无缝药芯焊丝制造技术的现状及发展
国内焊接技术应用现状与发展趋势
国内焊接技术应用现状与发展趋势
国内焊接技术的应用现状:
1.应用范围广泛:焊接技术在国内的应用范围较广泛,不仅在金属结构、船舶、航空航天、汽车、冶金、化工、电力等领域得到广泛应用,还涉及到日常生活中的各种器具和家具。
2.工艺水平较高:国内焊接技术在工艺水平和产品成品率方面取得了不小的进步,特别是在金属材料制造工业的应用中,焊接工艺水平相比以前得到了提高。
3.设备升级换代:国内焊接技术设备升级换代迅速,新技术、新设备不断涌现,为焊接工艺提高了效率,提高了产品质量。
4.人才队伍建设不足:国内焊接技术领域虽然发展迅速,但人才队伍建设仍不足,缺少高素质的技术人才,需要加强技术培训和人才引进等方面的工作。
发展趋势:
1.数字化技术:随着物联网等数字化技术的发展,焊接技术也将数字化化,通过焊接机器人、自动化焊接设备等数字化技术提高生产效率、减少人员工作强度,提高产品的质量稳定性。
2.高端焊接技术:随着国内制造业的转型升级,高端焊接技术越来越受到重视,特别是在核电、气体管道等领域。
需要研发和应用更加精确、高效、安全的焊接技术,提高产品的质量和可靠性。
3.环保焊接技术:随着全球的环保意识不断提高,焊接行业也需要考虑环保因素,研发、应用环保型焊接技术和材料。
4.人才培养和梯队建设:随着焊接技术的发展,需要加强人才培养和梯队建设,提高技术工人的水平和素质,打造一支专业、高素质、高水平的焊接技术队伍。
时在中春,阳和方起——记逆风飞扬中的天津三英焊业股份有限公司

l! 望 奎!
场 仍然 困难重重 ,焊材企 业如 何应 对 眼前的 困难? 陈教 授 为三英焊 业制定 了 “ 调结构 、促转变、增实力 、上水
平 ” 的指导 精神 。 “ 调结 构 、促转 变 、增 实力 、上水
平 ”是 我[ 2 1年经济工 作的主旋 律 ,但 同样适用于企 ] 00 业 ,适 用的 关键是 围绕这 个精神 如何制定具体 的策 略。 陈教授认 为 ,未 来 1 年将是 0 药芯焊 丝 向非 船市场 大发 展的 1 0 年 ,三英焊业 为此制 定 了全 面巩 固并继 续拓展 造船市 场 ,积 极开 拓非船市场的市场营销 方针 。
3 %、5 % ̄3 % ,中国与 之 6 2 70
差 距甚远 。陈教授预 测 ,中 国
陈教授带领本刊记者参观 自动化生产线
用于造船 业 ,它的高 效性 、综 合 成 本低 、焊接 质量好 这三大特 点
药 芯焊丝市场 1 年左 右将达 N8 万 ~1 0 0 o 0 万吨 ,即约达  ̄ 2 0 年产 销量 的2 U0 9 倍以上 。
(0 0 4 5 2 10 0 )
参釉 舡 — —
国的工业经济正在危机 中复苏 ,工业企业 又将迎 来新 的 春 天 。三英 焊业 人在 陈教 授 的带领 下 ,通过 自身的努 力,也必 将把 三 英焊 业培 育成 百花 齐放 中最 灿烂 的一
研究药芯焊丝焊接操作技术要点
研究药芯焊丝焊接操作技术要点20世纪50年代末、60年代初美国已开始使用药芯焊丝,并被广泛地用于重型机械、建筑机械、桥梁、石油、化工、核电站设备、大型发电设备及采油平台等制造业中,并取得了很好的效果。
