异常处理流程图
合集下载
品质异常处理作业流程图
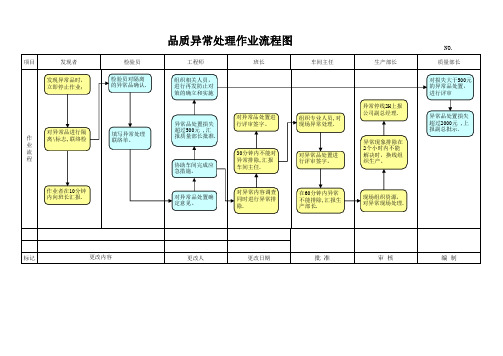
异常品处置损失 超过500元 ,汇 报质量部长批准.
对异常品处置进 行评审签字。
组织专业人员,对 现场异常处理.
异常品处置损失 超过2000元 ,上 异常现象排除在 2个小时内不能 解决时,换线组
30分钟内不能对 异常排除,汇报 协助车间完成应
对异常品处置进 行评审签字。
作业者在10分钟 内向班长汇报.
品质异常处理作业流程图
项目 发现者
发现异常品时, 立即停止作业;
NO.
车间主任 生产部长 质量部长
检验员
检验员对隔离 的异常品确认.
工程师
班长
组织相关人员, 进行再发防止对 异常停线2H上报 公司副总经理.
对损失大于500元 的异常品处置,
作 业 流 程
对异常品进行隔 离\标志,联络检
填写异常处理 联络单。
对异常品处置确 定意见。
对异常内容调查 同时进行异常排 除.
在60分钟内异常 不能排除,汇报生
现场组织资源, 对异常现场处理.
标记
更改内容
更改人
更改日期
批Hale Waihona Puke 准审 核编 制
制程处理异常流程图 Process Abnormal Flow

- 品保 - 生產 - 工程
- 工程 - 品保 - 生產
- 品保
1,發現異常單位開出《品質異常處理單》 2,環境(GP)異常,需提交環境管理者代表。 3,異常品可能流至客戶端,須通知客戶。必要時召回處理。
原因分析及改善
效果確認
NG
OK
結案
- 《品質異常處理單》需7個 工作日完成 - 《外部聯絡單》
- 《品質異常處理單》
- 追蹤1個月
責任單位
制程处理異常流程圖
使,當IPQC抽檢發現線上原材料、半成品、成品、維修品、重工 品有不良時。 2,當制程工藝中發現已經通過進料檢驗之原材料、半成品品質 出現異常(超過IQC AQL允收水準)。 3,生產線班組長或製造主管、IPQC等發現製程中品質異常包含 (不限于)以下情況時: - 制程不良率超出各段制程不良管制目標的2倍或以上 - 各段制程因單一不良項目(如電氣測試耐壓不良、短路、開路等) 超出正常制程不良率2倍或以上 - 同一故障現象連續發生(3次或以上) - 依據SPC管制圖、CPK製程能力分析等相關品質管制工具及統計 數據,經判定連續超出目標上限及目標下限異常值 - 制程檢測GP 異常 - 不同產品混料、不同批號混料、不良品混入良品 - 數量異常、材料錯誤(包括包材) - 工站跳過、操作與SOP不符 - 生產環境異常(溫濕度超出控制范圍) - 超出使用期限或超出各種管理項目 - 治具使用錯誤、防護失效 - 設備設定錯誤、測試條件錯誤 - 設備校驗、保養、點檢失效 - 設備發生多次的錯誤、故障 - 可能涉及到人體安全
生产异常处理流程图12
生产部对异常进行跟进确认.
9
制定长期 预防措施
相关责任部门 负责人
生产异常 报告单
生产恢复正常后相关部门应对问题 的深层次的原因加以分析,并制定
长期预防措施.
10 预防措 施跟踪
生产部 负责人
生产异常 生产部应对责任部门的长期预防措
报告单
施执行结果进行跟踪
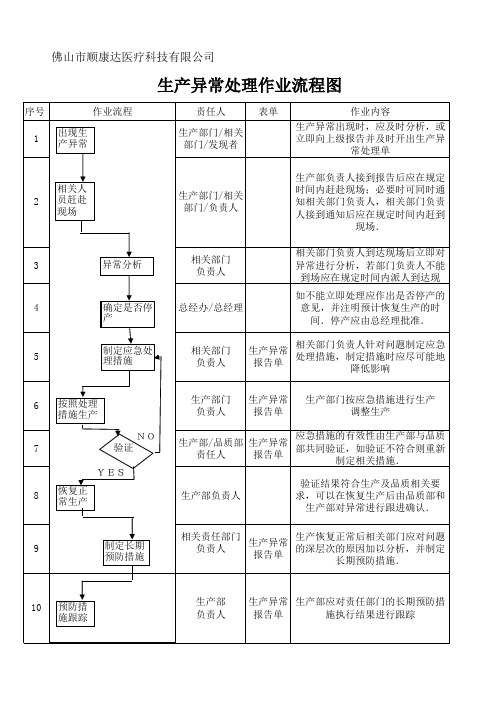
佛山市顺康达医疗科技有限公司
生产异常处理作业流程图
序号
作业流程
1
出现生 产异常
责任人
生产部门/相关 部门/发现者
表单
作业内容
生产异常出现时,应及时分析,或 立即向上级报告并及时开出生产异
常处理单
相关人 2 员赶赴
现场
生产部门/相关 部门/负责人
生产部负责人接到报告后应在规定 时间内赶赴现场;必要时可同时通 知相关部门负责人,相关部门负责 人接到通知后应在规定时间内赶到
现场.
3
异常分析
相关部门 负责人
相关部门负责人到达现场后立即对 异常进行分析,若部门负责人不能 到场应在规定时间内派人到达现
如不能立即处理应作出是否停产的
4
确定是否停
总经办/总经理
意见,并注明预计恢复生产的时
产
间.停产应由总经理批准.
5
制定应急处 理措施
相关部门 负责人
生产异常 报告单
相关部门负责人针对问题制定应急 处理措施,制定措施时应尽可能地
降低影响
6 按照处理 措施生产
NO
7
验证
YES
8Leabharlann 恢复正 常生产生产部门 生产异常 生产部门按应急措施进行生产
负责人
报告单
调整生产
生产部/品质部 生产异常
9
制定长期 预防措施
相关责任部门 负责人
生产异常 报告单
生产恢复正常后相关部门应对问题 的深层次的原因加以分析,并制定
长期预防措施.
10 预防措 施跟踪
生产部 负责人
生产异常 生产部应对责任部门的长期预防措
报告单
施执行结果进行跟踪
佛山市顺康达医疗科技有限公司
生产异常处理作业流程图
序号
作业流程
1
出现生 产异常
责任人
生产部门/相关 部门/发现者
表单
作业内容
生产异常出现时,应及时分析,或 立即向上级报告并及时开出生产异
常处理单
相关人 2 员赶赴
现场
生产部门/相关 部门/负责人
生产部负责人接到报告后应在规定 时间内赶赴现场;必要时可同时通 知相关部门负责人,相关部门负责 人接到通知后应在规定时间内赶到
现场.
3
异常分析
相关部门 负责人
相关部门负责人到达现场后立即对 异常进行分析,若部门负责人不能 到场应在规定时间内派人到达现
如不能立即处理应作出是否停产的
4
确定是否停
总经办/总经理
意见,并注明预计恢复生产的时
产
间.停产应由总经理批准.
5
制定应急处 理措施
相关部门 负责人
生产异常 报告单
相关部门负责人针对问题制定应急 处理措施,制定措施时应尽可能地
降低影响
6 按照处理 措施生产
NO
7
验证
YES
8Leabharlann 恢复正 常生产生产部门 生产异常 生产部门按应急措施进行生产
负责人
报告单
调整生产
生产部/品质部 生产异常
异常处理体系图

疑似不正 规作业
检查发现异常或测试不合格
放行指示
《不合格品控制程序》
※QC判定基准 ※控制计划
作业*设备停止
无异常
《设备管理控制程序》 《监视与测量设备控制 程序》 报告
联络上司 开始异常处置 《QC检查批不合格通知单》发行 工程状况调查及追溯确认 ※对象批次范围明确化 不合格品通知单发行
异常情况 是否属实 异常属实
核准
※不合格品标签
不合格品标签(原材、在制品及可疑品)标示 不良品处置 原因分析 改善对策检讨 对策的实施(暂定对策/永久对策) 对策效果确认及横向展开 异常报告书及品质记录的保存
对策实施 不良处置
处置方法检讨:实物标识
处置结果 确认
处置方法 决定
处置结果 承认
不良原因分析
※品质异常联络/对策报告单
不合格品通知单:不合格内容/发生状况
记录
不良范围 确认
《不合格品控制程序》 《原主材料进料检验标 准》
※品质异常联络/对策报告单
不合格品通知单:工程检查调查
记录
不合格品通知单发行
供应商 联络
责任单位 报告 责任单位 报告 责任单位 报告 责任单位 报告
客户联络
不良返品
不良返品
责任单位报告
报告接收
报告确认
不合格品处置流程图(工程异常处置流程图)HY-QP-029 各工程(不合格品定义) 检查异常 工程品质异常 制造变化点 可疑制程品
生产部 品保部 技术部 制造条件 制造方法 计量器具 环境变化 作业错误 发现异常 变化 变化 异常 不正常 超出管理 基准 超出警戒 界限 计量器具 校正过期 计量器具 校正不合 格
附件1
过程异常处理流程图

巡检以及生产班组长对于出现过品质问题的产品或者原材料连续 三批进行持续跟踪,并将实际品质数据及时反馈相关部门
品质工程师根据品质数据判定是否可以结案
8
材料异常 NO
品质主管 由品质给出临时 方案并主导解决
异常信息传递
9 10 11 12 编制:吴烧威
效果验证
NO
O K
由责任部门给出长 期纠正措施
上报副总,组队 分析原因
依来料异常处 理流程处理
确定处理对策
NO 品质工程师以及巡检进行监督实施,并对效果确认
结案 审核:马文虎
工作内容
1、异常包括:1、巡检人员在首件检验不良、巡线过程发现工艺 纪律不符、产品抽检不良;2、生产人员在生产过程中发现的不 符合作业SOP或产品异常等; 2、生产过程中,生产班组长、员工以及品质巡检发现异常后应 立即向所属部门报告,经主管确认后发出《生产品质异常纠偏单 》; 2、IPQC将生产异常纠偏单交给品质工程师进行分析
步骤
IPQC
1
生产部
工作流程
过程异常处理流程图
工程\研发\QE
生产副总
SQE\IQC
开始
生产过程中发生异常 发出《生产品质异常纠偏单》 2
标识/隔 离
3
责任部门认定
4 NO
5
6
作业异常Βιβλιοθήκη 工艺/设计异常生产主管确认
工程主管确认
由责任主管给 出临时方案, 并现场指导
生产部按异常解决方案
7
处理异常,并记录损失
在确认异常后,由巡检立即对生产产品进行标识/隔离,必要的 需暂时停线
品质工程师对异常现象进行确认,并认定异常责任部门,涉及到 比较专业技能的内容需寻求品质主管或相关开发工程师进行分析
品质工程师根据品质数据判定是否可以结案
8
材料异常 NO
品质主管 由品质给出临时 方案并主导解决
异常信息传递
9 10 11 12 编制:吴烧威
效果验证
NO
O K
由责任部门给出长 期纠正措施
上报副总,组队 分析原因
依来料异常处 理流程处理
确定处理对策
NO 品质工程师以及巡检进行监督实施,并对效果确认
结案 审核:马文虎
工作内容
1、异常包括:1、巡检人员在首件检验不良、巡线过程发现工艺 纪律不符、产品抽检不良;2、生产人员在生产过程中发现的不 符合作业SOP或产品异常等; 2、生产过程中,生产班组长、员工以及品质巡检发现异常后应 立即向所属部门报告,经主管确认后发出《生产品质异常纠偏单 》; 2、IPQC将生产异常纠偏单交给品质工程师进行分析
步骤
IPQC
1
生产部
工作流程
过程异常处理流程图
工程\研发\QE
生产副总
SQE\IQC
开始
生产过程中发生异常 发出《生产品质异常纠偏单》 2
标识/隔 离
3
责任部门认定
4 NO
5
6
作业异常Βιβλιοθήκη 工艺/设计异常生产主管确认
工程主管确认
由责任主管给 出临时方案, 并现场指导
生产部按异常解决方案
7
处理异常,并记录损失
在确认异常后,由巡检立即对生产产品进行标识/隔离,必要的 需暂时停线
品质工程师对异常现象进行确认,并认定异常责任部门,涉及到 比较专业技能的内容需寻求品质主管或相关开发工程师进行分析
《异常处理流程》PPT课件

7.生管办应对责任单位的根本对策的执行结果进 行跟踪。
注:整个流程涵盖了PDCA管理循环及纠正预防的管理理念
23
部门责任的判定
开发部:
1.未及时确认零件样品; 2.设计错误或疏忽; 3.设计的延误; 4.设计临时变更; 5.设计资料未及时完成; 6.设计需要修改,设计人员未得到相关负责人的确认就安
1.由主要负责人召集. 2.最终处理报告完成. 3.小组成员认同效果确认结果,以及预防措施执
行.
12
问题处理流程(8-D模式)
13
8-D的成果:
8-D首重利用团队力量,因此无论是问题分析,或是对 策执行,都希望集众人之智,完成众人之事.
8-D特别注重以问题为经验,以对策为行动,所以在最 终处理过程中,对预防工作做要求.
8-D的内容都是运用QC七大手法、问题分析模式、 统计技朮等常用工具,作业质量要求能一致,且容易被 执行.
8-D依其步骤可设定处理成员与检核时限,对权责与 效果确认,是可以被严谨安排的,而且有利于追踪.
龙头分厂生产运作流程
产品部订单
订单评审
N 工艺评估
设备 人员
产能评估
N
主生产计划拟制 (装配调度)
追溯方式亦须告知.
6
问题处理流程(8-D模式)
5W2H提问技术: Why? 为何这样做,有无必要? What? 目的是什么? Where? 哪里做?有无更合适的地方? When? 时间安排好不好? Who? 谁来做?几个人做? How to do? 这样做法有沒有更好的? How much? 这样做的成本多少?
1.召集有关人员成立小组. 2.决定小组成员负责事项. 3.确定主要负责人.
4
问题处理流程(8-D模式)
注:整个流程涵盖了PDCA管理循环及纠正预防的管理理念
23
部门责任的判定
开发部:
1.未及时确认零件样品; 2.设计错误或疏忽; 3.设计的延误; 4.设计临时变更; 5.设计资料未及时完成; 6.设计需要修改,设计人员未得到相关负责人的确认就安
1.由主要负责人召集. 2.最终处理报告完成. 3.小组成员认同效果确认结果,以及预防措施执
行.
12
问题处理流程(8-D模式)
13
8-D的成果:
8-D首重利用团队力量,因此无论是问题分析,或是对 策执行,都希望集众人之智,完成众人之事.
8-D特别注重以问题为经验,以对策为行动,所以在最 终处理过程中,对预防工作做要求.
8-D的内容都是运用QC七大手法、问题分析模式、 统计技朮等常用工具,作业质量要求能一致,且容易被 执行.
8-D依其步骤可设定处理成员与检核时限,对权责与 效果确认,是可以被严谨安排的,而且有利于追踪.
龙头分厂生产运作流程
产品部订单
订单评审
N 工艺评估
设备 人员
产能评估
N
主生产计划拟制 (装配调度)
追溯方式亦须告知.
6
问题处理流程(8-D模式)
5W2H提问技术: Why? 为何这样做,有无必要? What? 目的是什么? Where? 哪里做?有无更合适的地方? When? 时间安排好不好? Who? 谁来做?几个人做? How to do? 这样做法有沒有更好的? How much? 这样做的成本多少?
1.召集有关人员成立小组. 2.决定小组成员负责事项. 3.确定主要负责人.
