控制计划样本.
QCP品质控制计划模板
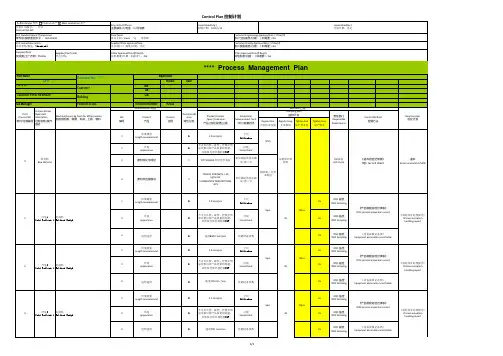
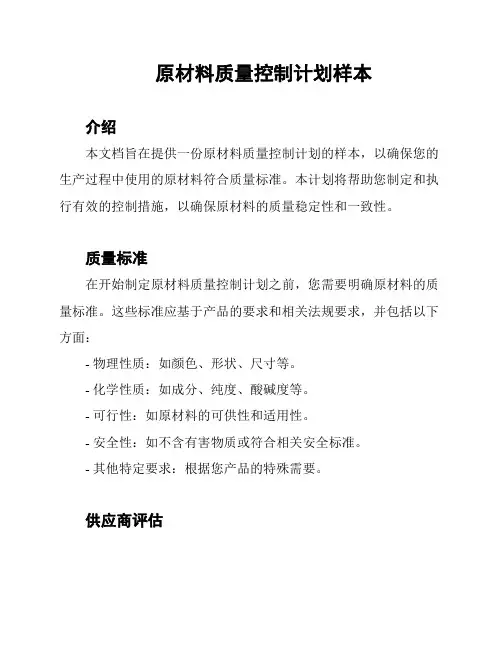
ApprovalsInitials DateME ***QE ***QA***Foxconn S.Q.E.Revision Number Rev.ARegular Size 正常样本容量Regular Freq.正常频率Tighten Size 加严样本量Tighten Freq.加严频率1厚度测量Length measurement★ 2.0 mm/pcs卡尺Callipers2外观appearance★不可有压伤、碰伤、开裂及明显印象后续产品质量的问题,具体参考原外观检验SOP 目视Visual check 3原材料化学成份☆依照SUS304 材料化学成份供应商提供相关测试/第三方4原材料性能测试☆TENSILE STRENGTH > 50kgf/mm2ELONGATION GREATER THAN40%供应商提供相关测试/第三方1厚度测量Length measurement★ 1.8 mm/pcs卡尺Callipers1HIPQC 抽检IPQC Sampling2外观appearance★不可有压伤、碰伤、开裂及明显印象后续产品质量的问题,具体参考原外观检验SOP目视Visual check1HIPQC 抽检IPQC Sampling3进给速度★速度1000 mm/min 监测设备参数1HIPQC 抽检IPQC Sampling 1厚度测量Length measurement★ 1.6 mm/pcs卡尺Callipers1HIPQC 抽检IPQC Sampling2外观appearance★不可有压伤、碰伤、开裂及明显印象后续产品质量的问题,具体参考原外观检验SOP目视Visual check1HIPQC 抽检IPQC Sampling3进给速度★速度700 mm /min 监测设备参数1HIPQC 抽检IPQC Sampling 1厚度测量Length measurement★ 1.3 mm/pcs卡尺Callipers1HIPQC 抽检IPQC Sampling2外观appearance★不可有压伤、碰伤、开裂及明显印象后续产品质量的问题,具体参考原外观检验SOP目视Visual check1HIPQC 抽检IPQC Sampling3进给速度★速度700 mm/min 监测设备参数1HIPQC 抽检IPQC Sampling 责任部门Responsible DepartmentsIQC 抽检IQC checkReaction plan 反应计划退料Return material to MRB《制程异常处理报告》Process exception handling report《制程异常处理报告》Process exception handling report《制程异常处理报告》Process exception handling reportControl Method 控制方法《进料检验记录表》IQC record sheet《产品制程巡检记录表》IPQC process inspection record《产品制程巡检记录表》IPQC process inspection record《产品制程巡检记录表》IPQC process inspection record每批原材料到时2H2H2HCustomer BuildingNO.编号Machine,Device,Jig,Tools for MFG.material 制造用机器、装置、夹具、工具、物料轧制机Rolling Brake轧制机Rolling Brake轧制机Rolling BrakePart/Process NO.零件/过程编号0123Process Name/Operation Description 过程名称/操作描述原材料Raw Material冷轧1Cold Rolling 1冷轧2Cold Rolling 1冷轧3Cold Rolling 1 Customer P/N & REVISION******QA ManagerCharacteristics 特性Methods 方法Sampling plan 抽样计划《设备参数记录表》Equipment parameter record table《设备参数记录表》Equipment parameter record table《设备参数记录表》Equipment parameter record tableProduct 产品Process 过程Characteristicclass 特性分类Product/Process /Spec./Tolerance 产品/过程/规格/公差Evaluation/Measurement Tech.