《焊接变形和残余应力的数值计算方法与程序》说明
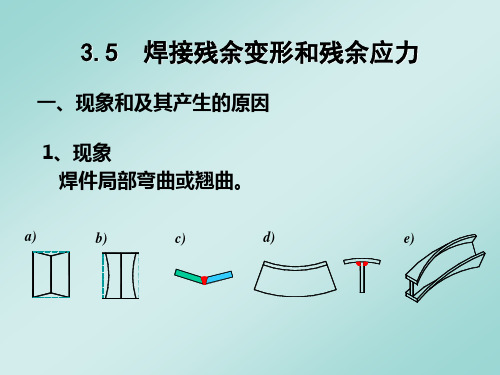
焊接技术培训中焊接变形与残余应力的数值模拟

焊接技术培训中焊接变形与残余应力的数值模拟焊接是一种常见的金属连接方法,广泛应用于各个行业。
然而,在焊接过程中,产生的焊接变形和残余应力往往会对工件的性能和质量造成一定影响。
因此,在焊接技术培训中,对焊接变形和残余应力进行数值模拟分析具有重要意义。
本文将探讨焊接技术培训中焊接变形与残余应力的数值模拟方法,并分析其应用前景。
一、焊接变形数值模拟焊接变形是指在焊接过程中,由于热引起的热应力和相变引起的力学应力而引起的构件变形现象。
为了准确预测焊接变形的情况,可以采用有限元数值模拟方法。
有限元数值模拟方法是一种将实际工程问题离散化为有限个简化的小单元进行计算的方法。
在焊接变形数值模拟中,首先需要建立焊接过程的热力耦合模型。
通过考虑焊接热源的热输入、热传导以及材料的相变特性等因素,可以准确地模拟焊接过程中的温度场变化。
然后,根据热力耦合模型,引入材料的本构关系和相变模型,可以计算得到焊接过程中的变形情况。
在数值模拟中,可以通过调整热源功率、焊缝几何形状以及材料的初始状态等参数,来对焊接变形进行优化。
此外,在数值模拟中还可以分析焊接变形对工件性能的影响,以指导焊接技术的改进和优化。
二、残余应力数值模拟焊接过程中产生的残余应力是指焊接完成后,由于焊缝区域的热胀冷缩差异而引起的应力。
残余应力的存在会降低工件的疲劳寿命和强度,甚至引发裂纹等问题。
因此,对焊接过程中的残余应力进行数值模拟分析是十分重要的。
在焊接残余应力数值模拟中,一般采用后处理方法来分析残余应力的分布和变化。
通过将焊接过程中的温度场和应力场输入到数值模拟软件中,可以得到焊接残余应力的分布情况。
同时,可以通过调整焊接参数和材料性质等因素,来研究焊接残余应力的变化规律。
在实际工程应用中,焊接残余应力数值模拟可以用于评估焊接工艺的可行性,为焊接工艺参数的选择提供依据。
此外,还可以通过优化焊接过程来减小残余应力的产生,提高工件的使用寿命和安全性。
三、数值模拟应用前景焊接技术培训中焊接变形与残余应力的数值模拟方法,在实际应用中具有广阔的前景。
残余应力计算公式

残余应力是指材料内部的剩余应力,它可以在材料制备、加工或应力加载后形成。
残余应力的计算通常需要考虑材料的特性、加载条件以及材料的历史处理过程。
下面是一些常见的残余应力计算公式:
材料膨胀应力:
残余膨胀应力= 热膨胀系数×温度变化
加工引起的塑性应变应力:
残余塑性应变应力= 弹性模量×塑性应变
焊接残余应力:
残余焊接应力= 焊接热循环引起的温度变化×焊接材料的线膨胀系数
热处理引起的应力:
残余热处理应力= 材料的弹性模量×热处理温度差
这些公式只是常见的计算残余应力的方法之一,实际应用中可能需要考虑更多的因素和特定的情况。
残余应力的计算可以采用理论模型、数值模拟或实验测量等方法进行,具体的选择取决于应用的需求和可行性。
需要注意的是,残余应力的计算通常是复杂且具有挑战性的,因为它受到多个因素的影响,并且可能需要考虑材料的非线性、温度梯度、材料的组织结构等。
35焊接残余应力和残余变形
§3.5 焊接残余应力和残余变形热变形和热应力——焊接构件在施焊过程中,由于受到不均匀的电弧高温作用,在焊件中将产生变形和应力(有约束)。
残余应力和残余变形——冷却后,焊件产生反向的应力和变形。
