OQA(OEM)成品检验作业流程图
OQC检验作业流程图与说明
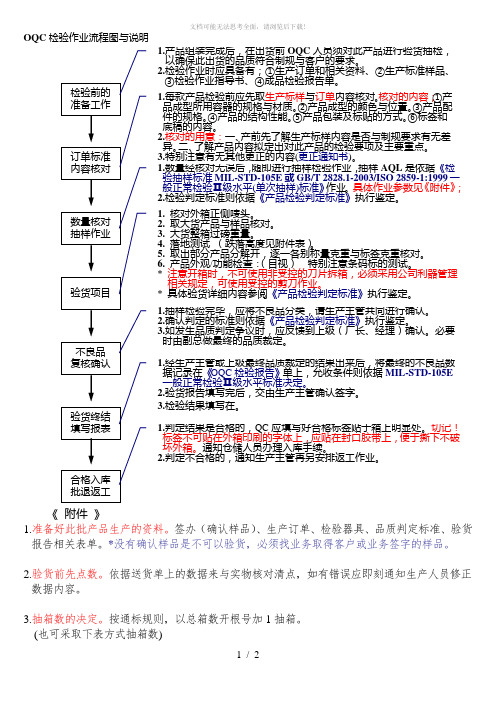
OQC 检验作业流程图与说明《 附件 》1.准备好此批产品生产的资料。
签办(确认样品)、生产订单、检验器具、品质判定标准、验货报告相关表单。
*没有确认样品是不可以验货,必须找业务取得客户或业务签字的样品。
2.验货前先点数。
依据送货单上的数据来与实物核对清点,如有错误应即刻通知生产人员修正数据内容。
3.抽箱数的决定。
按通标规则,以总箱数开根号加1抽箱。
(也可采取下表方式抽箱数)1.每款产品检验前应先取生产标样与订单内容核对。
核对的内容;①产品成型所用容器的规格与材质。
②产品成型的颜色与位置。
③产品配件的规格。
④产品的结构性能。
⑤产品包装及标贴的方式。
⑥标签和底稿的内容。
2.核对的用意:一、产前先了解生产标样内容是否与制规要求有无差异。
二、了解产品内容拟定出对此产品的检验要项及主要重点。
3.特别注意有无其他更正的内容(更正通知书)。
1.数量经核对无误后,随即进行抽样检验作业,抽样AQL 是依据《检验抽样标准MIL-STD-105E 或GB/T 2828.1-2003/ISO 2859-1:1999一般正常检验Ⅱ级水平(单次抽样)标准》作业。
具体作业参数见《附件》; 2.检验判定标准则依据《产品检验判定标准》执行鉴定。
1.产品组装完成后,在出货前OQC 人员须对此产品进行验货抽检,以确保此出货的品质符合制规与客户的要求。
2.检验作业时应具备有;①生产订单和相关资料、②生产标准样品、③检验作业指导书、④成品检验报告单。
1. 核对外箱正侧唛头。
2. 取大货产品与样品核对。
3. 大货整箱过磅重量。
4. 落地测试 (跌落高度见附件表)。
5. 取出部分产品分解开,逐一各别称量克重与标签克重核对。
6. 产品外观/功能检查:(目视) 特别注意条码标的测试。
* 注意开箱时,不可使用非受控的刀片拆箱,必须采用公司利器管理相关规定,可使用受控的剪刀作业。
* 具体验货详细内容参阅《产品检验判定标准》执行鉴定。
外观检验标准

外观检验标准1.目的建立本標准的目的是為了本公司的產品外觀檢驗有一定的檢驗依據。
2.范圍(1) 公司制造的任何產品外觀(含使用上須移動或掀開才能看到外觀部分)檢驗均適用,包括:塑膠成型及鈑金外殼;本體外殼的噴漆、烤漆及印刷;成品本體組裝;包裝及附件。
(2) 產品以單獨PCBA方式出貨,依據<PCBA檢驗規范>。
(3) 若設計圖紙或承認書或系列產品檢驗規范另有標示檢驗要求者,以該要求優先采用;若OEM/ODM產品或客戶有外觀檢驗的特別要求者,以雙方約定為准,否則均適用本規范。
3.本標准適用於下列的檢驗時機:(1) 組裝線巡檢;(2) 產品品質檢驗;(3) 出貨檢驗;(4) 外制品檢驗;(5) 產品儲存檢驗;(6) 其它輿產品(成品)外觀有關的檢驗。
4.缺點位置分級A級面:產品的正面(或前面)及上面所能見到的部分。
B級面:產品的側面(左右面)及後面所能見到的部分。
C級面:產品的底面或使用上須移動或掀開才能見到的部分。
D級面:成品組裝後或產品包裝後的內部,需以徒手掀開可見的部分(產品包裝後)。
注:如對表面分級有爭議時,由品管部門主任認定。
5.缺點等級主要缺點(Major--MA):1. 同一待測物出現一個以上的主缺點,即判定該待測物為不良品。
2. 不同於嚴重缺點,無安全上顧慮,不影響機構結構強度,產品標示等性能,但於成品表面產生易見的表面瑕疵。
3. 有嚴重美觀上的不良且無法或不易為使用者所清除,整修者(如燒焦、剝離、髒污、脆化等)。
4. 同一檢驗樣本累積有5個次要缺點,即計1個主要缺點。