近年来,随着社会经济的不断发展,我国生产药芯焊丝的技术和质量得到了不断提高,应用范围也不断地扩大,以船舶制造和海洋结构行业使用药芯焊丝量为最大。
药芯焊丝是继焊条电弧焊和实芯焊丝CO2气体保护焊的又一个被广泛应用的焊接方法。
药芯焊丝的单面焊双面成形操作技术,近年来被世界技能大赛、国内各类技能大赛列为竞赛的考核项目之一,它是电弧焊难度较大的一种操作技术。
尽快地掌握单面焊双面成形技术的操作要领和技巧,这也是每个参加技能考试、技能竞赛的指导教师及学生十分关心的问题。
2.药芯焊丝电弧焊的特点及应用药芯焊丝也称为管状焊丝,是利用薄钢板卷成圆形钢管或异形钢管,或用无缝钢管,在管中填满一定成分的药粉,经拉制而成的焊丝。
可通过调整药芯添加物的种类和比例,很方便地设计各种不同用途的焊接材料,因为它的合金成分可灵活方便的调整,所以药芯焊丝的许多品种是实芯焊丝无法冶炼和轧制的。
2.1特点药芯焊丝电弧焊与气体保护焊非常相似,差别在药芯焊丝采用的是管状焊丝,其中装有粒状的焊剂。
药芯焊丝是很有发展前途的新型焊接材料,与实芯焊丝相比药芯焊丝有如下优缺点。
2.1.1优点:⑴采用气渣联合保护,焊缝成形美观,电弧稳定性好,飞溅少易脱渣、焊道成形美观。
⑵焊丝熔敷速度快,熔敷效率(大约为85%~90%)和生产效率都较高(比焊条电弧焊高3~5倍)。
⑶焊接各种钢材的适应性强,通过调整焊剂的成分与比例可提供要求的焊缝金属化学成分。
2.1.2缺点:⑴焊丝制造过程复杂。
⑵烟雾大,焊接时烟雾较实芯焊丝大。
⑶焊丝外表容易锈蚀,粉剂易吸潮,因此对焊丝的保存-管理的要求更为严格。
⑷焊渣多,较实芯焊丝CO2气体保护焊多,故多层焊时要注意清渣、防止产生夹渣缺陷。
焊接技术的发展现状与前景分析

焊接技术的发展现状与前景分析随着工业化进程的快速发展,焊接技术在现代制造业中占据了越来越重要的地位。
从最早的手工焊接到现在的自动化焊接,随着技术的不断进步和新材料的涌现,焊接技术也在不断发展。
一、现代焊接技术的发展现状1.1 手工焊接手工焊接是人工操作的一种焊接方式,可以应用于大多数焊接材料,并且具有足够的可靠性和质量。
手工焊接通常需要经过长时间的实践和经验积累,才能获得高水平的技能和精度。
而且手工焊接的生产效率低,需要占用大量人力资源。
1.2 自动化焊接自动化焊接是通过使用自动化设备,如焊接机器人和自动焊接系统,来进行焊接的一种方式。
自动化焊接优化了焊接过程中的可靠性和一致性,并且可以提高生产效率和降低成本。
自动化焊接还具有时间和电能的节省优点,同时可以减少人工操作的安全风险。
1.3 激光焊接激光焊接是一种高精度、高速度、高能量焊接技术,可以应用于大多数常见的金属和合金材料。
激光焊接的优点是精度高,焊缝钝化少,热影响区小,使用过程中渣气轻、味道轻、环保。
激光焊接已广泛应用于汽车、机械、电子、航空航天、医疗和设计等领域,尤其在珠宝、手表等高级制造领域中运用最为广泛。
1.4 电弧焊接电弧焊接是最常见和广泛使用的焊接技术之一,应用领域涉及船舶、钢结构、管道、铁路和汽车等。
它使用用电弧加热焊接材料,使其基材溶胶的技术。
电弧焊接具有生产效率高、成本低、焊缝质量良好和在大规模工业生产中灵活性强等优点。
同时也是最经典和常用的焊接技术,在所有的行业中都可以看到使用。
