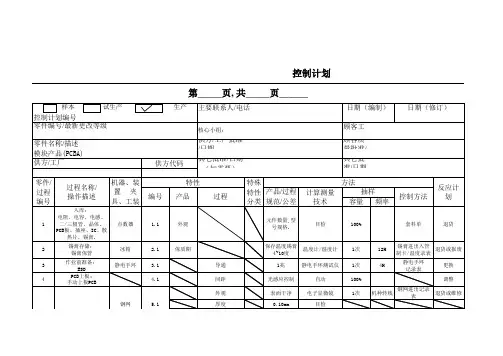
SMT控制计划
SMT控制计划
连续 每515PCS
1次
机种转线 温度曲线标准 12H 图
调整
100% 1次 100%
机种转线
2H
检查日报表 点检
报告IPQC或 班长 调整 调整
12
13 14
电烙铁,锡线 (SR-34LFM),镊子, 手套,静电环 分板机 PCB360 吸塑盒/防静 电包装箱
12.1
烙铁温度控制
送QC目检
100%
锡膏进出入管 退货或报废 制卡/温度录表 静电手环 记录表 更换 调整
机种转线
钢网进出记录 表
退货或维修
钢网
5.1
厚度
5
印锡工程: PCB板印刷
钢网
5.1 寿命 10万次/张力 低于30N 40-70MM/S 0.5-1MM/S 目检 印刷程序控制 印刷程序控制 1次 1次 1次 100% 1次 100% 1次 1次 1次 1年 转线 机种转线 4H 转拉单 日点检表
机种转线
2H 机种转线
2H 机种转线
2H
5
印锡工程: PCB板印刷 印刷机 (MPM) 5.2
刮刀速度 脱模速度 脱模距离 刮刀压力 钢网清洁
点检 点检 点检 点检 点检 上料、换料记 录表
停线或调整 停线或调整 停线或调整 停线或调整 停线或调整 返工 调整 修改 调整
6
上料/对料: 电子元器件上料 贴片工程: 电子元器件贴装 贴片机 NXT/XP243
△
1~2.5mm 印刷程序控制 3-6KG/60N印刷程序控制 90N 每15PCS擦拭 印刷程序控制 一次 参见机种站位 目检 表 参见机器操作 自动校正 说明书 准确无误 目检 4.8气压表 6.8kgf/cm2 PEAK:235~ 245℃ TPK-60炉温测试 60~90cm/min 仪 220-220℃以 上40~70秒 不能有反向、 错件、少件、 目检 SHORT、假焊 、破损等 准确无误 炉口不可堆积 PCB 温度(350380℃) 准确无误,无 残屑 检测程序控制 目检
SMT控制计划(1)
工序编号 /Process
No. Q
32
零件/ Part
p
工序名称/ 操作描述 Process
Name /Operation Description AOI检测
机器/设备/工具 Machine/Equipment/ Tool
p
欧姆龙AOI
特性/characteristic
产品/Product
工序/Process
炉温曲线
报告,调整
机)
每班(不
1次 包括转 设备点检表/保养表 报告,调整
机)
每班(不
1次 包括转 设备点检表/保养表 报告,调整
机)
第3页
流程图/ Flow chart
p
工序32编号 /Process
No. Q
零件/ Part
p
回工操流序作名描焊称述接/ Process Name /Operation
原材料入 库储存
外包装 MSD敏感度
数量
领料
型号规格 数量
锡膏存放温度 ESD防护
存储环境 先进先出
激光打标
激光打标机
型号、批号 打标位置
检验标准书 检验标准书
目测,测量 参照检验标准书 原材料检验记录 隔离,退货
测量
参照检验标准书
检验记录
准书
试验记录
隔离,退货
UAES
流程图/ Flow chart
p
工序编号 /Process
No. Q
零件/ Part
p
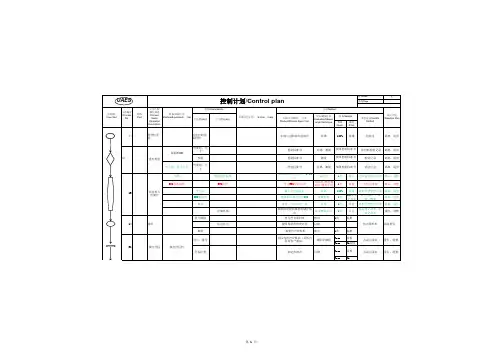
控制计划/Control plan
版本/Rev.:
1
页码/Page:
工序名称/ 操作描述 Process
Name /Operation Description
SMT质量控制计划范本
片,并在料盘上签名。
折痕数:≤500pcs时不超过
2个 折痕;≥500pcs时不超
目视
过5个折痕
一次 一包 一包
一盘
每类物料 每批 每批
每批
真空包装.干燥箱.烤箱 套料单 套料单
清点
《MSD管制办法》 SMT物料管制作业指导书 SMT物料管制作业指导书
SMT物料管制作业指导书
3 of 24
零件/ 过程 编号
1次
每批
货仓运作控制程序/物料收货管理办 法
按不合格品控制程序处理
1 of 24
零件/ 过程 编号
过程名称
生产设备
操作描述
编号
特性 产品 物料编码
过程
特殊 特性 分类
产品/过程 规范/公差 核对、与送货单一致
方 评价/测量
技术
样本 容量 频率
目视
100% 每批
法
反应计划
控制方法
货仓运作控制程序/物料收货管理办 法
《SMT干燥箱温湿度管制作业记录表
》
《SMT干燥箱温湿度管制作业记录表 》
