CP控制计划模板
CP控制计划范文

CP控制计划范文控制计划是指根据工程项目的目标和要求,制定出一系列的控制措施和控制方法,以便达到项目目标的一种管理措施。
CP控制计划是一种兼顾工程项目的成本和进度的控制计划,旨在保证项目按照预定的成本和进度进行,避免项目出现超支或延期的情况,保证项目的顺利进行。
一、CP控制计划的制定目的1.控制成本:通过制定预算和成本管控方案,确保项目按照预算进行,避免超支和浪费。
2.控制进度:通过制定作业计划和进度管控方案,确保项目按时完成,避免延期和损失。
3.提高效率:通过合理安排资源和作业流程,提高工程项目的执行效率,降低成本和时间成本。
二、CP控制计划的制定步骤1.制定项目目标和要求:明确项目的目标和要求,包括成本、进度、质量等方面的要求,为后续控制措施的制定提供基础。
2.制定项目预算:根据项目的目标和要求,制定项目的预算,包括工资、材料、设备、管理费用等方面的费用,确保项目按照预算进行。
3.制定作业计划:根据项目的要求和进度,将项目分解为一系列的作业,然后确定各个作业的时间和顺序,制定作业计划。
4.制定资源和配备计划:根据作业计划和项目的要求,确定所需的人力、设备、材料等资源,并制定资源和配备计划,确保项目所需资源的供给。
5.制定进度管控方案:根据作业计划和配备计划,制定进度管控方案,明确各个作业的执行方式、节点和交付时间等,以便控制项目的进度。
6.制定成本管控方案:根据预算和资源配备计划,制定成本管控方案,包括成本计算、成本监控、成本分析等,以便控制项目的成本。
7.制定风险管理计划:针对项目可能面临的风险和不确定性,制定风险管理计划,包括风险评估、风险预测、风险应对等,以便避免或减轻项目的风险影响。
三、CP控制计划的实施和监控1.实施控制计划:根据制定的控制计划,组织和指导项目的实施,包括作业的分配、资源的调配、进度的跟踪等,以确保项目按照计划进行。
2.监控控制计划:对项目的实施进行监控和评估,比对实际进度和成本与计划进度和成本的差异,及时发现和解决问题,以确保项目的质量和进度符合要求。
控制计划CP

Control Plan ( C P )
上海奥邦科技发展有限公司
一、控制计划(CP)概要介绍(1/10)
1、控制计划(CP)的概念: 指 Control Plan (控制计划)的英文简称。 C ( Control ) 控制 P ( Plan ) 计划 2、控制计划(CP)的定义: 提供过程监视和控制方法,用于对特性的控制,是对 控制产品所要求的体系和过程的系统的文件化的描述。
3)
零件编号,最新更改等级
填入被控制的系统、子系统或部件编号, 如适用时,填入源于图样规范的最近工程 更改等级和/或发布日期。
4)
零件名称/描述
填入被控制产品/过程的名称和描述。
5)
组织/工厂
填入制定控制计划的公司和适当的 分公司/工厂/部门的名称。
6)
组织代码
填入按采购机构要求的识别号 (Duns.Z-code.GSDB…)。
三控制计划cp的补充说明一55零件过程名称操作描述机器装置夹具工装特殊特性分类反应计划产品过程产品过程规范公差评价测量技术控制方法容量频率注塑成型机器编号1518外观无伤痕目测100连续100检查通知班每批首件检查检查表调整再检查每批机器编号1519安装孔位置10夹具首件检查检查表调整再检查安装孔内径251mm卡尺连续5每小时xr控制图隔离并调整机器编号1520尺寸间隙05mm10夹具首件检查检查表调整并再检查10夹具21周边配合间隙305mm检查与10夹具4个定位的差距千分尺连续5每小时xr控制图隔离并调整机器编号1522成型机的设定见附件设定卡复查设定卡并进行机器设设定首件检查检查员验证安装调调整并重新设置机器qr711201a0562装备
■ 特殊特性;
控制计划标准表格模板CP

退回供應商 reject to supplier 退回供應商 reject to supplier 退回供應商 reject to supplier 退回供應商 reject to supplier
合模高度 die height 1
1 1片 1pc 1片 1pc 1片 1pc 1片 1pc 1片 1pc 1片 1pc 1片 1pc 1片 1pc
特性 Characteristics 產品 Product 過程 Process
入庫 move to storage
樣本 Sample 容量Size
1 1 3點/卷 3points/coil 1
頻率Freq.
每批 per lot 每批 per lot 2卷/每批 2coils/lot 每批 per lot
7.5± 0.3
零件表面無壓傷、變形、生銹 、較大毛刺 no dent,distortion,rust and burr
日期(編制) Date(Orig.) 2009.09.07
日期(修訂) Date(Rev.)
零件號/最新更改水準 Part Number/Latest Change Level 零件名稱/描述 Part Name/Description 供方/ 廠 Supplier / Plant 零件/ 過程編號 Part/ Process Number
30 40 50 60-1
進原材料倉 Move to the raw material warehouse 存放 Storage 移至生產線 Move to the production line 衝壓生產 Stamping P300T 外圓 diameter O.D. 孔徑 diameter I.D.
课程 培训大纲2-16 CP——控制计划(第一版).doc

CP——控制计划(第一版)培训课程大纲课程前言:控制计划是协助按顾客要求制造出优质产品,它是通过为总体系设计、选择和实施增值性控制方法以提供结构性的途径来达到上述目标的。
控制计划对用来最大限度地减少过程和产品变差的体系作了简要的书面描述。
控制计划适用于制造过程和技术的广泛领域.控制计划是总体质量体系不可分的部分,并被用作一个动态文件。
课程大纲:第零章:新版改版内容一、背景二、介绍1、手册目的2、支持产品质量策划周期3、贯穿产品生命周期的控制计划4、控制计划方法论5、整体质量过程控制计划6、与IATF 16949 8.5.1.1的关系第一章:控制计划要求和指南1、控制计划格式2、特殊特性3、传递特性(新要求)4、防错确认5、控制计划家族6、相互依存的过程和/或控制计划7、返工和返修过程8、反应计划详情9、100%目视检验10、黑匣子过程(新要求)第二章:控制计划开发1、样件、试生产、生产控制计划2、控制计划编号3、零件编号、最新更改等级/水平4、零件名称/描述5、组织/工厂6、组织代码7、主要联系人/电话/传真8、核心小组9、组织/工厂批准/日期10、日期(编制)11、日期(修订)12、顾客工程批准/日期13、顾客质量批准/日期14、其它批准/日期15、零件/过程编号16、过程名称/操作描述17、制造用机器、装置、夹具、工装18—21、特性18、编号19、产品20、过程21、特殊特性分类22—25、方法22、产品/过程规范/公差23、评价/测量技术24、样本容量/频率25、控制方法26、反应计划第三章:控制计划阶段——原型样件——试生产——生产——安全投产第四章:有效利用控制计划第五章:附件。
控制计划(CP)模板
控制计划(CP)一. 概述:1.目的:①协助按顾客要求制造出优质产品。
②最大限度的减少过程和产品的变差作书面描述。
③ 将资源正确分配在重要工程上有助于降低本钱。
2.几点说明:① 控制计划是质量筹划过程的一个重要阶段②控制计划不能替代包含在详细的作业指导书中的信息。
③过程不断更新和改进,CP是动态文件,反映当前使用的控制方法和测量系统。
④CP识别过程特性,并帮助识别产品特性变差(输出变量)和过程特性变差源(输入变量)。
⑤ 应经常传达CP是动态信息。
3.小组利用以下信息制定控制计划①过程流程图。
②系统/设计/过程失效模式及后果分析。
③特殊特性。
④从相识的零件得到的经验。
⑤小组对过程的了解。
⑥设计评审。
⑦最优化方法。
二.控制计划分类:1.样件一一尺寸、材料、性能试验试生产一一尺寸、材料、性能试验2.生产一一产品/过程特性、过程控制、试验和测量系统全面的文件化描述。
三.控制计划栏目说明样件、试生产、生产:1.控制计划编号:用于追溯Y2001-01…;SS 2001-01- ; S 2001-01-零件号/最新更改程度:填写系统、子系统或部件编号、最新更改等级/或发布日期零件名称/描述:2.供方/工厂:3.供方编号:填顾客要求的识别号主要联系人/ :CP的主要联系人4.核心小组:CP最终版本主要联系人,建议附表填所有成员及。
5.供方/工厂批准/日期:6.日期(编制):首次编制CP的日期日期(修订):最近修订CP的日期7.顾客工程批准/日期:8.顾客质量批准/日期:(12、13两项是否合并由顾客定)其他批准/日期:必要时,获取其他批准9.零件/过程编号:通常参考过程流程图。
有多零件的(组件),应列出单个零件编号10.过程名称/操作描述:据过程流程图中的描述生产设备:设备名称及型号11.编号:必要时,填入所有适当文件的编号产品:零、部件的特点或性能12.过程:过程变量特殊特性分类:“关键”、“主要的”、“平安的”、“重要的"(附录C)13.产品/过程规范/公差:14.评价/测量技术:所用测量系统(使用前应作MSA)样本容量/频率:15.控制方法:可用统计过程控制、检验、计数数据、防错和取样计划等来对操作进行控制16.反响计划:防止不合格品或操作失控的纠正措施。
CP控制计划模板
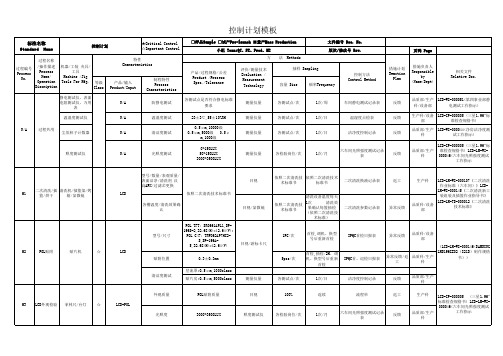
标准名称 Standard Name
控制计划 ★Critical Control ☆Important Control 特性 Characteristics 产品/过程规格/公差 Product /Process Spec./Tolerance 评价/测量技术 Evaluation / Measurement Technology □样品Sample □试产Pre-launch ■量产Mass Production 小组 Team:QC、PE、Prod、ME 方 法 Methods 抽样 Sampling 控制方法 Control Method 容量 Size 频率Frequency 措施计划 Reaction Plan 措施负责人 Responsible by (Name/Dept) 相关文件 Relative Doc. 文件编号 Doc. No. 版次/修改号 Rev. 页码 Page
制程特性 Process Characteristics 防静电测试
N/A
各测试点是否符合静电标准 要求 23±3℃,55±10%RH 0.5μ m,10000级 0.5μ m,5000级 0.5μ m,1000级 0~150LUX 50~150LUX 3000~3500LUX
测量仪量
各测试点/次
1次/周
尘埃粒子计数器
N/A
清洁度测试
测量仪量
各测试点/次
1次/日
洁净度控制记录
反馈
品质部/生产科
照度测试仪
N/A
光照度测试
测量仪量
各检验岗位/次
1次/月
六车间光照强度测试记录 表
反馈
LCD-IP-000005 (三星1.96"标 准检查规格书) LCD-LM-WI品质部/生产科 000046(六车间光照强度测试工 作指示
CP 贴片厂控制计划范本
一次 一次 一次 一次 每包 每包
每天 每班 每批 每班 每批 每批 MSD非真 空封装物 料 每批 每班 每批 每类物料 每批
抽湿机点检表 《SMT干燥箱温湿度管制作业记录表 》
《各Model温湿度敏感器件要求指示 表》、《MSD管制办法》
电子除湿 防潮柜
时间 湿度 物料数量
《MSD管制办法》、 《SMT干燥箱温湿度管制作业记录表 《各Model温湿度敏感器件要求指示 》 表》 《SMT干燥箱温湿度管制作业记录表 》 物料收货管理办法/货仓运作控制程 按《不合格品管理程序》 序
MSD敏感度 数量
潮敏标签指示值≤20% 核对、与送货单一致
潮敏标签 目视
一次 1次
货仓运作控制程序/物料收货管理办 按不合格品控制程序处理 法
1 of 24
零件/ 過程 編號
過程名稱 生産設備 操作描述 編號
特性 産品 物料编码 数量 過程
特殊 特性 分类 産品/過程 規範/公差 核对、与送货单一致 核对报检单与送货单一致 核对报检单与送货单一致
供方/工廠: 零件/ 過程 編號 操作描述 冰柜 過程名稱 生産設備
供方 代號 特性 編號 産品
其它批准/日期(如需要): 特殊 過程 锡膏存储温 度 气压 特性 分类 産品/過程 規範/公差 0~10℃ 小于9.9kgf/cm2 按照具体包装袋材质要求 按照具体包装袋材质要求
其它批准/日期(如需要): 方 評價/測量 技術 温度计 气压表 温度显示表 时间显示表 万用表/静电 环测试仪/表 面电阻测试 仪/静电表笔/ 静电场测试 仪 目视 容量 1次 1次 1次 1次 樣本 控制方法 頻率 每日 每日 每批 每批 仓库温湿度记录表 真空封装机检查表 封装记录表 封装记录表 按冷藏机使用说明书反应 按真空机操作作业指导书反应 按真空机操作作业指导书反应 按真空机操作作业指导书反应 法 反應計劃
压铸件CP控制计划范例
主要联 系人/电
控制计划
CONTROL PLAN
审核
编号/No.
首发日期/First Issue Date 修订日期/Revision Date 顾客 /Customer 顾客批准/日期(如需要)
共页 Totel:
第页
Prep. By
零件/过程 编号
Part/Process Number
20- 每次开 压铸工序参 30模 机 数记录表
数显热电偶
一次
每2小 时
数显热电偶
一次
每2小 时
目测
一次
每2小 时
X光实时成像仪 4件
每2小 时
压铸工序参 数记录表
压铸工序参 数记录表
压铸工序参 数记录表
压铸件过程 检验报告
生产部 /XXX
生产部 /XXX
生产部 /XXX
生产部 /XXX
生产部 /XXX
Reaction plan
采购计划
入库报检
原材料符合 EN12844 (GD-
ZnAl4Cu1) 化学成份要
求
数量、包装、型号规格 、质保书
核对
每批 一次 随货单
货单、质保书、检验报 告
审阅
每批 一次 检验报告
Si:≤0.03%,Mg:
0.025- 0.06%,Al:
ê
3.7-4.3% ,Cu:0.71.2% ,Fe:≤0.05 % ,Cd:≤0.005,Pb:≤ 0.005,Sn:≤0.002,
检验
去料柄 毛坯检验
手工 手工
Verification
Customer Approval/Date(If Req'd) Page:
CP控制计划管理程序(含表格案例)
版本(次)
生效日期
2> 当客户抱怨品质不良时,由品保知会生技,生技需对客户抱怨的不良分
析是否为新的品质不良出现或对品质不良的产生有新的改善及预防措施, 负责人需及时对控制计划进行修改、更新及检查,修改需在一周内完成。
3> 当发生下述情况时,多方论证小组必须重新评审和更新控制计划,更
改要求由相关部门按《品质系统文件管制程序》进行,修改需在一周内 完成。
a 产品更改;
b 过程(工序)更改;
c 过程(工序)不稳定;
d 过程(工序)能力不足。
e 检验方法、频次等修改。
4> 控制计划更新频率:次/1季度。
5.2.11 与控制计划有关的品质记录之保存/列管由相关使用部门按《品质记录
管制程序》作业。
电感CP控制计划
Characteristics特性 Product 产品 浸锡长度 锡中Pb 含量 外观 点胶气压 点胶量 端子外观 装配质量 修正质量 干燥温度 干燥时间 干燥情况 成型方式 成型质量 夹端子外观 剪脚尺寸 烙铁温度 焊接时间 焊接质量 清洁效果 外观 DCR L值 数量 标签 包装检查 外观 Process 过程
Supplier Check Date供应商确认日期 Characteristics特性 Product 产品 外观 尺寸 外观 尺寸 有效期 外观 有害物质 外观 尺寸 储存时间 湿度 材料规格,数量 卷线方式/排序 总圈数 卷线质量 卷线质量 记数 切刀确认 切脚长度 锡炉温度 外观 ☆ 刀口锋利、无缺口 引脚余留7-10mm 400±20℃ 浸锡光滑,无锡团 ☆ Process 过程 Specia l ChAR. Class 特殊特
XXXXXXX公司
控制计划(CP)
Sample中试 Pre-Lauch Product 量试 Product量产
Part Name部品名称/描述: 环形电感 Part Number部品编号: Latest change level 工程更改等级: Customer name客户名称 Supplier/Plant 组织名称/指定产地 Supplier code: 供应商代号
Other Approval/Date (If Req'd.)其他确认/日期(如需要) Method方法 Product/process 产品/过程规格/公差 无漆瘤、氧化、伤 导体直径,完成外径,漆膜厚度,长度 具体尺寸规格参照原材料零件承认书 无崩缺、裂纹、变形 外径、内径、高度;具体尺寸规格参照 原材料零件承认书 在有效期内 无氧化,变形,扭曲,刮伤 参照"有害物质测试作业指引" 规格、型号、数量正确且包材无破损 具体尺寸规格参照原材料零件承认书 先入先出 储存环境在25%-85% 材料规格,数量与生产物料耗用表一致 和作业指导书要求一致 8圈 铜线排列整齐,无松乱,交叉现象 排线整齐,无线浮、爆漆皮不良 Evaluation/Measu rement technique 评估/量度技术 目视 千分尺 目视 卡尺 目视 目视 XRF,六价铬测试仪 目视 钢尺/卡尺 目视 温湿度计 目视 目视 目视 目视 放大镜或 显微镜 纸,笔 目视 钢尺 温度计 目视 Sample抽样 Size数量 以把为单位 C=0 AQL=1.0 10把抽1把 C=0 AQL=1.0 C=0 AQL=6.5 C=0 AQL=1.0 C=0 AQL=1.0 3个试样 1次 C=0 AQL=6.5 1次 1次 1次 5pcs 5pcs 5pcs 100% 1次 1次 5pcs 1次 5pcs FREQ.频次 每批 每批 每批 每批 每批 每批 每批 每批 每批 每批 1次/天 发料时 首件、 1次/2小时 首检、 1次/2小时 首检、 1次/2小时 首检、 1次/2小时 逐个 生产前确认 首检、 1次/2小时 生产前确认、 1次/2小时 首件、 1次/2小时 Control method 控制方法 进料检验记录表 进料检验记录表 进料检验记录表 进料检验记录表 进料检验记录表 进料检验记录表 进料检验记录表 进料检验记录表 IQC依送货单确认 进行批次管理 温湿度点检记录表 部门主管确认 作业验证,首末件检验单 电感线圈生产线QC巡检表 作业验证,首末件检验单 电感线圈生产线QC巡检表 作业验证,首末件检验单 电感线圈生产线QC巡检表 作业验证,首末件检验单 电感线圈生产线QC巡检表 记数本 作业员自检 作业验证,首末件检验单 电感线圈生产线QC巡检表 锡炉温度记录表、 电感线圈生产线QC巡检表 作业验证,首末件检验单 电感线圈生产线QC巡检表 刀口有崩缺时急时更换 重切脚 重新调整 重新浸锡 调整出货 打开抽湿机 核查物料耗用表并重新发料 依作业指导书要求作业 重新调整 重新整理或报废 重新整理或拆掉铜线 隔离不良品,并按进料检验作业指引 要求处理 Reaction plan 应对计划
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
样件试生产 生产容量频率控制计划编号:
主要联系人/电话日期(编制)日期(修订)零件编号/最新更改等级
核心小组顾客工程批准/日期(如需要)其它批准/日期(如需要) 零件名称/描述
供方/工厂批准/日期顾客质量批准/日期(如需要)
2007/3/21零件/过程编号过程名称/操
作描述机器、装置、夹具、工装特 性供方/工厂:
供方代码:其它批准/日期(如需要)产品过程产品/过程规范/
公差评价测量技术样 本
控制方法特殊特性分类方 法
样件试生产 生产容量频率控制计划编号:主要联系人/电话
日期(编制)日期(修订)零件编号/最新更改等级核心小组
顾客工程批准/日期(如需要)其它批准/日期(如需要) 零件名称/描述
供方/工厂批准/日期
顾客质量批准/日期(如需要)2007/3/21
零件/过程编号过程名称/操
作描述机器、装置、夹具、工装特 性
供方/工厂:供方代码:其它批准/日期(如需要)
产品过程产品/过程规范/
公差评价测量技术样 本控制方法特殊特性分类方 法
样件试生产 生产容量频率控制计划编号:
控 制 计 划
主要联系人/电话日期(编制)日期(修订)零件编号/最新更改等级核心小组顾客工程批准/日期(如需要)其它批准/日期(如需要) 零件名称/描述
供方/工厂批准/日期顾客质量批准/日期(如需要)2007/3/21零件/过程编号过程名称/操
作描述机器、装置、夹具、工装特 性
供方/工厂:
供方代码:其它批准/日期(如需要)特殊特性分类方 法产品过程产品/过程规范/
公差评价测量技术样 本控制方法
更多免费资料下载请进:
样件试生产 生产容量频率000进料检验08F 钢银色
银色100g 每批进货检验单08F 钢硬度
RC2050/50每批进货检验单08F 钢材料
能关键特性
按GB1804-79一次每批材料测试报告001工模安装专用起重机
吊装
前后对齐固一次每批过程卡002
工模首检模具表面没有划伤,无裂
痕,开关模无异一次每批工模首检记录003
装料004冲压成型
表面质量100%连续见工序检验表产品厚度
参照图纸见图纸技术要求100%连续见工序检验表产品高度
参照图纸见图纸技术要求100%连续见工序检验表产品宽度参照图纸见图纸技术要求100%连续见工序检验表
控制计划编号:
控 制 计 划
主要联系人/电话日期(编制)日期(修订)零件编号/最新更改等级
核心小组顾客工程批准/日期(如需要)其它批准/日期(如需要) 零件名称/描述
供方/工厂批准/日期顾客质量批准/日期(如需要)零件/过程编号过程名称/操
作描述机器、装置、夹具、工装特 性供方/工厂:
供方代码:其它批准/日期(如需要)产品过程产品/过程规范/
公差评价测量技术样 本
控制方法
色卡硬度计特殊特性分类方 法目测材料测试目测检具检具45T 冲床
目测工模检具
产品外型参照图纸见图纸技术要求100%连续见工序检验表 样件试生产 生产容量频率005产品顶出
自动开模
8秒100%连续见工艺卡自动顶出5秒100%连续见工艺卡手动取出产品
完全顶出后100%连续见工艺卡006半成品检验
产品外型参照样件色
板无颗粒,无色差,平整
100%连续见工序检验表外型不能缺料参照样件按照样件
100%连续见工序检验表007焊接焊接螺栓用专用焊机见图纸技术要求
100%连续见工序检验表008
表面涂装镀锌见样件色卡100%连续见工序检验表009产品抽检
产品外观对比样件色
卡无颗粒,无色差,平整100%连续检验单
产品过程产品/过程规范/
公差评价测量技术样 本控制方法特殊特性分类检具控 制 计 划
主要联系人/电话
日期(编制)日期(修订)控制计划编号:零件编号/最新更改等级核心小组
零件名称/描述
供方/工厂批准/日期
顾客质量批准/日期(如需要)2007/3/21
顾客工程批准/日期(如需要)供方代码:其它批准/日期(如需要)
其它批准/日期(如需要)供方/工厂:仪表车仪表车
零件/过程编号过程名称/操
作描述机器、装置、夹具、工装特 性
方 法目测焊机检具仪表车目测目测目测
产品外型参照图纸见图纸技术要求34小时检验单 样件试生产 生产容量频率产品高度
参照图纸见图纸技术要求34小时检验单产品厚度
参照图纸见图纸技术要求34小时检验单
010产品包装包装箱图纸100%连续包装记录单100件/箱100%连续包装记录单100%连续包装记录单011
包装好入库012最终检验审
核产品发货
尺寸
检具3箱检验单外观目测3箱检验单
产品过程样 本控制方法
包装数量
零件/过程编号过程名称/操
作描述机器、装置、夹具、工装特 性
特殊特性分类方 法检具控 制 计 划
日期(编制)日期(修订)零件编号/最新更改等级核心小组
顾客工程批准/日期(如需要)
主要联系人/电话控制计划编号:
零件名称/描述
林闲豹 叶伟军 林朝辉 许紫薇
供方/工厂批准/日期顾客质量批准/日期(如需要)供方代码:其它批准/日期(如需要)2007/3/21检具其它批准/日期(如需要)产品/过程规范/
公差评价测量技术检具供方/工厂:目测包装箱平行封口
包装箱字样向上
目测目测按图纸按样件色板
按包装图
包装目测3箱检验单013成品发货
)
反应计划
)
)
)
)
)。