二、焊接技术的发展前景随着科技的不断发展和社会需求的变化,焊接技术的发展还有很大的空间和机会。
未来的焊接技术将更加注重精度、高速度、实用性和效率。
2.1 焊接自动化和智能化随着工业自动化和人工智能技术的发展,焊接技术也必将朝向智能化自动化的方向发展。
人工智能可以协调焊接的多种参数,从而达到最佳的焊接质量。
2.2 激光焊接技术的进一步发展激光焊接现已广泛应用于各个领域,未来还会进一步发展。
气体保护焊药芯焊丝在金属结构行业中的应用与探讨
大型 机械 技 术装 备 制造 要 求 ,对 大 型 骨干 机 械 企业 进
备制 造 中 .部 分使 用 E 0 一 7 T 1和 E 1 一 7 T 5药 芯 焊 丝 , 柱
塞堆 焊 选用 进 口或 国产 2 r3类 药 芯焊 丝 。 在工 程 机 C1 械行 业 , 带式 起重 机 的 生产 制 造 , 国采 用 瑞 士奥林 履 德 康 公 司 生 产 的 Fu o 11和 Fu o 12 西1 m) 缝 lx f4 i lxf4 ( . m 无 i 4 药 芯焊丝 , 接 S E 6 焊 T 4 0和 S E 9 T 6 0材料 , 焊缝 质 量完 全 满足 产 品技术 要求 。近年 来 ,为适 应 市场 发展 的需 要 。
企 业 以 1 Mn 1C Mo 1 Mn i R等钢 种 为主 。 目 6 R,5 r R,3 N Mo 前 为 了更 好 地 适 应 市 场 产 品 向 大型 化 的发 展 需 要 , 材
4 0万 吨以上 , 占其 焊材 总量 的 1%左 右 。 由此 可 见 , 约 0 中 国已成 为世 界 上最 大 的 制造 与 消 费大 国 。但 是 要 将
达 到 8 %以上 , 体 保 护焊 技术 的发展 , 大 地提 高 了 0 气 极
金 属 结构行 业 的制 造技 术水 平 。
的焊 接 . 要 以 E 0 一 主 7 T 1和 E 1 一 7 T 5进 口碳 钢药 芯 焊 丝
焊接生产应用现状及发展趋势

焊接生产应用现状及发展趋势随着工业和技术的不断发展,焊接生产在制造业生产中扮演着越来越重要的角色。
焊接工艺作为一种主流的制造工艺,目前得到了广泛的应用。
本文将探讨焊接生产的应用现状以及发展趋势。
一、焊接生产的应用现状:近年来,焊接生产在各行各业得到了广泛的应用。
正如我们所知,焊接生产是将不同材料彼此连接在一起,一种加工材料的方法。
随着现代材料科学和工艺技术的不断发展,焊接生产从目前应用的范围来看具有以下几个特点:1. 广泛应用于制造业生产之中目前,焊接技术对于制造业生产来说是一种必备的技术,而工业制造业中,焊接生产是不可或缺的一部分,这是由于焊接技术可以用于多种材料的加工,例如金属、塑料、玻璃等等。
2. 应用于建筑行业在建筑行业中,焊接生产也是再行不可或缺的,建筑师和工人们将焊接设备用于各种工作,例如加固,连接等等。
他们使用编程式焊接机器人、周转套和其他机械设备来完成这些工作。
3. 应用于各种行业无论是飞机和汽车制造、矿业和伐木业、制造业还是现代火箭航天,都需要使用焊接设备,因为这些设备可以完成各种加工任务,并且能够保持稳定且精确的焊接。
二、焊接生产的发展趋势:随着现代科技和技术的不断发展,焊接生产也在不断发展和改进,以满足各种行业的生产需求。