次要缺點(Minor--MI):5. 非嚴重缺點或主要缺點,僅美觀上不良而無損於物品之組裝及運用或可清除者,如髒污等。
6.檢驗條件(1) 光度:正常室內的照明、自然光或日光,光亮度在500Lux.以上。
檢驗距離:30cm(2) 光線照射方向及檢驗位置:光線照射方向及檢驗位置以方便檢驗為原則。
待測物輿光源方向呈30o~60 o。
OQA成品检验报表

ˍˍ PCS/尾數箱Small change of carton
尺寸檢驗Check size:
規格
Discription
序號Item 實測值 value
判定
1 2 3 4
5
6
7
8
9
10
Result
治具 代碼
CA
Calliper Micometer Height Gauge
卡尺 分厘卡 高度规
MP CMM HT
compare with Ass'y drawing
檢驗結果
check result
Item
包裝方式packing style
包裝 Packing
外箱標簽正確 Carton label
ˍˍPCS/箱Carton Total共 ____箱Carton
外觀
Surface
產品標示和印字priduct label&mark 表面油污/雜質 Oily dirt and impurity of surface
成品檢驗報告
Delivery check report
入庫檢驗Incoming check 出貨檢驗Delivery check 客戶名稱 Customer 料 號 Part Number 品 名 /Model 品名規格 Description 數 量 Quantity
正常檢驗Normal check
Measuring Projector
投影机 硬度机
Method方法 功 能 檢 測:
規格
Discription
MC HG
Coordinate Measuring Machine 二次元 Hardness Testor
OQA出货检验作业流程图
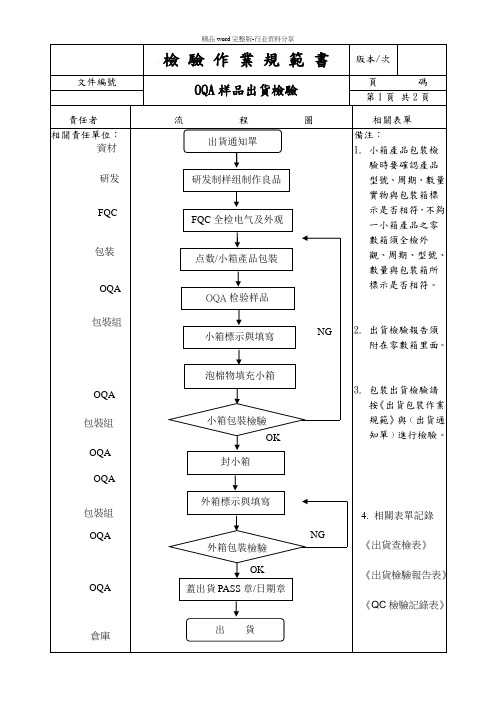
外箱標示與填寫
NG 外箱包裝檢驗
OK 蓋出貨 PASS 章/日期章
出貨
4. 相關表單記錄 《出貨查檢表》 《出貨檢驗報告表》 《QC 檢驗記錄表》
核准 文件編號
責任者
審核
精品 word 完整版-行业资料分享
制表
檢驗作業規範書
OQA 出貨檢驗
流
程
圖
日期
版本/次
頁
碼
第2頁 共2頁
相關表單
相關責任單位: 資材 研发 FQC 包装 OQA 包裝組
OQA 包裝A組
OQA OQA 包裝組 OQA
OQA
倉庫 核准
精品 word 完整版-行业资料分享
出貨通知單
资材备料
OQA 抽检电气及外观
点数/拼箱/打小箱条码 包裝
小箱产品包產品 型號、周期、數量 實物與包裝箱標 示是否相符,不夠 一小箱產品之零 數箱須全檢外 觀、周期、型號、 數量與包裝箱所 標示是否相符。
日期
碼
第1頁 共2頁
相關表單 備注: 1. 小箱產品包裝檢
驗時要確認產品 型號、周期、數量 實物與包裝箱標 示是否相符,不夠 一小箱產品之零 數箱須全檢外 觀、周期、型號、 數量與包裝箱所 標示是否相符。
小箱標示與填寫
泡棉物填充小箱
小箱包裝檢驗 OK
封小箱
NG 2. 出貨檢驗報告須 附在零數箱里面。
3. 包裝出貨檢驗請 按《出貨包裝作業 規範》與﹙出貨通 知單﹚進行檢驗。
文件編號 責任者 相關責任單位:
資材 研发 FQC 包装 OQA 包裝組
OQA 包裝A組
OQA OQA 包裝組 OQA
OQA
倉庫
精品 word 完整版-行业资料分享
成品检验流程图

成品检验流程图
成品检验是对完工后的产品进行全面的检查与试验。
以下是店铺为大家整理的关于成品检验流程图,给大家作为参考,欢迎阅读!