一.成因及特点1.基本假设1) 假定焊件由纤维组成,但各纤维之间相互约束(变形时保持平面)。
2) 当温度t≤500℃时,弹性模量E =const.t>600℃时,E →0;500℃<t <600℃时,E 按线性变化。
1. 残余应力1) 纵向焊接应力2) 横向焊接应力3) 厚度方向的焊接应力2. 成因:不均匀分布的温度场,同时存在局部高温,加上纤维间的相互约束,便产生了焊接残余应力。
由于约束程度不同,一部分残余应力会以残余变形的形式释放出来。
3. 特点:自相平衡力系。
二.焊接残余应力对构件工作的影响1.对强度无影响2.降低构件的刚度3.降低构件的稳定承载力由于刚度降低,有效截面减小,过早地进入弹塑性区,弹性模量降低,所以稳定承载力降低(因为22cr /πλσE =)fy 0.3yyyf yyf 0.54.降低构件的疲劳强度残余应力的存在,加快了疲劳裂纹的开展速度(双向或三向拉力场),因此,疲劳强度降低。
5.加剧低温冷脆材料在低温下呈脆性,焊接残余应力的同号拉力场会阻碍材料塑性的发展,加重了脆性因素。
三.焊接残余变形对构件工作的影响1.构件不平整,安装困难,且产生附加应力;2.变轴心受压构件为偏心受压构件。
四.保证焊接质量及减小焊接残余应力的措施1.设计方面(1)采用细长,不采用短粗的焊缝;(2)对称布置焊缝,减小变形;(3)不等高连接加不大于1:2.5(直接承受动力荷载且需验算疲劳的结构不大于1:4)的斜坡,减小应力集中;≤1:2.5≤1:2.5≤1:2.5≤1:2.5(4)尽量防止锐角连接;(5)焊缝不宜过于集中,不要出现三向交叉焊缝;(6)注意施焊方便,以保证焊接质量。
2.制造方面(1)焊件预热法;(2)锤击法;减小残余应力(3)退火法;(4)反变形法;(5)合理施焊次序;减小残余变形(6)局部加热法。
焊接残余应力与变形PPT课件

加热线
加热位置
41
第41页/共51页
(2)加热温度
结构钢火焰矫正加热温度一般为650~700℃之间。 一般用眼睛观察加热部位的颜色来判断加热的大致温度 (可用试温笔)。
颜色
温度℃
深褐红色 550~580
褐红色 580~650
暗樱红色 650~730
深樱红色 730~770
颜色 樱红色 淡樱红色 亮樱红色 桔黄色
喷水法散热 散热垫法散热
水浸法散热
34
第34页/共51页
三.选择合理的焊接方法
选择合理的焊接方法,可有效的减少焊接变形。 等离子弧焊 、氩弧焊、 CO2保护焊、手工电弧
焊、气焊,在保证熔透和焊缝无缺陷的前提下,应 尽量采用小的焊接热输入。
35
第35页/共51页
四.焊接变形的矫正
利用外力使构件产生与焊接变形方向相反的塑 性变形,使两者相互抵消。 焊接变形的矫正有:
第2页/共51页
(1)温度应力
温度应力:由于构件受热不均匀引起的内应力。 产生条件:受热不均匀 温度均匀结果:应力残留或消失(如 果温度应力不高,即低于材料的屈服
极限,T s ,即温度应力在弹性范
围内时,在框架中不产生塑性变形, 当框架的温度均匀化后,热应力随之 消失)。
第3页/共51页
(2)组织应力
β
第19页/共51页
1)堆焊时产生的角变形
平板堆焊高温区金属的热膨胀受到附近温度较低区 域金属的阻碍受挤压,(压缩塑性变形)。
焊接面压缩塑性变形>背面 角变形。
平板堆焊角变形的形成过程
第20页/共51页
(1) 角变形产生原因 焊接热量在厚度方向上的不均匀分布,同 时也取决于焊接的刚度。 焊接层数和焊接线能量与板厚的影响。
3.5 焊接残余应力和焊接残余变形-精品文档

4
二、.焊接残余应力对结构性能的影响
1.对结构构件静力强度的影响
2.对结构构件刚度的影响 3.对压杆稳定的影响 4.对低温冷脆的影响 5.对疲劳强度的影响
钢结构/ 第3章 钢结构的连接 /$3.4 角焊缝的构造和计算
5
三、焊接残余变形的产生和防止 采用合理的焊接顺序和方向
施焊前使构件有一个与焊接残余变形相反的预变形
钢结构/ 第3章 钢结构的连接 /$3.4 角焊缝的构造和计算
2Hale Waihona Puke 2.横向焊接残余应力横向残余应力的分布规律比纵向的更复杂,例如横向收缩引 起的横向残余应力与施焊方向和先后顺序有关,由于焊缝冷 却时间不同而产生不同的应力分布,另外焊缝的长短也会影 响温度场的变化。总之,横向残余应力的分布情况应针对具 体问题具体分析,才能得出准确合理的结论。
钢结构/ 第3章 钢结构的连接 /$3.4 角焊缝的构造和计算
3
3.沿厚度方向的焊接残余应力
如果焊件在施焊时受到外界约束,焊接变形因受到约束的 限制会减小,但对残余应力会产生更为复杂的影响,有可 能产生更大的残余应力。因此,不能为了减小焊接变形而 在施焊时随意添加约束。
钢结构/ 第3章 钢结构的连接 /$3.4 角焊缝的构造和计算
钢结构/ 第3章 钢结构的连接 /$3.4 角焊缝的构造和计算
1
3.5 焊接残余应力和焊接残余变形
一、焊接残余应力的分类及产生的原因 焊接残余应力有纵向焊接残余应力、横向焊接残余应力和厚度 方向的残余应力,这些应力都是由焊接加热和冷却过程中不均 匀收缩变形引起的。 1.纵向焊接残余应力 纵向焊接残余应力的分布规律 是焊缝及其附近区域在高温时 发生塑性压缩变形,因而冷却 后产生残余拉应力;离焊缝较 远区域中则出现与之相平衡的 残余压应力。
焊接应力和变形分析

焊接变形与残余应力的预测目录焊接变形和残余应力的基本原理在焊接由焊接产生的动态应力应变过程及随后出现的残余应力和残余变形是导致焊接裂纹和接头强度和性能下降的重要因素。
焊接应力和焊接变形由焊接过程中的不均匀加热引起,由于其形成原因复杂多变,而且完全不可确定,因此我们只能通过总结焊接应力与变形的产生和存在的一般规律以及大家总结出原来的施工经验,对即将进行的工程构件焊接情况进行分析和预测。
焊接应力与焊接变形存在一定的关系,当焊接应力完全释放的时候焊接变形达到最大值;当焊接结构处于完全刚性的时候,几乎可以完全控制焊接变形,而此时由于无法进行应力释放,焊接残余应力将达到最大值。
如何选择和理的焊接结构、焊接方法、焊接材料和焊接工艺,以取得最佳的焊接残余应力和焊接变形状态时钢结构焊接的重要课题。
焊接变形和残余应力的常用计算方法焊接应力与变形的形成原因极为复杂,因为直接影响应力与变形的金属材料的力学性能和热物理性能随着温度的变化而变化,而起决定作用的焊接温度场又因焊接接头的形状和尺寸、焊接工艺参数等的变化而变化。
因此在计算焊接应力与焊接变形时,常常作出一些假定和简化,从而从最简单焊接的分析入手,并推断出结论。
目前常用的预测焊接变形的方法主要有残余塑变解析法、三维实体单元固有应变有限元法、板壳单元固有应变有限元法,以及热弹性有限元法等。
残余塑变解析法仅适用于简单构件、规则梁,计算过程需要经验及试验数据的累积,分析焊接构件几何参数及焊接规范参数,在本工程中适用于梁柱对接的应力分析。
三维实体单元固有应变有限元法主要适用于实体复杂结构,在本工程中适用于主要节点的焊后构件变形,需要划分网格、加载固有应变后进行三维弹性分析。
板壳单元固有应变有限元法适用于薄壁复杂结构,在本工程中可应用性不大。
对于整体结构的焊接变形预测,需要使用热弹塑性有限元法进行分析,计算步骤为:划分网格、模拟焊接温度场、热弹塑性分析,其计算过程需要跟踪焊接热力学的全部过程,计算量极大、计算时间很长,在目前的短时间内不可能得到准确的结果。
焊接残余变形和残余应力
状态III
状态Ⅰ 状态II
N1
V y
V n
NN N
1x
n
+ V+
++ ++
x
++
++
状态Ⅰ
y
+ + + + +
状态II
+
+ +
Nx
+
+
y
状态III
N1
T y
Tx1 xi2 yi2
N1xT
Ty1 xi2 yi2
合成后,得
+
状态III ++y
+ +
+ +
Tx
+
+
+
NT 1
螺栓受力特性
y
承受剪力 N。
剪力的计算
+ + +
++i r+i
Ni
T
++
x
++
由平衡条件和基本假定: T N1r1 N2r2 N3r3 Nnrn (a)
NT NT NT
NT
1 2 3 n
r1
r2
r3
rn
n
1
r1 r2 o r3
2 N1
3 N2
4
6
5
N T r2 N T , N T r3 N T , , N T rn N T
② l1>15d0情况
此时,螺栓剪力分布明显不均,距外力N最近的一排 螺栓受力最大,会首先破坏并依次逐排朝内破坏。为保 证其安全,将承载力乘降低系数。
焊接残余应力与变形
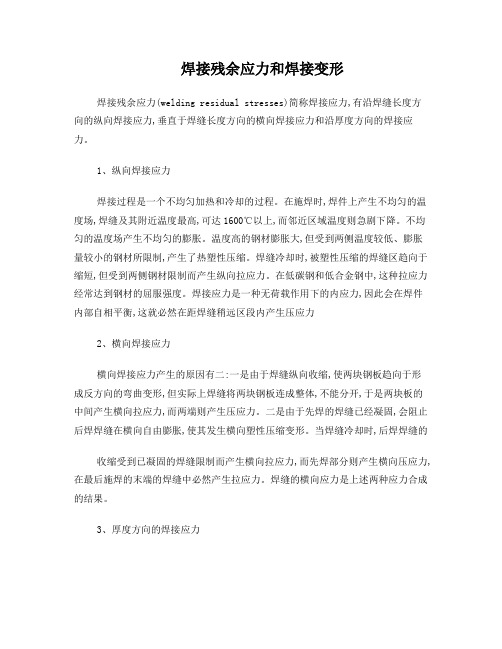
焊接残余应力和焊接变形焊接残余应力(welding residual stresses)简称焊接应力,有沿焊缝长度方向的纵向焊接应力,垂直于焊缝长度方向的横向焊接应力和沿厚度方向的焊接应力。
1、纵向焊接应力焊接过程是一个不均匀加热和冷却的过程。
在施焊时,焊件上产生不均匀的温度场,焊缝及其附近温度最高,可达1600℃以上,而邻近区域温度则急剧下降。
不均匀的温度场产生不均匀的膨胀。
温度高的钢材膨胀大,但受到两侧温度较低、膨胀量较小的钢材所限制,产生了热塑性压缩。
焊缝冷却时,被塑性压缩的焊缝区趋向于缩短,但受到两侧钢材限制而产生纵向拉应力。
在低碳钢和低合金钢中,这种拉应力经常达到钢材的屈服强度。
焊接应力是一种无荷载作用下的内应力,因此会在焊件内部自相平衡,这就必然在距焊缝稍远区段内产生压应力2、横向焊接应力横向焊接应力产生的原因有二:一是由于焊缝纵向收缩,使两块钢板趋向于形成反方向的弯曲变形,但实际上焊缝将两块钢板连成整体,不能分开,于是两块板的中间产生横向拉应力,而两端则产生压应力。
二是由于先焊的焊缝已经凝固,会阻止后焊焊缝在横向自由膨胀,使其发生横向塑性压缩变形。
当焊缝冷却时,后焊焊缝的收缩受到已凝固的焊缝限制而产生横向拉应力,而先焊部分则产生横向压应力,在最后施焊的末端的焊缝中必然产生拉应力。
焊缝的横向应力是上述两种应力合成的结果。
3、厚度方向的焊接应力在厚钢板的焊接连接中,焊缝需要多层施焊。
因此,除有纵向和横向焊接应力σx、σy外,还存在着沿钢板厚度方向的焊接应力σz。
在最后冷却的焊缝中部,这三种应力形成同号三向拉应力,将大大降低连接的塑性。
3.4.2 焊接应力和变形对结构工作性能的影响一、焊接应力的影响1、对结构静力强度的影响对在常温下工作并具有一定塑性的钢材,在静荷载作用下,焊接应力是不会影响结构强度的。
设轴心受拉构件在受荷前(N=0)截面上就存在纵向焊接应力。
在轴心力N作用下,截面bt部分的焊接拉应力已达屈服点fy,应力不再增加,如果钢材具有一定的塑性,拉力N就仅由受压的弹性区承担。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《焊接变形和残余应力的数值计算方法与程序》
------配套光盘例题选用说明
第一组:
DATA6:移动焊接源模型温度计算例题
DATA7:固定焊接源模型温度计算例题
该组的例题可以比较不同热源模型下不同的温度场计算结果,计算结果只有温度场,无应力、变形等计算结果。
在该组,可以改变热源参数,如不同的体积热流密度输入对温度场分布的影响。
第二组:
DATA8: 槽焊接固定焊接热源模型温度计算例题
DATA9:槽焊接热弹塑性法的热应力和残余应力计算例题
DATA8用来计算温度场,DATA9用来计算应力场,用该题来计算槽焊接的残余应力及残余塑性应变,由此例题计算出的残余塑性应变称为固有应变。
用该例题亦可用来比较曹焊和对板焊接时,由于焊接模型不同导致的结果的不同。
DATA9计算结果中可以看出最高温度,直观显示不同时刻(就3个)显示残余应力/残余塑性应变在焊接方向、横向的分布,以及最大最小值,判断不同部位的压缩/拉伸变形、应力区域。
第三组:
DATA11: 对接焊接移动焊接热源模型温度计算例题
DATA12:对接焊接热弹塑性法的变形应力计算例题
DATA11用来计算温度场,可以按照温度分布,分析熔池范围、HZA范围、力学的熔点范围以及最高达到温度,并可根据计算结果作简单的讨论。
在此例题中,可手动改动材料输入数据,研究不同的材料输入参数(如定材料物性参数、变物性参数以及不同的材料钢铁、铝合金等),以及改变热源参数对结果的影响。
手动改动材料参数在文件名为“inp”的文件中修改,可用“记事本”打开。
DATA12用来计算焊接的热变形、热应力以及残余变形、残余应力以及残余塑性应变,改变参数,研究其对结果的影响。
第四组:
DATA19厚板表面堆焊焊接的固定焊接热源模型温度计算例题
DATA20厚板表面堆焊焊接热弹塑性的焊接角变形再现计算例题
该例题主要是用来考察在厚板焊接的情况下的温度分布和角变形计算。
建议:
1.建议可以用DATA11、DATA12来进行基础训练,改动参数比较其计算结果部
分可以用来做为提高训练,提高训练部分也可以选用其他不同的组,比较相同焊接工艺不同的焊接模型(如对焊、堆焊、角焊情况的差异)对于计算结果的影响。
另外,该程序未能考虑潜热释放与否对计算结果一项,因此,在此例题中不能研究潜热释放这一影响参数。
2.该配套的后处理程序只能看在X-Y平面上的计算结果,对于Z方向上的结果
很难分析,主要原因在于其后处理显示没有做完善,在旋转查看过程中,立体z方向上的结果很难观察清晰,因此大家可以主要以平面上结果显示来进行比较。
比较时可以用“云状图”或者“历史曲线”、“路径曲线”等进行显示,这些结果的显示方式在后处理软件里提供了选项。
3.以上例题难度均不大,只要事先参考了书本上的内容,很容易得出计算结果,
但是该程序没有提供前处理的界面,因此,参数修改需要在纯文本下修改,网格的修改也基本上不可能。
因此,按照光盘提供的例题只能用其提供的网格模型,自己修改基本上不可能。
4.为加深前处理是如何进行的,大家可以查看书中6.1和6.2节的内容。