下面是焊接生产的发展趋势:1. 自动化和智能化的趋势随着机器人技术以及其它自动化技术的不断发展,焊接生产将越来越自动化和智能化,可以减少生产成本和提高生产效率。
2. 专业化趋势随着焊接生产应用范围的不断扩大,焊接生产中涉及的材料、工艺等方面都日益复杂。
因此,在焊接行业中将会出现专业化分工的趋势,并将会出现大量的专业焊接师傅。
3. 多模式化趋势未来焊接生产将会出现多种不同的焊接模式,例如激光焊接、电弧焊接等等,使得焊接生产更加多样化,并且能够适应更加广泛的应用市场。
4. 人性化趋势随着智能化和自动化的趋势,焊接设备将逐渐实现人性化控制,使其更加易于操作和控制,同时,焊接设备的人机界面也将逐渐变得更加友好和易于使用。
药芯焊丝焊接工艺性分析
高速摄影或摄像技术是研究电弧焊熔滴过渡过程 的主要方法之一 , 作者使用 LBS- 16 型和 P etezent- 16 型高速摄影机, 最高拍摄速度分别为 8 000 f / s和 3 000 f/ s。在放映时将摄取的影片图像导入计算机 , 进行分 析。 1. 3 采用汉诺威焊接质量分析仪对焊接过程电弧物 理参数进行统计分析 采用汉诺威焊接质量分析仪对焊接过程中焊接电 参数采样, 并经过其内部的测试软件对这些瞬时值进 行初次统计分析 , 自动生成电弧电压、 焊接电流概率密 度分布 n( U )、 n ( I ), 短路时间频率分布 N (T 1 ) 等相关 数据
平均短路时间 T 1 /m s 1 . 084 0 . 822 0 . 584 0 . 345 0 . 262 0 . 285 0 . 045 0 . 065 0 . 160
此时焊接过程已没有短路发生, 短路时间 T 1 没有统计 数据。 显然 , 当预设电流为 240 A, 预设电压在 33 V 以上 时, 药芯焊丝 KFX 将不发生短路过渡。 随着电压的进一步增加, 相当于使电弧拉长 , 熔滴 就有更大的活动空间, 短路更不可能发生。 在同样的试验条件下, DW、 RD 和 SU 这 3 种焊丝 与 KFX 焊丝出现的规律是相同的。所不同的是 , 这 3 种焊丝在预设电流 240 A 焊接时转变为不短路过渡的 电压不同。 KFX 焊丝当实际平均电压 ( 汉诺威焊接质量分析 仪统计的 ) V = 29 . 72 V 时, 测试焊丝编号 KFX - 26, 每 秒短路次数 仅为 N 1 = 3 次, 基本实 现不短路过渡 ; 而 DW 焊丝 , RD 焊丝和 SU 焊丝形 成不短路过渡的平均 电压分别为 31 . 55 V, 31. 47 V, 31 . 05 V。从以上分析 可以看出, DW、 RD 和 SU 焊丝形成不短路过渡的电压 都比 KFX 焊丝 29 . 72 V 高 , 这说明在一定的试验条件 下, KFX 焊丝比另外三种焊丝更容易实现细熔滴过渡。 4 药芯焊丝工艺性评价方法的探讨 根据上述药芯焊丝的试验数据综合进行对比分析 可以看出 , 在电流 250 A 左右条件下, 实际电压在 30 V 左右时, 所试验的焊丝, 熔滴过渡形态处于短路向不短 路过渡转 化过程中 , 在此 电压下 , 熔滴短 路成分 的大 小, 表明熔滴形成细颗粒过渡的趋势 , 据此可以评价某 种焊丝的工艺特性。 4. 1 由电压概率密度分布图分析与评价药芯焊丝工 艺性 图 4 是预设电压 33 V 时测试得到的电压概率密度 叠加图。