使用水力气垫结合式流浆箱的注意事项
长网纸机操作要点

长网纸机操作要点1、流浆箱的操作气垫流浆箱需要注意唇板的保护和使用。
(1)每次停机一个班以上时,宜安排专人校正唇口,三台流浆箱均校平。
面层和芯层流浆箱在正常生产时,除调整开度外,不做单点调节(2)底层流浆箱在调整横幅定量时,唇口调节宜采用三点调节法,即相邻三点中间一点调节量最大,旁边两点调节量为中间点的一半。
每次调整不宜超过三点,这样可防止唇板过度变形。
2、网部正常生产操作要点(1)经常检查网面水线状况,伏辊和引纸辊的真空度及引纸状况,有异常应及时调整处理。
(2)经常检查水针,保证灵活、畅通,注意其压力不得太低。
(3)经常检查各辊刮刀情况,各辊子不得缠料,如有缠料要用水冲掉。
定时冲洗网案各脱水元件两侧浆料及各导网辊刮刀处存浆(4)经常检查校正器工作状况及其压缩空气压力,保证其灵敏工作。
(5)定时清理网子高压清洗水喷嘴,务必保持网子清洁。
(6)经常注意操作盘上各参数的变化情况,随时调整保持正常。
(7)经常检查聚酯网两边是否有裂口或磨损等情况,如发现裂口应及时处理。
(8) 经常检查聚酯网的张力,无自动张力检测,可买手持便携式张力计,毛布和干网均可检查。
3、压榨部正常生产操作要点(1)开机前检查各部是否完好无缺,撤离无用螺丝、工具及其它杂物至安全处;检查各床毛毯自动校正是否完好,调节灵敏否,调节方向是否正确,调好档板位置及工作气压。
(2)检查刮刀与辊面吻合是否完好,压榨辊刮刀应喷水。
(3)检查各真空吸水箱面板是否干净、平滑,封好各吸水箱端头封板,调整好各吸水箱抽吸宽度。
,4)经常检查并调整毛毯张力状况、毛毯运行状况,以及毛毯调节器工作灵敏程度。
运行中毛毯张力约为聚酯网的二分之一。
(5)经常检查压榨部所属设备运行情况,发现异常及时处理。
(6)经常检查并调整网部与压榨部速比,各压榨的拉力变化情况。
(7)经常检查各辊两侧压力,各辊电流负荷,发现偏差及时调整使之符合技术要求。
(8)经常维护压榨辊及刮刀的清洁卫生。
气垫式流浆箱的使用操作

二、流浆箱主体结构
进浆方锥管及孔板
匀浆辊
堰板
唇口侧面排浆孔(鳃流孔)
喷雾管
箱体
低脉动供气系统
造纸工艺及设备
进浆方锥管
方锥管
作用:a)保证全幅等压等速上 浆,b)排出浆中悬浮污物。因 此在工作中切勿把回流阀关死。
压力平衡管
造纸工艺及设备
进浆方锥管
方锥管作用:保证全幅布浆压力一致,为横向分 布一致提供初分布。 孔板作用:使浆料定向均匀悬浮进入堰池,消除 过大的浆流脉动。 压力平衡管作用:显示方锥管内浆流是否全幅等 压。组成:AB阀,清水阀(D阀),排料阀(C 阀)和透明有机玻璃管等。
造纸工艺及设备
匀浆辊
本流浆箱有2根不锈钢匀浆辊—喉部匀浆辊 和唇口匀浆辊。 喉部匀浆辊作用:把孔板出来的浆料进一 步稳流和匀整,并赋予浆料悬浮分散的微 湍流。
唇口匀浆辊作用:使喷射上网的浆料处于 悬浮分散,横幅均匀喷浆。
造纸工艺及设备
