焊接吊耳的设计计算
21.2钢箱梁安装吊耳的选用与验算
附件一:钢箱梁安装吊耳的选用与验算1、吊耳的选用与验算本工程钢箱梁分段最大重量为62t,吊索具的重量为2. 5t (吊钩重量)和 1.5t (钢丝绳重量),合计重量为66t。
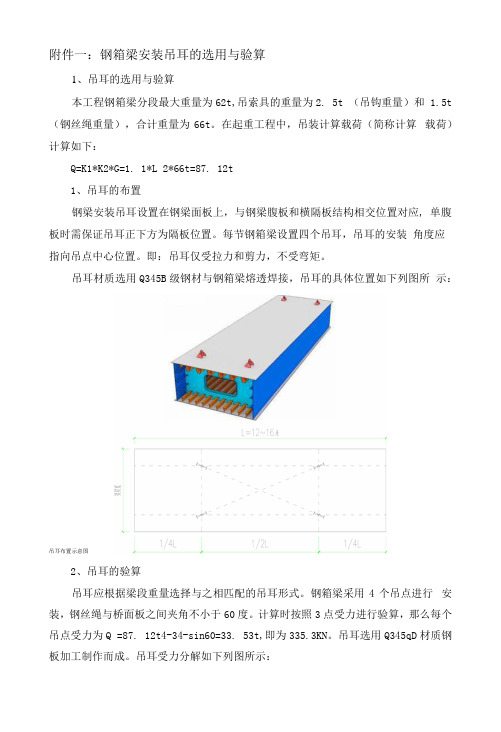
在起重工程中,吊装计算载荷(简称计算载荷)计算如下:Q=K1*K2*G=1. 1*L 2*66t=87. 12t1、吊耳的布置钢梁安装吊耳设置在钢梁面板上,与钢梁腹板和横隔板结构相交位置对应, 单腹板时需保证吊耳正下方为隔板位置。
每节钢箱梁设置四个吊耳,吊耳的安装角度应指向吊点中心位置。
即:吊耳仅受拉力和剪力,不受弯矩。
吊耳材质选用Q345B级钢材与钢箱梁熔透焊接,吊耳的具体位置如下列图所示:吊耳布置示意图2、吊耳的验算吊耳应根据梁段重量选择与之相匹配的吊耳形式。
钢箱梁采用4个吊点进行安装,钢丝绳与桥面板之间夹角不小于60度。
计算时按照3点受力进行验算,那么每个吊点受力为Q =87. 12t4-34-sin60=33. 53t,即为335.3KN。
吊耳选用Q345qD材质钢板加工制作而成。
吊耳受力分解如下列图所示:按照受力分解后,Qx=Q*cos60° =167. 7KN, Qy=Q*s力分。
=290. 5KN O 梁段吊耳结构形式如下列图所示:A-A梁段吊耳大样图(I) C-C截面受力验算:对于c-C位置,Qy为拉力,Qx为剪力,计算如下0y拉应力计算:3-°)・8=85.5MPa<295MPa一 Qx 工—剪应力计算:=49. 3MPa<170MPa组合应力:°^=Jb2+3d=]2o.8MPa<295MPa(2)D-D截面受力验算对于D-D位置,Qx为拉力,Qy为剪力,计算如下一 Qx O二拉应力计算: (b-=52.4MPa<295MPa- Qy剪应力计算:(b-d)・3 =9o. 8MPa<170MPa组合应力:b组=+ 3d 365. 8MPa<295MPa(3)焊缝强度验算对于吊耳与顶板的熔透角焊缝,Qy为拉力,Qx为剪力“ Qy(J =拉应力计算:4 " =60.5MPa<295MPa剪应力计算:41=33.6MPa<170MPa组合应力:组=Vcr2+3r2=84MPa<295MPa式中:t:焊缝的计算厚度,式中取20mm。
板孔式吊耳设计及应用
板孔式吊耳设计及应用在吊装工程中经常使用板孔式吊耳,而相应的规范或参考资料没有大于20t的板孔式吊耳的相关设计参数。
通常板孔式吊耳的失效形式以吊耳板与设备本体的焊接强度不够及板孔撕裂为多,易造成不安全因素。
所以吊耳板孔的强度和焊缝强度是板孔式吊耳设计的最重要环节。
本文仅介绍单板孔吊耳的设计计算,双板孔吊耳的设计计算参照执行。
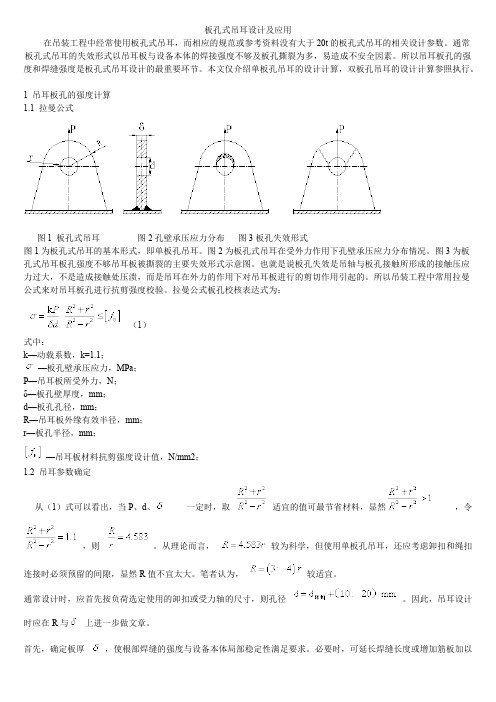
1 吊耳板孔的强度计算1.1 拉曼公式图1 板孔式吊耳图2孔壁承压应力分布图3板孔失效形式图1为板孔式吊耳的基本形式,即单板孔吊耳。
图2为板孔式吊耳在受外力作用下孔壁承压应力分布情况。
图3为板孔式吊耳板孔强度不够吊耳板被撕裂的主要失效形式示意图。
也就是说板孔失效是吊轴与板孔接触所形成的接触压应力过大,不是造成接触处压溃,而是吊耳在外力的作用下对吊耳板进行的剪切作用引起的。
所以吊装工程中常用拉曼公式来对吊耳板孔进行抗剪强度校验。
拉曼公式板孔校核表达式为:(1)式中:k—动载系数,k=1.1;—板孔壁承压应力,MPa;P—吊耳板所受外力,N;δ—板孔壁厚度,mm;d—板孔孔径,mm;R—吊耳板外缘有效半径,mm;r—板孔半径,mm;—吊耳板材料抗剪强度设计值,N/mm2;1.2 吊耳参数确定从(1)式可以看出,当P、d、一定时,取适宜的值可最节省材料,显然,令,则。
