第七章高频焊
高频焊接原理
高频焊接原理
高频焊接是一种常用的金属材料连接方法,它利用高频电流在接头处产生热量,将金属材料瞬间加热到熔点,然后利用压力将两个金属材料连接在一起。
高频焊接原理是基于材料的导电性和电阻加热原理,通过高频电流在金属材料中产生的热量来实现焊接。
高频焊接原理的关键在于高频电流的产生和传导。
在高频焊接中,首先需要一台高频发生器来产生高频电流,然后通过导电体将高频电流传导到焊接接头处。
当高频电流通过导电体传导到接头处时,由于金属材料的电阻,电流会产生热量,将金属材料加热到熔点,然后通过压力将两个金属材料连接在一起。
在高频焊接过程中,高频电流的频率通常在数十千赫至数百千赫之间,这种高频电流能够在金属材料中产生快速且均匀的加热效果,从而实现高效的焊接。
而且,高频焊接可以实现对接头局部加热,不会对整个金属材料产生过多的热影响,从而减少了变形和热影响区的大小。
除了高频电流的产生和传导,高频焊接原理还涉及到焊接压力和时间的控制。
在高频焊接过程中,需要通过机械装置施加一定的
压力,以确保焊接接头能够充分接触并产生良好的焊接效果。
同时,还需要控制焊接时间,确保金属材料能够被充分加热并完成焊接过程。
总的来说,高频焊接原理是基于高频电流的产生和传导,利用
金属材料的导电性和电阻加热原理,通过施加压力和控制时间来实
现金属材料的连接。
高频焊接具有焊接速度快、热影响小、焊接质
量高等优点,因此在工业生产中得到了广泛的应用。
希望通过本文
的介绍,读者能够对高频焊接原理有一个更深入的理解,并在实际
应用中能够更加准确地掌握高频焊接技术。
第七章焊接技术
(4)表面张力及粘度:共晶焊料能较好的兼顾这两个 特性。 2.杂质对锡铅系焊料的影响
( 二 ) 助焊剂
定义:助焊剂是一种促进焊接的化学物质, 在锡焊中,它是一种不可缺少的辅助材料,其 作用是极为重要的。
⑥ 助焊剂用量要适中
合适的焊剂量,应该是松香水仅能浸湿将要形 成焊点的部位,不会透过印制板上的通孔流走。
不适宜使用助焊接焊接的元件: • 高灵敏度元件:对微电流、电压敏感元件。 • 易被腐蚀元件:助焊剂腐蚀元件。
• 非密封性元件:助焊剂可能渗透到元件内部, 破坏元件特性。
• 连接器类元件:助焊剂渗到触点造成导电性 能不良。
① 可焊性预处理;
② 加热时间要短; ③ 不可对焊点任何方向加力; ④ 焊锡用量宜少而不宜多。
(3) MOSFET及集成电路的焊接 焊接这类器件时应该注意: ①引线如果采用镀金处理或已 经镀锡的,可以直接焊接。 ② 对于CMOS电路,如果事先 已将各引线短路,焊前不要拿 掉短路线,对使用的电烙铁, 最好采用防静电措施。
D型/LD型 特点:用扁平部份进行焊
接。
适用范围: 适合需要多锡量的焊接,例如焊接面积 大、端子粗、焊垫大的焊接环境。
I型
特点:烙铁头尖端幼细。
适用范围:
适合焊接空间狭小的情况,也可以修正
焊接芯片时产生的锡桥。
C 型/CF 型(斜切直柱形) 特点:用烙铁 头前端斜面部 份进行焊接, 适合需要多锡 量的焊接。
互相扩散现象开始发生,通常金属原子在晶格点阵
中处于热振动状态,一旦温度升高,原子的活动加
高频焊接简介

高频焊接高频焊接起源于上世纪五十年代,它是利用高频电流所产生的集肤效应和相邻效应,将钢板和其它金属材料对接起来的新型焊接工艺。
