を使った生产性改善の方法 - 经.76页PPT
合集下载
生产现场改善PPT课件
近视 近视
步骤三:思考可能的原因(问为什么)
环境
人为
常盯屏幕 先天近视
常揉眼睛 意外伤害
走路看书
近视
距离过近
躺着看书
看书方法不对
设备 材料 方法 步骤四:描述和排序真正原因
第12页/共35页
长时间看书不休息
步骤五:针对主要原因采取改进措施。
第13页/共35页
四、解决问题
对现状总怀疑的六何分析法
材料存放、搬运方式好不好?
材料成本如何,能否更便宜?
作业标准内容是否合适?
作业前后的准备工作是否经济高效?
前后工序的衔接好吗?
作业安全性如何?
第8页/共35页
统计数据 客户反馈 实际比较
红牌作战
在工厂内,找到问题点,并悬挂红牌,让大家都
明白并积极地去改善,从而达到整理、整顿的目
的。
第9页/共35页
材料成本如何,能否更便宜?
方法
作业标准内容是否合适?
作业前后的准备工作是否经济高效?
前后工序的衔接好吗?
作业安全性如何?第23页/共35页
运用统计数据、报告分析,找出问题点。
5.00% 4.50% 4.00% 3.50% 3.00% 2.50% 2.00% 1.50% 1.00% 0.50% 0.00%
第15页/共35页
第五级
现象:实际工作效率达到85%以上 库存是该行业中最低的 员工:新人也能很快跟上运营程序 全员主动地参与到改善活动中
第四级
现象:实际工作效率达到75%以上 设备:因故障而停线情况基本消除 管理者:天天研究如何再增加价值
第三级
现象:各环节均使用流程图管理 员工:具备多技能操作能力 现场:小组经常聚会讨论改善课题
持续改善的六个步骤ppt课件

织布机的故事
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
丰田持续改善活动背景
1950
应对危机
年 经
压缩成本,着手开展为期五年的生产设备和工具改进计划
营
危 机 1952年开
经验
培训
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
丰田持续改善活动背景
丰田戒律
1、无论在任何工作岗位,都要踏实地履行工作职 责,通过共同努力为国家的发展和福利做贡献。 2、通过永无止境的创造力,求知欲和对改善的追 求成为时代的先锋。 3、参与实践,避免虚度光阴。 4、慷慨、友善;努力创造温暖的、家一般的氛围。 5、要虔诚,对于各种思想或是行动,无论大与小 都在存有感恩之心。
小组活动、质量控制活 动、建议系统
建议系统
新系统、设备改进
改进工作程序,修改标 准
当场改进
渐近的、看得到的改进 显著升级现状
渐近的、看得到的改进
渐近的、看得到的改进
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
改善,是一种理念
实例:日本关西电力获得1984年的戴明奖 日本第二大公共事业单位关西电力,获得了1984年的戴明奖。一开始,关西电力并非那种急于改善 的公司,因为该公司一直保持全世界供电失误最少、修复时间最短的纪录,更何况在日本九大电力 公司中,它的费率最低廉。但是20世纪70年代的两次石油危机向关西电力敲响了警钟,使它产生了 获得进一步改善的愿望,尤其是在业绩、可靠性及扩充核能电厂方面,改善的需要更显得迫切。这 是电力供应业第一个“吃螃蟹”的公司,通过“思想革命”来达成TQC的实施。该公司总裁在1982年 宣布引进TQC。 关西电力成立了第一个“TQC推行办公室”,并由总裁兼任主席。公司最高主管亲自出马,推动质量 改善计划。此外,公司还成立了好几个委员会,分别负责质量保证、标准化、采购控制等任务。 截至1983年,每家分公司以及地区办事处都已经设立了自己的“TQC推行办公室”及专职人员。1984 年,更成立了一个永久性的常设单位—质量审核室来评估进度。同时,总裁负责自我质量审核的工 作。这是石川所建议的“启发”最高主管以及向员工显示其追求质量决心的做法。 在教育方面,关西电力开发出一套TQC训练计划:1982年先开设经理人课程,1984年再开发出一套适 用于一般员工的课程。过去,“质管圈”一向以安全与健康为主要议题,但从那时开始,它们分发 手册与案例研究,并以此为指南。 虽然公司对是否参与并没有硬性规定,但在强大的同事压力下,大多数人还是参加了。到1984年, 全公司共成立了2306个“质管圈”,参加人数达18 223人。检查过现有的原则及标准后,关西电力 将其中不合时宜或没有意义的予以废除,另外制定了合乎TQC要求的新规范。 环保与安全问题尤其受到重视。使用低硫燃料的情形变得普遍,植树活动也愈来愈扩大了,这些都 是这一领域的TQC活动。到1984年,供电中断及工作意外事件都减少了,而年度总开销缩减为原来的 1/3。关西电力员工的精神面貌大为改观,整个员工队伍士气高昂,空前团结,客户方面的反应也十 分良好。最终于当年赢得了戴明奖。
丰田生产方式标准作业与改善ppt课件
1个螺母 送入机
3个螺母送入机
方向盘
5
P7
(2)动作的方向是否突然变化?(迂回行走、转身掉头)
(3)有没有不自然的姿势或身体重心上下移动的动作?