从理论而言,较为科学,但使用单板孔吊耳,还应考虑卸扣和绳扣连接时必须预留的间隙,显然R值不宜太大。
笔者认为,较适宜。
通常设计时,应首先按负荷选定使用的卸扣或受力轴的尺寸,则孔径。
因此,吊耳设计时应在R与上进一步做文章。
首先,确定板厚,使根部焊缝的强度与设备本体局部稳定性满足要求。
必要时,可延长焊缝长度或增加筋板加以解决。
图4 吊耳板孔的加强其次,按选定R值。
再次,采取加补强板的措施增加板孔局部的强度。
通常在吊耳孔处焊接单或双面补强板。
参见图4。
通过以上措施可以比较合理的利用材料。
校核时需按照公式(1)中,来替换,即补强圈的半径。
吊耳计算表
= = = = = = = = = = = = = = 满足要求
Fh*H 407378.4
[(2*S+T)*(2(R+S))^3-T(2R)^3]/12
N.mm MPa MPa
1134272.0
[(2(R+S)*(2*S+T)^3-2R*T^3]/12
140992.0 Ihx'/(R+S) 24658.1 Ihy'/(t/2+S) 10070.9 Mh'cosβ /Whx' + Mh'sinβ /Why' 34.5 SQRT[(σ a+σ h') +4τ a ) 46.924 < υ a*[σ ]L=79.1MPa
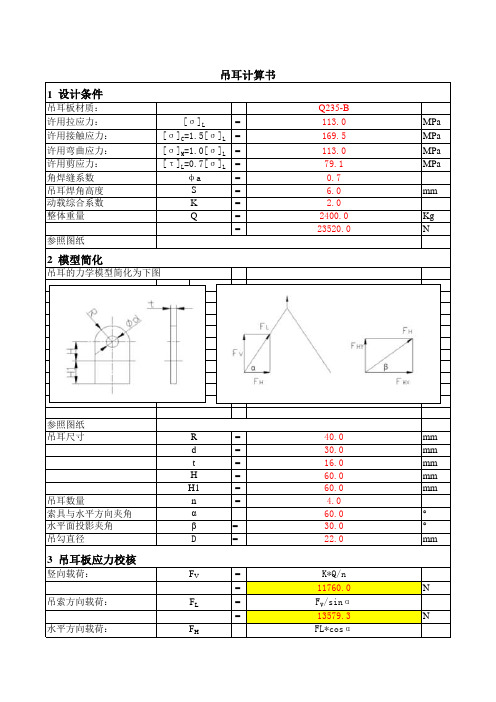
吊耳计算书 1 设计条件
吊耳板材质: 许用拉应力: 许用接触应力: 许用弯曲应力: 许用剪应力: 角焊缝系数 吊耳焊角高度 动载综合系数 整体重量 参照图纸 [σ ]L = [σ ]C=1.5[σ ]L = [σ ]M=1.0[σ ]L = [τ ]L=0.7[σ ]L υa S K Q = = = = = = Q235-B 113.0 169.5 113.0 79.1 0.7 6.0 2.0 2400.0 23520.0 MPa MPa MPa MPa mm Kg N
2 模型简化纸 吊耳尺寸
吊耳数量 索具与水平方向夹角 水平面投影夹角 吊勾直径
R d t H H1 n α β D
= = = = = = = =
40.0 30.0 16.0 60.0 60.0 4.0 60.0 30.0 22.0
mm mm mm mm mm ° ° mm
2 2
Mpa Mpa
z
吊耳计算及说明:

吊耳计算及说明:〔体育馆〕1、主梁共设置四个吊耳,布置见,吊耳规格为—30×200×3002、吊耳必须与主梁横隔板及腹板焊接,设置吊耳时顶板开槽让其通过,将吊耳焊接在腹板及横隔板上。
2<f V=125N/mm22<f=215N/mm2〔实际焊缝长度约300mm〕2<f V=125N/mm2吊耳计算及说明:〔体育场西〕1、主梁共设置四个吊耳,布置见,吊耳规格为—30×200×3002、吊耳必须与主梁横隔板及腹板焊接,设置吊耳时顶板开槽让其通过,将吊耳焊接在腹板及横隔板上。
3、吊耳的焊角尺寸必须满足设计要求,焊缝外表不得有弧坑和裂纹,且不得有损伤母材的缺陷。
2<f V =125N/mm 2 =33N/mm 2<f=215N/mm 22<f=215N/mm 22<f V =125N/mm 2 〔实际焊缝长度约300mm 〕吊耳计算及说明:〔怡景中学〕1、主梁共设置四个吊耳,布置见,吊耳规格为—30×200×3002<f V=125N/mm22<f=215N/mm2300mm〕=125N/mm2V2<f=215N/mm2吊耳计算及说明:〔松园北街〕1、主梁共设置四个吊耳,布置见,吊耳规格为—20*200*3002、吊耳必须与主梁横隔板及腹板焊接,设置吊耳时顶板开槽让其通过,将吊耳焊接在腹板及横隔板上。