评价/测量技术5PCS按照第三方要求提供5pcs5pcs5pcs10pcs10pcs10pcsSupplier/Plant供应商/工厂名称:HaoteSupplier/Plant Code 供方代码:Other Approval/Date(If Req'd)其他批准/日期(如需要):NAOther Approval/Date(If Req'd)其他批准/日期:(如需要) NAPart NameCPUH.H P/N******Document No.: **** **** Process Management Plan零件号/最新更改水平: 900-00539核心小组:Kevin Yj 司泉晓客户工程批准/日期:(如需要)NA Part name/Description零件名称/描述:Vertaical Supplier/Plant approval/Date 供应商/工厂批准/日期:待定Customer Quality Approve/Date (If Req'd)客户质量批准/日期:(如需要)NAApprovalsInitials DateME ***QE ***QA***Foxconn S.Q.E.Revision Number Rev.ARegular Size 正常样本容量Regular Freq.正常频率Tighten Size 加严样本量Tighten Freq.加严频率责任部门Responsible DepartmentsReaction plan 反应计划Control Method 控制方法Customer BuildingNO.编号Machine,Device,Jig,Tools for MFG.material 制造用机器、装置、夹具、工具、物料Part/Process NO.零件/过程编号Process Name/Operation Description 过程名称/操作描述Customer P/N & REVISION******QA ManagerCharacteristics 特性Methods 方法Sampling plan 抽样计划Product 产品Process 过程Characteristicclass 特性分类Product/Process /Spec./Tolerance 产品/过程/规格/公差Evaluation/Measurement Tech.评价/测量技术Supplier/Plant供应商/工厂名称:HaoteSupplier/Plant Code 供方代码:Other Approval/Date(If Req'd)其他批准/日期(如需要):NAOther Approval/Date(If Req'd)其他批准/日期:(如需要) NAPart NameCPUH.H P/N******Document No.: **** **** Process Management Plan零件号/最新更改水平: 900-00539核心小组:Kevin Yj 司泉晓客户工程批准/日期:(如需要)NA Part name/Description零件名称/描述:Vertaical Supplier/Plant approval/Date 供应商/工厂批准/日期:待定Customer Quality Approve/Date (If Req'd)客户质量批准/日期:(如需要)NAApprovalsInitials DateME ***QE ***QA***Foxconn S.Q.E.Revision Number Rev.ARegular Size 正常样本容量Regular Freq.正常频率Tighten Size 加严样本量Tighten Freq.加严频率责任部门Responsible DepartmentsReaction plan 反应计划Control Method 控制方法Customer BuildingNO.编号Machine,Device,Jig,Tools for MFG.material 制造用机器、装置、夹具、工具、物料Part/Process NO.零件/过程编号Process Name/Operation Description 过程名称/操作描述Customer P/N & REVISION******QA ManagerCharacteristics 特性Methods 方法Sampling plan 抽样计划Product 产品Process 过程Characteristicclass 特性分类Product/Process /Spec./Tolerance 产品/过程/规格/公差Evaluation/Measurement Tech.评价/测量技术Supplier/Plant供应商/工厂名称:HaoteSupplier/Plant Code 供方代码:Other Approval/Date(If Req'd)其他批准/日期(如需要):NAOther Approval/Date(If Req'd)其他批准/日期:(如需要) NAPart NameCPUH.H P/N******Document No.: **** **** Process Management Plan零件号/最新更改水平: 900-00539核心小组:Kevin Yj 司泉晓客户工程批准/日期:(如需要)NA Part name/Description零件名称/描述:Vertaical Supplier/Plant approval/Date 供应商/工厂批准/日期:待定Customer Quality Approve/Date (If Req'd)客户质量批准/日期:(如需要)NA。
ControlPlan控制计划样本
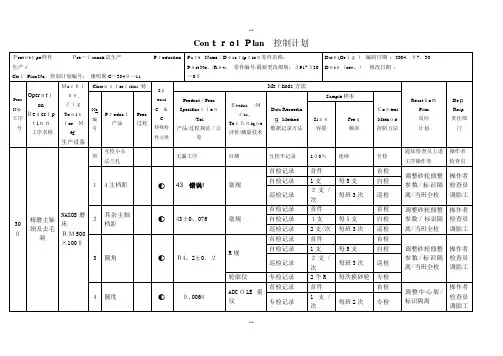
Evalua./Meas.
