制程不良品处理流程图
制程不良品处理流程图
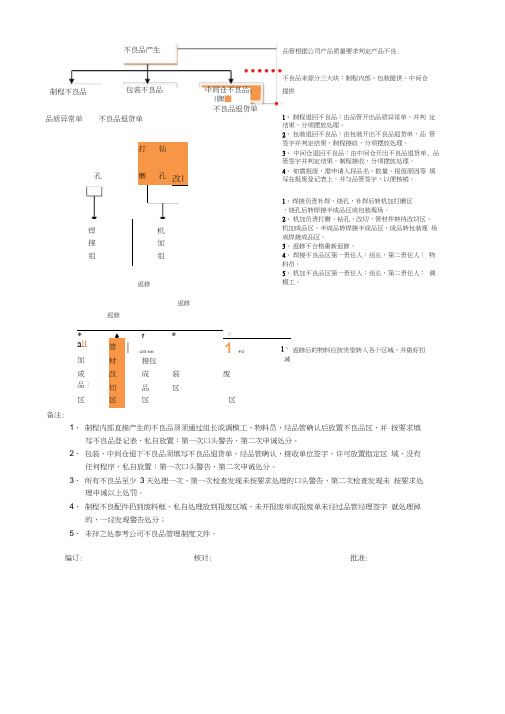
品管根据公司产品质量要求判定产品不良.
包装不良品
制程不良品
不良品退货单
品质异常单
孔
打
磨
钻
孔
改|
焊
机
接
加
组
组
返修
中间仓不良品
|牌■
不良品退货单
不良品来源分三大块:制程内部、包装提供、中间仓
提供
1、制程退回不良品:由品管开出品质异常单,并判 定结果,分项摆放处理。
2、包装退回不良品:由包装开出不良品退货单,品 管签字并判定结果,制程接收,分项摆放处理。
3、中间仓退回不良品:由中间仓开出不良品退货单, 品管签字并判定结果,制程接收,分项摆放处理。
4、如需报废,需申请人将品名、数量、报废原因等 填写在报废登记表上,并与品管签字,以便核销。1、焊接负补焊、烧孔,补焊后转机加打磨区
,烧孔后转焊接半成品区或包装现场。
2、机加负责打磨、钻孔,改切,管材件转待改切区、 机加成品区,半成品转焊接半成品区,成品转包装现 场或焊接成品区。
3、返修不合格重新返修。
4、焊接不良品区第一责任人:组长,第二责任人: 物料员。
5、机加不良品区第一责任人:组长,第二责任人: 调模工。
不良品处理流程图

5.10.4IQC收到退料单,在没有急料的情况下须在2个工作小时全检〔在IQC现有设备可完成确
认〕,在全检过程中如检验到制程不良、包装方式不符、标识错误、误判、标识不清晰〔料
号、供给商〔客户〕、数量、不良标识、不良容、不良率〕、拉长/IPQC未签名确认等,
市XXXX
〔三级文件〕
文件名称:不良品处理流程
文件编号:CT-QC-XXXX版 本/次:B/1
制/修日期:2013年7月29日生效日期:2013年7月29
文件会签部门
会 签 人
文件会签部门
会 签 人
□人资部
■电源部
□品管部
□技术部
□市场部
□财务部
■单板生产部
□采购部
■整机生产部
□后勤部
■SMT部
□货仓部
5.9.2每天QC 日报表记录的不良总数量与维修工站的维修日报表统计数量相符。品管IPQC每天稽查此项容。如不相符计缺失项并追踪改善。
5.10 不良品退仓
5.10.1产线在每个投产工位,在上线时挑出的原材料不良,放置规定区域,IPQC与拉长在物料员开单退料前,针对原材料不良全检确认并做好标识,在退料单上签名。
注:所有测试发现的不良品,不可进展第二次测试。
5.2.4外观检验工站发现产品不良现象,用红色箭头标或美纹纸对不良部位进展标识,然后将不良品放入不良区域,并立即在QC 日报表作好相应记录。
5.2.5当检验连续3PCS不良时,应与时反应拉长&IPQC。
5.2.6各工序作业员不可私自维修不良品。
市XXXX
2.适用围:
适用于公司制程不良品、OQC验出不良品和客户检出不良品与不良品维修管制。