适当转速:25-35转/分。若太低,会导致 纸张产生条斑,若太高,易造成浆料不稳 定,形成泡沫,使纸面产生气泡。 转向:对成形影响不大,相反为宜。
造纸工艺及设备
调节方锥管横向压力一致的步骤:
1. 开AB,关CD,浆流进入测压管。 2. 从透明管观察:浆流从小端流向大端,开大回流
阀;反之,关小回流阀;直到主视管中浆料静止 不动时方锥管横向压力为一致。 3. 调节压力一致后,关AB,开CD,把视管中的浆 冲走,以防堵塞视管。 4. 若流浆箱流量及压力变化时,必须及时调节此横 向平衡压力。
造纸工艺及设备
一、概述
流浆箱是造纸机的关键部件之一——“造纸机的心 脏” 。 作用:向造纸机的网部提供均匀和稳定的横向浆 流分布。 为取得良好的纸幅成形质量,除了流浆箱本身质 量外,还要有好的供浆系统和网部相匹配。 每台流浆箱设计都有特定的工艺条件,只能适用 一定的工作范围,超过设计范围的工况就应该修 改设计进行改造,才能获得良好的成形效果。
专家控制在气垫式流浆箱控制中的应用
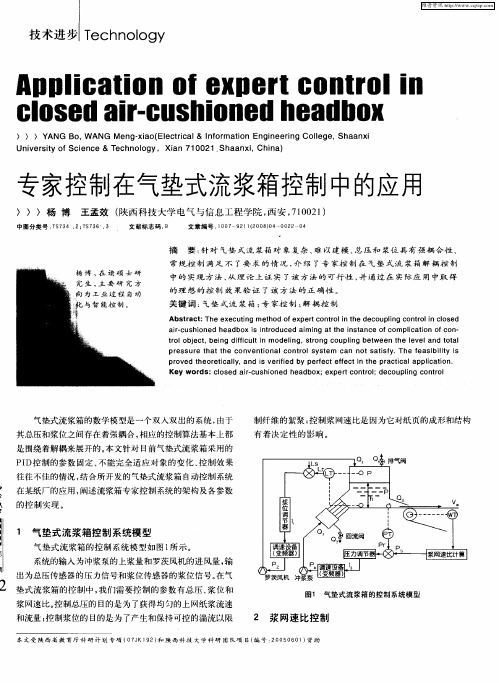
在 气垫 式流 浆 箱 中 , 喷浆 速 度 与流 浆箱 总 压P 有如 下关
由 罗茨 风机 的进 风 量进 行 调 节 。 了达 到 更 快调 节 的 目的 , 为 还 需要 采取 解耦 措施 。 中将 专 家控制 应用 到总 压和 浆位 的 文 解 耦控 制 中 , 当纸 机 网速 发生 变化 需要 调整 总压 和稳定 浆位 时 , 系统 可 以应 用 专 家控 制规 则 , 总压 和浆 位 的偏 差信 本 将 号 经专 家 系统解 耦 网络 进 行解 耦后 , 得信号 分 别控制 上浆 所 泵 和 罗茨风 机对应 的变 频 器的频率 , 这样 便成 功解 决 了总压 和 浆位 的严 重耦合 问题 。 气垫式 流 浆箱解 耦 系统如 图2 示。 所
)) )Y G B , AN o WANG Me g xa ( IcTc I If r t n E gn e ig C l g , h a x n -io Ee t a & no mai n ie r ol e S a n 1 o n e
Un v i f c e c & T c n lg , Xi n 7 0 1 ie s t o i n e r y S e h oo y a 1 2 Sh a x , i a 0 a n i Ch n )
出 为总压 传感 器的压 力信号 和 浆位传 感 器的浆 位信号 。 在气
2 垫式 流 浆箱 的控 制 中, 需要 控 制 的参数 有 总 压 、 位和 我们 浆
浆 网速 比。 制总 压的 目的是 为 了获得 均匀的 上 网纸浆 流速 控
图1 气垫式 流浆箱 的控制 系统 模型
和 流量 ; 浆位 的 目的是为 了产 生和 保持可 控的 湍流 以限 控制
