防火门内填充工序作业指导书
防火门作业指导书

防火门作业指导书
1、公司所有施工项目室内防火门必须采用钢质防火门。
2、墙面涂料施工完成后,管道井防火门突出墙面2-3mm。
3、防火门安装要求水平、方正、出墙距离一致。
4、,连接固定,门框用螺栓临时固定,必须进行符合,以确
保安装尺寸准确。
框上口尺寸允许偏差应≤1.5mm;对角线允许误差应≤2.0mm。
5、堵塞缝隙:门框与墙体连接后,取出对拔木塞,用岩棉
或矿棉将门框与墙体之间的周边缝隙填塞密实,并将门框表面留出凹槽,用水泥砂浆抹平压实。
6、门框灌浆:防火门、防盗门边框按要求灌填微膨胀砂浆。
7、门扇关闭后,缝隙要求应均匀,表面应平整。
防火门加工作业指导书
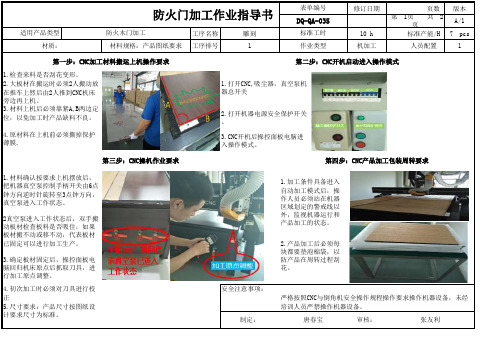
工序排号1机加工人员配置1安全注意事项:2真空泵进入工作状态后,双手搬动板材检查板料是否吸住,如果板材搬不动或移不动,代表板材已固定可以进行加工生产。
3.确定板材固定后,操控面板电脑回归机床原点后抓取刀具,进行加工原点调整。
2.产品加工后必须每块都要垫泡棉袋,以防产品在周转过程刮花。
严格按照CNC与倒角机安全操作规程操作要求操作机器设备,未经培训人员严禁操作机器设备。
唐春宝张友利审核:1.检查来料是否刮花变形。
第三步:CNC操机作业要求第四步:CNC产品加工包装周转要求制定:1.打开CNC,吸尘器,真空泵机器总开关2.打开机器电源安全保护开关。
C开机后操控面板电脑进入操作模式。
2.大板材在搬运时必须2人搬动放在推车上然后由2人推到CNC机床旁边再上机。
5.尺寸要求:产品尺寸按图纸设计要求尺寸为标准。
1.加工条件具备进入自动加工模式后,操作人员必须站在机器区域划定的警戒线以外,监视机器运行和产品加工的状态。
3.材料上机后必须靠紧A,B两边定位,以免加工时产品缺料不良。
4.原材料在上机前必须撕掉保护薄膜.4.初次加工时必须对刀具进行校正1.材料确认按要求上机摆放后,把机器真空泵控制手柄开关由6点钟方向逆时针旋转至3点钟方向,真空泵进入工作状态。
材质:材料规格:产品图纸要求作业类型第一步:CNC加工材料搬运上机操作要求第二步:CNC开机启动进入操作模式工序排号2机加工人员配置1安全注意事项:1.送料机必须调整到慢速生产作业。
2.从设备右边送料,双手将产品放在工作台的滚轮上靠紧产品挡板定位块,再将产品轻轻向前推动,进入自动送料加工过程。
3.产品自动加工完成产品从左边流出后,应用双手托住产品。
5.尺寸要求:产品尺寸按图纸设计要求尺寸为标准。
制定:审核:2.产品加工后必须每块都要装进泡棉袋,并摆放整齐,以防产品在周转过程刮花。
严格按照CNC与倒角机安全操作规程操作要求操作机器设备,未经培训人员严禁操作机器设备。
防火门安装安全操作手册
防火门安装安全操作手册防火门作为建筑物中重要的防火分隔设施,其安装质量和安全性直接关系到人员生命和财产的安全。
为了确保防火门的安装过程安全可靠,特制定本操作手册。
一、安装前的准备工作1、熟悉图纸和技术要求安装人员在施工前,应仔细研究防火门的安装图纸和相关技术要求,明确安装位置、尺寸、开启方向等关键信息。
2、材料和工具准备准备好所需的防火门、门框、五金配件、密封材料等,并确保材料质量符合相关标准。