制程检验不合格品处理流程图
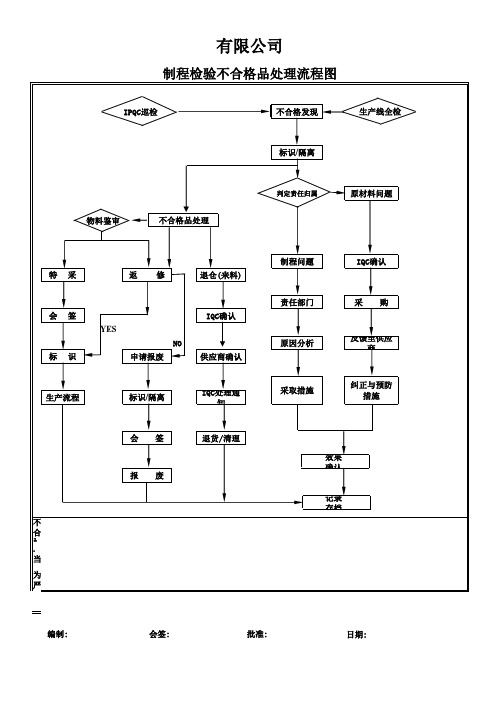
制程检验不合格品处理流程图
IPQC巡检 不合格发现 生产线全检
标识/隔离
判定责任归属
原材料问题
物料鉴审
不合格品处理
制程问题 特 采 返 修 退仓(来料) 责任部门 会 签 YES NO 标 识 申请报废 供应商确认 原因分析 IQC确认
IQC确认
采
购
反馈至供应商
生产流程
标识/隔离
IQC处理通知
采取措施
纠正与预防 措施
会
签
ቤተ መጻሕፍቲ ባይዱ
退货/清理 效果确认
报
废 记录存档
不合格品处理说明: 1.当某项不合格品数量超过“停机整改要求”的条件时,则必须要求生产进行停机调试,当异常较 为严重或必要时须以<品质异常通知单>形通知生产单位停机整改。
编制:
会签:
批准:
日期:
不良品处理流程图

⑤记录日报表 上交报表
返修品集 中一并标 识好,经 过品管 IPQC 全 检确认OK 后重新上 线从第1 站向后工 序流入生 产 所有返修 品砍头后 的料件必 须测量产 品长度。
审核:
编制:阳勤 2016/10/7
不良品处理流程图
维修
②放入到红色胶筐 或不良返修区
不良品发生
①确认(判定)
时间 ①外观检查时 ②外观检查后 ③修正后 ④作业完了后 ⑤作业完了后
责任人 IPQC、检验员 生产主管 IPQC 作业员
报废
②放入到红箱或指定区域
进行维修
④到指定的区域进行废弃
③确认(判 定)
注意事 项:
所有不良 都标识示 出来或在 不良一端 打结,记 录时写上 作业员的 名字或者 编号,把 不良品放 入 红色胶筐 内并记录 在全检记 录表内。
不合格品管制程序流程图
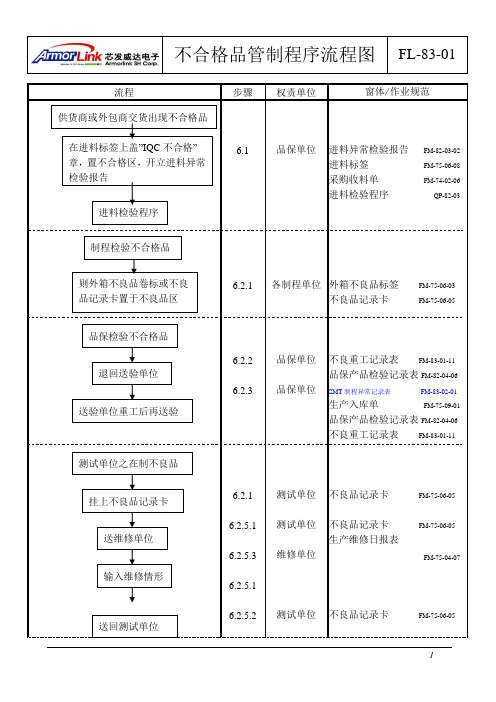
FL-83-01
FM-75-06-05
生产维修日报表
FM-75-04-07
FM-75-06-05
测试单位复检
6.2.6
测试单位
测试单位测出不合格品
6.2.4 6.2.4.1
测试单位 测试单位 不良品记录卡
挂上不良品记录卡
FM-75-06-05
品保确认
6.2.4.1 6.2.4.1
品保单位 仓库
WIP 工序移转单
资材仓库填写产品送修单
FM-75-04-30
退回原厂商
6.2.4.1 6.2.4.1
厂商 仓库
WIP 工序移转单
资材仓库填写产品送修收料单
FM-75-04-30
2
不合格品管制程序流程图
FL-83-01
无法维修 之库存品
制程中之 无法维修 不良品
无法使用 之呆滞原 物料
6.2.7.1 6.2.7.2 6.2.7.3
不合格品管制程序流程图
流程 供货商或外包商交货出现不合格品 步骤 权责单位
FL-83-01
窗体/作业规范
