,选择正负3倍西格玛对我们质量控制是比较经济的,同时也可以尽可能将两类误差(漏检与误检,该两类误差是不可能完全避免的,而且存在此消彼长的特性)控制在生产制造方和产品接收方都能合理接收的范围。
2.2 数据正态性和非正态性的判断
接下来我们要对制造过程中的数据进行正态性的识别,判断是否满足正态性的特性。
判断的依据就是进行假设检验。
进行数据的正态性检验,主要看数据所表现出来的p值是处于接受域还是拒绝域,然后判断我们的数据是否呈正态性分布。
在这里有一个临界值判断值,那就是0.05,大于0.05就说明落在接收域,反之落在拒绝域。
在接收域就说明是正态分布,反之是非正态分布。
通过上面的手段進行常规识别的话,可能发现我们的过程数据是属于正态分布类型,那就可以直接进行过程能力的计算了。
万一发现我们的数据是落在拒绝域,也就是拒绝原假设,接受备择假设,则说明数据是非正态的,遇到非正态的数据,我们不能直接进行能力计算,接下来我们应该怎么办呢?在后面的讨论中,我們特别针对非正态的数据进行了分析。
2.3 正态数据的分析控制以及能力计算
如果我们收集过来的数据经过前期的判断是呈正态分布的话,那这些数据就
可以进行使用了,为什么数据为正态分布时就可以直接进行使用了呢?因为前面我们说过,我们研究数据的基础是休哈特的正负3倍西格玛作为研究基础的,如果不是正态分布数据的话,就等于我们拿两个不一样的模型进行数据对比和数据分析,那当然分析的结果就会不一致。
控制分析主要进行数据控制线的计算,然后进行描点,并进行过程的判异,如都属于正常情况,那我们计算的控制线可以进行延长使用,并作为今后过程的比较基准,但要记住,该基准一定要进行阶段性的修正。
对于工序能力的计算主要将公差带和3倍西格玛进行比较,在公差带内存在的西格玛数量越多的话,我们的工序能力就越强。
3 对非正态数据的能力分析
眼下,有许多企业在认真的收集资料、并整理和分析它们,这样分析的结果可以反过来指导和促进过程的改善,在这个过程中有很多企业都做得很好。
只是有部分企业还没有理解和掌握如何分析数据的要点,比如我们在谈到SPC统计过程控制工作和能力分析时,它的前提就是数据要具备正态性。
通过大数据研究来看目前仅仅有2%左右的数据完全符合正态性的需要,在此种情况下,就面临这样的问题,数据如果不具备正态性,我们应当如何处理呢?
3.1 非正态数据的转换
如果数据经过分析,知道它是非正态的,那就要对数据的实际分布情况进行具体的识别,因为数据分布的类型实在太多,所以要找到和样本数据最接近的分布模型,也就是要进行数据分布识别。
通过数据的识别,马上就能找到样本数据的最佳匹配,主要参照指标是特征值P,对于P值最大的就是最佳数据模型匹配结果,然后我们建议选择该分布识别结果。
我们发现该样本数据的最佳匹配模型是Johnson变换,所以就按照这个路径去分析,使用Johnson变换,将原来非正态的数据变换成正态数据,它的基本原理就是取对数,这样获得的数据就会呈正态分布。
接下来就可以使用这些转换后的数据了。
3.2 对转换后数据进行过程控制和能力计算
通过变换,发现原来的数据又形成新的数据,新数据是符合正态性的,接下来要针对新数据进行能力分析,同时对于相应的规格线也要进行逆函数的计算,以便于在使用转换后新数据计算过程能力的时候可以使用新的规格线。
其实,通过上面系列步骤和相关计算,基本的思路可以弄清楚,想要计算过程能力,就必须保持数据正态性,如果数据不能保证正态性,就尽可能进行过程改善,但如果经过了改善还是无法满足正态性的,在这种情况下,就要找到和该数据最匹配的数据分布模型了,当找到匹配的数据模型后,按照和该模型匹配的方式来进行能力计算就可以了,这样计算的能力就比较精准了,否则,出来的数
据会存在一定的误差。
因此,建议在使用数据的时候,一定要对数据进行系统的处理。
4 结束语
在对现场数据进行收集完毕之后,如果要进行数据分析的话,务必要对数据进行异常数据的剔除。
其次要对数据进行分布模型的有效识别,判断数据是否为正态分布。
如果数据为正态分布的话,才能使用休哈特控制图以及相关的工序能力指数的计算,否则要进行相关的数据转换后才能进行分析。