高频焊接技术的出现和成熟,直接推动了直缝焊管产业的巨大发展,它是直缝焊管(ERW)生产的关键工序。
高频焊接质量的好坏,直接影响到焊管产品的整体强度,质量等级和生产速度。
作为焊管生产制造者,必须深刻了解高频焊接的基本原理;了解高频焊接设备的结构和工作原理;了解高频焊接质量控制的要点。
1高频焊接的基本原理所谓高频,是相对于50Hz的交流电流频率而言的,一般是指50KHz~400KHz 的高频电流。
高频电流通过金属导体时,会产生两种奇特的效应:集肤效应和邻近效应,高频焊接就是利用这两种效应来进行钢管的焊接的。
那么,这两个效应是怎么回事呢?集肤效应是指以一定频率的交流电流通过同一个导体时,电流的密度不是均匀地分布于导体的所有截面的,它会主要向导体的表面集中,即电流在导体表面的密度大,在导体内部的密度小,所以我们形象地称之为:“集肤效应”。
集肤效应通常用电流的穿透深度来度量,穿透深度值越小,集肤效应越显著。
这穿透深度与导体的电阻率的平方根成正比,与频率和磁导率的平方根成反比。
通俗地说,频率越高,电流就越集中在钢板的表面;频率越低,表面电流就越分散。
必须注意:钢铁虽然是导体,但它的磁导率会随着温度升高而下降,就是说,当钢板温度升高的时候,磁导率会下降,集肤效应会减小。
邻近效应是指高频电流在两个相邻的导体中反向流动时,电流会向两个导体相近的边缘集中流动,即使两个导体另外有一条较短的边,电流也并不沿着较短的路线流动,我们把这种效应称为:“邻近效应”。
邻近效应本质上是由于感抗的作用,感抗在高频电流中起主导的作用。
邻近效应随着频率增高和相邻导体的间距变近而增高,如果在邻近导体周围再加上一个磁心,那么高频电流将更集中于工件的表层。
这两种效应是实现金属高频焊接的基础。
高频焊接就是利用了集肤效应使高频电流的能量集中在工件的表面;而利用了邻近效应来控制高频电流流动路线的位置和范围。
高频焊接原理

高频焊接原理1.介绍高频焊接是一种利用高频电流来对材料进行焊接的技术。
高频焊接技术在工业生产中广泛应用,特别是在管道、金属制品、汽车零部件等领域具有重要的地位。
本文将介绍高频焊接的原理、工作过程以及其在工业生产中的应用。
2.原理高频焊接是利用电磁感应原理实现的。
当高频电流通过塑料或金属材料时,将产生感应电流。
这些感应电流会在材料内部形成热量,使材料表面达到熔点,并实现焊接。
高频电流通过一对电极传递到工件上,产生的电流会在焊接接头附近形成热量。
这种焊接方法可以在短时间内产生高温,实现高效率的焊接过程。
3.工作过程高频焊接过程主要包括以下几个步骤:步骤一:准备工作在进行高频焊接之前,需要准备好焊接设备和材料。
焊接设备包括高频发生器、电极、夹具等。
材料可以是塑料、金属或其它可导电材料。
步骤二:焊接准备首先,将需要焊接的材料固定在夹具上,并调整电极的位置,使其接触到材料表面。
步骤三:高频焊接接通高频发生器的电源,产生高频电流。
高频电流经电极传递到材料上,形成感应电流,在材料表面产生热量。
热量使材料达到熔点,实现焊接。
步骤四:冷却在焊接完成后,需要对焊接接头进行冷却。
冷却过程可以采用自然冷却或者冷却设备辅助。
4.应用高频焊接技术在工业生产中有广泛的应用。