在进料标签上盖”IQC 不合格” 章,置不合格区,开立进料异常 检验报告
6.1
品保单位
进料异常检验报告 进料标签 采购收料单 进料检验程序
FM-82-03-02 FM-75-06-08 FM-74-02-06 QP-82-03
品保产品检验记录表 FM-82-04-06
FM-83-02-01
生产入库单 FM-75-09-01 品保产品检验记录表 FM-82-04-06 不良重工记录表 FM-83-01-11
测试单位之在制不良品 6.2.1
挂上不良品记录卡
测试单位
不合格品控制程序(含流程图)

5.1 品管:对不合格品标示及隔离,不合格品的确认,组织对不合格品进行评审,通知相关部门对不合格品进行处理,对返工品的重新检验;负责记录及归档不合格品处理的相关记录。
5.2采购:负责原物料特采提出及特采申请单的开立和特采物料的跟踪执行,负责来料不合格品的处理实施(退货、换货等),向供应商反馈产品的不合格信息及供应商品质改进跟踪。
文件制修订记录
NO
制/修订日期
修订编号
制/修订内容
版本
页次
1
2022-08-01
全新制订
01
制订
会审
核准
仓库
总经理
生产
人力资源
1.目的:
为使不符合要求的产品和服务处于受控状态,得到识别和控制,防止其非预期的使用或交付,确保公司产品及服务质量,特建此程序文件。
2.适用范围:
适用于本公司进料(原物料)、制程(半成品)、成品出货过程所发现的不合格品管制。
6.6特采提出时机(包括但不限于):
A、急于使用之材料,不良情形不会影响生产进程且不产生主要及致命缺点时。
B、生产过程中产生的或客户急于使用之产品,其不良状况经客户同意时。
C、客户急于使用之产品,仅为轻微之缺陷且不影响客户使用时。
6.7不合格成品降级提出时机:
A、不合格成品能实现部分或全部原设定的功能,符合法规要求,但无法进行特采或返工不经济时。
6.5不合格成品或半成品返工(数量超过100PCS)、报废及成品不合格品降级或特采,由生产填写《不合格品处理申请单》,制程(超过100PCS)或库存品的不良品报废由仓库、品管或生产填写《报废申请申》,提交相关部门会签,最后交总经理批准;对于少于100PCS的返工或少于100PCS的制程不良品报废处理,由供应链经理直接确认及安排实施(不必填写申请单)。
制程异常处理流程讲解

(三). 制程异常处理流程图:
(四). 异常单填写注意事项
1. 不良描述需正确详细: 包括工程编号/不良编号/不良数量/不良来源等 2. 原因分析需从”人,机,料,法,环”去分析原因分析 --- Team work (工程/生产/品管等) 3. 改善措施/预防对策应确实有效且具有可操作性, 应避免” 加强宣导,加强训练”等字样
制程异常处理流程讲解
品管部 2016-04
制程异常处理
(一). 何为制程异常?