同时,准备好安装工具,如电钻、螺丝刀、水平仪、卷尺等,并检查工具的完好性和安全性。
3、现场环境检查检查安装现场的环境条件,包括门洞尺寸、墙面平整度、地面水平度等,确保符合安装要求。
清理现场的杂物和障碍物,保证施工空间畅通。
4、安全防护措施安装人员应佩戴安全帽、安全带等个人防护装备,设置警示标识,防止无关人员进入施工现场。
二、防火门的搬运和存放1、搬运注意事项防火门在搬运过程中,应轻拿轻放,避免碰撞和损坏。
门框和门扇应分开搬运,不得叠放。
2、存放要求防火门应存放在干燥、通风、平整的场地,避免受潮、雨淋和暴晒。
存放时,门框和门扇应垫平,防止变形。
三、门框的安装1、定位和校准根据图纸要求,使用卷尺和水平仪确定门框的安装位置,并进行校准,确保门框垂直、水平。
2、固定门框使用膨胀螺栓或焊接等方式将门框固定在门洞上,固定点应均匀分布,确保门框牢固可靠。
3、填充缝隙门框与门洞之间的缝隙应使用防火填充材料进行填充,填充应密实,不得有空隙。
四、门扇的安装1、合页安装根据门扇的重量和尺寸,选择合适的合页,并将其安装在门框和门扇上,确保合页安装牢固,门扇开关灵活。
2、门扇安装将门扇安装在门框上,调整门扇与门框的间隙,使其均匀一致。
然后,安装门锁、闭门器等五金配件。
3、调试门扇安装完成后,对门扇进行调试,检查门扇的开关是否顺畅,门锁是否灵活,闭门器的功能是否正常。
五、密封处理1、门框与墙体的密封在门框与墙体的连接处,使用防火密封胶进行密封,确保密封严实,防止烟雾和火焰通过缝隙蔓延。
防火门制作工艺及作业指导书
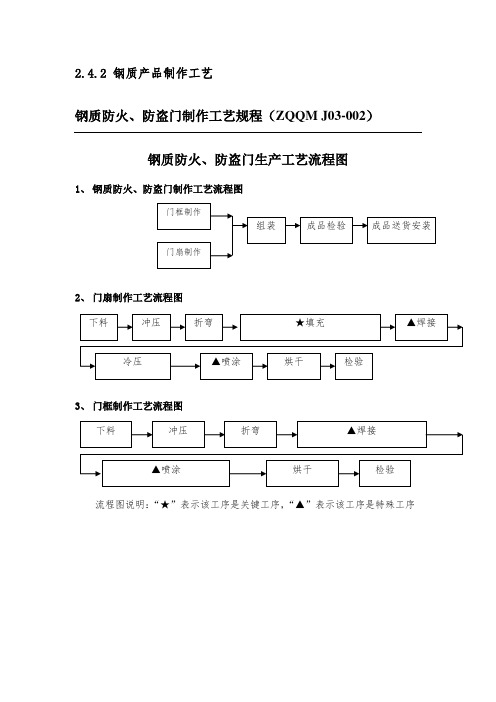
2.4.2 钢质产品制作工艺钢质防火、防盗门制作工艺规程(ZQQM J03-002)钢质防火、防盗门生产工艺流程图1、钢质防火、防盗门制作工艺流程图2、门扇制作工艺流程图3、门框制作工艺流程图流程图说明:“★”表示该工序是关键工序,“▲”表示该工序是特殊工序钢质防火、防盗门作业指导书下料3.1、材料门框、门面板、玻璃压条、盖缝板用镀锌板,其它件用普通碳素钢冷轧/热轧薄钢板。
3.2、所用设备及工艺装备剪板机Q11-6×2500、钢卷尺3m。
3.3、下料要求技术人员按照合同要求以及产品设计文件提供下料单(包含材料和下料尺寸),下料方案以最大限度提高原材料利用率为原则,各下料工件表面平整、竖直,断面方正,几何尺寸准确,下料公差为:尺寸≤120为±0.4, 尺寸>120-315为±0.6, 尺寸>315-500为±0.8, 尺寸>500-1000为±1.0, 尺寸>1000-2000为±1.2, 尺寸>2000-3150为±1.2。
3.4、下料下料人员按照下料单及下料要求剪板下料, 并保证下料尺寸。
3.5、检验首件完成后必须进行尺寸检验,合格后方可生产,并将检验结果记入《首件检查卡片》表中。
中间巡检,完工后随机抽取5%进行完工检验,合格后方可转入下序,并将检验结果记入《产品质量检查记录》表中。
4、冲压4.1、所用设备及工艺装备冲床JC23-63、冲床JC23-80、折页孔冲孔模、前后锁孔冲孔模、侧锁孔冲孔模、锁舌孔冲孔模、玻璃压条切头模、钢卷尺3m、游标卡尺0.02/300。
4.2、冲压要求模具严格按要求使用,冲压件严格定位,严防错位、移位;防止工件表面划伤磕碰,无可见压痕;几何尺寸准确。