pr ed t eor ialy ov h etc l ,and s verfed b i ii y perec f ti he pr ctc f tefec n t a ialappl aton. i i c Key wor ds:cl ed a_- os rcushoned h i eadbox :exp ontoI er c t r :dec oupl i con r ng toI
要玩转纸机,先要搞定流浆箱

要玩转纸机,先要搞定流浆箱智桥导读:流浆箱一直被认为是纸机的心脏,对纸张的质量起最决定性的作用。
现代化的纸机流浆箱,自动化程度非常高,但仍需知道其运行过程。
本文主要介绍流浆箱使用、操作与维护流程。
开机准备流浆箱开机前应以下内容:1)短循环系统槽内是否有水;2)供浆泵和压力筛的密封水是否开启;3)流浆箱清洗喷淋管是否开启;4)所有的清洗孔和检查孔是否关闭;5)上唇板是否在其正常运行位置;6)润滑喷淋管是否开启;7)热补偿系统是否开启。
上浆泵也只有满足以下条件后才能开启:1)短循环系统已运行;2)稀释水循环系统运行并且压力已稳定;3)成型部已开始运行。
流浆箱控制系统可通过相关条件连锁,实现如下自动功能:1)当稀释水泵开启时,稀释水总管回流阀会自动开启到设定位置,当水泵关闭时,该阀门会自动关闭;2)当上浆泵开启时,流浆箱进浆总管回流阀会自动开启到以前运行时的位置,上浆泵关闭时,该阀门会自动关闭;3)如果上浆泵突然停机,流浆箱压力控制会自动从自动控制切换为手动控制;如果成型部突然停机,上浆泵和稀释水泵会自动停止;4)流浆箱水位控制和调节以及回流的操作都可以采用自动方式和手动方式,稀释水压力的调节也可以采用自动和手动的方式;5)如果稀释水泵突然停机,上浆泵会自动停止。
开机开机的顺序为:1)开启成型部并检查陶瓷面板的润滑喷淋管是否开启,检查成型部的车速;2)开启成型部的真空系统;3)开启稀释循环系统;4)开启短循环系统;5)根据纸机运行车速,调整流浆箱的压头和液位控制至设定值,并打入自控状态;6)开启压力筛;7)开启上浆泵;8)检查流浆箱压力;9)开启供浆泵。
供浆泵开启之前,流浆箱的压头必须适应于纸机的运行车速,如果压力低,浆料会杜塞流浆箱。
停机停机的前提条件是真空吸移辊已抬至最高位置,冲洗湿纸幅的喷淋水管必须开着。
整个过程用水冲洗短循环系统以保持流浆箱清洁。
冲洗机外白水槽以后的浆管道,以防停机后堵塞压力筛。
气垫式流浆箱解耦控制策略的研究
何控制气垫式流浆箱 的总压 和浆 位 , 保证 一定 的浆
是为 了获得适 当的纸浆流域以减少横流和浓度 的变 化, 产生和保持可控 的湍流 以限制纤维 的絮 聚。如
奈奎斯特判据 的频域 法。然 而 , 这些方 法严重地 依 赖于被控对象 的数学模 型 , 对参数 的变化 十分敏感 , 并且硬件和软件造价昂贵。同时纸机 的数学模 型具 有非线性 和时变性 , 在不 同的工艺条件 和环境下 , 数
气 垫式 流 浆箱解 耦控 制策 略 的研 究
李 艳, 杨红喜
( 陕西科技大学 电信学院 , 西安 70 2 ) 10 1
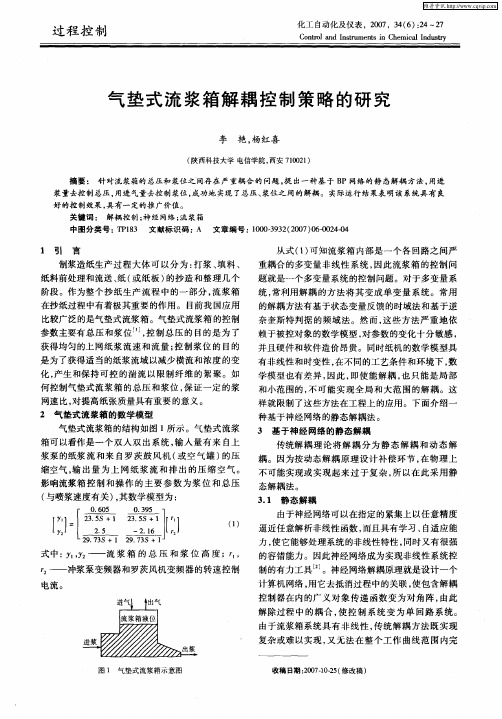