3、吊耳的焊角尺寸必须满足设计要求,焊缝外表不得有弧坑和裂纹,且不得有损伤母材的缺陷。
4、主梁起吊时的吊耳受力情况:主梁重约26t ,平均每个吊耳承当6.5 t ,考虑到施工荷载及起吊加速增重的影响,每个吊耳实际承受提升力Qz=6.5*1.2=t,t,钢丝绳与程度面夹角为51。
,故吊耳还承受二个程度方向拉力; 即Qx=t,Qy=1.23t,其中须校核在Q Y 和Qx 作用下吊耳的强度。
1>Q z 作用下:2>Q X =作用下:3>,查表选用φ31钢丝绳6×19即可满足要求钢丝绳卸扣选用δ截面I-I 处:V I —I = =78N/mm 2<f V =125N/mm 2 截面I-I 处:σII-II = =26N/mm 2<f=215N/mm 2焊缝长度: Lw ==50mm 〔实际焊缝长度约300mm 〕×10×103 20×50 ×10×103 20×150 ×10×103 ×14×160 截面Ⅲ-Ⅲ处:V Ⅲ—Ⅲ==1N/mm 2<f V =125N/mm 2σⅢI-ⅢI ==2N/mm 2<f=215N/mm 2×10×103 20×200×10×103×130 1/2×202×200。
吊耳计算
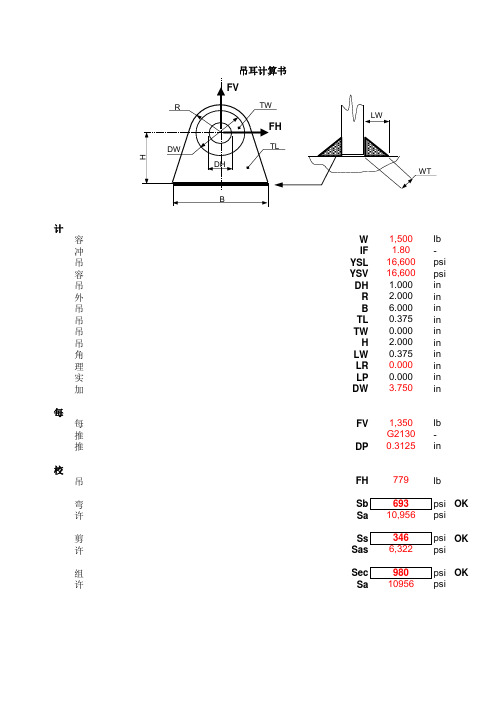
计算容器重量W lb 冲击系数IF -吊耳材料屈服强度YSL psi 容器材料屈服强度YSV psi 吊耳孔径DH in 外圆半径R in 吊耳宽度B in 吊耳板厚TL in 吊耳加强圈厚TW in 吊孔高度H in 角焊缝尺寸——吊耳与筒体LW in 理论角焊缝尺寸——加强圈与吊耳LR in 实际角焊缝尺寸——加强圈与吊耳LP in 加强圈外径= 2 x (R - LP - 0.125)DW in每个吊耳上所受的垂直负载每个吊耳的设计负载 (FV1或FV2中的较大值)FV lb 推荐的吊钩型式 - Crosby type -推荐的吊钩轴直径DP in校核吊耳横向受力FH lb 弯曲应力 = FH x H / (TL x B 2 / 6)OK 许用弯曲应力= 0.66 x SYL 剪应力= FH / (TL x B)OK 许用剪应力 = 0.577 x Sa 组合应力 = (Sb 2+ 4 x Ss 2)0.5OK 许用组合应力 = 0.66 x SYL0.0003.750吊耳计算书1,50016,6001.807791,350G21300.31250.0006.0002.0000.3752.0000.0000.37516,6001.000吊耳校核计算理论最小吊耳半径 = 1.5 x DH Rminin 实际吊耳半径R in OKH1 = R - DH / 2H1in H2 = (DW - DH) / 2H2in 实际吊耳截面积 = H1 x TLA1in 2实际加强圈截面积 = 2 x H2 x TW A2in 2总截面积 = A1 + A2A in 2至中心轴的半径Term 1 = (2 x TW + TL) x ln[(H2 + DH/2) / (DH/2)]tr1in Term 2 = TL x ln[(H1 + DH/2) / (H2 + DH/2)]tr2in 半径 = A / ( tr1 + tr2)NR in 偏心距 = [A1x(H1+DH) + A2x(H2+DH)] / (2xA) - NR e in 弯矩 = FV x NR / 2MB in-lb 单位负载 = FV + MB x (R - NR) / (R x e)UL lb 所需的最小截面积 = UL / (0.66 x YSL)ALmin in 2所需的最小加强圈截面积 = Almin - A1AWmin in 2理论加强圈最小板厚 = Awmin / (2 x H2)实际加强圈板厚OK 实际应力 = UL / (TL x H1 + 2 x TW x H2)OK 许用应力 = 0.66 x YSL撕裂应力 = 0.5 x FV / [H2 x (TL + 2 x TW)]OK 许用应力 = 0.577 x Sa支承应力 = FV / [DP x (TL + 2 x TW)]OK 许用支承应力 = 0.85 x YSL7300.560.500.021.080.1733460.310.000.560.001.502.001.501.38加强圈角焊缝校核作用在加强圈处的负载 = FV x TW / (TL + 2 x TW)FW lb 剪应力 = FW / (p x DW x LP)OK容许剪应力 = 0.577 x Sa Sasw吊耳与容器壳体间焊缝校核焊缝高度 = 0.7071 x LW WTin 焊缝面积 = 2 x WT x B AW in 2焊缝阻力模数SWin 3吊耳与容器壳体间的剪应力校核剪应力 = FH / AWSsw OK 容许剪应力 = 0.577 x Sa Sasw吊耳与容器壳体间的弯曲应力校核最大弯曲应力 = FH x H / AW OK 容许剪应力 = 0.66 x SYL Sasw 吊耳与容器壳体间的组合应力校核组合应力 = (Sbw 2 + 4 x Ssw 2)0.5OK 容许组合应力 = 0.66 x SYL0.00焊接校核3.182.2500.27吊耳弯曲应力吊耳剪应力吊耳当量应力吊耳/壳体焊缝弯曲应力吊耳/壳体焊缝剪应力吊耳/壳体焊缝当量应力吊耳曲面所受的应力吊耳撕裂应力吊耳支承应力加强圈焊缝剪应力设计:_____________________校核:_____________________审定:_____________________版本:_____________________日期:_____________________描述计算值容许值6321.612141106321.6126321.61210,95610,9566,32210,956109560.001152084959481309应力计算值 (psi)693位置10,956245346693980。
TP型吊耳计算
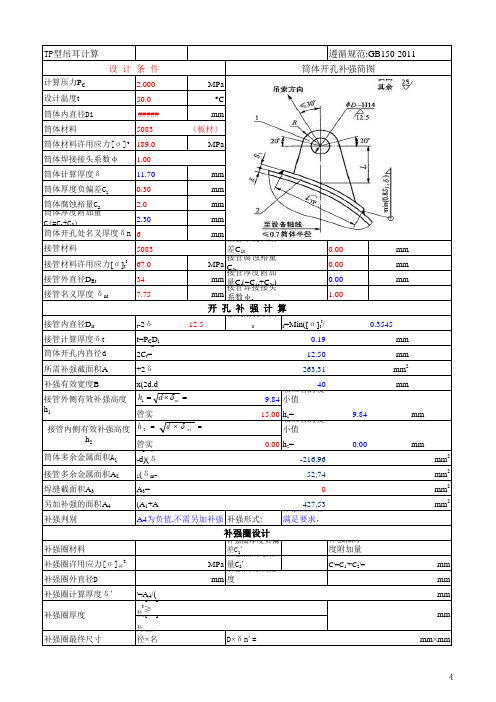
TP型吊耳计算计算压力P C MPa 设计温度t °C 筒体内直径Di #####mm筒体材料筒体材料许用应力[σ]t 189.0 MPa筒体焊接接头系数φ 1.00筒体计算厚度δ11.70mm 筒体厚度负偏差C 10.30mm 筒体腐蚀裕量C 2 2.0mm 筒体厚度附加量C(=C 1+C 2)2.30mm筒体开孔处名义厚度δn 6mm 接管材料5083接管厚度负偏差C 1t0.00mm 接管材料许用应力[σ]t t 67.0MPa 接管腐蚀裕量C2t0.00mm 接管外直径D Et 34mm 接管厚度附加量C t (=C 1t +C 2t )0.00mm接管名义厚度 δnt 7.75mm 接管焊接接头系数φt1.00开 孔 补 强 计 算接管内直径D it D it =D E t -2δ12.5强度削弱系数frfr =Min([σ]t t/0.3545接管计算厚度δt δt=P C D i0.19mm 筒体开孔内直径d d=D it+2C t =12.50mm 所需补强截面积A A=d δ+2δ263.31mm 2补强有效宽度B B=Ma x(2d,d 40mm9.84取二者的较小值h 1=接管实15.00h 1=9.84mm取二者的较小值h 2=接管实0.00h 2=0.00mm筒体多余金属面积A 1A 1=(B-d)(δ-216.96mm 2接管多余金属面积A 2A 2=2h1(δnt -52.74mm 2焊缝截面积A 