以下是高频焊接在一些领域的具体应用情况:4.1 管道焊接高频焊接技术可以用于对金属管道进行焊接。
这种焊接方法能够快速、高效地焊接管道,提高生产效率。
4.2 金属制品焊接高频焊接可以用于焊接金属制品,如金属家具、金属盒子等。
这种焊接方法能够使焊接接头更牢固,提高产品质量。
4.3 汽车零部件焊接高频焊接技术在汽车制造中有重要的应用。
它可以用于焊接汽车零部件,如汽车座椅框架、发动机支架等。
高频焊接能够使汽车零部件更加牢固,提高汽车的安全性和可靠性。
5.总结高频焊接是一种利用高频电流进行焊接的技术。
它通过电磁感应原理,在短时间内实现材料的快速高温焊接。
高频焊接技术在管道焊接、金属制品焊接和汽车零部件焊接等领域有广泛应用。
高频焊接原理
高频焊接原理
高频焊接是一种熔合金属材料的快速加工方法,采用一种高频脉冲信
号作为加工能源。
它是在具有一定特性和温度的脉冲电场作用下,使
金属表面极快地加热,形成液态状态,并使用拉拔力和压力结合,使
它们形成固态结构的过程,从而达到焊接的目的,可大大提高工件焊
接质量和生产效率。
高频焊接原理是通过利用高频脉冲电场发生的热效应,使焊接材料的
表面加热,达到将分离的金属元件熔合在一起的效果,从而实现焊接
的目标。
此外,通过拉拔力和压力结合不良材料之间的传输,可以减
少焊接熔点的膨胀,从而更加节省传热时间,效率更高,焊接品质也
更优良。
由于高频焊接中的金属材料受到的热影响小,冷却时间也很快,这使
得高频焊接在金属材料熔接中利用起来非常方便。
例如汽车零部件,
飞机航天件,食品设备,电子设备等,它们都可以通过高频焊接贴合、拼接,以满足生产要求。
此外,由于高频焊接可以在很短的时间内完
成大量的接头,因此,它是一种更安全环保的焊接方式,效率更高,
产量更大,成品质量更高,能够更好地满足一些特殊的生产要求。
高频焊接是一种革命性的焊接技术,它的出现极大地提高了金属的加
工效率,而且也降低了对环境的污染。
它的结构简单,操作方便,可
以替代传统的焊接方式,大大提高了金属材料的加工效率,现在它正
在逐步推广应用,受到越来越多的人的热烈欢迎。
高频焊原理
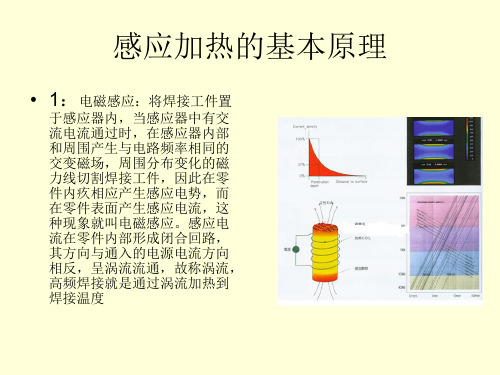
感应热量
• Q=0.24*I*I*R*t • Q:热能,焦耳 • I:涡流电流的强度,A • R:零件电阻,Ω • t: 加热时间,S
感应电流的基本特征
• 四个基本特征 • 1:集肤效应 • 2:邻近效应 • 3:环状效应 • 4:尖角效应
集肤效应
• 当交流电流通过金属零件时,零件截面上的电流 分布是不均匀的,最大的电流密度在零件的表面, 而且频率越高,另加表面的电流就越大,这种现 象就叫集肤效应。有此可见:在高频焊接中,零 件的表面的电流最大,加热最快,而零件中央电 流最小,工程上规定:当零件截面中涡流电流的 强度为最大表面电流的0.368时,该处到表面的距 离为电流渗透深度Δ
Hale Waihona Puke 感应电势• 1:e=-dφ/dt • “-”表示感应电势e(单位:V)方向与dφ/dt
的变化方向相反, • φ表示零件上感应电流回路所包围面积的总
磁通,单位:Wb,其值与感应器中的电流和材 料的磁导率成正比,与工件和感应器的空 气间隙成反比。 • dφ/dt为磁通变化率。