摘要 : 针对流浆箱的总压和浆位之 间存在严 重耦 合的 问题 , 出一种基 于 B 提 P网络的静 态解耦 方法 , 用进 浆量去控制总压 , 用进 气量去控制 浆位 , 成功地 实现 了总压 、 浆位之 间的解耦 。实际运行 结果表明该 系统具 有 良 好 的控 制 效 果 , 有 一 定 的推 广 价值 。 具 关键词 : 解耦控制 ; 神经 网络 ; 流浆箱
¨ ,2 — 控 制 器 C ,2输 出 的 控 制 信 号 ; J 2 — 经 过 解 1¨ — 1C , —
传统解耦 理 论将解 耦 分为 静态 解耦 和动 态解
耦 。因为按动 态解耦 原理设 计补偿环 节 , 在物理 上
不可能实现或 实现起来 过于复杂 , 以在此采 用静 所
态解耦法。
3 1 静 态 解 耦 .
流浆箱控制策略
流浆箱控制策略流浆箱是抄纸过程中的一个重要设备,成纸的匀度,纵横向撕裂度等许多重要理指标都取决于流浆箱的工况。
气垫式流浆浆箱是随着纸机速度提高而出现的新一代流浆箱,一般用于250米/分以上的纸机,其主要控制参数有三个,即浆的液位,唇板处的总压及浆/网速比。
总压控制可使喷射到网上的纸浆的速度保持连续一致,从而保证纸纤维分布均匀。
液位控制的目的为了获得纸浆流域以保持适当的湍流来限制纤维的絮聚。
浆速/网速比对纸页的成开有和结构有着决定性的影响,是影响成纸物理性能的重要因素。
上述三个参数互相关联,用单回路控制器难以完成,因此需使用工业控制微机来实现。
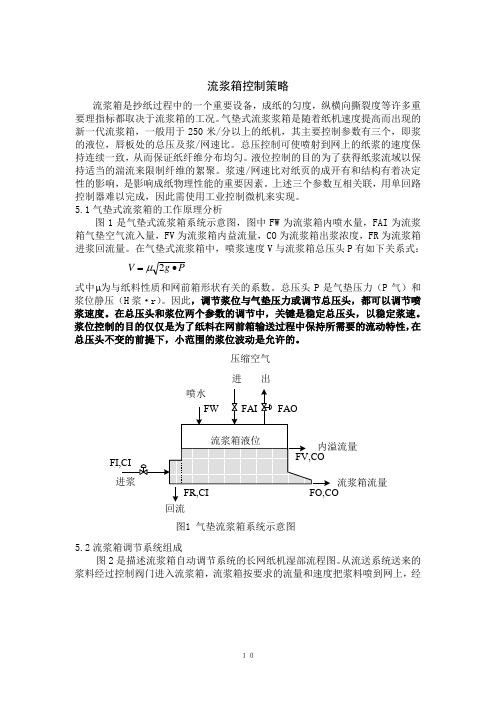
5.1气垫式流浆箱的工作原理分析图1是气垫式流浆箱系统示意图,图中FW为流浆箱内喷水量,FAI为流浆箱气垫空气流入量,FV为流浆箱内益流量,CO为流浆箱出浆浓度,FR为流浆箱进浆回流量。
在气垫式流浆箱中,喷浆速度V与流浆箱总压头P有如下关系式:PgV∙=2μ式中μ为与纸料性质和网前箱形状有关的系数。
总压头P是气垫压力(P气)和浆位静压(H浆·r)。
因此,调节浆位与气垫压力或调节总压头,都可以调节喷浆速度。
在总压头和浆位两个参数的调节中,关键是稳定总压头,以稳定浆速。
浆位控制的目的仅仅是为了纸料在网前箱输送过程中保持所需要的流动特性,在总压头不变的前提下,小范围的浆位波动是允许的。
回流流浆箱流量进出压缩空气图1 气垫流浆箱系统示意图5.2流浆箱调节系统组成图2是描述流浆箱自动调节系统的长网纸机湿部流程图。
从流送系统送来的浆料经过控制阀门进入流浆箱,流浆箱按要求的流量和速度把浆料喷到网上,经网上脱水成形形成湿纸页。
水压缩空气图2流浆箱自动调节系统流程图5.3四种气垫流浆箱自动调节方案分析在图2中,流浆箱总压和浆位是被控变量,进浆量和压缩空气流出量是控制量,根据选取被控变量和控制量的不同,气垫式流浆箱自动控制有四种方案。
方案1:如图3所示,总压的控制是通过总压调节器(PC )改变浆料调节阀门,即调节进浆量去实现的。
气垫式流浆箱的使用操作

气垫式流浆箱的使用操作