3A 3=0mm 2另加补强的面积A 4A 4=A-(A 1+A427.53mm 2补强判别补强形式:补强面积已满足要求,补强圈材料补强圈厚度负偏差C 1'补强圈厚度附加量补强圈许用应力[σ]补tMPa 补强圈腐蚀裕量C 2'C'=C 1'+C 2'=mm 补强圈外直径D mm 补强圈有效宽度mm 补强圈计算厚度δ'δ'=A 4/(mm 当[σ]补t ≥当[σ]补补强圈最终尺寸外直径×名D ×δn'=mm×mm补强圈厚度mm50.0补强圈设计5083 (板材)A4为负值,不需另加补强接管外侧有效补强高度h 1接管内侧有效补强高度h 22.000遵循规范:GB150-2011筒体开孔补强简图设 计 条 件=⨯=nt d h δ1=⨯=ntd h δ24。
钢结构吊耳计算小工具
计算容器重量W lb 冲击系数IF -吊耳材料屈服强度YSL psi 容器材料屈服强度YSV psi 吊耳孔径DH in 外圆半径R in 吊耳宽度B in 吊耳板厚TL in 吊耳加强圈厚TW in 吊孔高度H in 角焊缝尺寸——吊耳与筒体LW in 理论角焊缝尺寸——加强圈与吊耳LR in 实际角焊缝尺寸——加强圈与吊耳LP in 加强圈外径= 2 x (R - LP - 0.125)DW in每个吊耳上所受的垂直负载每个吊耳的设计负载 (FV1或FV2中的较大值)FV lb 推荐的吊钩型式 - Crosby type -推荐的吊钩轴直径DP in校核吊耳横向受力FH lb 弯曲应力 = FH x H / (TL x B 2 / 6)OK 许用弯曲应力= 0.66 x SYL 剪应力= FH / (TL x B)OK 许用剪应力 = 0.577 x Sa 组合应力 = (Sb 2+ 4 x Ss 2)0.5OK 许用组合应力 = 0.66 x SYL0.0003.750吊耳计算书1,50016,6001.807791,350G21300.31250.0006.0002.0000.3752.0000.0000.37516,6001.000吊耳校核计算理论最小吊耳半径 = 1.5 x DH Rminin 实际吊耳半径R in OKH1 = R - DH / 2H1in H2 = (DW - DH) / 2H2in 实际吊耳截面积 = H1 x TLA1in 2实际加强圈截面积 = 2 x H2 x TW A2in 2总截面积 = A1 + A2A in 2至中心轴的半径Term 1 = (2 x TW + TL) x ln[(H2 + DH/2) / (DH/2)]tr1in Term 2 = TL x ln[(H1 + DH/2) / (H2 + DH/2)]tr2in 半径 = A / ( tr1 + tr2)NR in 偏心距 = [A1x(H1+DH) + A2x(H2+DH)] / (2xA) - NR e in 弯矩 = FV x NR / 2MB in-lb 单位负载 = FV + MB x (R - NR) / (R x e)UL lb 所需的最小截面积 = UL / (0.66 x YSL)ALmin in 2所需的最小加强圈截面积 = Almin - A1AWmin in 2理论加强圈最小板厚 = Awmin / (2 x H2)实际加强圈板厚OK 实际应力 = UL / (TL x H1 + 2 x TW x H2)OK 许用应力 = 0.66 x YSL撕裂应力 = 0.5 x FV / [H2 x (TL + 2 x TW)]OK 许用应力 = 0.577 x Sa支承应力 = FV / [DP x (TL + 2 x TW)]OK 许用支承应力 = 0.85 x