从图中 4 种焊丝的小鸵峰曲线 ( 图的左方 ) 看 出, 小鸵峰所表示的短路的概率从小到大依次为 KFX、 SU、 RD、 DW 焊丝。短路发生的概率越小, 表明细熔滴 过渡的趋势越大。从图上可以看到 , 药芯焊丝 KFX 相 对于另外三种焊丝小鸵峰曲线最低。 图 5 是电压为 34 V 时不同焊丝的电压概率密度分 布叠加图 , 与图 4相比预设电压提高了 1 V, 可以看到, KFX 焊丝小鸵峰表示的短路电压概率曲线已收缩得很 小, 短路电压概 率最低 , 实际上已 经形成 了不短 路过 渡。 RD 焊 丝曲 线收缩 得也 很快。可以 认为 KFX 和
焊接行业现状和存在问题
焊接行业现状和存在问题焊接行业是现代工业的重要组成部分,广泛应用于汽车制造、航空航天、建筑工程、能源行业等众多领域。
然而,尽管焊接技术在过去几十年取得了巨大的发展,但仍然存在一些问题和挑战。
本文将从技术发展、人才培养、安全问题和环境影响等方面探讨焊接行业的现状和存在问题。
首先,焊接技术在过去几十年取得了重大的突破和进步。
传统的手工焊接逐渐被自动化和机器化焊接技术所取代,提高了焊接速度和质量。
新型材料和焊接工艺的出现,使得焊接可以应用于更多复杂的材料和结构。
然而,尽管技术的进步,焊接过程仍然存在一些问题。
例如,焊接变形和残余应力可能会导致结构的失稳和破坏。
焊接接头的质量控制也是一个重要的问题,不良的焊接接头可能会导致工件的失效和事故的发生。
其次,焊接行业面临着人才短缺和人才培养的问题。
随着技术的发展,对于高技能焊工的需求不断增加。
然而,目前焊工的培养体系并不完善,培训机构和学校的焊接专业设置较少,培养出来的焊工技能水平参差不齐。
缺乏高素质的焊工不仅影响了焊接行业的发展,也给企业的生产效率和质量带来了很大的压力。
第三,焊接行业存在着安全隐患和安全意识不足的问题。
焊接过程中产生的高温、火花和有害气体对焊工的身体健康和人身安全构成威胁。
然而,一些企业在安全设施和操作规程方面存在着不足,对焊工的安全教育和培训也不够重视。
缺乏安全意识的焊工容易发生事故,给企业带来经济和声誉的损失。
最后,焊接行业对环境的影响也是一个重要问题。
焊接过程中产生的烟尘、废气和废水含有有害物质,对环境和人体健康造成污染。
虽然一些先进的焊接设备和工艺可以减少污染物的排放,但目前仍然存在一些中小型企业采用传统的焊接设备和工艺,导致环境污染较严重。
为解决上述问题,焊接行业需要进一步加强技术研发和创新,提高焊接质量和效率。
同时,应加大对焊工的培训和人才引进,提高焊接技能水平和素质。
企业应重视安全生产,加强安全设施和操作规程的建设,提高焊工的安全意识和技能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
缝药芯焊丝制造技术方面取得了较大进步 。2 0 年 0 1 中船重工第7 5 2 研究所也把无缝药芯焊丝制造技术
应有 的发展 ,但 该概念 得到 了焊接 界部分相 关专
1 8
参磊
工
E
的 研 究 提上 了 日程 ,并 开 展 了 大量 的 市 场 调 研 ,针 对 相 关 的 关 键 技 术 进 行 了大 量 的试 验 研 究 ,在 无缝