4.3、冲压4.3.1、冲折页孔在左或右门框之前框上(具体根据门的开启方向定,双扇门左右都冲)用折页孔冲孔模冲折页孔,保证设计文件或施工单尺寸要求。
28、防盗安全门内填充、胶合、冷压工序作业指导书

鹤山天山金属材料制品有限公司 文件分类 技术文件 文件编号 WI/TS-4-28(A )文件标题 防盗安全门内填充、胶合、冷压工序作业指导书 页 次 1/1 第 C 版 第0次修改防盗安全门填充、胶合、冷压工艺:1.1铝木质防盗安全门门扇内部结构为:0.6mm 沙比利皮+12mm 中纤板+1.0mm 冷轧镀锌钢板+硅酸铝棉板+1.0mm 冷轧镀锌钢板+6mm 艺术铸铝板2.1、工艺说明:2.1.1铝木质防盗安全门:(1)在钢板上涂上胶水,把门扇内骨架放置在钢板上,在门扇内骨架内填满硅酸铝棉板,再将切割好的硅酸铝棉板填入门扇骨架内,四周缝隙填充、塞紧。
在钢板上涂上胶水覆在骨架上,在门扇两侧面点焊四点,上下点焊两点,并用螺丝固定,翻转180°,在门扇两侧面点焊四点,上下点焊两点,并用螺丝固定,再在钢板上涂上胶水覆上6mm 艺术铸铝板,并用螺丝固定;平移至冷压机内进行冷压,压力2MPa ~3MPa ,冷压时间30分钟。
(2)在钢板上涂上胶水,覆上一层贴好沙比利皮的中纤板,平移至冷压机内进行冷压,压力2MPa ~3MPa ,冷压时间20℃及以上4小时,20℃以下5-6小时。
冷压完成后及时取出门扇内芯,垫压后的门扇内芯应检查是否平整,面板是否脱胶,胶水是否已干燥,如发生上述现象,应重新垫压或返工。
5、冷压后取出门扇堆放整齐进入下一道工序。
6、操作关键要点:门扇框架内必须用硅酸铝棉板嵌实,置入压机内后,门扇必须胶合完全,才能取出,取出后,发 现膨胀,应重新制作。
三、操作人员和设备的要求1、冷压工人经公司内部专业培训合格后上岗或经外部专业培训合格后上岗。
2、所使用的冷压机经生产部对设备性能进行鉴定后投入使用。
3、由技术部确定最佳冷压时间和压力,负责编制作业指导书,经总经理审批并实施,以保证产品质量。
4、操作人员对此过程进行监控。
编制/日期: 审核/日期:批准/日期:。
ZTGZZYFJ-052防火门安装作业指导书
防火门安装作业指导书1 目的为了使防火门安装作业流程规范化并符合质量安全要求,特制定本作业标准。
2 范围本作业标准适用于本公司所实施的房建工程中钢质防火门、木质防火门安装作业过程控制。
3 术语定义3.1钢质防火门用钢质材料制作门框、门扇骨架和门扇面板,门扇内若填充材料,则填充对人体无毒无害的防火隔热材料,并配以防火五金配件所组成的具有一定耐火性能的门。
3.2木质防火门用难燃木材或难燃木材制品作门框、门扇骨架、门扇面板,门扇内若填充材料,则填充对人体无毒无害的防火隔热材料,并配以防火五金配件所组成的具有一定耐火性能的门。
4 职责4.1防火门安装工按本标准进行施工作业,作业前对所使用机具设备按完好性标准检查确认,施工作业步骤、操作严格按规范标准和本标准要求。
4.2劳务队伍班组长或专兼职安全员严格落实每日班前会或班前安全活动,负责施工过程中的日常安全质量检查、监控。
4.3项目专职安全员负责工地安全日常巡视、检查、教育培训管理,确保施工作业过程、步骤、操作符合安全标准要求,确保作业人员个人防护用品佩戴符合职业健康安全要求。
