控制计划(模板)资料
控制计划模板
控制计划模板控制计划是指在项目实施过程中,为了保证项目顺利进行以及达到既定的目标,需要对项目的进展情况进行监控和调整。
控制计划模板是制定控制计划的重要工具,它能够帮助项目管理人员对项目进展情况进行全面、系统的监控,及时发现问题并采取相应的措施,以确保项目的顺利完成。
一、项目概况。
在制定控制计划之前,首先需要对项目进行一个全面的概况介绍,包括项目的名称、起止时间、项目经理、项目团队成员等基本信息。
同时还需要对项目的背景、目标和重要性进行简要描述,以便为后续的控制计划制定提供基础和背景资料。
二、项目目标与指标。
明确项目的目标和指标是制定控制计划的关键步骤。
在这一部分,需要对项目的目标进行具体描述,包括项目的预期成果、交付物、质量标准等。
同时,还需要制定相应的指标来衡量项目的进展情况,这些指标可以包括进度指标、质量指标、成本指标等,以便后续对项目的进展情况进行监控和评估。
三、控制措施。
在项目实施过程中,可能会出现各种问题和风险,为了确保项目的顺利进行,需要制定相应的控制措施。
在这一部分,需要对可能出现的问题和风险进行分析和预测,并制定相应的应对措施。
同时,还需要制定相应的应急预案,以备不时之需。
四、监控周期与频率。
制定控制计划需要确定监控的周期和频率,以便对项目的进展情况进行及时监控。
在这一部分,需要明确监控的周期,比如每周、每月或每季度进行一次监控,并确定监控的频率,比如每天、每周、每月进行一次监控。
同时,还需要确定监控的内容和范围,以确保监控的全面和有效。
五、责任分工。
在制定控制计划时,需要明确项目团队成员的责任和分工,以确保项目的顺利进行。
在这一部分,需要对项目团队成员的职责和任务进行明确描述,并确定相应的责任人和联系方式。
同时,还需要制定相应的沟通机制和流程,以确保项目团队成员之间的有效沟通和协作。
六、监控报告。
制定控制计划需要确定监控报告的内容和格式,以便及时向相关人员进行汇报和通知。
在这一部分,需要明确监控报告的内容,包括项目的进展情况、问题和风险、应对措施等,并确定相应的报告格式和提交时间。
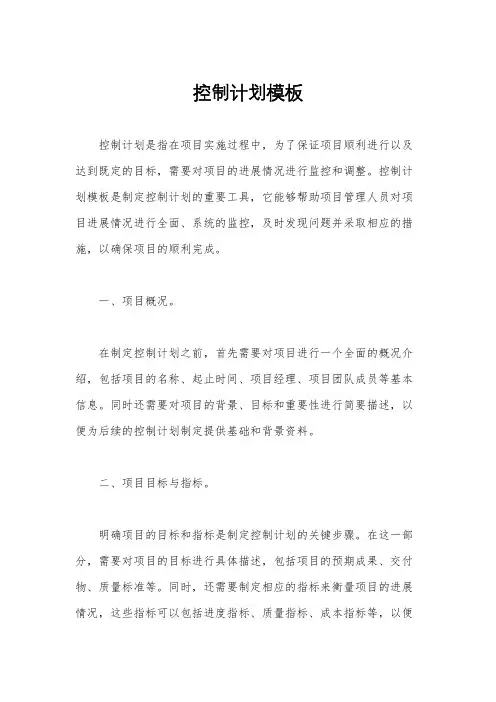
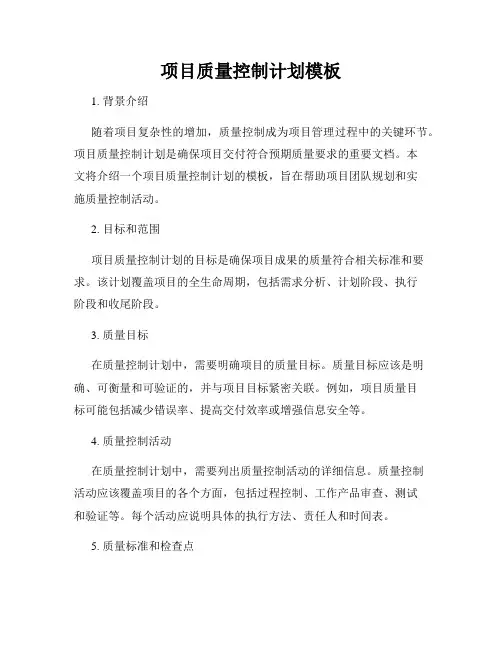
PPAP控制计划 模板
Product 产品
Process 过程
Specia lchar. Class 特殊特 性分类
Sample 样本 Product/Process Specification/Tolerance 产品/过程 规格/公差 Evaluation/ Measurement Technique评 估/测量技术 Reaction Plan (Corrective plan) 反应计划(纠正措施)
Organization/Plant Approval/Date组织/工厂批准日期:
Customer Quality Approval/Date(If Req’d)顾客质量批准/日期(如需要):
Organization Code Other Approval/Date(If Req‘d)其他批准/日期(如需要): 组织代码: Characteristics
Control Plan 控制计划 □Prototype工程样件 □Pre-launch试生产 ■ production生产
Control Plan Number控制计划编号/版本: Key Contact/Phone主要联系人/电话: Date(Orig.)日期(编制): Date(Rev):日期(修订):2018-5-29
Part Number/Latest change Level/Molding No. 零件编号/最新更改等级/模具号: Part Name/Description零件名称/描述: Organization/Plant组织/工 厂:
Core Team核心小组:
Customer Engineering Approval/Date(If Rep'd)顾客工程批准/日期(如需要):
Other Approval/Date(If Req’d)其他批准/日期(如需要): Methods方法
成本控制计划模板
成本控制计划模板1. 引言成本控制计划是项目管理过程中至关重要的一部分,它帮助项目团队预测、监控和管理项目成本。
本文将提供一个成本控制计划的模板,帮助读者更好地进行成本控制。
2. 目标和目的成本控制计划的目标是确保项目在预算范围内完成,提供详细的成本信息,促使项目团队制定正确的决策和采取适当的行动。
其主要目的包括:- 定义成本控制的范围和边界;- 规定成本控制的方法和流程;- 确定成本控制的角色和责任;- 提供成本控制的工具和技术;- 设定成本控制的报告和沟通机制。
3. 成本控制计划的组成部分成本控制计划应包含以下组成部分:3.1 成本管理流程描述项目中成本管理的各项流程和步骤,包括成本估算、成本预测、成本分配和成本控制等。
3.2 成本控制的角色和责任列出项目团队中各个成员在成本控制中的角色和责任,明确谁负责相关的成本活动。
3.3 成本控制的工具和技术详细描述项目中使用的成本控制工具和技术,例如成本估算模型、成本管理软件等。
3.4 成本控制的报告和沟通机制描述成本控制信息的报告和沟通机制,包括报告频率、报告格式以及沟通的相关方。
4. 成本控制计划的执行和监控4.1 成本控制的执行描述成本控制计划在项目执行阶段的具体执行方式,包括成本数据的收集、记录和分析等。
4.2 成本控制的监控描述如何监控项目的成本,包括制定监控指标、执行成本变更控制等相关措施。
5. 变更控制成本控制计划应该包括变更控制的机制,以便在需要的时候对成本进行调整和变更。
包括变更的流程、审核和批准的权限等方面的要求。
6. 风险管理描述成本控制计划中如何考虑风险管理,包括对成本风险进行评估和规划的过程,以及对潜在风险的应对措施。
7. 项目收尾在项目结束阶段,成本控制计划应包括对项目成本的总结和评估,以提供有关项目成本管理的经验教训和教训。
8. 结论成本控制计划是项目管理中不可或缺的一部分,它有助于项目团队管理和控制项目成本。
通过制定详细的成本控制计划,项目团队能够更好地预测和管理项目成本,确保项目在预算范围内顺利完成。
控制计划模板3篇
控制计划模板一、控制计划模板控制计划是项目管理中的一个重要环节,可以帮助项目经理监控项目进展,并按照预定计划采取必要的调整措施,保证项目的顺利进行。
下面是一个基本的控制计划模板,供参考:1. 项目概述在此部分中,需要概述项目的目标、范围、要求和其他重要信息,以便更好地掌握项目计划的背景和依据。
2. 变更管理变更管理是指针对项目计划中存在的风险和问题,对计划进行及时的调整和更改,以确保项目进展顺利和按照计划进行。
此部分需要详细说明变更的处理流程和过程,并提供变更管理的相关文档。
3. 任务分解任务分解是指将项目拆分成若干个小任务模块,以便更好地进行管理和监控。
在此部分中,需要对任务分解的流程和内容进行详细描述,并提供一个完整的任务分解表格。
4. 进度管理进度管理是指通过各种手段,对项目进度进行跟踪和监控,以确保项目能够按照计划和时间表进行。
在此部分中,需要提供进度管理图表和报告,并对进度管理流程进行详细说明。
5. 成本管理成本管理是指对项目的成本进行估算和控制,以确保项目的经济效益和利润最大化。
在此部分中,需要提供成本估算表格和成本控制报告,并对成本管理流程进行详细的说明。
6. 质量管理质量管理是指通过各种手段,对项目的质量进行控制和管理,以确保项目能够达到预期的质量标准。
在此部分中,需要提供质量管理计划和验收标准,并对质量管理流程进行详细的说明。
7. 风险管理风险管理是指对项目中可能出现的风险进行评估和控制,以确保项目不会受到不可预测的干扰。
在此部分中,需要提供风险管理计划和风险评估报告,并对风险管理流程进行详细的说明。
8. 沟通管理沟通管理是指对项目中各利益相关者之间的信息交流进行管理和控制,以确保信息传递的准确性和及时性。
在此部分中,需要提供沟通管理计划和沟通报告,并对沟通管理流程进行详细的说明。
以上是一个基本的控制计划模板,可以根据具体项目的需求进行调整和补充。
二、项目控制计划模板1. 项目背景在此部分中,需要对项目的背景、目标、范围、需求和其他重要信息进行详细的介绍,以便更好地为控制计划提供依据和方向。
项目质量控制计划模板
项目质量控制计划模板1. 背景介绍随着项目复杂性的增加,质量控制成为项目管理过程中的关键环节。
项目质量控制计划是确保项目交付符合预期质量要求的重要文档。
本文将介绍一个项目质量控制计划的模板,旨在帮助项目团队规划和实施质量控制活动。
2. 目标和范围项目质量控制计划的目标是确保项目成果的质量符合相关标准和要求。
该计划覆盖项目的全生命周期,包括需求分析、计划阶段、执行阶段和收尾阶段。
3. 质量目标在质量控制计划中,需要明确项目的质量目标。
质量目标应该是明确、可衡量和可验证的,并与项目目标紧密关联。
例如,项目质量目标可能包括减少错误率、提高交付效率或增强信息安全等。
4. 质量控制活动在质量控制计划中,需要列出质量控制活动的详细信息。
质量控制活动应该覆盖项目的各个方面,包括过程控制、工作产品审查、测试和验证等。
每个活动应说明具体的执行方法、责任人和时间表。
5. 质量标准和检查点质量控制计划应明确项目的质量标准和检查点。
质量标准是项目团队用来评估工作产品是否达到预期质量要求的依据。
检查点是指在项目执行过程中的特定时间点进行的质量检查活动。
质量标准和检查点应该与项目的质量目标一致,并符合行业准则和标准。
6. 质量测量和报告质量控制计划应包括对项目质量的测量和报告机制。
质量测量可以通过定量或定性的方法进行,以评估项目的质量绩效。
质量报告应包括质量测量结果、问题和改进建议等内容。
报告的频率和接收者应根据项目的特点进行确定。
7. 质量改进计划在质量控制计划中,应制定质量改进计划,以提高项目的质量水平。
质量改进计划可以包括针对已经发生的问题的纠正措施,以及对未来项目的经验教训的总结和应用。
质量改进计划应与项目的变更管理过程相互配合。
8. 质量资源质量控制计划需要明确质量控制所需的资源,包括人力、工具、设备和预算等。
项目团队应根据项目需求,合理分配资源,并保证其可行性和有效性。
9. 风险管理质量控制计划应与项目的风险管理计划相互衔接。
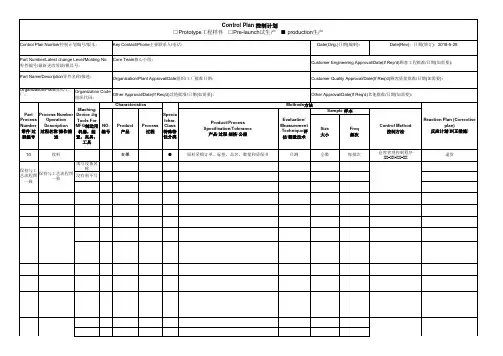
控制计划模板(2024年新版)
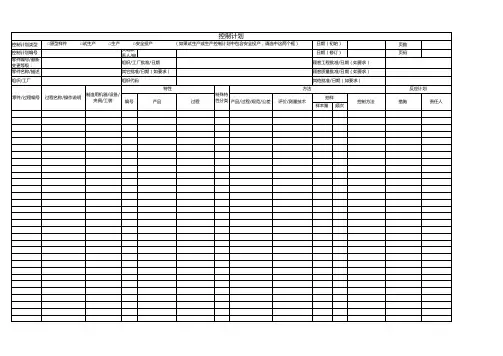
组织/工厂
组织代码
其他批准/日期(如要求)
零件/过程编号
过程名称/操作说明
制造用机器/设备/ 夹具/工装
编号
特性 产品
过程
特殊特 性分类 产品/过程/规范/公差
方法
评价/测量技术
抽样 样本量 频次
控制方法
页数 页码
反应计划
措施
责任人
控制计划
控制计划类型
控制计划编号 零件编号/最新 变更等级: 零件名称/描述
□原型样件
□试生产
□生产
□安全投产
关键联
系人/电
组织/工厂批准/日期
(如果试生产或生产控制计划中包含安全投产,请选中这两个框)
其它批准/日期(如要求)
日(初始) 日期(修订) 顾客工程批准/日期(如要求) 顾客质量批准/日期(如要求)
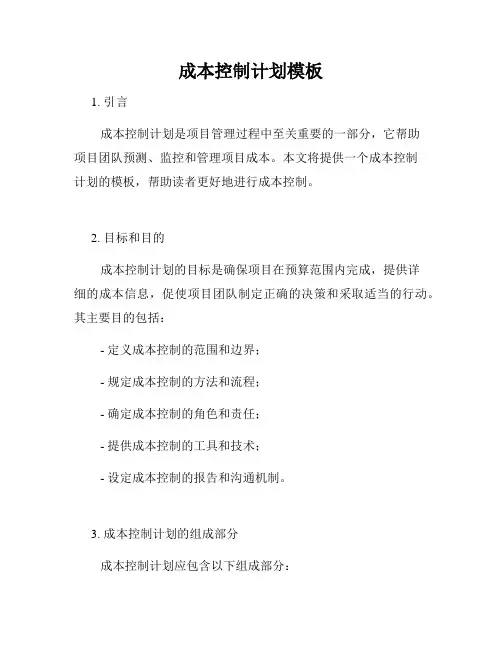
控制计划模板-WORD版
控制计划
文件编号:BCP-
版次:X/X版
XXXX-XX-XX实施
XX公司发布
版本号
生效日期
修改内容
拟 稿
审 核
批 准
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
文件修改履历表
样件□ 试生产 □ 生产 □
控制计划编号:
主要联系人/电话/传真:
日期(编制):
日期(修订):
零件编号、最新更改等级/水平:
核心小组:
顾客工程批准/日期(如需要):
频率
零件/
过程
编号
过程名称/
操作描述
机器设备、装
置、夹具、工
装或工具
特 性
特殊
特性
分类
方 法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/测量技术
取 样
控制方法
容量
频率
00
工序1
XX设备、XX工装、XX测试仪。。
1
外观
外观样品
目视
100%
每批
员工自检
隔离、标识、反馈调机
2
尺寸
◇
尺寸及公差要求
卡尺
5pcs
零件名称/描述:
公司/工厂批准/日期:
顾客质量批准/日期(如需要):
公司/工厂:
公司代码:
其它批准/日期(如需要):
其它批准/日期(如需要):
零件/
过程
编号
过程名称/
操作描述
机器设备、装
置、夹具、工
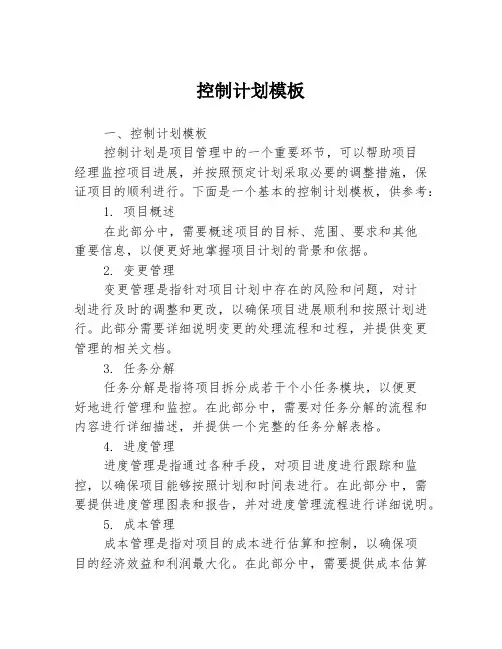
控制计划(模板)
Name 姓名Characteristics 特性Methods 方法Nominal特性标准值Lower SpecLimit (LSL)公差下限Upper SpecLimit (USL)公差上限Size 样本量Frequency频率风批档位档位为2挡,按OMS //目视100%每台自检操作员//目视100%每台自检操作员//目视100%每台自检操作员螺钉打紧螺钉底面与紧固面贴合,无缝隙//目视100%每台自检操作员//目视100%每台自检操作员//目视首台每批检验记录表检验员//目视100%每台流转卡操作员//目视首台每批检验记录表检验员油分型号ZGYFLQ-4L-D22//目视100%每台自检操作员气分型号ZGQYFLQ-22L-D22//目视100%每台自检操作员储液罐型号ZGGYCYG-8L-D16//目视100%每台自检操作员压缩机型号机架与底座装配TMR08_1风批Analysis Method分析方法螺钉无遗漏Measurement Method 测量方法Sample 抽样方案Product Characteristic being Measured被测量的产品关键特性Product / Process Specification产品/过程标准ProcessCharacteristicbeing Measured 被测量的过程关键特性Process Name:过程名称8、10匹多联机总装Issue Date (Original):原始发行日期Revision Date:修订日期及修订号Plant QA Leader 工厂质量经理Date 日期Control Plan Number:控制计划编号Responsible byfunction 责任人Prepared By:参与编制者Control Plan Status:控制计划类别生产Approvals 批准人Position Title职位Plant Name:工厂名称志高中央空调Product Platform:产品平台名称M lineProcess Owner 生产流程管理者Quality Engineer 质量工程师Process FlowC l a s s钣金无括花及变形Process TMR08_ No.过程步骤编号ProcessName /Function过程名称/功能要求Machine,Device, JigTools ForMfg设备,仪器,工装夹具8匹、10匹机型 25颗参照钣金外观检验标准与BOM 一致CONTROL PLAN左右侧板。
质量控制计划模板
质量控制计划模板一、引言质量控制计划是指为了确保产品或者服务的质量达到预期标准而制定的一系列控制措施和流程。
本质量控制计划模板旨在提供一个标准的格式,以便于组织和实施质量控制计划,并确保质量管理的一致性和有效性。
二、背景信息在制定质量控制计划之前,需要了解以下背景信息:1. 项目描述:简要描述项目的目标、范围和关键要求。
2. 项目团队:列出项目团队成员及其职责。
3. 项目阶段:指明项目的不同阶段,例如规划、实施和收尾。
4. 相关标准和规范:列出适合的标准和规范,如ISO 9001等。
三、质量目标在这一部份,需要明确项目的质量目标,以便于制定相应的质量控制措施。
例如:1. 提供高质量的产品/服务,以满足客户的需求和期望。
2. 降低产品/服务的缺陷率,以提高客户满意度。
3. 确保项目交付的产品/服务符合适合的标准和规范要求。
四、质量控制措施本部份详细描述了项目中采取的质量控制措施和流程。
以下是一些常见的质量控制措施的示例:1. 质量计划制定:制定详细的质量计划,包括质量目标、质量标准和质量控制流程。
2. 质量审核:进行内部和外部质量审核,以确保产品/服务符合质量标准和规范要求。
3. 测试和检验:在项目的不同阶段进行产品/服务的测试和检验,以发现和纠正潜在的问题。
4. 不合格品处理:建立不合格品处理流程,包括记录、评估、纠正和预防措施。
5. 培训和意识提升:提供必要的培训和意识提升活动,以确保项目团队了解和遵循质量控制要求。
6. 持续改进:建立持续改进机制,包括定期评估和分析质量绩效,并采取相应的改进措施。
五、质量管理责任本部份描述了项目团队成员在质量管理中的责任和职责分配。
例如:1. 项目经理:负责制定和执行质量控制计划,监督质量控制措施的实施。
2. 质量经理:负责制定质量标准、流程和培训计划,并监督质量控制活动。
3. 项目团队成员:负责按照质量控制计划执行工作,及时报告质量问题并参预问题解决。
六、质量风险管理本部份描述了项目中可能浮现的质量风险,并提供相应的应对措施。
控制计划(模板)
控制计划(模板)控制计划(模板)一、背景和目的:本控制计划的主要目的是确保项目顺利进行,按时、按质地完成既定任务,达到项目目标。
本计划适用于XXX项目。
二、主要控制指标和目标:1. 项目进度控制指标:(1)项目开始日期:XXXX年XX月XX日(2)项目完成日期:XXXX年XX月XX日(3)关键节点和重要时间点:A. XXXX年XX月XX日完成XX阶段B. XXXX年XX月XX日完成XX阶段C. XXXX年XX月XX日完成XX阶段2. 项目成本控制指标:(1)总预算:X万元(2)已花费预算:X万元(3)剩余预算:X万元3. 质量控制指标:项目需遵循XXX标准,确保产品符合相关的法律和业内标准,确保项目产品的质量和安全性。
4. 项目风险控制指标:对项目的风险和可能出现的问题进行评估,采取相应的措施来降低风险和问题发生的概率。
三、主要控制措施:1. 项目进度控制措施:(1)建立并更新项目进度计划。
(2)制定并实施下一阶段的工作计划。
(3)对项目进展进行定期监控和评估,及时发现问题并采取相应措施。
(4)及时通知有关人员关于项目进度的变化。
(5)安排适当的培训和技能提升,保证团队成员的能力和技能与项目需要匹配。
2. 项目成本控制措施:(1)建立并更新项目成本估算计划和预算。
(2)通过日常检查和对成本预算实际情况的评估,及时发现并处理费用偏差。
(3)控制项目成本,将成本与预算进行比较,并采取适当的措施保持在预算范围内。
(4)对所有预算外的费用都要全面和准确记录。
3. 质量控制措施:(1)明确项目质量标准和目标,并安排定期检查与评估。
(2)对所有工作计划和活动进行质量控制,并采取纠正措施。
(3)进行日常检查和监控,及时发现并修正质量问题。
(4)对项目完成品进行全面和准确记录。
4. 项目风险控制措施:(1)制定详细的风险管理计划。
(2)定期审查整个项目,并进行可行性评估,及时调整风险管理策略。
(3)加强团队成员风险意识和沟通。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
此文档仅供收集于网络,如有侵权请联系网站删除
Part Description/产品描述: SUPPL Y SEAT 样板/Prototype试产/Pre-Launch生产/Production
撰写人/ 联系方式:XXXX123456789112 Team Leader/Phone/:XXXXXX 123456478585Orig. Date/编制日期:2015-7-2
文件版本:A Current Rev:
A Date/日期:2010.7.2
Part Number/零件编号:123456-770
团队成员:XXXX、XXX、XXX、XXX、XXX、
Team Members:XXXX、XXXX 、XXXX、XXXXX、
XXXXX Remark/备注: Critical/重要Safety/安全System/系统
图纸版本: C Drawing Revision:
C 审核/ 日期:XXX 2010.7.2 Checkd/Date:Fei Zhang 2010.7.2 供应商: XXXXX金属有限公司
Supplier/Location: XXXXXX
客户批准/ 日期:Customer Approval / Date: 批准/ 日期:IvanXXX Approval/Date:Ivan XXX
Process Descriptions/过程描
述
产品/过程特
性Product /
process
characteristi
cs
Risk:
Major
Average
Minor/
危险等
级:重
要、普
通、较小
Methods/方法
预防行动Reaction Plan
工序St ep 工序名称、
作业描述
Descripti
on
Machine
and Tool
Number/
生产设
备及机
台编号
客户图尺寸/Customer size
Serial
number
/ key/
序号/
重点
测量方法(仪器)
Evaluation/Measure
ment Method
检测数
量
Sample
Size
检测频率
Sample
Frequenc
y
控制方法
Control
Method/
00 来料检验
Incomin
g
Inspection
molding
machine
/型材机
Incoming
certificate
来料证书major/
重要
material/
材质: 303 S.ST
(1) Certification./证明
Ounce/盎司IQC
incoming
inspectio
n IQC 来
料检查
If non-conformance is found:
1)inform supplier;
2)return parts to supplier;
3)SCAR issue per Incoming QP-PR-009 /
如果不符合要求,行动如下:
1)通知供应商;
2)返回给供应商;
3)按照QP-PR-009来料检验程序填写
ROHS/环保
SGS报告SGS
Report
HRC15-26°Sclerometer/硬度仪
AQL0.6
5 Level
II C=0
Per LOT/
每批
Dimensional
inspection
尺寸检查
Ø16±0.1(MM) Caliper/卡尺
500xN(MM)Tape/卷尺
01 Cut down/
下料
Cutting/
锯床
Dimensional
inspection
尺寸检查
major/重
要
CMM/三次元
1PCS
On 11
Hourly
Basis/11小
时
IPQC
Check
/IPQC检
查
If non-conformance is found:
1)Stop line;
2)Identify and separate part to MRB;
3)Adjust machines per
QP-PR-010/如果不符合要求,行动如下:
1)通知停机;
2)分货和隔离到MRB仓;
3)调整机台,按照QP-PR-010检测程序
处理。
497±1(MM) Tape/卷尺
Visual/外观major/重
要
The workpiece surface can not
have any scratches, crush,
bumps and other bad
appearance./工件表面不可有任
何刮伤、压伤、碰伤等外观不
良。
naked eyes/目测5PCS
On 2
Hourly
Basis/2小
时
IPQC
Check/IPQ
C检查
此文档仅供收集于网络,如有侵权请联系网站删除 Process Descriptions/过程描述
产品/过程特性 Product or Process Characteristi
c
Risk: Major Averag e Minor/危险等级:重要、普通、较小
Methods/方法
预防行动 Reaction Plan
工
序 St ep
工序名称、作业描述
Descripti
on
Machine
and Tool
Number/生产设备及机台编号
客户图尺寸/Customer size
(INCH )
Serial number / key/序号/重点
测量方法(仪器) Evaluation/Measure
ment Method
检测数量Sample Size
检测频率 Sampl e Frequen cy
控制方法 Contr ol Method/
04
Lathe 2/ 车加工2
CNC lathe/数控车床
Dimensional inspection 尺寸检查
major/重要
Ø 13.72±0.13 (41) Outside micrometer /外径
千分尺
1PCS
On 5 Hourly Basis/5小时
IPQC Check /IPQC 检查
If non-conformance is found: 1)Stop line;
2)Identify and separate part to MRB; 3)Adjust machines per
QP-PR-010/如果不符合要求,行动如下: 1)通知停机;
2)分货和隔离到MRB 仓; 3)调整机台,,按照 QP-PR-010检测程序处理。
8.00±0.13 (23) Projection/投影仪 65.00°±0.25° (19) CMM/三次元 R0.4+0/-0.4 (20) Projection/投影仪 Ø 9.00±0.13 (29) Pin gauge/塞规 0.75±0.13 (15) Projection/投影仪 45°±2.5° (16) Projection/投影仪 0.25±0.13
(17) Projection/投影仪 45°±2.5°
(18) Projection/投影仪 Ra0.8 (9)
CPK key
Roughness instrument/
粗糙度仪 0.30±0.02
(22) Projection/投影仪 1PCS
On 2 Hourly Basis/2小时
(42) CMM/三次元 Ø 9.500±0.005
(27) Pin gauge/塞规 (26) CMM/三次元
(28) CMM/三次元 10.95±0.05
(24)
Height meter/高度表
(25)
CMM/三次元
Visual/外观
major/重要
The workpiece surface can not have bumps, scratches and other bad appearance /工件表面不可有
碰伤、划伤等外观不良
naked eyes/目测 5PCS
On 2 Hourly Basis/2小时
IPQC Check /IPQC 检查。