感应电流
• I=e/Z;Z=√R2+ X2 • I:涡流电流的强度,A • e:感应电势,V • Z:自感电抗,Ω • R:零件的电阻,Ω • X:阻抗,Ω • 由于Z值很小,所以I很大高频焊接时有几百
高频焊接的构成
• 1:高频电源
工频交流电
直流电
高频交流电 高频变压器
整
逆
电流变换
流
变
• 2:控制系统
焊接件加热
感应线圈
时间控制 焊接时间,保温时间,冷却时间 电流控制
涡 流
保护控制 过热,过流,欠压保护
效
• 3:冷却系统
高频焊接机原理
高频焊接机原理2010-01-23 16:48高频焊接是利用高频电流所产生的集肤效应和相邻效应,将钢板和其它金属材料对接起来的新型焊接工艺。
一.高频焊接的基本原理:所谓高频,是相对于50Hz的交流电流频率而言的,一般是指50KHz~400KHz的高频电流。
高频电流通过金属导体时,会产生两种奇特的效应:集肤效应和邻近效应,高频焊接就是利用这两种效应来进行钢管的焊接的。
集肤效应是指以一定频率的交流电流通过同一个导体时,电流的密度不是均匀地分布于导体的所有截面的,它会主要向导体的表面集中,即电流在导体表面的密度大,在导体内部的密度小,所以我们形象地称之为:“集肤效应”。
集肤效应通常用电流的穿透深度来度量,穿透深度值越小,集肤效应越显著。
这穿透深度与导体的电阻率的平方根成正比,与频率和磁导率的平方根成反比。
通俗地说,频率越高,电流就越集中在钢板的表面;频率越低,表面电流就越分散。
必须注意:钢铁虽然是导体,但它的磁导率会随着温度升高而下降,就是说,当钢板温度升高的时候,磁导率会下降,集肤效应会减小。
邻近效应是指高频电流在两个相邻的导体中反向流动时,电流会向两个导体相近的边缘集中流动,即使两个导体另外有一条较短的边,电流也并不沿着较短的路线流动,我们把这种效应称为:“邻近效应”。
邻近效应本质上是由于感抗的作用,感抗在高频电流中起主导的作用。
邻近效应随着频率增高和相邻导体的间距变近而增高,如果在邻近导体周围再加上一个磁心,那么高频电流将更集中于工件的表层。
这两种效应是实现金属高频焊接的基础。
高频焊接就是利用了集肤效应使高频电流的能量集中在工件的表面;而利用了邻近效应来控制高频电流流动路线的位置和范围。
电流的速度是很快的,它可以在很短的时间内将相邻的钢板边部加热,熔融,并通过挤压实现对接。
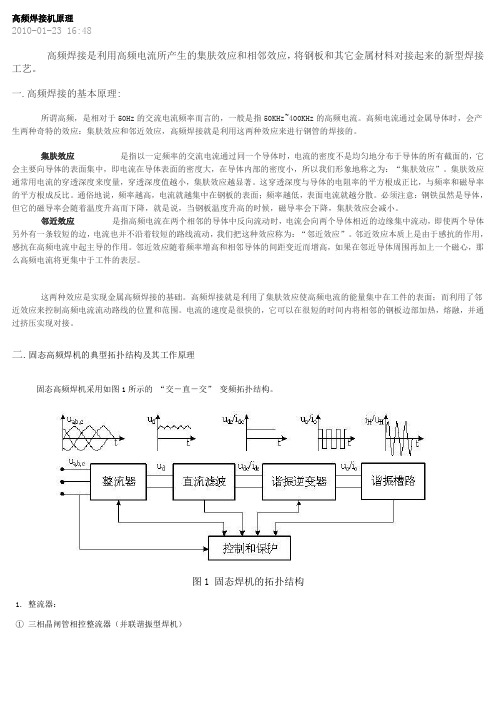
二.固态高频焊机的典型拓扑结构及其工作原理固态高频焊机采用如图1所示的“交-直-交” 变频拓扑结构。
图1 固态焊机的拓扑结构1. 整流器:① 三相晶闸管相控整流器(并联谐振型焊机)图2 三相晶闸管整流器及其输入输出波形(并联型焊机)α=30°;直流侧采用大电感滤波;直流侧对于逆变器而言相当于恒流源;网侧功率因数高低由整流器的触发角(直流电压的高低)决定。
高频焊概述

高频焊概述高频焊是在50年代初发明并应用于生产的。
它是用流经工件连接面的高频电流所产生的电阻热加热,并在施加(或不施加)顶锻力的情况下,使工件金属间实现相互连接的一类焊接方法。
它类似普通电阻焊,但存在着许多重要差别。