使用气垫式流浆箱前,首先,要确保流浆箱质量,查看外观是否有损坏,比如折痕、凹坑等,有损坏的流浆箱不适合使用。
其次,要量身定做,把气垫式流浆箱包装在产品上,要确保流浆箱大小正确,把产品完全封装在流浆箱里,让流浆箱更好地保护产品。
再次,绑好流浆箱,用胶带绑住流浆箱,以防流浆箱被撕扯,保护货物不受损害;要注意流浆箱绑得比较紧,但又不能太紧,因为太紧会使流浆箱受到压力,造成破损。
最后,一定要把货物正确标识,加上流浆箱上明显的货物品名,货物的重量、数量等信息,用于运输过程中的检查及货物发放。
以上就是使用气垫式流浆箱的基本步骤,下面介绍使用气垫式流浆箱的注意事项:
1、在使用气垫式流浆箱时,要考虑流浆箱的机械强度,不同的产品流浆箱机械强度也不同,要根据产品重量和尺寸选择合适的流浆箱。
2、要注意货物应该如何正确摆放,例如大型设备应放在流浆箱的底部,以减少重物的影响,避免流浆箱受到撕裂的压力而受到损坏。
流浆箱操作说明
培训教材流浆箱操作说明1、唇板开度调整1.1. 1 控制上唇板的移动从流浆箱现场控制箱控制,有下列控制开关:OPERATION-SERVICEUP-DOWNFORWARD-BACKWARDOPERATION-SERVICE控制开关控制唇板的竖直移动速度,OPERATION用于低速,SERVICE用于高速。
1.1. 2 位置指示器唇板开度的水平与竖直位置测量数据在流浆箱控制箱上有数字显示,因唇板在水平方向移动,板开度的尺寸将会改变。
1.2边流控制1.2.1综述SYMFLO D流浆箱配有边流,从进浆总管经湍流发生器到唇板区,边流管上控制浆流量的控制阀。
1.2.2边流操作边流用于在纸页两边控制纤维走向,以减小在烘干部的纸页颤动1.2.3边流控制不要将边流全关掉,若边流关闭了,在湍流发生器内的边流管出口将不会供浆,这会对唇板区浆流产生干扰。
边部150mm的问题,从纸页上取四个样,以检测其抗张强度,从距纸页边150mm的地方取第一个纸样,再从中间取另三个纸样,以做比较。
测量纸样的纵/横抗张强度,计算其纵/横张力比,通过不同纸样的相互比较,以检测纸页的纤维走向。
用实验室的Paper-lab测量计,TSO通常从每个卷纸辊上测量仔细观察纸页在压榨部的运行情况及在烘干部的颤动情况,然后据此调整边流,继续调整,直到达到所需区域的纤维走向满足要求,但要同时考虑到纸机的运行性,可以一次调一侧,也可同时调整两侧。
记住:●在纸机运行方面,绝对一致的纤维走向并不一定是最好的,主要通过试验找到最合适的浆流量。
●流量过大会导致浆流从两侧向中间流动●沸点时间寻找最优的流量,并在各种条件下作出比较是值得的。
这样做确实能改善纸机的运行性,提高产的质量。
●不要用边流进行纸页的横幅控制。
1.3 纤维走向的因素1.3.1影响纤维走向的因素:可通过调整下列参数来调整纤维走向:●浆网速比●唇板开度●唇板开度曲线●边流流量浆网速比距零的偏移量越大,它对纤维走向的影响就越大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