YSL7300.560.500.021.080.1733460.310.000.560.001.502.001.501.38加强圈角焊缝校核作用在加强圈处的负载 = FV x TW / (TL + 2 x TW)FW lb 剪应力 = FW / (p x DW x LP)OK容许剪应力 = 0.577 x Sa Sasw吊耳与容器壳体间焊缝校核焊缝高度 = 0.7071 x LW WTin 焊缝面积 = 2 x WT x B AW in 2焊缝阻力模数SWin 3吊耳与容器壳体间的剪应力校核剪应力 = FH / AWSsw OK 容许剪应力 = 0.577 x Sa Sasw吊耳与容器壳体间的弯曲应力校核最大弯曲应力 = FH x H / AW OK 容许剪应力 = 0.66 x SYL Sasw 吊耳与容器壳体间的组合应力校核组合应力 = (Sbw 2 + 4 x Ssw 2)0.5OK 容许组合应力 = 0.66 x SYL0.00焊接校核3.182.2500.27吊耳弯曲应力吊耳剪应力吊耳当量应力吊耳/壳体焊缝弯曲应力吊耳/壳体焊缝剪应力吊耳/壳体焊缝当量应力吊耳曲面所受的应力吊耳撕裂应力吊耳支承应力加强圈焊缝剪应力设计:_____________________校核:_____________________审定:_____________________版本:_____________________日期:_____________________描述计算值容许值6321.612141106321.6126321.61210,95610,9566,32210,956109560.001152084959481309应力计算值 (psi)693位置10,956245346693980。
管轴式吊耳计算(36mm)
管轴材质:Q235-A管轴规格:φ457×38mm设备壁厚:δ=40mm吊装重量:80000Kg角焊缝系数:φa:0.7动载综合系数K :1.许用应力[]21400cm Kg =σ吊点距设备筒壁的距离L :100mm(吊装时钢丝绳紧贴吊耳根部,计算时按100mm 考虑) 径向弯矩M[][][]22222223444411002801722.22117246488000002.2216.361800007.4514.36.37.0172464880000046487.4532)5.387.45(14.332)(8000001080000cm kg W M N A N W M cm D d D W cmKg L Fv M y x f y f x y x =<=+=+=====⨯⨯⨯==<+<==⨯-⨯=-=∙=⨯=∙ττττττττσσπ焊缝核算:==吊耳根部应力核算:吊耳截面面积:径=径《大型设备吊装工程施工工艺标准》(SHJ 515-90)的方法进行根部焊缝计算: []h h h h W P A P A P τααα≤⎪⎪⎭⎫ ⎝⎛++⎪⎪⎭⎫ ⎝⎛222cos 2sin 2cos 局部应力与补强R=1820mm[][]求,不需要补强。
结论:管轴满足应力要==周向应力:设备水平状态:=径向应力:设备竖直状态:=应力影响区:结论=查表:周周径周径σδσσδσδδγ<=⨯⨯⨯∙<=⨯⨯⨯=∙=∙+======7.10146.309.067.658000002621.6206.3055.067.658000002627.6556.109.0,055.0125.036404572/5.5036182022221M B M MB M cm R D B j M M R D R焊接要求:管轴和设备焊接时应按照要求打坡口,焊接完毕后进行磁粉探伤。
钢结构桥梁吊耳计算书(项目实例)
成都三环吊耳计算书一吊耳腹板与钢箱梁分段顶板角焊缝均要求熔透,吊耳耳板与钢箱梁分段顶板角焊缝采用熔透焊,吊耳焊缝余高尺寸k=8mm。