《MSD管制办法》、 《各Model温湿度敏感器件要求指示 表》
《SMT干燥箱温湿度管制作业记录表
》
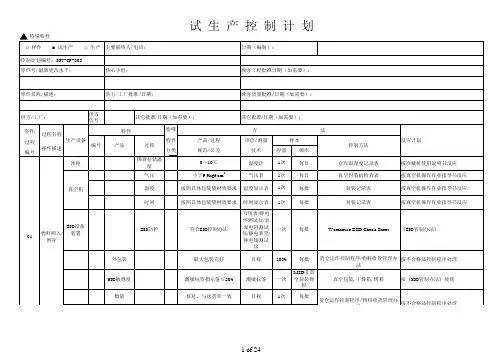
05
仓库备料 /发料
ESD设备 装置
物料数量 物料规格型
号
MSD敏感度
ESD防护
MSD敏感度
作业指导书 BOM、ECN、
单据 等文件
客户、机型、程序名唯一匹 配
目视 目视 目视 目视
目视 目视 目视 目视
样本 容量 频率
一次 一次 一次
每批 每批 每批
一次 每批
一次 一次 一个 一张
SMT控制计划模板
SMT控制计划模板SMT控制计划模板文件编号:零件号/最新更改水平:产品图号/名称:供方/工厂:零件/过程编号IQC、原材料仓、现场仓环境管理规定空调、除湿机、空气加湿器符合既定使用功能10进料检验显微镜、台灯、目视符合既定使用功能3次目视、1次显微镜进料检验报告、抽样检查作业指导书、隔离存放反馈组长处理改善温湿度管理温度:20℃~28℃,湿度:40%RH~60%RH41次目视反馈厂务处理改善过程名称/操作描述机器、装置、夹具、工装编号产品过程特性分类、产品/过程规范/公差、评价测量技术容量频率、其他批准/日期(如需要)方法、样本、控制方法、反应计划供方/工厂批准/日期、顾客工程批准/日期(如需要)、顾客质量批准/日期(如需要)核心小组、日期(编制)、日期(修订)PCB外观品名/规格、人员作业能力、符合客户检验标准、符合客户BOM,依收料单核对IQC岗位任命书、每批成绩考核次/年人员培训及资格认定考核、继续教育考核20次移动到原材料仓、30次入库、每次来料核对品名、数量、对产品材料无混料、无损伤、实物与《入库单》保持一致防错方案:MES系统核对,条码打印正确,扫码器读取核对,全数储位卡、防潮零件管制一览表、干燥柜设备日常点检表为了提高部品管理的质量,我们采取了多种措施。
首先,我们设立了隔离存放反馈组,负责处理和改善反馈问题。
其次,我们对开封材料进行防潮管制,目视全数,每次来料都要检查。
对于需要防潮的部品,我们放置在湿度小于等于10%RH的干燥柜中。
同时,我们要求每次发料/领料都要正确发放材料,依据工单,进行条码核对,确保部品数量和品名准确。
为了防止发错料,我们采取了防错方案,即系统核对材料品名和数量。
为了确保产品标示清晰可辨,我们要求人员作业能力达到一定水平,同时打标程式参数要正确。
我们还制定了物控岗位任命书,确保产品无损伤,标示文字清晰可辨,二维码可读取,内容和位置符合客户要求。
每次发料/领料都要进行条码器全数检查。
【最新推荐】smt控制计划书word版本 (13页)
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==smt控制计划书篇一:SMT控制计划( 最新 )DONGFANG ELECTRONIC SHANGHAI CO., LTD控制计划编号:CP0303003B第编制:审核:批准:DONGFANG ELECTRONIC SHANGHAI CO., LTD控制计划编号:CP0303003B第DONGFANG ELECTRONIC SHANGHAI CO., LTD控制计划控制计划编号:CP0303003B 第篇二:SMT过程控制SMT过程控制(摘自网络)摘要产品的品质决定市场,过程品质决定产品的品质。
为了防止SMT的缺陷的发生,就必须有一个良好的过程品质计划,在SMT中进行过程控制,提高产品质量已成为SMT生产中的最关键因素之一。
产品质量水平不仅是企业技术和管理水平的标志,更与企业的生存和发展休戚相关。
本文结合自己的实践和大家共同探讨SMT过程控制关键词:过程控制 SPC TPM PDCA一、什么是过程控制与SPC通常所说的过程是指将输入转化为输出的一组活动,过程是质量管理活动研究的基本单元,如化学研究的基本单元是化学元素。
研究过程的基本特征,是于识别质量管理活动中每一个过程所必须要做的工作。
过程是质量管理体系的基本要素,研究过程之间的相互联系、作用为系统管理质量活动提供了明确思路,更有利于对诸多过程进行有效地、连续性控制。
每一个过程的运行(控制)又遵守PDCA循环模式。
1、P(Plan)--计划,确定方针和目标,确定活动计划;2、D(Do)--执行,实地去做,实现计划中的内容;3、C(Check)--检查,总结执行计划的结果,注意效果,找出问题;4、A(Action)--行动,对总结检查的结果进行处理,成功的经验加以肯定并适当推广、标准化;失败的教训加以总结,以免重现,未解决的问题放到下一个PDCA循环。