4.4现场专业技术人员负责按照本标准对作业人员进行技术交底,检查、指导现场作业过程控制,合理安排工作,确保安全质量措施落实到位。
4.5项目安质部负责工地安全质量工作全面管理,配合组织项目安全周检,抓现场三违和安全隐患排查治理,督促安全技术措施得以有效实施。
4.6项目工程技术部负责编制防火门安装专项施工方案的同时制定有针对性和操作性的施工安全措施,参与开工前提条件的检查验收,组织对环境因素的分析和制定措施方案。
4.7项目资料室负责收集有关防火门及其配件的合格证、检验报告、型式检验报告、厂家资质证书等资料,负责过程资料和竣工资料的填报、收集、整理、归档。
4.8项目物资设备部负责对进场防火门及其配件的规格、款式、颜色、保护措施等按照封存的样板或合同等要求采取的剖开、实测等方式检查确认。
5 作业流程图6.1准备阶段6.1.1图纸会审与交底6.1.1.1根据原建筑施工图,进行各等级防火门数量、规格统计,委托专业生产厂家对每种型号的防火门进行细化设计。
防火门安装作业指导书
1.适用范围本方案适用于站站房综合楼防火门及防火卷帘门安装指导。
2.作业准备2.1技术准备2.1.1 组织技术人员、作业人员学习施工组织设计,看懂、会审好施工图纸,学好相关规范及技术标准,进行岗前交底、培训。
2.1.2现场定位放线完毕,将每个洞口尺寸复合完毕,确认好安装位置的墙体材料,做好安装方案。
3.技术要求3.1所有防火门的材料必须遵守国家防火材料标准;3.2所有防火门必须提供产品合格证、检测报告;3.3安装精度要求:门框洞口宽度2mm;门框宽度2mm;门框对角线长度3mm;门框的正、侧垂直度3mm;门横框水平度3mm;门框标高3mm;门坚向偏离中心3mm。
3.4防火门耐火极限应符合规范要求。
3.5必须认真核对防火门开启方向。
4.施工程序与工艺流程4.1施工程序:划线定位-立框校正-连接固定-堵塞缝隙-安装门扇-安装五金-清理5.施工要求5.1施工准备5.1.1施工所需要的防火门门全部到场到场且通过复验;5.1.2完成防火门门进场的相关资料报验;5.1.3完成方案、技术、安全交底等;5.1.4门洞口抹灰、地面、湿度均达到要求。
5.2施工工艺5.2.1划线定位5.2.1.1按设计图纸规定的尺寸、标高和开启方向,在洞口内弹出门框的安装位置线。
5.2.2立框校正5.2.2.1门框就位后,应校正其垂直度(≤2%),及水平和对角线,按设计要求调整至安装高度,与内外墙面关系按设计要求,门框上下宽度一至,然后用木楔初步固定。
5.2.3连接固定5.2.3.1用螺栓将门框进行初步固定,然后进行门框调整,调整好后将螺栓与门框固定好。
5.2.4堵塞缝隙5.2.4.1门框与墙体间、门框内隙缝用M10水泥砂浆填塞,水泥砂浆不需捣实,待水泥砂浆凝固后安装门扇。
5.2.5门扇安装框扇配合部位偏差不大于2mm,对角线长度偏差不大于3mm,门闭合后缝隙不大于3mm,门框与门扇间缝隙不大于4mm,与地面间应逢隙5mm。
5.2.6清理安装结束后应将门框、门扇及四周污垢清理干净,不得提前将保护膜撕下。
钢木门各工序作业指导书