吊耳板材质:Q345吊耳板许用拉应力[σL]= 325MPa吊耳板许用剪应力[τL]= 227.5MPa角焊缝系数:0.7母材材质:Q345母材材质许用拉应力325MPa动载综合系数K:1.65载荷重量G:45000/4=11250kg,重力加速度g:9.806(本项目最大节段重量为43t,此处按照45t进行计算)。
式中:L-吊耳孔中心线至顶板中心的距离:110mmH-吊耳高度:230mmD-吊耳板中心孔直径:80mmR-吊耳顶半径:110mmt-吊耳板厚度:30mm钢丝绳仰角α=60°吊耳水平角度γ=0°(1)验算吊耳结构强度a.计算吊耳竖向载荷:F V=G×g×1.65=182023Nb.计算吊耳横向载荷:F H= F V /tanα=105094Nc.计算吊耳吊索方向载荷:F L=F v/sinα=210188Nd.计算吊耳径向弯矩:M= F H•L=105094*110=11560340N•mme.计算吊耳板吊索方向的最大拉应力:σL=F L/[(H-D)*t]=46.7MPaf.计算吊耳板吊索方向的最大剪应力:σL=τL=46.7MPa经计算得出;σL<[σL],τL<[τL]满足要求。
(2)验算吊耳焊缝强度a.角焊缝面积:A= 0.7*0.7t*R*2 =3234mm2b.角焊缝的拉应力:σa=F V/A=56.28MPa<325 MPac.角焊缝的剪应力:τa=F H/A=32.49MPa<227 MPa焊缝强度符合要求。
成都三环项目吊耳计算书二吊耳腹板与钢箱梁分段顶板角焊缝要求熔透焊接,吊耳耳板钢箱梁分段顶板角焊缝采用熔透焊,吊耳焊脚余高尺寸k=8mm。
箱室吊耳形式挑臂吊耳1、吊耳承载力验算针对不同形式吊耳,分别进行计算:(1)本工程最重构件重量为43t,计算按照45t计算。
焊接吊耳的设计计算及正确使用方法
焊接吊耳的设计计算及正确使用方法1.目的规范工程施工中吊耳的设计和使用,确保吊耳使用安全可靠,保证安全施工。
2.编制依据《钢结构设计规范》(GB-1986)3.使用范围我公司各施工现场因工作需要,需自行设计吊耳的作业。
4.一般规定使用焊接吊耳时,必须经过设计计算。
吊耳板与构件的焊接,必须选择与母材相适应的焊条。
吊耳板与构件的焊接,必须由合格的持证焊工施焊。
吊耳板的厚度应不小于6mm,吊耳孔中心至与构件连接焊缝的距离为1.5-2D(D为吊耳孔的直径)。
吊耳板与构件的连接的焊缝长度和焊缝高度应经过计算,并满足要求:焊缝高度不得小于6mm。
吊耳板可根据计算或构造要求设置加强板,加强板的厚度应小于或等于吊耳板的厚度。
5.吊耳计算根据设计图纸和现场制作情况,可以确定4#机组安装的烟道每节重量不超过25T。
在吊装时设置4个吊耳,因此每个吊耳承受的质量为25T/4=6.25T.5.1 吊耳板的选用本次吊装选用的吊耳材质均为Q345,厚度16mm~20mm不等,在计算时选用16mm钢板。
吊耳焊接面长度均大于100mm,计算时按100mm计算。
5.1拉应力计算如图所示,拉应力的最不利位置在A-A断面,其强度计算公式为:£值:Q345钢板时=550 N/mm2 平均值(470-630 N/mm2)£=N/S1 £≤【£】£=6250Kg×10m/s2÷(16×2l)550≤6250Kg×10m/s2÷(16×2l )L≥3.55mm使用的吊耳均符合该条件式中:£——拉应力N——荷载S1——A-A断面处的截面积【£】——钢材允许拉应力5.2剪应力计算如图所示,剪应力的最不利位置在B-B断面,其强度计算公式:¥值:Q345钢板时=345N/mm2¥=N/S2 ¥≤【¥】¥=6250Kg×10m/s2÷(16×h)345≤6250Kg×10m/s2÷(16×h)h≥11.3mm使用的吊耳均符合该条件式中:¥——剪应力N——荷载S2——B-B断面处的截面积【¥】——钢材允许剪应力5.3角焊缝计算P=N/L*he*K P≤【£1】P=6250Kg÷(L*he*2)345≤6250Kg×10m/s2÷(L×11×0.5)L≥32.9mm使用的吊耳均符合该条件式中:P——焊缝应力N——荷载L——焊缝长度he ——焊缝高度K ——折减系数【£1】——焊缝允许应力=¥。