SMT品质控制计划
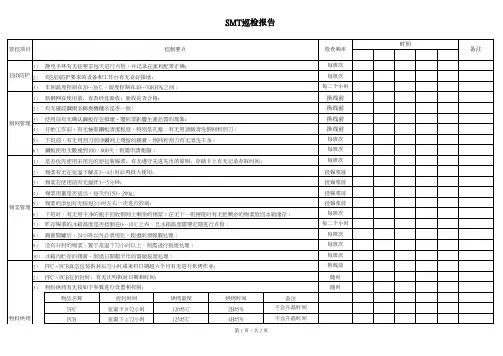
2) 锡浆有无在室温下解冻3…4小时后再投入使用;
3) 锡浆在使用前有无搅拌3…5分钟;
4) 锡浆用量是否适当,每次约150…200g;
锡浆管理 5) 锡浆的添加有无按每2小时左右一次进行控制; 6) 下班时,有无用干净的瓶子回收钢网上剩余的锡浆;在无下一班接班时有无把剩余的锡浆放回冰箱储存;
7) 贮存锡浆的冰箱温度是否控制在0…10℃之内,且冰箱温度需要定期进行点检;
3) 正常生產中的每天或每班爐溫測量必須于該生產機種投线之前進行。
换线前
1) 防潮柜必须按要求24小时通电,湿度设定在10…30RH%之间; 防潮柜 2) 每个班次有无进行点检;
每二个小时 每班次
3) 防潮柜内物料取出或放入时须要进行登记;
每二个小时
物料管制 1) 投线前物料是否有经IQC 检验; 2) 针对IQC检验标签中注明的不合格项目,是否有采取相应措施;
3) 物料烘烤有无按如下参数进行设置和控制;
物料烘烤
物品名称 FPC PCB
拆封时间 室温下≧72小时 室温下≧72小时
烘烤温度 120±5℃ 125±5℃
烘烤时间 2H±5% 4H±5%
备注 不含升温时间 不含升温时间
第 1 页,共 2 页
检查频率
每班次 每班次 每二个小时 换线前 换线前 换线前 换线前 每班次 每班次 每班次 投锡浆前 投锡浆前 投锡浆前 投锡浆前 每班次 每二个小时 每班次 每班次 每班次 换线前
8) 錫膏開罐后,24小時以內必須用完,超過則須報廢处理;
9) 没有开封的锡浆,置于常温下72小时以上,则需进行报废处理;
10) 冰箱内贮存的锡膏,制造日期超半年的需做报废处理;
1) FPC、PCB真空包装拆封后72小时或来料日期超六个月有无进行烘烤作业;
SMT控制计划(中英文)
PartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)EDS3000D (ROHS 测试仪)ROHS ▽S lead-free (无铅)ROHS inspection (进行ROHS 检测)5pcsEvery Lot (每批)ROHS report from vendor IQA ROHS test report (供应商提供的ROHS 报告 & IQA ROHS 检测报告)separate the defect Lot/inform supplierCaliper (游标卡尺)PCB Dimension (PCB 的尺寸)▽Key dimension (关键尺寸):1.1.651+/-0.100mm2. 1.778+/-0.100mm3. 3.175+/-0.100mm4.0.508+/-0.050mmMeasurement Visual Inspection CPK Report fromVendor(查看供应商提供的CPK 报告)5pcsEvery Lot (每批)IQA test dataInspection criteria status CPK Report from Vendor (IQA 检测报告 & 供应商提供的CPK 报告)separate the defect Lot/inform supplierPCB material (PCB 的材质)FR-4-86material report fromvendor(查看供应提供的材质报告)onceEvery Lot (每批) PCB material report (PCB 材质报告)separate the defect Lot/inform supplierAppearance (PCB 的外观)According to IPC-A-610E inspection standard(根据IPC-A-610E 检验标准)Visual Inspection (目视检验)5pcsEvery Lot (每批)IQA inspection report (IQA 检测报告)separate the defect Lot/inform SQE disposal PCB Validity (PCB 的有效期)one year (一年)Visual Inspection (目视检验)100%Every Lot (每批)IQA inspection report (IQA 检测报告)separate the defect Lot/inform SQE disposal Appearance (外观)Visual Inspection (目视检验)5pcsEvery Lot (每批)IQA inspection report (IQA 检测报告)separate the defect Lot/inform SQE disposal Caliper (游标卡尺) Dimension (尺寸)Caliper (游标卡尺)5pcsEvery Lot (每批)IQA inspection report (IQA 检测报告)separate the defect Lot/inform SQE disposal LCR meter (LCR 测试仪)Characteristic Value (特性值)LCR meter (LCR 测试仪)5pcsEvery Lot (每批)IQA inspection report (IQA 检测报告)separate the defect Lot/inform SQE disposalCaliper (游标卡尺)Dimension (尺寸)Key dimension(关键尺寸,参考CER ):1. 21.1+/-0.2mm2. 8.0+/-0.2mm Caliper (游标卡尺)5pcsEvery Lot (每批)IQA inspection report (IQA 检测报告)separate the defect Lot/inform SQE disposalAppearance (外观)According to IQA inspectionstandard根据IQA 的来料检验标准Visual Inspection (目视检验)5pcsEvery Lot (每批)IQA inspection report (IQA 检测报告)separate the defect Lot/inform SQE disposalStep 1Incoming Inspection (来料检验)Connector (连接器)PCB materials (PCB 物料)Electron material(Resistance ,Capacitance,Inductance ) (电子物料:电阻,电容,电感)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)1.According to IQA inspection standard2.Supplier must provide COC to us by lot to make sure the autority channel.1.根据IQA 的来料检验标准2. 供应商必须提供COC 文件给到Ryder ,保证正规的供货渠道PartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)aph(温湿度计)(存储)(环境监督)PartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)PartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)vacuum (存储)Loading (上板架)PartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)PartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)requirement(印刷BOT 面,Line2)PartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)Step 6Print(BOT)Line2PartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)面,Line4)PartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)Step8Print(TOP)Line4(印刷TOPPartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)reflow (回流炉之前检验)PartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)Step 11before reflowPartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)PartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)PartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)PartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)。