成品检验流程图
成品检验的内容及目的
内容:
成品检验的内容包括:产品性能、精度、安全性和外观。
只有成品检验合格后,才允许对产品进行包装。
对于制成成品后立即出厂的产品,成品检验也就是出厂检验;
对于制成成品后不立即出厂,而需要入库贮存的产品,在出库发货以前,尚需再进行一次“出厂检查”,如某些军工产品,完工检验常常分为两个阶段进行,即总装完成后的全面检验与靶场试验后的再行复验。
目的:
成品检验目的是防止不合格品流到用户手中,避免对用户造成损失,也是为了保护企业的信誉。
产品质量控制程序

I N1目的建立来料及成品之监控及测量之管理流程。
2范围适用于本公司采购及外发加工返回之各种来料及本公司加工之最终成品。
3 职责3.1 来料检验:IQC3.2 成品之检验:OQA4 定义4.1 GRN=GOODS RECEVEING NOTE5 程序5.1 来料检验5.1.1 本公司来料有:a. 采购之电子类、塑胶类、五金类、包装类物料;b. 外发加工返回之半成品;c. 辅助材料:如焊锡等。
5.1.2 来料之接收:采购或外发加工返回之原料、半成品由物料部货仓据采购单据及供方之送货单据收货、核对品名、规格、数量相符后,货仓开出GRN单填写来料之品名、规格、数量等状况经货仓核准后交品管部IQC做检验。
5.1.3 IQC据GRN做好如下准备:a. 抽样标准及检验及之各种标准;I Nb. 检测用之各种仪器、工具;c. 检验用之各种报告;d. 其它。
5.1.4 IQC据AQL-105E做抽样,依工程部制作经QA确认之PAS做检查,并依《IQC INSPECTION SANDARD》判定。
5.1.5 IQC据检验及判定结果,填写《IQC INSPECTION REPORT》及GRN单。
5.1.6 IQC判定本批货合格时,由IQC在本批货上加盖PASS章,并依《仓储控制程序》办理入仓。
5.1.7 IQC判定不合格时依《不合格品控制程序》处理。
5.1.8 本公司所有来料(辅料除外)均需做适当之检验后,且确认合格后入仓。
5.2 成品检验5.2.1 生产部在包装完成一定批量之产品后填写《批产品跟踪卡》,以此通知OQA做最终成品检查。
5.2.2 OQA据5.1.3 a、b、c、d点有关规定做适当地准备工作。
5.2.3 OQA据AQL-105E做抽样,依《OQA检验作业书》检验,并依《OQA检验标准》做判定。
5.2.4 OQA据检验及判定结果,填写《OUTGOING QA INSPECTIONREPORT》及《批产品跟踪卡》。
OQA作业流程规范指引

OQA作业流程规范指引1.目的:确保公司所有待出货产品和客户返回产品都被有效检验及控制。
2.范围:本程序适用于品质部OQA内部所有检验员、工程师的作业指导。
3.职责:3.1生产部:负责将已生产好的产品及填写好送检通知单送至QA检查;3.2品质部:负责对送检产品及时进行检验,记录检查有关情况和结果并返馈给相关部门。
4.管理规范:4.1 对于待检的产品, QA首先要核对产品送检通知单上以下内容是否填写且填写内容是否与实际相符:工段、客户、产品名称 (或P/N)、订单号(WO#/KIT#)、送检时间、计划出货时间、送检类别、送检次数及送检数量等。
其中送检类别包括正常送检、新产品、维修品、返修品、QA拒收产品等。
另外,送检单上要有送检人签名及该工段领班以上管理人员签名确认,QA才可对此产品进行检验,且在产品送检通知单上签名并注明接收时间,放上“QA在检”状态牌,QA人员根据产品送检通知单上计划出货时间来进行优先检查。
4.2 一般客户产品的抽样检验抽样标准使用ANSI/ASQC-Z1.4-1993,采用正常加严转换单次检验水平II 级。
对ISO/TS16949产品采用零缺陷抽样检验标准。
具体参考: 抽样计划使用说明Q-OP-MR-008.品质允收水平(AQL):根据客户的要求不同而有所不同,具体参考该客户产品的《QA出货检查标准》。
致命缺陷(CR):可能影响产品的安全使用或导致产品主要性能失效的缺陷;严重缺陷:(MA):可能影响产品性能失效或降低性能或影响产品形象的缺陷;轻微缺陷:(MI):任何不符合既定要求又不严重影响产品外观或性能的缺陷;检验程序采用正常检验、加严检验、停检检验三种程序,依照标准采用转换原则进行状态的检验。