程 ,需要 相应 的 设 备 完成 各 个 工 序 的 工作 ,所需及故障产生率 ,推 动
一 摹
j
一
一
一
2
4
一
9
1 O
l 1
1 2
l 3
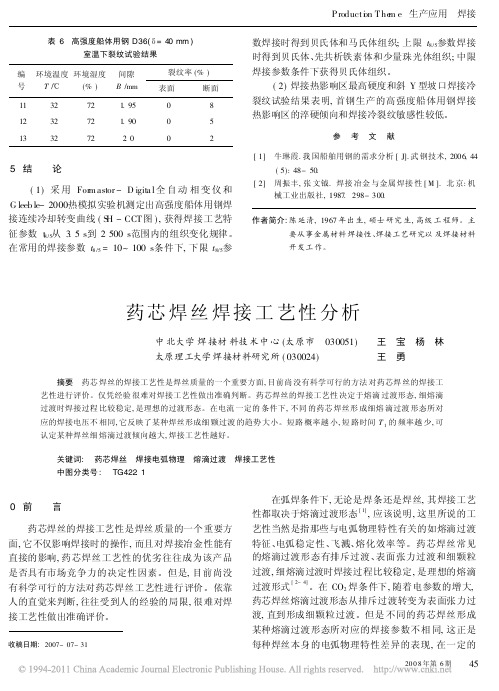
图3 高频焊合后振动填粉无缝药芯焊丝工艺流程
1 . 放带机 2 青 。 洗设备 3 . 高频焊管机组 4收线机 5化学清洗设备 6喷砂处理设备 7水压试验机 8 . . . . . 振动填粉设备 9粗拉机
是 出现 最 早 的 无缝 药 芯 焊 丝制 造 方 法 ,是 瑞 士 奥 林
亟 圆
在 上 述 3 无 缝 药 芯 种 焊 丝 制 造 技 术 中 ,高
康首先提出来的。 目前该方法具有技术成 熟、生产
不 连 续 、生 产效 率 低 及 占用场 地 较 大 的特 点 。其 生
产 流 程 如 下 :①将 一 定 宽 度 的钢 带 经 轧制 机 组 轧 成
一
个开 发 出可 用于 工 程建 设 的 药 芯焊 丝 ,但 由于 当
药 芯焊 丝制 造 技 术一一 高频焊 合 后振 动填 粉 、在 线 填 粉 后 高频 焊合 、 在 线填粉 后 激光 焊合 的 生产 流程 和 所 需设备 进 行 了简单介 绍 ,比较 了 种 无缝 药 芯 三
焊 丝制 造技 术 的优 缺 点 ,并介 绍 了现 有 无缝 药芯 焊
时 药 芯焊 丝 设 备过 于 复 杂且 可 靠 性较 低 ,因此 在 随 后 的 几十 年 中 ,无缝 药 芯焊 丝并 没 有得 到 快速 的发
展 。到 了2 世 纪 8 年 代 ,随 着细 直 径药 芯 焊 丝 生产 0 0
工 艺 及设 备 技 术 的不 断 完善 ,药 芯 焊 丝进 入 了 发 展
成 为 无 缝 焊管 。 ③将 其 盘绕 在 工 字 轮上 ,把 工 字轮
高 ,并且经过多年的研究改进 ,已经在世界知名焊 材生产厂商 ,如 日本新 日铁 、瑞士奥林康和德国施 泰 因等企业得到应用,并进入 了规模化生产阶段 ;
在 线 填 粉 后 激 光焊 合无 缝 药 芯 焊 丝制 造 技 术 是 德 国 伯 勒 公 司 基 于 德 国在 激 光 技 术 应 用领 域 的 先 进 经 验 提 出来 的 。 该技 术 只在 焊 合 方 式上 进 行 了改 变 ,但
药 芯焊丝也称 粉芯焊 丝或 管状焊 丝 ,是一 种
新 型 的焊 接材 料 。 由于 其 具 有 效率 高 、焊 接 工 艺性 好 、成 本 较 低 等 特 点 , 已 经 广 泛 应 用 于 造 船 、 桥
梁 、压 力容器 、汽车 、铁路运 输 、管道 、海洋 工
程 、 电站 建 设 、采 矿 、 石化 、建筑 机 械 、重 型机 械
匿圈 噩
图2 药芯焊 丝制造技术
频 焊 合后 振 动 填 粉 和 两 种 出现 较 早 ,相 关
关 键 技 术 成 熟 度 较
怔 线填 激光 粉后 焊合l 在 线 填 粉 后 高 频 焊 合
u形 槽 ,然 后 在 成 形 辊 的 轧 制 下 合 口成 0 断面 毛 形
坯 。②采用高频焊接在合 口处进行焊接 ,使有缝管
理 念 经过 不 断 发 展和 完 善 ,形 成 了现 在 的 振 动加 粉 和 在 线加 粉 两种 无 缝 药芯 焊 丝 的制 造方 法 。
.