SMT制程控制计划Control Plan
目测
全检 100% 作业员
/
目视操作指引
返工
全自动印刷 机GD450 3 印刷参数设置
1.刮刀压力6±1kg; 2.印刷速度:50± 10mm/s; 3.脱模速度:0.6±
目测
1.产品首件确
全检/首 件/巡检
100%/(开 线前)/(2
次/班)
作业员 /IPQC
认记录表 2.SMT IPQC巡 检记录表
版本:A/0
流程号
制程名称 /作业描述
设备/治工具 名称
编号
特性
1
PCB
1 来料检验
2
锡膏
2 电子器件
1 物料准备
特殊
特性 等級
控制内容
1.标签字迹清晰可
评估/测量手法
见,标签参数和采购
清单参数一致,需确
认以下的光电参数:
光通量(亮度)、色 坐标(色区域、色
目测
温)、电压、显色指
数;
2.铝箔静电袋密封性
查和保养
检验规范
返工
炉温设定参考
值
调整设备参数
温度参考表
检验规范
返工
客户图纸
返工
AOI检测作业指 导书
返修
零件 过程编号
制程名称 /作业描述
设备/治工具 名称
编号
Control Plan / 控制计划
文件编号:
特性
特殊 特性 等級
控制内容
方法
评估/测量手法
抽样方 式
抽样频率 责任人
输出记录
页次: 3
800II)
1 焊接质量
2 光源贴片质量
7
AOI检测 AOI检测机 3 发光效果
SMT控制计划书范本
SMT控制计划书范本1. 引言在SMT(表面贴装技术)制造过程中,控制计划书是非常重要的文件。
该文档描述了SMT制造过程中的控制计划,包括材料、设备、人员和质量控制等方面的细节。
本文档提供了一个SMT控制计划书的范本,旨在帮助项目团队制定和执行SMT制造过程中的控制计划。
2. 目标本SMT控制计划旨在确保SMT制造过程的质量和效率,以满足客户的要求和产品规格。
通过实施本控制计划,我们将能够:•提高SMT制造过程的可控性和稳定性;•减少制造过程中的变异性;•最大限度地减少缺陷和不良品;•提高生产效率和产品质量。
3. 范围本控制计划适用于SMT制造过程中的各个环节,包括但不限于:•材料采购和管理;•设备选择和维护;•人员培训和管理;•工艺流程控制;•质量控制和检验;•数据分析和持续改进。
4. 材料管理4.1 材料采购•确定合适的供应商并与其建立长期合作关系;•与供应商一起确定材料的规格和要求;•确保及时采购所需的材料,以确保生产计划的顺利进行。
4.2 材料接收检验•对收到的材料进行外观检查和功能测试;•根据规格书要求,检查材料的尺寸、颜色和标识等;•对不合格的材料进行返工或退货,并记录相关数据。
4.3 材料存储和保管•根据材料的特性,确定合适的存储条件,如温度、湿度和防尘等;•使用合适的存储设备和容器,确保材料的安全和完整性;•定期检查和维护存储设备,确保其正常运行。
5. 设备管理5.1 设备选择•根据生产需求和产品特性,选择适合的SMT设备;•考虑设备的性能、精度和可靠性等因素;•与设备供应商沟通并测试设备性能,确保其满足要求。
5.2 设备维护•制定设备维护计划,并定期检查和保养设备;•确保设备正常运行,并及时修复和更换损坏的部件;•记录设备维护情况和维修历史。
5.3 设备校准•对设备进行定期校准,以确保其能够准确地进行生产和测试;•根据制造商提供的指导,进行设备校准;•记录校准过程和结果,以备查验。
SMT物料管控方案
SMT物料管控方案一、背景介绍SMT(Surface Mount Technology,表面贴装技术)是一种常用于电子产品制造的技术,它通过将电子元器件直接粘贴在PCB(Printed Circuit Board,印刷电路板)上,实现电路连接和元器件固定。
在SMT 生产过程中,物料的管理和控制是非常重要的,它直接影响到产品质量和生产效率。
二、物料管控方案的目标1.确保物料的准备充分、准确和及时,以满足生产需求。
2.管控物料的存放和调配,避免混乱和丢失。
3.监控物料的使用情况,减少浪费和损耗。
4.提高生产效率,降低生产成本。
三、物料管控方案的具体措施1.物料准备:(1)建立物料清单:针对每个产品,制定详细的物料清单,包括物料名称、型号、规格、数量等信息,以便统一管理和准备。