Technique
评价/测量技术
Data RecordingMethod
数据记录方法
Sample样本
Control
Method
控制方法
No
编号
Product
产品
Proc
过程
Size
容量
Freq
频率
300
精磨主轴颈及去毛刺
NAXOS磨床
RM500×1000
调整中心架/标识隔离
操作者
检查员
调胎工
专检记录
1支/次
每班2次
专检
带表卡规0。001
自检记录
1支
每5支
自检
巡检记录
2支/次
每班3次
巡检
5
直线度
◐
0.0064
ADCOLE量仪
首检记录
首件
首检
调整中心架/标识隔离
操作者
调胎工
专检记录
1支/次
每班2次
专检
6
主轴轴颈尺寸
◐
φ98±0。013
热状态测量按(φ98)
※
互检小头法兰孔
无漏工序
目测
互检不记录
100%
连续
互检
通知检查员上道工序操作者
操作者
检查员
1
4主档距
◐
43
塞规
首检记录
首件
首检
调整砂轮修整参数/标识隔离/当班全检
操作者
检查员
调胎工
自检记录
1支
每5支
自检
巡检记录
2支/次
每班3次
巡检
PPAP控制计划 模板
Product 产品
Process 过程
Specia lchar. Class 特殊特 性分类
Sample 样本 Product/Process Specification/Tolerance 产品/过程 规格/公差 Evaluation/ Measurement Technique评 估/测量技术 Reaction Plan (Corrective plan) 反应计划(纠正措施)
Organization/Plant Approval/Date组织/工厂批准日期:
Customer Quality Approval/Date(If Req’d)顾客质量批准/日期(如需要):
Organization Code Other Approval/Date(If Req‘d)其他批准/日期(如需要): 组织代码: Characteristics
Control Plan 控制计划 □Prototype工程样件 □Pre-launch试生产 ■ production生产
Control Plan Number控制计划编号/版本: Key Contact/Phone主要联系人/电话: Date(Orig.)日期(编制): Date(Rev):日期(修订):2018-5-29
Part Number/Latest change Level/Molding No. 零件编号/最新更改等级/模具号: Part Name/Description零件名称/描述: Organization/Plant组织/工 厂:
Core Team核心小组:
Customer Engineering Approval/Date(If Rep'd)顾客工程批准/日期(如需要):
Other Approval/Date(If Req’d)其他批准/日期(如需要): Methods方法
控制计划主题范本
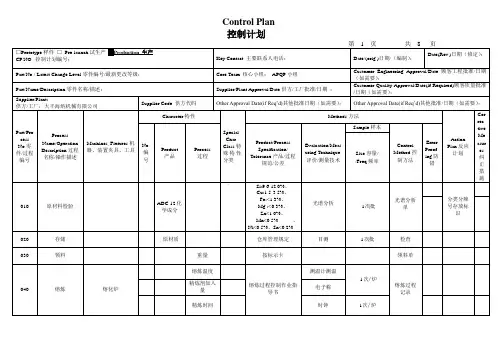
Control Plan控制计划第 1 页共8 页□Prototype样件□Pre-launch试生产□Production 生产CP NO. 控制计划编号:Key Contact 主要联系人电话:Date/(orig.)日期/(编制):Date(Rev.)日期(修定):Part No./Latest Change Level零件编号/最新更改等级:Core Team 核心小组:APQP小组Customer Engineering Approval/Date顾客工程批准/日期(如需要):Part Name/Description零件名称/描述:Supplier/Plant Approval/Date供方/工厂批准/日期:Customer Quality Approval/Date(if Required)顾客质量批准/日期(如需要):Supplier/Plant:供方/工厂:大丰海纳机械有限公司Supplier Code 供方代码Other Approval Date(if Req’d)其他批准日期(如需要):Other Approval Date(if Req’d)其他批准/日期(如需要):Part/Pro cess No.零件/过程编号ProcessName/OperationDescription过程名称/操作描述Machines, Fixtures机器、装置夹具、工具Character特性SpecialChar.Class特殊特性分类Methods方法ActionPlan反应计划Correc-tiveMeasures纠正措施No.编号Product产品Process过程Product/ProcessSpecification/Tolerance产品/过程规范/公差Evaluation/Measuring Technique.评价/测量技术Sample样本ControlMethod控制方法ErrorProof-ing防错Size容量//Freq.频率010 原材料检验ADC-12化学成分Si:9.6-12.0%、Cu:1.5-3.5%、Fe:<1.3%、Mg :<0.3%、Zn<1.0%、Mn<0.5%、Ni<0.5%、Sn<0.2%光谱分析1次/批光谱分析单分类分牌号存放标识020 存储原材质仓库管理规定目测1次/批检查030 领料重量按标示卡领料单040 熔炼熔化炉熔炼温度熔炼过程控制作业指导书测温计测温1次∕炉熔炼过程记录精炼剂加入量电子称精炼时间时钟1次∕炉Control Plan控制计划第 2 页共8 页□Prototype样件□Pre-launch试生产□Production 生产CP NO. 控制计划编号:Key Contact 主要联系人电话:Date/(orig.)日期/(编制):Date(Rev.)