踮脚站。曲膝。下蹲。前倾。 挺胸。弯腰、扭腰。
零件的位置太低 ,所以弯腰前倾 搬取。
6
P8
发现浪费动作的着眼点
2、观察身边,找出浪 费的动作。
7
P9
2、观察身边,找出浪费的动作。
从远处眺 望
从近处观 看
像大夫那 样仔细察 看、观察
像守护病人 那样仔细 “看护”
・5个为什么 → 真因 → 改善
27
P29
・推进改善的时候,大体上分成2方法。
①作业改善‥确定作业上的规则、重新确定作业的分 配、明示物品的配置、 作业动作的改善 等、将标准作业作为 原点去实施改善。 (不花钱可实施。) ②设备改善‥导入机器装置、将设备自动化等
№ 错解理由 错解记入例
没有具体的表达出浪 费的动作
光是说
5 “○○没
有做”, 这不是表 述浪费动 作
身体(
6 重点是
腰部) 前倾的 角度不 到45°
没有做到用双手去 组装○○
没有做到1次性地 组装○○
拿取
○○的
未到
时候,
45°
身体前
倾才能
拿到。
基准
正解例
要具体的表达出浪费 的动作是什么样的
要表达出来没有 做○○的具体的 动作。
要素祖业
秒
秒
用右手取螺丝刀 1.0
0.9
用左手取螺丝 2.1
1.1
拧螺丝①
3.0
2.1
拧螺丝②
3.0
现场改善方法PPT演示课件
3)标牌是否正确?
4)是否有杂质?
5)进货周期是否适当? 6)材料浪费情况如何?
7)材料运输有差错吗? 8)加工过程正确吗?
9)材料设计正确吗? 10)质量标准合理吗?
•14
Methods
1)工艺标准合理吗? 2)工艺标准提高了吗? 3)工作方法安全吗? 4)此方法能保证质量吗? 5)此方法是否高效? 6)工序安排合理吗? 7)工艺卡是否正确? 8)温度和湿度适宜吗? 9)通风和光照良好吗? 10)前后工序衔接好吗?
•12
Machine
1)设备能力足够吗? 3)是否正确润滑? 5)是否经常出现故障? 7)设备布置是否正确? 9)设备数量是否足够?
2)能否按工艺要求加工? 4)保养情况如何? 6)工作准确度如何? 8)噪音如何? 10)运转是否正常?
•13
Material
1)数量是否足够或过多? 2)是否符合质量要求?