(2)建立物料供应商清单:与供应商建立良好的合作关系,及时了解供应情况,并定期更新供应商清单。
(3)制定物料采购计划:根据生产计划和物料清单,制定物料采购计划,确保物料的准备充分和及时。
2.物料存放和调配:(1)建立物料库存管理制度:建立物料库存管理制度,包括物料存放位置、存储条件、存放期限等规定,以确保物料的安全和有效管理。
(3)实行先进先出原则:对于相同类别的物料,采用先进先出原则,先使用较早进货的物料,以免过期或降低质量。
3.物料使用监控:(1)建立物料使用登记系统:要求每个生产工序负责人在物料使用时进行登记,包括物料名称、数量、使用日期等信息,并及时更新系统。
(2)定期盘点:对物料进行定期盘点,确保物料数量和登记数量一致,及时排查物料丢失和损耗问题。
(3)物料报废管理:对于损坏或过期的物料,及时进行报废处理,并记录相关信息,以便追溯和分析。
四、物料管控方案的实施与监督1.实施阶段:(1)明确责任:明确物料管控的责任人和各个角色的职责,确保每个环节有人负责,避免盲区和责任模糊。
(2)培训和宣传:对物料管控方案进行培训和宣传,让每个员工充分了解该方案的重要性和操作流程,提高员工的意识和积极性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
流程图/ Flow chart p 工序编号 /Process No. Q 零件/ Part p 工序名称/ 操作描述 Process Name /Operation Description 机器/设备/工具 Machine/Equipment/ Tool p
控制计划/Control plan
清洁方式
根据产品要求,按照作业指 导书执行
显示屏
1次
设备点检记录表
报告,调整
ESD设备装置 外观 KOH YOUNG锡膏测厚仪
ESD防护
符合ESD控制方法 锡膏印刷均匀,无少锡,漏 锡
万用表/静电测 试仪/ 锡膏测厚仪
1次
点检记录表 首巡记录表 工艺员根据成品要 求设定
报告,调整 返工,确认
22
锡膏检测
报告,调整
钢网张力计
1次
每班
钢网验收记录表
报告,调整
厚度
厚度测试仪
1次
每PCS
钢网验收记录表
报告,调整
钢网状态
孔壁
光滑
100倍放大镜
1次
每PCS
钢网验收记录表
报告,调整
孔径
符合钢网开孔设计表格
100倍放大镜
1次
每PCS
钢网验收记录表
报告,调整
印刷次数
<10万次
目视
每张
每次
印刷次数记录表
报告,调整
材质
程序设定
优化编程,控制误报率
目测
1次
每批
报告,调整
作业指导书
齐全
目测
1次
每班
设备点检表/保养表 报告,调整
系统气压
0.49-0.54MPA
气压表
1次
每班
设备点检表/保养表 报告,调整
吸嘴状态 松下贴片机CM602 贴片元器 件贴装 程序设定
吸嘴装置正确 优化编程,保证机器内:程 序与内容 匹配的唯一性 不造成短路、不影响外观
设备点检记录表
报告,调整
气压
气压表
1次
每班
设备点检记录表
报告,调整
刮刀速度
显示屏
1次
每班
设备点检记录表/保 报告,调整 养表 设备点检记录表/保 报告,调整 养表 设备点检记录表/保 报告,调整 养表
刮刀压力 印刷机SP18-L 脱模速度
显示屏
1次
每班
显示屏
1次
每班 每3-5块 干擦/真 空,15 块湿擦 每班 抽检
零件/ Part p
工序名称/ 操作描述 Process Name /Operation Description
特性/characteristic 机器/设备/工具 Machine/Equipment/ Tool p 特殊特性分类/ 产品/Product 工序/Process S.Char. Class
方法/Method 评估/测量技术 Evaluation/Measur ement technique 样本/Sample 数量 /Quan. 频次 /Freq. 反应计划 /Reaction Plan
产品/工序规范/ 公差 Product/Process Speci.Tole.
控制方法/Control Method
报告,调整
PCBA在轨道上运行顺畅
目测
1次
报告,调整
≤1mm
塞规
1次
报告,调整
≥1/4(油瓶容量) 炉温的各曲线之间相差≤5 ℃ 平稳、无串动、跳动、无 异 常、噪声 正常转动、无异常噪音
目测
1次
每班
设备点检表/保养表 报告,调整
炉温测试仪
1次
32
回流焊接
Heller回流炉
链条\网带运行状况
目测
1次
产品/工序规范/ 公差 Product/Process Speci.Tole.