日期(修定):Part No./Latest Change Level零件编号/最新更改等级:Core Team 核心小组:APQP小组Customer Engineering Approval/Date顾客工程批准/日期(如需要):Part Name/Description零件名称/描述:Supplier/Plant Approval/Date供方/工厂批准/日期:Customer Quality Approval/Date(if Required)顾客质量批准/日期(如需要):Supplier/Plant:供方/工厂:大丰海纳机械有限公司Supplier Code 供方代码Other Approval Date(if Req’d)其他批准日期(如需要):Other Approval Date(if Req’d)其他批准/日期(如需要):Part/Pro cess No.零件/过程编号ProcessName/OperationDescription过程名称/操作描述Machines, Fixtures机器、装置夹具、工具Character特性SpecialChar.Class特殊特性分类Methods方法ActionPlan反应计划Correc-tiveMeasures纠正措施No.编号Product产品Process 过程Product/ProcessSpecification/ Tolerance产品/过程规范/公差Evaluation/MeasuringTechnique.评价/测量技术Sample样本ControlMethod控制方法ErrorProof-ing防错Size容量//Freq.频率040 熔炼除渣温度熔炼过程控制作业指导书测温计测温1次∕炉熔炼过程记录除渣剂加入量电子称除渣时间时钟1次∕炉050 转入转浇包前温度测温计测温调整温度060 向转料包分料辅料浇包出水温度7 测温计测温1次∕包用料记录调整温度Control Plan控制计划第 3 页共8 页□Prototype样件□Pre-launch试生产□Production 生产CP NO. 控制计划编号:Key Contact 主要联系人电话:Date/(orig.)日期/(编制):Date(Rev.)日期(修定):Part No./Latest Change Level零件编号/最新更改等级:Core Team 核心小组:APQP小组Customer Engineering Approval/Date顾客工程批准/日期(如需要):Part Name/Description零件名称/描述:Supplier/Plant Approval/Date供方/工厂批准/日期:Customer Quality Approval/Date(if Required)顾客质量批准/日期(如需要):Supplier/Plant:供方/工厂:大丰海纳机械有限公司Supplier Code 供方代码Other Approval Date(if Req’d)其他批准日期(如需要):Other Approval Date(if Req’d)其他批准/日期(如需要):Part/Pro cess No.零件/过程编号ProcessName/OperationDescription过程名称/操作描述Machines, Fixtures机器、装置夹具、工具Character特性SpecialChar.Class特殊特性分类Methods方法ActionPlan反应计划Correc-tiveMeasures纠正措施No.编号Product产品Process 过程Product/ProcessSpecification/ Tolerance产品/过程规范/公差Evaluation/MeasuringTechnique.评价/测量技术Sample样本ControlMethod控制方法ErrorProof-ing防错Size容量//Freq.频率070 精炼、除气精炼除气剂精炼剂比例熔炼过程控制作业指导书检查评估 1次∕包熔炼过程记录精炼时间铝液温度080 压铸压铸机压铸模浇注温度首末件各一次压铸生产日报表调整温度Control Plan控制计划第 4 页共8 页□Prototype样件□Pre-launch试生产□Production 生产CP NO. 控制计划编号:Key Contact 主要联系人电话:Date/(orig.)日期/(编制):Date(Rev.)日期(修定):Part No./Latest Change Level零件编号/最新更改等级:Core Team 核心小组:APQP小组Customer Engineering Approval/Date顾客工程批准/日期(如需要):Part Name/Description零件名称/描述:Supplier/Plant Approval/Date供方/工厂批准/日期:Customer Quality Approval/Date(if Required)顾客质量批准/日期(如需要):Supplier/Plant:供方/工厂:大丰海纳机械有限公司SupplierCode供方代码Other Approval Date(if Req’d)其他批准日期(如需要):Other Approval Date(if Req’d)其他批准/日期(如需要):080 压铸压铸机Character特性SpecialCharacter特殊特性分类Methods方法反应计划纠正措施No.编号Product产品Process过程Product/ Process/ Tolerance产品/过程规范/公差Evaluation/Measurement评价/测量技术Sample样本控制方法防错Size容量Freq.频率二速位置205mm首末件各一次压铸生产日报表调整二速速度6圈调整增压速度0.5圈调整打料压力14±1Mpa调整Control Plan控制计划第 5 页共8 页□Prototype样件□Pre-launch试生产□Production 生产CP NO. 