第五代钢木质门操作流程工艺、技术要求及作业指导编制:________________ 日期:________________审核:________________ 日期:________________复核:________________ 日期:________________核准:________________ 日期:________________受控状态:____________分发部门一) 目的规范第五代钢木质入户门生产作业流程、方法,明确各工序作业技术要求,指导员工作业,以保证产品质量。
二)适用范围适用于第五代钢木质防火、不防火入户门的生产过程与作业指导。
三)工艺流程图加★标记的工序为关键工序和质量控制点备料配料检验★钢门框门扇线面板线剪料冲压折弯★焊接★喷塑转印剪料冲压折弯★焊接★填充材料★开料贴皮热压组装喷漆压门芯★压木饰面板★装配调试★成品检验★入库成品出厂四)职责1.由生产部监督各工序操作,各生产车间实施,并对执行情况进行考核。
2.操作工按作业技术要求操作。
3.由技术部编制技术要求指导书,并保持对其修正,各生产部门可以提出改进措施。
改进措施经总经理或生产经理批准后,实施对生产工序的作业指导的操作。
五)第五代钢木质门技术标准5.1 钢木质门定义:a)钢木质防火门即用钢质和难燃木质材料或难燃木材制品制作门框、门扇骨架、门扇面板,门扇内若填充材料,则填充对人体无毒无害的防火隔热材料,并配以防火五金配件所组成的具有一定耐火性能的门。
b)钢木质不防火门即用钢质制作门框、门扇骨架、门扇面板,门扇内填指接木,并配以不需防火五金配件所组成的门。
c) 本公司现生产入户门的防盗安全等级“乙”、“丙”、“丁”三级。
相关规定见GB17565-2007《防盗安全门通用技术条件》。
生产区别:a)现生产的钢木质防火门与钢木质不防火门内填材料不同,防火门内填膨胀珍珠岩,不防火门内填柳桉指接木。
b)五金配件要求不同,不防火门则不需安装防火五金配件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浙江**工贸有限公司
技术文件
编号:Q04-02
版本号: A 版
编制:日期:
审核:日期:
批准:日期:
受控号:受控状态:
颁布日期:2015年10月15日实施日期:2015年10月15日
浙江**工贸有限公司
一、目的
指导操作工正确门扇内填充工序。
二、适用范围
适用于本公司防火门门扇内填充工序的作业指导。
三、操作人员和设备的要求
1、填充工序工人经公司内部专业培训合格后上岗或经外部专业培训合格后上岗。
2、所使用的热压机经生产技术部对设备性能进行鉴定后投入使用。
3、由技术部确定最佳工艺参数,负责编制操作步骤,以保证产品质量。
4、操作人员对此过程进行监控。
四、操作步骤
钢质隔热防火门
1、根据门扇的规格尺寸将玻镁防火门芯板进行切割。
2、门扇结构:1层0.8mm冷轧钢板+玻镁防火门芯板+1层0.8mm冷轧钢板。
3、胶合、填充:在折弯成型的冷轧钢板上涂上胶水,要求胶水刷涂均匀,每平方米200-250g。
将玻镁防火门芯板填入门芯内,四周缝隙填充、塞紧。
再在另一张冷轧钢板上涂上胶水,覆在门芯上,内外板焊接固定。
4、启动热压机,热压压力为12MPa,热压温度为70℃-100℃,热压时间为30分钟。
5、热压后,取出门芯点焊封边。
五、操作关键要点:
门扇框架内置的缝隙必须用防火门芯板嵌实,置入压机内后,门芯材料必须胶合完全,才能取出,取出后,发现膨胀,应重新制作。