高频焊时,焊接电流仅在工件上平行于接头连接面流动,而不象普通电阻焊那样,垂直于接头界面流动,高频电流穿透工件的深度,取决于电流频率、工件的电阻率及磁导率。
频率增加时,电流穿透的深度减小,而且分布也更加集中。
通常高频焊采用的频率范围为300~450kHz,有时也使用低至10kHz频率。
但都远高于普通电阻焊所使用的50Hz频率。
由于高频焊接时电流集中分布于工件表面很浅很窄的区域内,所以就能使用比普通电阻焊小得多的电流(能量耗损也小得多)使焊接区达到焊接温度;从而可使用比较小的电极角头和角头压力,并能极大地提高焊接速度和焊接效率。
要成功地进行高频焊,还必须考虑其他一些因素,如金属种类和厚度等。
连接表面处过高的热传导,会削弱焊缝的质量。
所以焊接高热传导材料的速度,就要比焊接低热传导的高。
高频焊时,满意的焊缝通常就是在大气气氛中生产的;高频焊时,除焊接某些黄铜件外,一般都不使用焊剂;只在焊接象钛等与氧和氮反应非常快的一类金属时,才需用惰性气体保护。
焊接碳钢和许多其他合金时,在通常焊接过程中甚至还可以用水或可溶性油做为冷却剂喷浇焊接区。
高频焊特点及分类高频焊与其他焊接方法相比具有一系列优点:(1)焊接速度高由于电流能高度集中于焊接区,加热速度极快,而且在高速焊接时并不产生“跳焊”现象,因而焊束可高达150甚至200m/min。
(2)热影响区小因焊速高,工件自冷作用强,故不仅热影响区小,而且还不易发生氧化,从而可获得具有良好组织与性能的焊缝。
(3)焊前可不清除工件待焊处表面氧化膜及污物对热轧母材表面的氧化膜、污物等,高频电流是能够导通的,因而省掉焊前清理工序也能焊接。
(4)能焊的金属种类广,产品的形状规格多不但能焊碳钢、合金钢,而且还能焊通常难以焊接的不锈钢、铝及铝合金、铜及铜合金,以及镍、钛、锆等金属。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械与控制工程学院
高频焊基本类型 1.高频接触焊 2.高频感应焊
1—管坯
图8-1 高频焊原理 a)高频接触焊 b)高频感应焊 2—电极 2′—感应器 3—接高频电源 4—挤压辊 I—焊接电流 I′、I″—分流 v—焊接速度
5—阻抗器
7.1高频焊原理
高频焊的加热特点 1.高频焊的热源 2.焊接区的温度分布
锯
7.4典型焊接工艺
图8-20 H型钢焊接生产线平面布置 1—三个钢带卷用的承载平台 2—带卷运输车 3—腹板开卷机 4—腹板校直机
5—翼板剪切机 6—腹板对焊机 7—腹板活套装置 8—腹板定向台 9—液压装置 10—上翼板开卷机 11—上翼板校直机 12—卸卷装置 13—下翼板开卷机 14—下翼板校直机 15—输送机 16—镦粗辊机
7.4典型焊接工艺
图8-6 中频感应加热焊缝
7.4典型焊接工艺
图8-7 高频螺旋焊管示意图 a)对接螺旋缝 b)搭接螺旋缝 1—成品管 2—心轴 3—电极位置 4—焊合点 5—挤压辊轮 HF—高频电源 F—挤压力 n—管子旋转方向
7.4典型焊接工艺
8.4.1 螺旋翅片管高频焊
1.焊接原理 2.焊前准备 3.焊接参数 4.焊接检验
17—腹板镦粗装置 18—焊机架 19—焊机 20—拉伸传动机架 21—整形去毛刺装置 22—输送机 23—翼板校直机 24—无损检测设备 25—H型钢锯断长度测量装置 26—飞锯 27—输出轨道 28—拖运机机架