控制计划编号:Key Contact 主要联系人电话:Date/(orig.)日期/(编制):Date(Rev.)日期(修定):Part No./Latest Change Level零件编号/最新更改等级:Core Team 核心小组:APQP小组Customer Engineering Approval/Date顾客工程批准/日期(如需要):Part Name/Description零件名称/描述:Supplier/Plant Approval/Date供方/工厂批准/日期:Customer Quality Approval/Date(if Required)顾客质量批准/日期(如需要):Supplier/Plant:.供方/工厂:大丰海纳机械有限公司SupplierCode供方代码Other Approval Date(if Req’d)其他批准日期(如需要):Other Approval Date(if Req’d)其他批准/日期(如需要):080 压铸压铸机Character特性SpecialCharacter特殊特性分类Methods方法反应计划纠正措施No.编号Product产品Process过程Product/ Process/ Tolerance产品/过程规范/公差Evaluation/Measurement评价/测量技术Sample样本控制方法防错Size容量Freq.频率压射时间3sec首末件各一次料柄厚度每班检测三次压铸生产日报表调整开模延时4sec 调整料柄厚度10-15mm 调整Control Plan控制计划第 6 页共8 页□Prototype样件□Pre-launch试生产□Production 生产CP NO. 控制计划编号:Key Contact 主要联系人电话:Date/(orig.)日期/(编制):Date(Rev.)日期(修定):Part No./Latest Change Level零件编号/最新更改等级:Core Team 核心小组:APQP小组Customer Engineering Approval/Date顾客工程批准/日期(如需要):Part Name/Description零件名称/描述:Supplier/Plant Approval/Date供方/工厂批准/日期:Customer Quality Approval/Date(if Required)顾客质量批准/日期(如需要):Supplier/Plant:供方/工厂:大丰海纳机械有限公司Supplier Code 供方代码Other Approval Date(if Req’d)其他批准日期(如需要):Other Approval Date(if Req’d)其他批准/日期(如需要):零件/过程编号ProcessName/OperationDescription过程名称/操作描述Machine, Fixture,机器、装置夹具、工装Character特性SpecialCharact-erClassfication特殊特性分类Methods方法Action Plan反应计划RectificationMeasure纠正措施No.编号Product产品Process过程Product/ProcessSpecification/Tolerance产品/过程规范/公差Evaluation/Measurement Technic评价/测量技术Sample样本ControlMethod控制方法ErrorProofing防错Size容量Freq.频率090 去浇口手动外观浇口处无缺肉,无渣孔,产品无变形目视100%检验台帐隔离、不合格评审0100 检验外观外观无缺陷目测100%检验台帐隔离、不合格评审0110 清理锉刀外观工件表面无毛刺目视/封样100%检验台帐隔离、返修Control Plan控制计划第7 页共8 页□Prototype样件□Pre-launch试生产□Production 生产CP NO. 控制计划编号:Key Contact 主要联系人电话:Date/(orig.)日期/(编制):Date(Rev.)日期(修定):Part No./Latest Change Level零件编号/最新更改等级:Core Team 核心小组:APQP小组Customer Engineering Approval/Date顾客工程批准/日期(如需要):Part Name/Description零件名称/描述:Supplier/Plant Approval/Date供方/工厂批准/日期:Customer Quality Approval/Date(if Required)顾客质量批准/日期(如需要):Supplier/Plant:供方/工厂:大丰海纳机械有限公司Supplier Code 供方代码Other Approval Date(if Req’d)其他批准日期(如需要):Other Approval Date(if Req’d)其他批准/日期(如需要):零件/过程编号ProcessName/OperationDescription过程名称/操作描述Machine, Fixture,机器、装置夹具、工装Character特性SpecialCharact-erClassfication特殊特性分类Methods方法Action Plan反应计划RectificationMeasure纠正措施No.编号Product产品Process过程Product/ProcessSpecification/Tolerance产品/过程规范/公差Evaluation/Measurement Technic评价/测量技术Sample样本ControlMethod控制方法ErrorProofing防错Size容量Freq.频率0120 抛丸抛丸机时间5-6分钟抛丸机1次/批工艺参数记录覆盖率100%目视100%检验台帐重新补抛产品码放高度产品高度控制在1.6m以下目视100%Control Plan控制计划第8 页共8 页□Prototype样件□Pre-launch试生产□Production 生产CP NO. 控制计划编号:Key Contact 主要联系人电话:Date/(orig.)日期/(编制):Date(Rev.)日期(修定):Part No./Latest Change Level零件编号/最新更改等级:Core Team 核心小组:APQP小组Customer Engineering Approval/Date顾客工程批准/日期(如需要):Part Name/Description零件名称/描述:Supplier/Plant Approval/Date供方/工厂批准/日期:Customer Quality Approval/Date(if Required)顾客质量批准/日期(如需要):Supplier/Plant:供方/工厂:大丰海纳机械有限公司Supplier Code 供方代码Other Approval Date(if Req’d)其他批准日期(如需要):Other Approval Date(if Req’d)其他批准/日期(如需要):Part/ Process No.零件/过程编号ProcessNo./Operationdiscribtion过程名称/操作描述Machine, Fixture机器、装置夹具、工装Character特性SpecialCharacterClassifica-tion特殊特性分类Method方法反应计划纠正措施No.编号Product产品Process过程Product/Process/Tolerance产品/过程规范/公差Evaluation/Measurement Technic评价/测量技术Sample样本ControlMethod控制方法ErrorProof-ing防错Size容量Freq.频率0130 检验外观外观无缺陷目测100%检验台帐隔离、不合格评审0140包装包装要求包装工艺要求目视100%检验台帐0150 入库贮存堆放要求堆放整齐目视100%。
原材料质量控制计划样本
原材料质量控制计划样本介绍本文档旨在提供一份原材料质量控制计划的样本,以确保您的生产过程中使用的原材料符合质量标准。
本计划将帮助您制定和执行有效的控制措施,以确保原材料的质量稳定性和一致性。
质量标准在开始制定原材料质量控制计划之前,您需要明确原材料的质量标准。
这些标准应基于产品的要求和相关法规要求,并包括以下方面:- 物理性质:如颜色、形状、尺寸等。
- 化学性质:如成分、纯度、酸碱度等。
- 可行性:如原材料的可供性和适用性。
- 安全性:如不含有害物质或符合相关安全标准。
- 其他特定要求:根据您产品的特殊需要。
供应商评估为了确保原材料的质量可靠性,您应制定供应商评估程序。
这将帮助您选择合适的供应商,并确保他们符合您的质量标准。
供应商评估过程应包括以下步骤:1. 收集供应商信息,如注册证书、业绩记录等。
2. 进行现场审核,确保供应商的生产设施符合卫生和安全要求。
3. 对供应商的质量管理体系进行评估,包括原材料的批次追溯等。
4. 对供应商进行定期评估和监督。
检验和测试为了确保原材料的质量,您应建立检验和测试程序。
这些程序将帮助您验证原材料的质量指标是否符合标准要求。
您可以根据原材料的特性选择适当的检验和测试方法,例如:- 外观检查:检查颜色、形状、尺寸和外观缺陷等。
- 成分分析:使用化学分析方法确定原材料的成分。
- 物理性质测试:如密度、硬度、强度等的测试。
- 安全性测试:如对有害物质的测试。
- 其他特定测试:根据产品要求定制的特定测试。
抽样计划为了确保抽样的代表性,您需要建立抽样计划。
抽样计划应明确以下方面:- 抽样方法:如随机抽样、定量抽样等。
- 抽样频率:根据生产批次的大小和原材料的稳定性确定抽样频率。
- 抽样数量:根据统计学方法确定合适的抽样数量。
- 抽样地点:确保在生产过程中不同阶段或不同供应商处进行抽样。
纠正措施如果发现原材料的质量不符合要求,您应采取纠正措施以解决问题。
纠正措施可以包括以下步骤:1. 停止使用有问题的原材料。
控制计划 模板
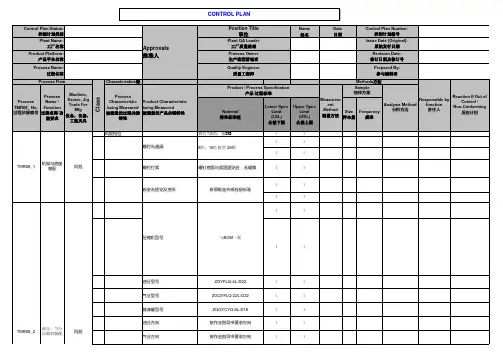
Plant Name: 工厂名称
Product Platform: 产品平台名称
Process Name: 过程名称
Process Flow
Process Machine,
Process TMR08_ No. 过程步骤编号
Name / Function 过程名称/功
Quality Engineer 质量工程师
Prepared By: 参与编制者
Product / Process Specification 产品/过程标准
Nominal 特性标准值
Lower Spec Limit (LSL)
公差下限
Upper Spec Limit (USL)
公差上限
Methods方法
/
与操作指导
/
文件相符
/
/ 尽量区分强弱电 扎线美观、松紧合适、避免刮线
/
30Pa / / / / /
/
/ / / /
/
手工螺丝刀复拧不超过半圈
/
/
听电动枪扭矩到位声
日常点检 保养记录合格 日常点检 保养记录合格 符合钎焊外观检验标准 R410a
10KG(设备显示)
/
/
/ / / 10.99
/
/
/ / / 10.01
0.8
1.2
/
/
设备状态良好
密封性良好 风批档位
风批档位
回收真空度合格
螺钉无遗漏 螺钉打紧 钣金无括花及变形
螺钉无遗漏 螺钉打紧 钣金无刮花及变形
预抽真空度合格
设备状态良好
抽空时间满足要求
日常点检 保养记录合格
控制计划(CP)模板及例子
1 1 1 1
5件/批
Spot check Spot check Spot check Spot check
34
2×R16±0.5 25±0.5
5件/批 5件/批
35
36
26.2±0.5
5件/批
37
2×40°±2°
1 1
5件/批
Spot check Spot check
有无气孔、塌边
5件/批
Page 3of 4
Product/Process Specification/Tolerance Evalua. /Meas. Technique
Date(Orig.) 编制日期 : Date(rev.) 修改日期 Customer Engineering Approval /Date (If Req’d) 顾客工程批准/日期(如需要) Customer Quality Approval/Date (If Req’d) 顾客质量批准/日期(如需要) Other Approval/Date (If Req’d) 其它批准/日期 (如需要) Methods方法 Data Recording Method 数据记录方法 Data record sheet 检验记录表 Sample样本 Size 容量 Freq 频次 5件/批 Control Method 控制方法 Reaction Plan 反应计划
Process 特殊特性 分类 工艺
产品/工艺规范/公差 35.4
评价/测量技术 Vernier caliper 游标卡尺
2 26 21 6
1 1 1 1 1 1 1 1 1 1 1 1
Spot check Spot check Spot check Spot check Spot check Spot check Spot check Spot check Spot check Spot check Spot check Spot check There is a failure, double check, and then found unsatisfa ctory, batch returns
质量控制计划样本
质量控制计划样本质量控制计划样本一、引言在现代竞争激烈的商业环境中,为了确保产品或服务的质量,企业需要制定详细的质量控制计划。
质量控制计划是一个组织在产品或服务的整个生命周期中采取的控制措施和管理方法的详细描述。
本文将介绍一份质量控制计划样本,以帮助企业了解如何制定自己的质量控制计划。
二、质量目标和标准1. 质量目标在质量控制计划中,明确定义质量目标是至关重要的。
质量目标应该明确、可衡量,并与企业的整体战略目标相一致。
目标可以是提高产品的质量水平,提高客户满意度等。
2. 质量标准质量标准是对产品或服务所需达到的质量水平的详细描述。
通过设定明确的质量标准,可以帮助企业确保产品或服务的一致性和合规性。
标准可以包括产品的尺寸、外观、性能等方面的要求。
三、质量控制流程1. 质量控制计划在质量控制计划中,应该详细描述质量控制活动的流程和方法。
这包括从原材料采购到产品交付的整个生命周期中所采取的控制措施和检验标准。
2. 质量检验方法质量检验是质量控制的核心环节之一。
质量控制计划样本中应该描述质量检验的具体方法和标准。
方法可以包括抽样检验、全面检验、外观检查、物理测试等。
3. 预防控制措施除了质量检验外,还应该制定预防控制措施,以降低产品或服务出现质量问题的风险。
这包括制定质量培训计划、建立质量意识和责任制度等。
四、质量风险管理1. 识别质量风险在质量控制计划中,应该明确识别可能导致产品或服务质量问题的风险因素。
这些风险因素可能包括供应链问题、人为因素、技术问题等。
2. 风险评估和控制对于识别出的质量风险,需要进行风险评估,并采取相应的控制措施来降低风险的发生概率和影响程度。
这可以包括制定备选计划、建立纠正措施等。
五、质量改进计划1. 监控和度量在质量控制计划中,需要制定监控和度量方法,以跟踪产品或服务的质量表现。
通过收集和分析数据,可以及时发现质量问题,并采取相应的改进措施。
2. 持续改进质量控制计划应该强调持续改进的重要性。
控制计划模板(2024年新版)
组织/工厂
组织代码
其他批准/日期(如要求)
零件/过程编号
过程名称/操作说明
制造用机器/设备/ 夹具/工装
编号
特性 产品
过程
特殊特 性分类 产品/过程/规范/公差
方法
评价/测量技术
抽样 样本量 频次
控制方法
页数 页码
反应计划
措施
责任人
控制计划
控制计划类型
控制计划编号 零件编号/最新 变更等级: 零件名称/描述
□原型样件
□试生产
□生产
□安全投产
关键联
系人/电
组织/工厂批准/日期
(如果试生产或生产控制计划中包含安全投产,请选中这两个框)
其它批准/日期(如要求)
日(初始) 日期(修订) 顾客工程批准/日期(如要求) 顾客质量批准/日期(如要求)
控制计划英文样本
record
评估生产的产品 并根据不合格品 控制程序处理 Review previous product, dispose product as per control of no conformance product procedure
Prototype
Pre-Launch
Production
标识试棒并保 存Label test bars and reserver
重新压铸试棒 Die cast test bars again
压铸试棒机械 性能 Mechanical property for die cast test bars
屈服强度:
160minMPa,
抗拉强
度:325minMPa, 拉伸试验机
杂质/表面腐蚀 Impurity /appearance cauterization
压铸试棒 Die casting testing bars
来料检验记录/
供应商检验报 停止使用并根据
Si:7.5-9.5;
1个样块
告/保持试样 不合格品控制程
Fe:1.3max; Cu:3.0-
(检测3
Incoming
中国天津 Tianjin, China
Prototype
Pre-Launch
Production
零件过程 号PART/
过程名/操作描述
PROCES PROCESS NAME
S
/ OPERATION
DESCRIPTION NUMBER
特性CHARACTERISTICS
用于加工的机
器,装置, 检具,工装
零件过程 号PART/
过程名/操作描述
PROCES PROCESS NAME
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
□样件□试产■生产控制计划编号:主要联系人/电话日期(编制)
2005年3月25日
日期(修订)
零件编号/最新更改等级核心小组成员顾客工程批准/日期(如需要)
零件名称/描述
CL11编带系列产品
供方/工厂批准/日期
供方/工厂供方代码其它批准/日期(如需要)其它批准/日期(如需要)
零件过程编号过程名称
操作描述
机器、装置
夹具、工装
特征特殊
特征
分类
方法
反应计划编
号
产品
过
程
产品/过程、规范/公差
评价测
量技术
样本
控制方法
容量频率
1-1卷取物料
检验
酒精灯
烧杯
烤箱
1.铝箔外观、规格REF WI及进料
检验品质标准
CP线锡层厚度10um<h<
15um
烤箱温度110±5℃时间2H
外观:目测
厚度:光学计测量
宽度、内径:卡尺测量
外径:直尺测量
重量:天秤
REF进料
检验品质
标准和抽
样计划与
GB2828-87
每批
IQC进料检
查报告
汇报主管/
品质异常
处理单
2.薄膜
3.CP线
1-2卷取卷取机卷成电容
素子
☆
素子外观REF WI及素子外观
不良看板
容量依试作、耐压2.5倍
依试作设定绕取机参数
外观:目测
电性:容量测试仪
耐压测试仪
5PCS每班
卷绕工序
首件记录
通知班长/
品质异常
处理单
10PCS4H
卷绕工序
检验记录
2-1素子编带
来料检验
N/A美纹胶袋REF WI及进料检验品质标准手感/试作
REF进料检
验品质标准
和抽样计划
每批
IQC进料检
查报告
汇报主管/
品质异常
处理单
2-2素子编带素编机排
列夹具
将素子排
列在电木
条上
REF作业指导书和机台操业
说明书
目测>200PCS每批员工自检汇报班长
3热压热压机压紧编好
带的素子
☆
REF WI容量依试验控制,
热压机时间和温度参照参照
表设定
温度计/LCR2615>20PCS每批
热压IPQC
检验记录
汇报班长/
品质异常
处理单
□样件□试产■生产控制计划编号:主要联系人/电话日期(编制)
2005年3月25日
日期(修订)
零件编号/最新更改等级核心小组成员顾客工程批准/日期(如需要)
零件名称/描述
CL11编带系列产品
供方/工厂批准/日期
供方/工厂供方代码其它批准/日期(如需要)其它批准/日期(如需要)
零件过程编号过程名称
操作描述
机器、装置
夹具、工装
特征特殊
特征
分类
方法
反应计划编
号
产品
过
程
产品/过程、规范/公差
评价测
量技术
样本
控制方法
容量频率
4涂硅涂硅机热压好的
产品涂硅
REF:WI不可把硅油涂到产
品上,硅油需涂到位,,调整涂
硅车轮使硅油到位
目测/试作>20PCS每批员工自检汇报班长
5放筐铁框将涂好硅
的产品排
列入筐架
REF:WI把挨得太近的产品
分开,防止连体
目测全数每批员工自检返工
6-1内包封料
检验
N/A内包封料
REF WI及进料检验品质标准
颜色、包装、重量、日期
目测/试作
进料检验
标准和抽
样计划
每批
IQC进料检
验报告
汇报主管/
品质异常
处理单
6-2内包封包封机
真空机
天平
涂硅后排
列好的产
品内涂
REF WI及操作说明书
内涂到位,不可涂得太深,上
杆,注意机器上升下降速度和
高度,真空度0.08时间20秒
目测>200PCS每批员工自检汇报班长
7烘烤烤箱内封好的
产品进行
烘烤
REF作业指导书和机台操业
说明书、产品要烘干,温度
120±5℃时间2H
温度器/计时器>20PCS每批员工自检汇报班长
8-1外包封料
检验
N/A内包封料
REF WI及进料检验品质标准
颜色、包装、重量、日期
目测/试作
进料检验
标准和抽
样计划
每批
IQC进料检
验报告
汇报主管/
品质异常
处理单
控制计划
□样件□试产■生产控制计划编号:主要联系人/电话日期(编制)
2005年3月25日
日期(修订)
零件编号/最新更改等级核心小组成员顾客工程批准/日期(如需要)
零件名称/描述
CL11编带系列产品
供方/工厂批准/日期
供方/工厂供方代码其它批准/日期(如需要)其它批准/日期(如需要)
零件过程编号过程名称
操作描述
机器、装置
夹具、工装
特征特殊
特征
分类
方法
反应计划编
号
产品
过
程
产品/过程、规范/公差
评价测
量技术
样本
控制方法
容量频率
8-2外包封包封机
真空机
天平
内封后烘
烤好的产
品外封
REF WI及操作说明书
注意针孔、露白、脚漆
注意真空度,保持真空20秒
外观:目测
真空表,时间计电器
>10PCS每批员工自检汇报班长
9烘烤烤箱外封好的
产品进行
烘烤
REF作业指导书和机台操业
说明书、产品要烘干,温度
110±5℃时间2H
温度计/计时器
外观:目测
>20PCS每批员工自检汇报班长
10打印
打印机
紫外线光
照机
树脂干后
表面打印
REF作业指导书和机台操
业说明书,字迹清楚,完整
字油必须烘干
目测>20PCS每批
外观工序
检验记录/
P图
汇报班长/
品质异常
处理单
11分离分离机将产品与
电木板分
开成单个
产品
REF作业指导书和机台操业
说明书,注意混料和拉伤产品
目测>20PCS每批员工自检汇报班长
12测试检测机产品电性
测试
REF WI和机台操业说明书
注意机器点检,夹具检查
检测机分选全数每批员工自检汇报班长
第3页共4页
表号:PD23-07
xx电子有限公司
控制计划
第4页共4页
xx 电子有限公司。