正常加严,在正常检验状态下,如果连续5批中有2批被拒收,则由正常检验转换为加严检验;加严正常,在加严检验状态下,如果连续5批被允收,则由加严检验转为正常检验;停止检验:在加严检验状态下,如果退货批数累积到3批或连续2批被拒收将停止检验,直至责任方作出书面改善报告并且措施已被执行方恢复检验,检验从正常开始。
工厂出货检验流程图及工作细则
工厂出货检验流程图及工作细则工厂出货检验流程图及工作细则流程开始责任部门商务部商务部、仓库仓库OQC检验员OQC检验员OQC检验员仓库保安工作内容1、商务部根据出货计划安排,在OA上公布具体出货明细。
2、商务制定《发货单》,并督促销售和财务审核,由仓库打印、仓管员签名确认。
仓管员确认单据明细无误后,由仓库账务员做销售出库单,将帐调出仓库,打印《销售出库单》并由仓管员和OQC共同签名确认。
3、仓库依据发货通知单上的产品型号、规格、数量进行备货。
4、OQC根据《发货单》,按《组件出货检查表》进行检验检查。
5、OQC检验完毕,填写《组件出货检查表》进行检验检查。
6、OQC检验合格,在发货单上签名(须签全名,不允许只签姓名或者一个字、或字迹潦草详见范本一);如发现不符合项,处理流程参见《不合格品控制程序》。
7、仓管员在得到OQC检验员确认货物合格之后,尽快装箱发货,不得以各种理由推迟发货。
8、该批产品在厂门检查,保安人员须确认《发货单》上具备可识别的OQC人员的签名,否则不得放行出货。
相关文件/表单《发货单》《销售出库单》《组件出货检查表》、《唛头打印规范》、《组件成品检验标准》《不合格品控制程序》、《HOLD单》、《重工作业程序》、《重工单》各种表单需经相关部门领导审批后方可生效。
出货通知订单审核仓库备货OQC检验填写检验表检验结果仓库出货保安确认结束扩展阅读:进口物资运输接卸及检验工作细则进口物资运输、接卸及检验工作细则1目的为规范新建项目进口设备、材料的商品检验工作,保证进口物资的数量和质量,确保新建技改项目的进口设备、材料能顺利安装、试车建成投产,特制定本细则。
2工作流程进口物资合同信息收集和传递→单证收集→在途信息跟踪→在途和落地图片取证→联系外方落实开箱检验安排→向商检局报检→缴纳商检费→开箱检验(取证)→各方签署检验报告→向商检局申请出具检验证书→索赔(如有)→保管情况跟踪→安装情况跟踪→试车情况跟踪。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4.1 包装标识检验:包括正侧唛文、纸质、跌落测试、合格证、说明书等。
4.2 外观/结构检验:包括颜色、形状、整体尺寸与部件尺寸等。
4.对产品进行检
验与实验
4.3 安全/可靠性测试:包括接地电阻/极性/耐压/绝缘电阻/泄漏电流/淋雨/灯头扭矩、
ON/OFF通断测试等。
、4.4 性能/功能检测:包括功率、电流、光色电及配光等检测。
5.检验记录 及结果
检验时对产品重要部件及灯体进行拍照留底(具体参照《产品拍照作业指引》),并填 写《OQA 出货检验报告》、《OQA检验日报表》
6.检验完 成后处置
6.1 检验合格时处置:将产品包装好,然后在产品外箱上作好合格标识,并在进货单上 签字盖“PASS”章,产品归还仓库时与相对应仓管员交接,然后将单据移交给仓库收单 人员,并要求其在我部留底单背面签字并注明收到单据日期及时间。
流程图
OQA(OEM)成品检验作业流程图
流程说明及要求
1.接收
OQA组长在仓库《进货单汇总表》上签字确认,并且在进货单日期处注明具体收到时间,
《灯具进货单》 根据单据上的品号确定属室内使用或户外使用,将单据分发给对应QC。
2.准备相关 检验资料
检验时需对照《成品检验规范》、《订单》、《外购品质要求》、《公司产品目录》、 《技术参数表》
7.出货确认
核对《销货单》、《出货通知书》与产品实物的一致性,并进行外包装与标识的确认, 如呆滞15天以上仓存货品出货,我部需重新对产品安全性能,功能性能及光色电等进行 验证,无误后才能在销货单上进行签字和盖章。
编制:
审核: