高速搓丝机参数
搓牙机使用说明
高速螺丝搓丝机(Thread Rolling Machine)使用说明书阅读指引一、搓牙机的主要用途 (1)二、螺丝制造基本知识 (1)三、搓丝机的技术规格及参数表 (2)四、搓丝机的搬运与安装 (2)五、搓丝机的系统分布图 (3)六、搓丝机的传统系统 (4)七、搓丝机的调试 (4)八、搓丝机常见的故障分析 (6)九、搓丝机零件图 (7)雄盛机械·源自台湾*温馨提示*1.1.机器电源必须安全接地。
2.2.每天工作前对机器作一次详细检查,看各部位油路是否正常,看各部位紧固是否松脱。
3.3.机器调整或工作时,不可伸手入机器内。
4.4.请勿拆卸皮带轮护罩工作。
5.5.请勿在失油状态下工作,机器高速运转,润滑最重要。
6.6.机器工作中有异响,应立即停机检查。
序 言感谢贵司惠购雄盛螺丝机械产品,本厂机床采用当前国内外先进的技术,加以优化改良,辅以优质材料精制而成,本机床具有速度快、精度高、稳定性高、恒久耐用等优点。
适用于工厂大批量 生产螺丝及其他五金产品;在购买和使用本机前,请先详细阅读以下说明,进一步了解产品和正确 操作本机,如有不足之处,请广大用户指正。
谢谢!一、搓牙机的主要用途搓丝机的主要作用是通过动静两搓丝板挤压,使产品产生塑性变形,形成所需螺纹,它可以精 确辗造各种国标、日制、美制等各种标准的螺丝牙纹,本机速度高、稳定性好,产能可每分钟达到 300个左右,是目前市场上比较高速先进的螺纹设备,适用于螺丝工厂大规模生产使用。
还可根据 客户要求另行特殊设计,搓制非标异型螺丝及异形五金件产品。
二、螺丝基本制造过程:工序简介及所需设备:1.将粗线拉到所需的线径。
(线材拉丝机)2.在打头机上调试、生产、螺丝头部成形。
(螺丝打头机)3.在搓丝机上辗牙,螺丝整体成形。
(螺丝搓丝机)4.将螺丝半成品放入热处理炉中,按照标准处理。
(热处理炉具)5.按要求发黑、镀锌等工艺。
(镀锌设备)6.包装出厂。
(包装设备)三、搓丝机技术规格与参数RM 系列搓牙机生产技术参数表四、搓牙机的搬运与安装123.本系列机床安装简便,只需放在地基平台上用压块压住机床四周即可。
高速搓式旋盖机说明书
BPX-120高速搓式旋盖机使用说明书中国·浙江目录企业简介 ---------------------2前言 ---------------------4一.设备概述-------------------- 7二.主要用途与适用范围-------------------- 8三.主要技术参数--------------------8四.机器主要基本结构--------------------9五.搬运与安装--------------------14六.设备操作使用与调整--------------------18七.机器日常故障与排除方法--------------------19八.维护与保养及清洁--------------------21九.主要电器元件--------------------24十.电气原理图--------------------25企业简介舟山市鲨鱼制药机械有限公司前身就是1991年创办得民营企业,从事食品机械得理瓶与多功能压盖机、手动开盖板生产与销售。
经多次扩股与改制,由2001年开始研发并生产瓶装包装联动生产线,以制药企业与保健食品生产厂为主要目标客户。
舟山鲨鱼深入分析研究瓶包装生产线得现状,并放眼世界与未来,研究、开发出创新、高效、稳定得瓶包装线产品。
竭力使瓶装线设备运行更稳定、更环保、更快速。
固体制剂瓶包装流水线国产设备生产厂家中,舟山鲨鱼瓶装线产值已经做到了国内前列。
2010年公司集合了舟山最精英得瓶装生产线一线人才,从生产、组装、安调、技术研发到管理意识、质量意识、销售与服务意识等等人才大集合大创造大努力,大多数从业人员已经有十年以上得瓶装线生产经验与技术积累。
借6609平方米新厂启用,股份制改造与设备创新,舟山鲨鱼公司在制药机械设备制造行业内,宛如蓝色海洋中得大鲨鱼博天时得地利,律守道德!崇尚诚信!尽情畅游!并做好了脱胎换骨创国内第一品牌得平台准备与扎实基础,力争长久做成中国瓶包装线领袖品牌,走出国门威扬世界。
秸秆揉丝机的使用范围及技术参数
【适用范围】
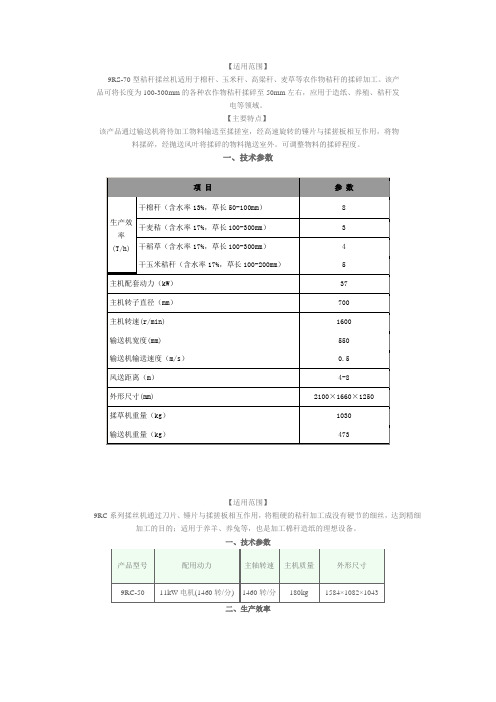
9RS-70型秸秆揉丝机适用于棉秆、玉米秆、高梁秆、麦草等农作物秸秆的揉碎加工。
该产
品可将长度为100-300mm的各种农作物秸秆揉碎至50mm左右,应用于造纸、养殖、秸秆发
电等领域。
【主要特点】
该产品通过输送机将待加工物料输送至揉搓室,经高速旋转的锤片与揉搓板相互作用,将物料揉碎,经抛送风叶将揉碎的物料抛送室外。
可调整物料的揉碎程度。
一、技术参数
【适用范围】
9RC系列揉丝机通过刀片、锤片与揉搓板相互作用,将粗硬的秸秆加工成没有硬节的细丝,达到精细加工的目的;适用于养羊、养兔等,也是加工棉秆造纸的理想设备。
一、技术参数
产品型号配用动力主轴转速主机质量外形尺寸
9RC-50 11kW电机(1460转/分) 1460转/分180kg 1584×1082×1043
二、生产效率
玉米秸秆棉花秸秆牧草稻草出草距离0.5—1.5 t/h 0.5—1 t/h 0.5—1.5 t/h 0.5—1.5 t/h 5—8 m。
DK7740快走丝技术参数3

线切割机床DK7740快走丝供方:泰州中兴数控机床厂1﹑设备需求明细2﹑设备在以下环境下条件下,能确保安装及正常使用2.1工作电源:3相5线制交流电,380v±10%,50Hz±1Hz2.2环境温度:0℃-45℃2.3噪声及振动:设备周边为金切割设备及行车2.4厂房地面:水泥地面2.5:厂房照明:提供安全照明2.6设备连续工作时间:16小时3﹑设备能满足以下用途该设备主要用于加工各种型孔﹑异形通槽﹑特殊齿轮﹑凸轮﹑样板﹑成形刀具。
可以承担微细加工,异形槽和标准试件的加工。
设备加工的主要材料包括碳钢﹑合金钢﹑硬质合金﹑不锈钢﹑淬火钢﹑各种有色金属等。
4﹑设备能达到以下主要要求4.1该机床XY轴选用高强度镶钢V形导轨,无间隙精密滚珠丝杠,使机床达到并超过国际标准要求。
4.2专业设计防水导轮,可使轴承使用寿命提高2倍。
4.3机床电器工作为无接触器工作方式,逻辑动作全部采用电子控制方式,可靠性大大提高。
4.4机械电器大量选用进口元件,采用国际上通行的模块化设计,使机床工作可靠,维修简便。
4.5丝筒运输导轨采用滑动导轨,即保证良好的导向性又降低了磨擦系数。
4.6机床丝筒选用触点开关,并通过可控硅技术实现柔性换向,使丝筒运转平稳、可靠、无冲击、噪音低。
4.7多种自我保护功能,实现无人看守工作。
5﹑主要元器件明细表GB7925-87 电火花线切割机参数GB7926-87 电火花线切割机精度JB/T10082-2000 电火花线切割机技术条件7﹑技术规范7.1﹑切割工作最大斜度/工作厚度±6º/80mm7.2、最大切割厚度:600 mm7.3、电极丝走丝速度:11m/s7.4、电极丝直径范围ф0.08-0.25mm7.5、最高切割速度≥4500mm2/h7.6、直体加工精度:≤0.015mm (六方切割精度≤0.015(10×10Cr12))7.7、机床几何精度:见GB7926国标8﹑hl数控系统主要特性8.01、切割控制与指令输入可同时进行。
锻压工艺标准你了解多少?赶快收藏吧!

锻压工艺标准你了解多少?赶快收藏吧!现行标准109个,其中国家标准56个,机械行业标准53个(2008年批准发布)。
现行标准109个,其中国家标准56个,机械行业标准53个(2008年批准发布)。
1.锻造、安全、能耗、环保等方面标准锻造GB/T8541-1997锻压术语GB/T9453-2008锻模术语GB/T12361-2003钢质模锻件通用技术条件GB/T12362-2003钢质模锻件公差及机械加工余量GB/T12363-2005锻件功能分类GB/T13320-2007钢质模锻件金相组织评级图及评定方法GB/T20078-2006铜和铜合金锻件GB/T20911-2007锻造用半成品尺寸、形状和质量公差GB/T21469-2008锤上钢质自由锻件机械加工余量与公差一般要求GB/T21470-2008锤上钢质自由锻件机械加工余量与公差盘、柱、环、筒类GB/T21471-2008锤上钢质自由锻件机械加工余量与公差轴类GB/T22131-2008筒形锻件内表面超声波检测方法JB/T4201-1999直齿锥齿轮精密热锻件技术条件JB/T4202-1999钢的锻造余热淬火回火处理JB/T4290-1999高速工具钢锻件技术条件JB/T4385.1-1999锤上自由锻件通用技术条件JB/T4385.2-1999锤上自由锻件复杂程度分类及折合系数JB/T7535-1994锻造工艺质量控制规范JB/T8421-1996钢质自由锻件检验通用规则JB/T8466-1996锻钢件液体渗透检验方法JB/T8467-1996锻钢件超声波探伤方法JB/T8468-1996锻钢件磁粉检验方法:JB/T9174-1999模锻件材料消耗工艺定额编制方法JB/T9177-1999钢质模锻件结构要素JB/T9178.1-1999水压机上自由锻件通用技术条件JB/T9178.2-1999水压机上自由锻件复杂程度分类及折合系数JB/T9179.1-1999水压机上自由锻件机械加工余量与公差一般要求JB/T9179.2-1999水压机上自由锻件机械加工余量与公差圆轴、方轴和矩形截面类JB/T9179.3-1999水压机上自由锻件机械加工余量与公差台阶轴类JB/T9179.4-1999水压机上自由锻件机械加工余量与公差圆盘和冲孔类JB/T9179.5-1999水压机上自由锻件机械加工余量与公差短圆柱类JB/T9179.6-1999水压机上自由锻件机械加工余量与公差模块类JB/T9179.7-1999水压机上自由锻件机械加工余量与公差筒体类JB/T9179.8-1999水压机上自由锻件机械加工余量与公差圆环类JB/T9181-1999直齿锥齿轮精密热锻件结构设计规范安全、环保、能耗JB/T10138-1999渗碳轴承钢锻件安全、能耗、环保GB5083-1999生产设备安全卫生设计总则GB/T8176-1997冲压车间安全生产通则GB12265.1一1997机械安全防止上肢触及危险区的安全距离GB12265.2-2000机械安全防止下肢触及危险区的安全距离GB12265.3-1997机械安全避免人体各部位挤压的最小间距GB/T12801-2008生产过程安全卫生要求总则GB13318-2003锻造生产安全与环保通则GB13887-2008冷冲压安全规程GB/T15319-1994火焰加热炉节能监测方法OB/T19670-2005机械安全防止意外启动JB/T5992.3-1992机械制造工艺方法分类与代码压力加工JB/T50153-1999锻造加热炉能耗分等2. 冲压、金属压力变形试验方法、大型锻件等方面标准冲压GB/T 8845 2006 冲模术语GB/T 13914-2002 冲压件尺寸公差GB/T 13915-2002 冲压件角度公差GB/T 13916-2002 冲压件形状和位置未注公差GB/T 15055-2007 冲压件未注公差尺寸极限偏差GB/T 15825.1-2008 金属薄板成形性能与试验方法第1部分:成形性能和指标GB/T 15825.2-2008 金属薄板成形性能与试验方法第2部分:通用试验规程GB/T 15825.3-2008 金属薄板成形性能与试验方法第3部分:拉深与拉深载荷试验GB/T 15825.4 2008 金属薄板成形性能与试验方法第4部分:扩孔试验GB/T 15825.5-2008 金属薄板成形性能与试验方法第5部分:弯曲试验GB/T 15825.6-2008 金属薄板成形性能与试验方法第6部分:锥杯试验GB/T 15825.7 2008 金属薄板成形性能与试验方法第7部分:凸耳试验GB/T 15825.8 2008 金属薄板成形性能与试验方法第8部分:成形极限图(F1D)测定指南GB/T 16743-1997 冲裁间隙JB/T 4129-1999 冲压件毛刺高度JB/T 4378.1 1999 金属冷冲压件结构要素JB/T 4378.2-1999 金属冷冲压件通用技术条件JB/T 4381-1999 冲压剪切下料未注公差尺寸的极限偏差JB/T 5109-2001 金属板料压弯工艺设计规范JB/T 6054 2001 冷挤压件工艺编制原则JB/T 6058-1992 冲模用钢及其热处理技术条件JB/T 6959 1993 金属板料拉深工艺设计规范JB/T 8930-1999 冲压工艺质量控制规范JB/T 9175.1-1999 精密冲裁件结构工艺性JB/T 9175.2 1999 精密冲裁件质量JB/T 9176-1999 冲压件材料消耗工艺定额编制方法JB/T 9180.1 1999 钢质冷挤压件公差JB/T 9180.2 1999 钢质冷挤压件通用技术条件金属压力变形试验方法GB/T 228-2002 金属材料室温拉伸试验方法GB/T 229-2007 金属材料夏比摆锤冲击试验方法GB/T 232-1999 金属材料弯曲试验方法GB/T 235-1999 金属材料厚度等于或小于3 mm薄板和薄带反复弯曲试验方法GB/T 238-2002 金属材料线材反复弯曲试验方法GB/T 239-1999 金属线材扭转试验方法GB/T 241-2007 金属管液压试验方法GB/T 242-2007 金属管扩口试验方法GB/T 244-2008 金属管弯曲试验方法GB/T 245-2008 金属管卷边试验方法GB/T 246-2007 金属管压扁试验方法GB/T 2039-1997 金属拉伸蠕变及持泵试验方法GB/T 4156-2007 金属材料薄板和薄带埃里克森杯突试验GB/T 4337-2008 金属材料疲劳试验旋转弯曲方法GB/T 4338-2006 金属材料高温拉伸试验方法GB/T 5027-2007 金属材料薄板和薄带塑性应变比(r值)的测定GB/T 5028-1999 金属薄板和薄带拉伸应变硬化指数(n值)试验方法GB/T 7314-2005 金属材料室温压缩试验方法GB/T 10128-2007 金属材料室温扭转试验方法GB/T 13239-2006 金属材料低温拉伸试验方法大型锻件JB/T 6393-1992 大型锻件用合金工具钢JB/T 6394-1992 大型锻件用碳素工具钢JB/T 6395-1992 大型齿轮、齿圈锻件JB/T 6979-1993 大中型钢质锻制模块(超声波和夹杂物)质量分级JB/T 7032-2001 大型全纤维曲轴锻件JB/T 8705-1998 50MW以下汽轮发电机无中心孔转子锻件技术条件JB/T 8706-1998 50~200MW汽轮发电机无中心孔转子锻件技术条件JB/T 8707-1998 300MW以上汽轮机无中心孔转子锻件技术条件JB/T 8708-1998 300 600MW汽轮发电机无中心孔转子锻件技术条件JB/T 8888-1999 环芯法测量汽轮机、汽轮发电机转子锻件残余应力的试验方法JB/T 9020-1999 大型锻造曲轴的超声波检验JB/T 9021-1999 汽轮机主轴和转子锻件的热稳定性试验方法JB/T 10265 2001 水轮发电机用上下圆盘锻件技术条件锻压机械标准现行国家标准和行业标准116个(2009年批准发布)。
Z25-12A型自动搓丝机

-
电
话
:
47593 1 6066 1 6 10 0 5
:
电报 挂号 邮政 编码
:
:
:
ቤተ መጻሕፍቲ ባይዱ
5
1
A 型 自动 搓 丝 机
主 要技术 参数
自动搓 丝 机 是 用 两 块 平 搓 丝 板 在有头 部 的
螺钉
、
型 搓丝 直 径
号
2 2 5
一
12A
螺 栓 及 其 它 类 似零 件的 坯 料 上 滚 压 螺 纹
。
_
最大 最小
最大 最小
(毫 米 ) (毫 米 ) 〔 毫米 ,
(
l 2 8 1 20 2 5 6 5 4 48 85 7
.
的自动 化螺 纹 加 工 设 备 作可靠
、
匕料采 用 链条 料 斗 工
。
,
螺纹精 度好
、
、
生产率高
适 用于大 量
。
杆 部 长度
生产的 标 准件
汽车
、
拖 拉机
。。
、
毫米
(毫
)
电 器 等 制造 业
m
Z
。
搓 丝 长度 滑 块行 程 生 产率 主 传动 电机 功 率
毛坯 材 料的 极限 强 度 为
镇 6 0 kg / m
最大
米)
(毫 米 ) (个 /分 ) (千 瓦 )
5
长 外形尺 寸 宽 高 搓丝 机净重 约
(毫 米 )
(
300 0 ]84 0 16 00 300 0
毫米 )
(毫 米 ) (公 斤 )
工厂 名称 厂 地 长 址
:
齐 齐 哈 尔 第 二机 床 厂 孙振 英 齐 齐 哈 尔 市水 安 大 街 5 4 号
广东雄盛搓丝机说明书
70~100
60~80
340
380
150/170*30*120 150/170*30*120
5.5
7.5
1500
2000
1.9*1.7*1.4
1.9*1.7*1.5
四、搓牙机的搬运与安装
1.搬运装箱的机床应按照包装箱上的起吊标志系绳起吊(图 1)和卸放应平稳,不得过度倾斜。 拆箱后搬运机床,以叉车工作为主,并应注意避免损坏机床表面。
9
公司部分产品目录: 1.HM 系列高速螺丝 打头机 2.RM 系列高速螺丝搓丝机 3.全自动半空心打头机系列 4.异型产品搓丝搓花机系列 5.其它螺丝机械周边设备
制造商:雄盛锻造机械厂 地址:广东省佛山市顺德区大都文登工业区工业五路 3 号 联系电话:0757-23322677 传真:0757-23812772 网址: 邮政:52基8于3长1期3研发需要,本公司保留有技术参数之修改权利,恕不另行通知。
作用及说明
5
大带轮
6
滚子
7
凸轮
8
主轴
9
偏心轮
10
大摇动头
11
摇动头压盖
12
连杆螺栓
13
小摇动头
14
滑块
15
左桥
16
右桥
17
固定拖板
18
调节螺杆
19
连接块
20
滑动拖板
21
推钉刀
22
拉紧螺栓
23
顶紧螺栓
24
丝板压铁
25
固定丝板座
26
调节螺杆座
主传动减速零件
推钉装置的导程件
用于调整推钉的配合时间
雄盛机械·源自台湾
滚丝机ZA28-12.5B[001]
![滚丝机ZA28-12.5B[001]](https://img.taocdn.com/s3/m/9517595c53ea551810a6f524ccbff121dd36c50a.png)
滚丝机ZA28-12.5B简介滚丝机ZA28-12.5B是一种用于金属材料加工的设备,主要用于将金属材料(如钢材、铝材等)进行滚丝加工,以便在材料表面形成螺纹状的纹理。
滚丝机ZA28-12.5B具有高效、精确的加工能力,广泛应用于机械制造、建筑、船舶、汽车等行业。
特点1. 高效加工能力滚丝机ZA28-12.5B采用先进的滚丝技术,能够在短时间内完成大量的滚丝加工任务。
其高速旋转的滚轮可以迅速将金属材料进行滚丝,提高生产效率。
2. 精确滚丝工艺滚丝机ZA28-12.5B具有精确的滚丝工艺控制系统,可以根据不同的加工要求对滚丝深度、滚丝速度等参数进行调整,以确保加工质量和产品精度。
3. 多样化的适用材料滚丝机ZA28-12.5B适用于多种金属材料的滚丝加工,包括钢材、铝材、镁材等。
它可以满足不同行业对滚丝加工的需求。
4. 稳定可靠的性能滚丝机ZA28-12.5B采用高品质的零部件和先进的制造工艺,具有稳定可靠的性能。
它可以长时间连续运转,保证生产线的稳定性和可靠性。
技术参数•加工材料:钢材、铝材、镁材等•最大滚丝直径:28mm•最大滚丝长度:12.5m•滚丝精度:±0.01mm•滚丝速度:10m/min•电源:三相380V 50Hz•总功率:7.5kW•设备重量:1500kg使用方法1.将待加工的金属材料放置在滚丝机的工作台上,并固定好。
2.调整滚丝机的滚丝深度和滚丝速度等参数,确保适合加工需求。
3.打开滚丝机的电源开关,启动设备。
4.操作人员需要时刻观察滚丝加工过程,确保加工质量和安全性。
5.完成加工后,关闭电源开关,将加工好的金属材料取出。
维护保养1.定期对滚丝机进行润滑,并清理滚轮和工作台上的金属屑和油污。
2.检查滚丝机的电气系统,并确保连接稳定。
3.定期对滚丝机进行通风散热检查,并清洁散热器。
4.检查滚丝机的滚轮和轴承等零部件的磨损情况,及时更换。
注意事项1.在使用滚丝机时,应戴好防护手套和护目镜等个人防护装备,以防止发生意外。