29—拖运机 30—大型H型钢校直机 31—轻型H型钢校直机 32—成品检验台 33—输出机
图8-5 直缝钢1)电极位置 在高频接触焊中,电极安放位置应尽可能靠近挤 压辊轮,与其中心线距离取20~150mm,焊铝管时取下限, 焊壁厚10mm以上低碳钢管时取上限,见表8-1。 (2)感应圈位置 在高频感应焊中,感应圈应与管子同心放置, 其前端距两挤压辊轮中心连线亦应尽可能靠近(表)。 (3)阻抗器位置 阻抗器应与管坯同轴安放,移动阻抗器、感应 圈的前后位置,均可加强或减弱对口边缘加热,调节板厚方向内 外温度至接近一致。
8.3 高频焊设备的选择
1.高频发生器 2.电极 3.感应圈 4.阻抗器
7.3高频焊设备 图8-9 高频振荡器的基本线路
7.3高频焊设备
图8-10 电极结构示意图
7.3高频焊设备 图8-11 典型的感应圈结构
7.3高频焊设备
图8-12 圆形断面阻抗器的结构 1—磁棒 2—外壳 3—固定板
7.4典型焊接工艺 7.4.1连续高频焊
图8-18 腹板边缘镦粗处理对焊透的影响
7.2高频焊的优缺点及基本应用 高频焊主要特点
1.高频焊主要特点 2.高频感应焊管与高频接触焊管相比其优点
7.2高频焊的优缺点及基本应用
1.高频焊主要特点
1)焊速高。 2)热影响区小。 3)待焊处表面可不必进行焊前清理。
7.2高频焊的优缺点及基本应用
2.高频感应焊管与高频接触焊管相比其优点
1)焊管表面光滑,特别是焊道内表面较平整。 2)感应圈不与管壁接触,故对管坯接头及表面质量要 求比较低,亦不会像高频接触焊时那样可能引起管子表 面烧伤。
7.4典型焊接工艺
图8-13 螺旋翅片管焊接原理 HF—高频焊电源 n—管子转动方向 S—翅片送料方向 F—挤压力
T—管子移动方向 1—管子 2—翅片 3—触头
7.4典型焊接工艺
图8-14 焊口金相图
7.4典型焊接工艺
图8-19 高频电阻焊H型钢机组 1—卷钢开卷机 2—翼板毛坯输送装置 3—腹板边缘镦粗机 4—翼板矫平机 5—高频电阻焊机 6—去毛刺整形 7—冷却 8—矫正 9—探伤 10—飞
7.2高频焊的优缺点及基本应用
2.高频感应焊管与高频接触焊管相比其优点
3)因不存在电极(滑动触头)压力,故不会引起管坯局部失稳变形, 也不会引起管坯表面镀层擦伤,因此能适宜于制造薄壁管和涂层 管。 4)不用电极,因而省料省时,亦不存在电极脱离工件造成功率 传输不稳而影响焊接质量等问题。
7.3高频焊设备
7.4典型焊接工艺
7.4.1连续高频焊
高频焊焊接参数及选择
1.电源频率 2.管坯坡口形状 3.会合角的选择 4.电极、感应圈及阻抗器安放位置 5.输入功率的选择 6.焊接速度的选择 7.焊接压力的选择
7.4典型焊接工艺
高频直缝焊管
1.低合金高强钢管纵缝高频焊 2.不锈钢管纵缝的高频焊 3.铝合金管纵缝的高频焊
4.焊接检验
7.5高频焊焊接质量及检验
1)外观检查。 2)焊合(着)率检验。 3)金相检验。 4)力学性能检验。
7.5高频焊焊接质量及检验 图8-15 管侧金相图
7.5高频焊焊接质量及检验
图8-16 不同断面类型的轻型H型钢
7.5高频焊焊接质量及检验 图8-17 高频电阻焊接的电流导流图
7.5高频焊焊接质量及检验