•
工序分析
工序分析是工序管理、搬运管理、布局研究、作业编制、顺序 规划等基础资料获取的必要手法。
步骤: 1.整理工序流程 2.工序流程中是否存在不均衡、不合理现象 3.工序顺序是否合理 4.工序流程是否顺畅,设备配置、搬运方法是否合理 5.工序中的作业是否必要,是否可以取消,是否有更好的作业方法
•15
改善的概念
全体员工在各自的工作区域内进行: 小规模的 持续的 增值的 改变以产生积极影响。
•16
改善的概念
-是否可以消除 -如果不能消除,可否减少 -如果消除和减少,会出现何种现象 -什么、有多少、怎样变好
改善使操作变得 更容易、更方便 更安全、更稳定
第五要素
第一要素
持续不断地变化 更容易地
•8
制造方法改善培训资料中文ppt课件
练习题
产线名称:MS-1线 产品编号:12345
产品名称:主气缸
1. 设备布局图
主气缸的切削加工工序
正常工作时间 :27,600秒(460分)
生产体制 :1班/日
需求数
:690個/班
去除公司规定的午休,间休
20
10
L210
M110
材料
30
D310
T420
40
Inspection
50
成品
2.加工顺序和加工时间
② 对于加工顺序
正向作业 逆向作业
0个 1个/工序间
成品
粗( A 材) ④
(B) ①
成品
正向
2 工序
③
②
2工序
逆向
1 工序
②
③
1 工序
产品流向
材料
① (A) ④
(B)
材料
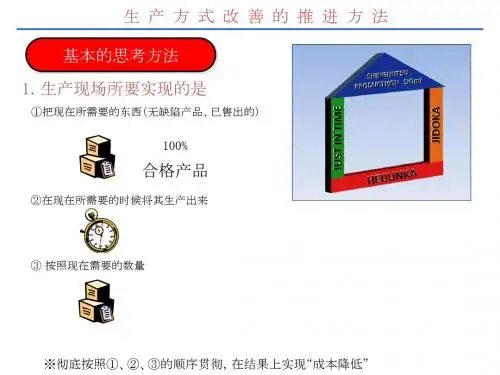
生产方式改善的推进方法 标准作业一式三套的制作步骤
1.各工序能力表 2.标准作业组合表 3.标准作业表
练习问题 :主气缸的切削加工工序
标准作业组合表的制作
使各工序的手工作业时间明确,可用来研究在节拍时间内可以完成多大范围的作业。其中必须 把设备作业包含进去考虑。 步骤
(1) 生产线名称 : 填写生产线名。 (2) 零部件编号 : 填写零部件编号。
(3) 零部件名称 : 填写零部件名称
(4) 每个班的需求数量 :填写每天(或每个班)的需求数量。
利润 = 销售价格 - 成本
增加利润:
(1) 提高价格…由市场所决定 (2) 减低成本…由生产方式所决定
价格 = 成本 + 利润
③ 成本因生产方式而改变
价格
精益生产之改善八大步骤经典.ppt

自主研 Jishuken NPS 台新企管
減少不良技巧 Defect Reduction Rules
(1) 掌握“五現主義” Follow 5-Gen Principles 1. 走入“現場” Go to Gemba ( Shopfloor ) 2. 觀察“現物” OBSERVE Gembutsu ( Objects ) 3. 了解“現實” Realize Genjitsu ( Facts ) 4. 立即“現作” Immediate gentsuku ( Actions ) 5. 成果“現查” Results Gensa ( Confirmation )
. 三無思想 3-Mu Philosophy (1) 無馱Muda (2) 無理 Muri (3) 無穩 Mura
. 改善動作之步驟 Steps of Kaizen (1) 要決定 TT Determine TT (2) 先做作業合理化,消除無馱 Rationalize opration to eliminate Muda (3) 將每一作業員的工作時間安排等於 TT,消除無理 Assign wworks of TT to each operator to eliminate Muri (4) 建立穩定的作業環境,消除無穩 Stablize operation to eliminate Mura
Kaizen Action * 五現主義 5 gen Principles
* 拙速巧遲 “ Crude but fast ” is better than “ Beauty but slow ”
* 改善基本技巧 Kaizen Basic Rules
* 減少不良技巧 Defect Reduction Rules
Water spider should periodically provide fixed quantity of parts to operator from the opposite side of opposite. (7) 盡可能將前後工程連線起來
日本企业标准化作业改善PPT通用课件
标准作业票
生产线 品番 品名