[]
钢 带盘
堡 ,
无缝药芯焊丝在高 强钢和超高强钢结构应用上的优
势 ,随 着高 强 钢和 超 高 强 钢应 用 范 围 的扩 大 ,其 制
铁 公 司拥 有该 技 术 。
( ) 在 线填 粉 后 激 光 焊 合 无缝 药 芯 焊 丝 制 造 3
正 常 运 行 的 灵魂 ,控 制 系统 的性 能 和 功 能对 设 备 运 行 状 态 起 着关 键 作 用 。无 缝 药 芯焊 丝 设 备控 制 系统
技 术 本技术与 ( )技术非常相似 。生产流程与 2
丝 的特 点 。 在对 目前 无缝 药芯 焊 丝技 术 发展 过 程 分
析 的 基础 上 ,对 无缝 药 芯焊 丝 制造 技 术 及 设备 的 未
的快车道 。12 年美国提出的第一个药芯焊丝制造 90
方 法 是 在钢 带 上 涂 覆焊 药 ,待干 燥 后 ,将 焊 药 涂 覆
来 发展 进行 了预 测 ,为 无缝 药 芯焊 丝 的发展提 供 了
1无缝药芯焊 丝制造 技术 .
1 1年 ,药芯焊丝的概念在瑞士伊萨 公司被提 92
出 。 由于 当 时还 没 有 相应 的详 细 生产 工 艺 ,且 手 工 焊 条 的应 用 正处 在 兴 盛期 ,因此 药芯 焊 丝 没 有得 到
部分科研院所针对此问题开展了大量卓有成效的研
究工 作 。其 中郑 州 机械 所 和 哈 尔滨 焊 接 研 究所 在 无
器 ,并 且 阻 抗 器需 要 冷 却等 问题 ,影 响 药 芯 焊 丝的
用高频焊接在合 口处进行焊接 ,使有缝管成为无缝 焊管。③经减径轧制或拔制成半成 品焊丝。④经精
整 、镀 铜 后 分卷 成 盘 焊 丝 。
填粉量等 ;激光焊接尽管不存在填粉量限制问题 ,
但 存在 激 光 加 热斑 点 较 小 的 问题 ,且 在 设 备 的运 行 中 ,焊 丝的 对 接缝 难 免 有 偏离 中心 的现 象 ,影 响激 光 焊 合 的合 格 率 ,且 采 用 激光 焊 机 极大 增 大 了 设备 成 本 ,使得 产 品 生产 成 本 增大 ,市 场竞 争 力 下 降 。 综 合 考 虑 ,将 来 氩弧 焊 、等 离子 弧 焊 、甚 至 是 复 合 弧 焊 都 有可 能 应用 到 无缝 药 芯焊 丝的 制造 中 。 ( )控 制 系统 的 发 展 2 控 制 系统 一 直 是 设 备
与高 频 焊 合 后振 动填 粉 无 缝 药 芯焊 丝制 造 技 术 相 比 ,在 线填 粉 后 高频 焊 合 无缝 药 芯 焊 丝制 造 技 术 具 有 生 产效 率 高 、生产 过 程 连续 、场 地 占用较 小 及
对高频焊 管部分的内置阻抗器要求特殊等特点。相
比较 来 说 ,该 方 法 较 为先 进 。 目前 ,只 有 日本 新 日
及高层建筑等行业 。随着药芯焊丝新 品种的研制开
发 ,其应 用 范 围仍 在 不 断扩 大 ,相应 地 ,药 芯焊 丝 的 制 造技 术 也 发生 了较 大 变化 。从最 初 的 带 有拔 模