因影响制程的某个或某些因素的变异,从而导致制程中不良品产 生的异常状况.
(二). 制程异常一般由哪些原因产生?
1. 作业不良: 指作业人员/操作人员在作业过程中, 未按工单或疏忽而产出的 不良品 2. 机故不良: 指因机台故障而产出的不良品 3. 来料不良: 指因来料不合品质要求, 作业人员未能识别(或必须使用后才ห้องสมุดไป่ตู้识别) 而 组装出之不良品
异常对策处理单
不良品处理流程图
不良品处理流程图不良品处理流程图:一、不良品品质发生:无论是生产过程中发现的不良品,还是在产品发售给客户后由客户反馈的不良品,都需要立即进行处理。
二、不良品分类:对于发生的不良品,首先需要对其进行分类和记录。
常见的不良品分类有以下几种:1. 设计问题:产品设计不合理,导致产品无法正常使用。
2. 材料问题:原材料质量低劣,导致产品质量差。
3. 制造问题:生产过程中操作不当,导致产品生产不良。
4. 运输问题:产品在运输过程中损坏。
三、不良品登记:在不良品分类之后,需要对不良品进行登记。
登记表格应包括不良品的数量、型号、生产日期、问题描述等信息。
这些信息能帮助企业追溯不良品的来源,并对于未来的改进提供参考。
四、不良品初筛:登记完成后,需要进行不良品的初筛工作。
初筛应由专业人员进行,对于明显不良的产品可以进行丢弃处理,对于一些有可能改造或修复的产品可以进行后续处理。
五、不良品处理方案确定:对于初筛后的不良品,需要尽快确定处理方案。
处理方案的制定需要由质量控制部门和生产部门共同参与,他们可以根据产品的具体情况确定应采取的措施。
六、不良品处理:不良品处理的方式有多种,可以根据产品的情况选择最适合的方式,常见的处理方式有以下几种:1. 修复:对于一些可以通过修复来恢复正常的产品,可以采取修复的方式。
修复应由专业维修人员进行,并在修复完成后进行严格的质量检验。
2. 改造:对于一些可以通过更换部件或改进工艺来提升产品质量的产品,可以采取改造的方式。
改造应由专业技术人员进行,并在改造完成后进行严格的质量检验。
3. 销毁:对于无法修复或改造的产品,可以选择销毁的方式。
销毁应由专业销毁公司进行,并做好销毁记录和妥善处理销毁产生的废物。
七、不良品处理结果反馈:不良品处理完成后,需要将处理结果反馈给相关部门和人员,确保他们了解不良品的处理情况,并能及时采取相应的措施。
八、不良品问题分析和改进:在不良品处理完成后,企业应对处理过程进行评估和总结,对问题进行分析,并采取措施来避免类似问题再次发生。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、制程内部直接产生的不良品须须通过组长或调模工、物料员,经品管确认后放置不良品
区,并按要求填写不良品登记表,私自放置:第一次口头警告,第二次申诫处分。
2、包装、中间仓退下不良品须填写不良品退货单,经品管确认,接收单位签字,许可放置
指定区域,没有任何程序,私自放置:第一次口头警告,第二次申诫处分。
3、所有不良品至少3天处理一次,第一次检查发现未按要求处理的口头警告,第二次检查
发现未按要求处理申诫以上处罚。
4、制程不良配件扔到废料框、私自处理放到报废区域、未开报废单或报废单未经过品管经
理签字就处理掉的,一经发现警告处分;
5、未祥之处参考公司不良品管理制度文件。
编订:核对:批准:
1。