标准作业的制定程序
标准作业票
作业内容
新・改定 年 月 日 制作
印
开始 结束
品质确认 安全确认 标准在库 标准在库数 节拍时间 周期时间 分解记号
标准作业票
标准作业的制定程序
作成
标准作业票
改正
作业内容
取原料
放置完成品
62年11月30日
原料
①
⑥ ⑤
MI1764
②
手作业 3〝 自动运送25〝
② 改善的工具
a) 没有标准(没有正常、异常的
区分)的地方就没有改善。
b) 发现浪费 。
遵守标准作业可以保证品质也决定数量、成本
标准作业的三要素
1. 生产节拍 2. 作业顺序 3. 标准手持
生产节拍
标准持有量
④
③
⑤
②
⑥
①
作业顺序
标准作业的三要素
生产节拍-T.T
生产一件产品应该使用的时间值。
1天的运转时间(定时) T.T=
T. 5″ 10″ 15″ 20″ 25″ 3T0″ 35″ 40″ 45″ 50″ 55″ 60″ 65″ 70″ 75″ 80″
1
领取原料
2ー
2
MI-1764
函竃垢周,廾触,徭强纱垢
3
DR-2424
函竃垢周,廾触,徭强纱垢
4
TP-1101
函竃垢周,廾触,徭强纱垢
5
测定螺丝的直径
3 25 2 2
3 21
标准作业的相关名词
➢ 标准作业
以人的动作为中心,把工序集中起来,以没有浪费的操作顺序有效的进行生产的 方法。
(参考PPT)KAIZEN-工作改善之道
例 :电梯超载时,门关不上,电梯不能上
2021/4/26 下,警告钟也鸣起。
17
防错法的应用原理(三)
(3) 以“光线”控制的方式来完成 例 :自动照相机,光线若不足时,则快门
按不下去。
(4) 以“时间”控制的方式来完成 例 :洗手间内的“烘手机”,按一次只有
“一分钟”,时间一到自动停止。
2021/4/26
“改善”决不是一种现场管理的补充活动,或是一
种可有可无的小打小闹的做法,它是一种经营理念、
一种2021企/4/26业文化。
3
管理与改善
2021/4/26
4
管理的主要两项功能
维持 :按计划、按标准行事 确实执行新标准 使正常状态能持续出现
改善 :将异常迅速改善至正常 不断提升现有水准
管理与改善的互动关系
藉分隔不同区域的方式,来达到保护某些地区,
使其不能造成危险或错误的现象发生。隔离原理
亦称保护原理。
例 :家庭中危险的物品放入专门之柜子中加锁并
置于高处,预防无知的小孩取用而造成危险。
例 :家庭中之锅鼎把手煮菜时太热,加上电木隔
热不够时,仍需戴手套或取湿布来拿锅鼎以
达保护之作用。
例 :电动圆锯有一保护锯片套,以防止锯到手。
2021/4/26
案例二
最补示 低充 库量 存提
28
案例三
彩机 色墨 打盒 印
2021/4/26
29
案例四
2021/4/26
30
案例五
2021/4/26
31
案例六
装盒机利用扫
描警示技术防
止用错花盒
2021/4/26
32
2021/4/26
精益生产之改善LOB优选PPT
1. 最少作业需要时间 2. C/T × Rating(%)
- 125 -
制造技术实物教育
Ⅴ.改善LOB(生产线平衡)
• Cycle Time
作业 内容
A B 合计
1 13.7 9.4 23.1
测定次数
2
3
4
13.5 11.2 15.6
12.6 7.8 14.6
26.1 19.0 30.2
5 14.1 12.4 26.5
两个人一组时第①个单位要素作业的开始点是
(非正规包括时间①+②+③+④+⑤)-(正常作业时间 以①+两②个+⑤人)中先开工的人的开始点为基准.
因此一旦彻底消除正规作业的散布,
- 1台叉车材料数量 : 10个
- 工作时间: 460分
非运转损失 + 能力运转损失
※不包含非正规作业事项
非运转损失 + 能力运转损失
③ 门上贴 标签
⑥ 设定 叉车
⑤ 取下门 保护纸
④ 空箱处理
- 134 -
制造技术实物教育
Ⅴ.改善LOB(生产线平衡)
□ 正规作业 (Regular work)
周期性地发生的有规则的作业, 即标准时间(S/T)的规定作业内容需要包括由作业条件, 环境, 方法等诱发的事项. • Spring插入部位太狭窄而不能一次插入, 要经过两三次才能插入. • Screw固定时, 固定物的洞和固定部位的洞不一致而犯错误.
- 139 -
制造技术实物教育
Ⅴ.改善LOB(生产线平衡)
• 一个人做两个以上的制品
2台 1台
开始(Start point)
一个人同时制造两个以上的制品时, 不管哪个制品以第一个 动作为做开始点的基准.