度无缝钢管加入药芯后 ,经轧制或拉拔减径等方式
减 径 到所 需 焊 丝直 径 。 这两 种 制造 无缝 药 芯焊 丝 的
E
无缝药芯焊丝制造技术的现状及发展
洛阳船舶材 料研究所 ( 南 河 4 1 3 ) 刘鹏 飞 7 0 9 张 晓 姚润钢
【 摘要】概 述 了无缝药芯焊丝制造技 术及设备
的生 产和 发展 过 程 ,并 分别对 当今 国际上 三 种 无缝
家的重视 。到了2 世纪5 年代 ,美国焊接工作者第 0 0
参考。
层再内卷制成管状焊丝 。此外还提到了一种带芯丝
药 芯 焊 丝制 造 方 法 ,此 方 法是 在 芯 丝 上涂 覆 焊 药 , 然 后 在 外部 包 覆 钢带 的药 芯 焊 丝方 法 。其 原 理 如 图 1 示 。早 期还 提 出 了钢 带加 粉 后 通过 拉 丝模 拉 制 所 成 焊 丝 的 制造 方 法 。 随着 焊 接 工作 者 对 药 芯焊 丝 研 究 的深 入 ,药 芯 焊 丝 药粉 吸 潮 问题 被 提 上 了 日程 , 无缝 药 芯 焊 丝概 念 便 产生 了 。在这 个 阶 段 ,德 国焊 接 工作 者 提 出 了两 种 无缝 药 芯 焊 丝制 造 方 法 :一 种 是把 药 芯 焊 丝 的结 合 处焊 合 , 另一 种 是 采 用一 定 长
在线 填 粉 后高 频 焊 合基 本 相 同 ,只是 焊 合 的方 式 不 同 。在 线 填粉 后 激 光焊 合无 缝 药 芯焊 丝 制 造技 术 采 用焊 合 工 具 为激 光焊 机 ,而在 线 填 粉后 高 频焊 合 无
是在普通药芯焊丝设备和线材轧机等相关设备控制
系统 集 成 的 基础 上 发 展起 来 的 ,其控 制 系统 具 有 比 普 通 药 芯 焊 丝设 备 控 制 系统 更 高 的复 杂 度 。随 着 计 算机 和 智 能控 制 等 相 关技 术 的 发展 ,无 缝药 芯 焊 丝 控 制 系 统 将会 具 有 人 机 接 口智能 化 ,这一 功 能 会
1. 设 备 1. 拉机 l . 铜 1. 机 O退火 精 1 2 镀 3分卷
( )在线填粉 后高频焊 合无缝药芯焊丝制造 2
技术 本 技 术 与 ( )技 术 有 着本 质 的 区 别 。在 线 1
填粉后高频焊合无缝药芯焊丝制造技术的生产流程
为 如 图4 示 :①将 一 定 宽 度 的 钢 带 经 S  ̄ 机 组 轧 所 Ll J
药芯 焊丝 的制造 技术 方面取 得 了一 定的突 破 。
t
了设 备制 造 技 术 的 发展 。 目前 已生 产 两 条 激 光无 缝 药 芯焊 丝 生 产 线 ,但 在 市 场 上 没有 发 现 这 两 条设 备 生产 线生 产 的 无 缝 药芯 焊 丝 ,因此 该 技 术 的成 熟 度
造技术也将会获得不断的进步 ,本文就无缝药芯焊
丝生 产 技术 的 发 展进 行 详 细 的 阐述和 分 析 。