控制方法/Control Method
21
锡膏搅拌/ 回温
锡膏搅拌机/回温设备
外观
无损伤,搅拌时间:3-5分钟 。回温时间:4小时以上 钢网张力 钢网张力合适(35N-50N) 钢网记录表 根据产品要求
计时器
1次
每瓶
回温记录表
打标内容符合要求(具体内 二维码扫描枪 容等客户通知)
21
激光打标
激光打标机 打标位置 制定范围内 目测
第 1 页
流程图/ Flow chart p
工序编号 /Process No. Q
零件/ Part p
工序名称/ 操作描述 Process Name /Operation Description
不锈钢
目视
1次
每班
刮刀验收记录表
报告,调整
刮刀状态 锡膏印刷
角度
45°- 60° 刮刀保持清洁,刮刀片无磨 损,缺口 0.49-0.54MPA 根据产品要求,按照作业指 导书执行 根据产品要求,按照作业指 导书执行 根据产品要求,按照作业指 导书执行
直视
1次
每班
刮刀验收记录表
报告,调整
外观
目测
1次
每班
目测 目测
1次
每班
设备点检表/保养表 报告,调整
1次
每班
设备点检表/保养表 报告,调整
检验员技能
检验员有上岗证
目测
1次
每批
员工培训记录表
报告,调整
贴片效果检 查
100%对照样件
目测
1次
每批
检测记录表
报告,调整
第 2 页
32
贴片首 件,抽检 检测
接驳台,放大镜
流程图/ Flow chart p
工序编号 /Process No. Q
Process Name /Operation Description
工序名称/
Heller回流炉
机器/设备/工具 Machine/Equipment/ Tool p
特性/characteristic 特殊特性分类/ 产品/Product 工序/Process S.Char. Class
方法/Method 评估/测量技术 Evaluation/Measur ement technique 样本/Sample 数量 /Quan. 频次 /Freq. 反应计划 /Reaction Plan
BOM、ECN、单据等文 件
32
齐全
目测
1次
每批
对所取的文件实行 两人确认
报告,调整
贴片首 件,抽检 检测
接驳台,放大镜
首件(检查) 正确性 持板方式 手工贴装 补料清单 正确性 外观 炉温控制软件运行和 温区发热状况 轨道宽度 入口\出口轨道宽度 差异 炉前油瓶润 滑油余 量 PCBA板面受热差异程 度
目测
100%
每批
验收单
隔离,退货
检验标准书 检验标准书 检验标准书 按照原材料管理办法(0-10 ℃ 符合ESD控制方法 最大外包装完好 潮敏标签指示值≤20% 核对,与送料单一致 按照摇窗控制器材料储存规 范 型号符合领料单 先进先出 按照原材料管理办法 数量符合领料单
目测,测量 测量 目测,测量 温度计 万用表/静电测 试仪/静电手环 目测 潮敏标签 目视 温湿度显示计 核对 目测 清点
特性/characteristic 特殊特性分类/ 产品/Product 工序/Process S.Char. Class 方法/Method 评估/测量技术 Evaluation/Measur ement technique 样本/Sample 数量 /Quan. 频次 /Freq. 产品/工序规范/ 公差 Product/Process Speci.Tole.
工序编号 /Process No. Q
零件/ Part p
工序名称/ 操作描述 Process Name /Operation Description
特性/characteristic 机器/设备/工具 Machine/Equipment/ Tool p 特殊特性分类/ 产品/Product 工序/Process S.Char. Class
方法/Method 评估/测量技术 Evaluation/Measur ement technique 样本/Sample 数量 /Quan. 频次 /Freq. 反应计划 /Reaction Plan
及时、正确
目测 目测
1次
每批
首检后,实行两人确 报告,调整 认 检查贴片效果时,须 报告,调整 手持PCBA板边 全检记录表 报告,返工
不摸料/摸锡膏
1次
每片
良好贴装元件
目测
100%
每pcs
无缺件,贴反,贴歪现象
目测
100%
每pcs
全检记录表
报告,返工
温区发热正常
炉温测试仪
1次
每批/每 炉温曲线无异常折 班 线 每班(不 宽度>PCBA宽度约 包括转 1.0mm~1.2mm 机) 每周 差异≤1mm
方法/Method 评估/测量技术 Evaluation/Measur ement technique 样本/Sample 数量 /Quan. 频次 /Freq. 反应计划 /Reaction Plan
产品/工序规范/ 公差 Product/Process Speci.Tole.
控制方法/Control Method
参照检验标准书 参照检验标准书 参照检验标准书 1次 1次 100% 1次 1次 1次 1次 每日 每批 每批
原材料检验记录 检验记录 试验记录 仓库温湿度记录表 点检记录表 物料收货管理办法
隔离,退货 隔离,退货 隔离,退货 确认,调整 确认,调整 隔离,退货 隔离,退货 隔离,退货 报告,调整