精益生产——持续改善步骤PPT课件
没完没了的修饰,额外的加工 工序,生产效率降低,较长的 制造周期……
05 库存的浪费
额外大量返工,额外仓储与搬 运,过量文案工作,信息流程 阻塞,盘点困难……
06 动作的浪费
过长的行走距离,人员或设备 的等候,寻找工具或材料,过 度伸展或弯腰……
07 不良品生产的浪费
材料不良,加工不良,生产不 良……
第9页/共24页
生产现场常见的浪费
01 过盈生产
过量的原材料,额外的工作,过度 占用空间,信息管理复杂化,过度 搬运与处理……
02 等待的浪费
设备的闲置,设备的空转,计划外 的停机,不必要的测试,不正确的 操作……
03 搬运的浪费
过度搬运,过度库存,过量文案工 作,损坏或丢失物品……
04 加工本身的浪费
单点课是否能发挥效果,领导的重视很重要。
第20页/共24页
7 追求卓越
第21页/共24页
A-Action处理
对检查的结果进行处理,并标准化 总结失败的教训,归纳没有解决的问题
A
20%
C-Check检查
总结执行计划的结果 明确效果,找出问题
P C
P-Plan计划
包括方针和目标的确定, 以及活动规划的制定。
如何活动
我们将要做什么,为什么要这么做 我们要达到什么目的,如何达到 活动顺序是什么,期待的结果是什么
第12页/共24页
3 4M、5Why分析
第13页/共24页
5Why 分析法
为了解决反复出现的现场管理难题,如:1S 活动中反复出现的非必需品、2S活动中必需 品目视化暴露的问题、3S活动中发现的跑冒 滴漏、影响设备OEE的问题……我们可以采 用5Why分析法。通过5Why分析,对问题进 行刨根问底、追根溯源,找到问题的根本原 因,从源头上解决问题。
05 库存的浪费
额外大量返工,额外仓储与搬 运,过量文案工作,信息流程 阻塞,盘点困难……
06 动作的浪费
过长的行走距离,人员或设备 的等候,寻找工具或材料,过 度伸展或弯腰……
07 不良品生产的浪费
材料不良,加工不良,生产不 良……
第9页/共24页
生产现场常见的浪费
01 过盈生产
过量的原材料,额外的工作,过度 占用空间,信息管理复杂化,过度 搬运与处理……
02 等待的浪费
设备的闲置,设备的空转,计划外 的停机,不必要的测试,不正确的 操作……
03 搬运的浪费
过度搬运,过度库存,过量文案工 作,损坏或丢失物品……
04 加工本身的浪费
单点课是否能发挥效果,领导的重视很重要。
第20页/共24页
7 追求卓越
第21页/共24页
A-Action处理
对检查的结果进行处理,并标准化 总结失败的教训,归纳没有解决的问题
A
20%
C-Check检查
总结执行计划的结果 明确效果,找出问题
P C
P-Plan计划
包括方针和目标的确定, 以及活动规划的制定。
如何活动
我们将要做什么,为什么要这么做 我们要达到什么目的,如何达到 活动顺序是什么,期待的结果是什么
第12页/共24页
3 4M、5Why分析
第13页/共24页
5Why 分析法
为了解决反复出现的现场管理难题,如:1S 活动中反复出现的非必需品、2S活动中必需 品目视化暴露的问题、3S活动中发现的跑冒 滴漏、影响设备OEE的问题……我们可以采 用5Why分析法。通过5Why分析,对问题进 行刨根问底、追根溯源,找到问题的根本原 因,从源头上解决问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不会再掉进坑里。——黑格尔 32、希望的灯一旦熄灭,生活刹那间变成了一片黑暗。——普列姆昌德 33、希望是人生的乳母。——科策布 34、形成天才的决定因素应该是勤奋。——郭沫若 35、学到很多东西的诀窍,就是一下子不要学很多。——洛克
を使った生产性改善の方法 - 经.
51、没有哪个社会可以制订一部永远 适用的 宪法, 甚至一 条永远 适用的 法律。 ——杰 斐逊 52、法律源于人的自卫本能。——英 格索尔
53、人们通常会发现,法律就是这样 一种的 网,触 犯法律 的人, 小的可 以穿网 而过, 大的可 以破网 而出, 只有中 等的才 会坠入 网中。 ——申 斯通 54、法律就是法律它是一座雄伟的大 夏,庇 护着我 们大家 ;它的 每一块 砖石都 垒在另 一块砖 石上。 ——高 尔斯华 绥 55、今天的法律未必明天仍是法律。 ——罗·伯顿
を使った生产性改善の方法 - 经.
51、没有哪个社会可以制订一部永远 适用的 宪法, 甚至一 条永远 适用的 法律。 ——杰 斐逊 52、法律源于人的自卫本能。——英 格索尔
53、人们通常会发现,法律就是这样 一种的 网,触 犯法律 的人, 小的可 以穿网 而过, 大的可 以破网 而出, 只有中 等的才 会坠入 网中。 ——申 斯通 54、法律就是法律它是一座雄伟的大 夏,庇 护着我 们大家 ;它的 每一块 砖石都 垒在另 一块砖 石上。 ——高 尔斯华 绥 55、今天的法律未必明天仍是法律。 ——罗·伯顿