使用水力气垫结合式流浆箱的注意事项
流浆箱是现代纸机关键部件,是连接“流送系统”与“成形部”的关键枢纽所在,决定了造纸机的速度范围,对纸页的成形和纸张的质量具有决定性作用。
流浆箱的发展,从早期的敞开式流浆箱,变化到现在的水力式、水力气垫结合式流浆箱;对于水力气垫结合式流浆箱,从以进引为主,发展到目前的自主研发、自主创新产品。
潍坊同步造纸技术有限公司是国内研发与生产水力气垫结合式流浆箱的重点企业,其总结的经验值得我们借鉴与学习。
■安装
水力气垫结合式流浆箱安装到位后,要做到流浆箱(下唇板平面)前后、左右处于水平状态;下唇板喷口端面下沿距胸辊最高点高度在5~8mm之间;上唇板的小唇板出口端面(锋刃)退后下唇板出口端面10mm左右。
■调试
(1)上唇板微调机构间距为120mm,相邻两个微调机构调节范围不允许超过0.3mm。
(2)上唇板水平调节机构,是通过调节上唇板的小唇板(锋刃)到下唇板出口端距离,来实现浆料着网点位置变化。
潍坊同步生产的水力气垫结合式流浆箱,水平调节范围为0~25mm。
(3)上唇板升降机构除日常生产调节唇口开度,在停机检查、刷洗时,最大可提升100mm。
(4)进入气垫室空气压力,一般比水力气垫结合式流浆箱现实的总压头略高,一般高出0.005MPa左右,其作用保证一定液位、一定量的溢流。
(5)水力气垫结合式流浆箱浆速已与纸机网部车速联动,网部车速、浆网速比系数等均在流浆箱控制系统操作界面中。
再次强调一下,水力气垫结合式流浆箱气垫压力仅仅为保持一定量的溢流液位而与流浆箱总压头保持相对动态平衡,而总压头是网部车速及浆网速比系数决定的,由二次冲浆泵或高位箱压差提供。
这不同于气垫双匀浆辊流浆箱,气垫压力加堰池液位,两者之和为流浆
箱总压头,控制过程采取两者耦合方式达到相对平衡。
■生产过程检查及调节
(1)进浆总管压力平衡
进浆总管压力平衡是经常检查项目。
理想状态下,进浆总管指示压力平衡的平衡管液体是静止的。
但实际生产过程中,生产工艺、品种变化,横幅定量调节,局部开大或关小唇口开度,会经常打破进浆总管进浆压力的平衡。
(2)横幅定量的调节
水力气垫结合式流浆箱运行正常后,很多企业采取专人负责横幅定量的调节。
调节时,几个微调机构联动,不可调一点定量动一个微调机构。
同时上调、下调幅度不能太大,一般不超过±3mm。
调节幅度过大,且一直向上或一直向下,有可能超出小唇板极限,失去调节功能。
(3)匀度的调节
水力气垫结合式流浆箱运行正常后,匀度的调节可在控制系统计算机操作界面中完成,改变浆网速比系数,取纸样检测。
找到匀度最佳时的浆网速比系数值,该数值就是目前工艺条件下最佳参数值。
例如:原设定浆网速比系数为1.0000,可改变浆网速比系数为1.0000±0.0050,纸辊下机后取样检测,之后再改变浆网速比系数为1.0000±0.0075,下机后继续检测。
最后找到最佳匀度时的浆网速比系数。
一旦确定,之后同样工艺条件可作为经验值记忆、保存。