4
问题处理流程(8-D模式)
异常处理汇报流程图

部取得联系
3分钟以内
设备组/行政部人员 确认原因及处理方
案
5分钟以内
备 注: 1.G.H项异
常 2.处E项理异完常毕 处理完毕后
预计6小时后会延 误
60分钟内仍未恢复 正常
10分钟以内
3.A.B.C.D 项处理完毕 后于次日 内,责任部 门将异常原 因改善对策 及处理结果 提报至副总 经理室. 4.F.项异常 处理完结后 于次日内, 生产部将异 常原因改善 对策及处理 结果提报至 计划部. 5.所有异常 当日未处理 完毕,相关 主管不得离 开. 编 制:
20分钟以内未恢复
生产部主管
60分钟以内未恢复 正常动作
工程部
主管
120分钟以内未恢复
品质部主管
正常动作
计划部主管
180分钟以内未恢 复正常动作
D
待治工具/ 原物料
FPC到当前站前12 小时仍待治工具/
原物料
生产部\采购部
FPC到站前6小时仍 待治工具/原物料
生产部主管 工程部主管 采购部负责人 计划部主管
异常处理汇报流程图
A
不合格品异 常
发现问题即上报
工艺
确认
FPC 30分钟未有处理结 生产部主管 同样总是点连续两
果
计划、品质主管
批板(含)
体系异 常
12小时内未恢复
品保部体系工程师
24小时内未恢复
质保部负责人
36小时内未恢复
48小时内恢复
管理者代表停 产整顿
C
工艺工程异 常
审核:
批准:
预计一天后会延误
市场部主管 计划部主管
预计6小时后会延误
设备部与生产部主
G
停水/电/气
3分钟以内
设备组/行政部人员 确认原因及处理方
案
5分钟以内
备 注: 1.G.H项异
常 2.处E项理异完常毕 处理完毕后
预计6小时后会延 误
60分钟内仍未恢复 正常
10分钟以内
3.A.B.C.D 项处理完毕 后于次日 内,责任部 门将异常原 因改善对策 及处理结果 提报至副总 经理室. 4.F.项异常 处理完结后 于次日内, 生产部将异 常原因改善 对策及处理 结果提报至 计划部. 5.所有异常 当日未处理 完毕,相关 主管不得离 开. 编 制:
20分钟以内未恢复
生产部主管
60分钟以内未恢复 正常动作
工程部
主管
120分钟以内未恢复
品质部主管
正常动作
计划部主管
180分钟以内未恢 复正常动作
D
待治工具/ 原物料
FPC到当前站前12 小时仍待治工具/
原物料
生产部\采购部
FPC到站前6小时仍 待治工具/原物料
生产部主管 工程部主管 采购部负责人 计划部主管
异常处理汇报流程图
A
不合格品异 常
发现问题即上报
工艺
确认
FPC 30分钟未有处理结 生产部主管 同样总是点连续两
果
计划、品质主管
批板(含)
体系异 常
12小时内未恢复
品保部体系工程师
24小时内未恢复
质保部负责人
36小时内未恢复
48小时内恢复
管理者代表停 产整顿
C
工艺工程异 常
审核:
批准:
预计一天后会延误
市场部主管 计划部主管
预计6小时后会延误
设备部与生产部主
G
停水/电/气
制程异常处理流程图

注:执行日期以会签日期为准。
制常的通知部门及上报部门,有各分厂长知会技术部人员处理和对异常的预判, ②各部门协同配合,并遵循上下级式管理,技术部人员或现场检验员只需与责任分厂厂长进行沟通,一 直认可后,具体的指令下达则由分厂长直接对下级下达, ③现场操作人员若切实有其它造成重大异常的原因,各部门应充分分析其原因,给予判断,责任划分时 需如实考虑。 会签:
NG OK
由技术部、质保部、生产部共同分析原 因,确定责任部门或责任人并由质保部 开出《纠正措施预防表》 OK N G 责任部门或个人依据《纠正措施预防表 》的要求进行临时措施的实施 OK 检验员或技术人员对效果的确认
OK 质保部进行验证,并确认改善 效果 OK
责任厂长签字确 认
正常生产
OK 技术部制作“受控文件”即永久预防措 施 N G OK 质保部跟踪验证最终效果并判断异常是 否能关闭 OK 结案、归档
制程异常处理流程图
现场检验员/操机人员发现异常
轻微可立即纠正的异常 OK 通知班长或厂长判断是否可以 继续生产 NG
重大异常/或明确异常根本原因 OK OK 检验员开具《半成品首检巡检记录单》 或《装配厂反馈问题处理跟踪表》,由 班长或操机人员对不良品进行隔离并标 示
OK
技术部、质保部、生产部共同 给出处理措施与预防方案