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接吊耳的设计计算及正确使用方法
1.目的
规范工程施工中吊耳的设计和使用,确保吊耳使用安全可靠,保证安全施工。
2.编制依据
《钢结构设计规范》(GB-1986)
3.适用范围
我公司各施工现场因工作需要,需自行设计吊耳的作业。
4.一般规定
4.1使用焊接吊耳时,必须经过设计计算。
4.2吊耳孔中心距吊耳边缘的距离不得小于吊耳孔的直径。
4.3吊耳孔应用机械加工,不得用火焊切割。
4.4吊耳板与构件的焊接,必须选择与母材相适应的焊条。
4.5吊耳板与构件的焊接,必须由合格的持证焊工施焊。
4.6吊耳板的厚度应不小于6mm,吊耳孔中心至与构件连接焊缝的距
离为1.5~2D(D为吊耳孔的直径)。
4.7吊耳板与构件连接的焊缝长度和焊缝高度应经过计算,并满足要
求;焊缝高度不得小于6mm。
4.8吊耳板可根据计算或构造要求设置加强板,加强板的厚度应小于
或等于吊耳板的厚度。
5 吊耳计算
5.1拉应力计算
如图所示,拉应力的最不利位置在A-A断面,其强度计算公式为:
式中:σ――拉应力
N――荷载
S1――A-A断面处的截面积
[σ]――钢材允许拉应力
σ单位:N/mm2
δ ≤ 20 δ >20-40 δ >40-50
Q235 170 155 155
Q345 240 230 215
附:钢丝绳6×37-11.0-170-I 它的代表是什么?钢丝绳粗细是多少?
6股,每股37根绞成。
外径11毫米。
公称抗拉强度每平方毫米170公斤。
钢丝的机械性能为I级。
吊装某一构件,重约55KN,现采用6*37钢丝绳作捆绑吊索,其极限抗拉强度为1700N/m㎡,求钢丝绳的直径.
1.捆绑吊索——钢丝绳有2根承重。
则单根钢丝绳的载荷是55KN/2=27.5KN
取安全系数为4.5(6)(8)倍时,钢丝绳的最小破断拉力为27.5×4.5(或6)(或8)=123.75KN (或165KN)(或220KN)
经查GB20118-2006,6×37结构的纤维芯钢丝绳的破断拉力换算系数为0.295
则钢丝绳的直径为:D=((123.75×1000)/(0.295×1700))^0.5=15.7mm
同理,可以算出安全系数为6和8时的钢丝绳直径为:18.14和20.9mm
结论:当安全系数取4.5倍时,可采用……其他说明参见
2.根据国标规范6×37的钢丝绳的破断强度是4.5d×d
得出:1700N/m㎡=4.5d×d=19.4mm
得出钢丝绳直径为19.4mm
起重吊运钢丝绳的破断拉力慨约计算公式:
钢丝绳直径(mm)的平方乘以50等于破断拉力(公斤)
此公式二十年前在一本起重机方面的书上学的,工作中运用较方便。
对照钢丝绳表查,基本上符合6乘19纤维芯钢丝绳公称抗拉强度1670兆帕的钢丝绳最小破断拉力。
起重吊运用时应将破断拉力除以安全系数6倍等于安全负荷。
圆形钢丝绳直径20mm,公称抗拉强度1700,求最小破断拉力
给你说个简单的估算公式:P=50*D*D 式中P---钢丝绳的破断拉力,单位:Kgf;D ---钢丝绳的直径,单位:毫米.适用在钢丝强度为1600-1700MPa的情况下.在吊装作业中,钢丝绳的许用拉力不能等于破断拉力,应低于破断拉力,许用拉力可按下式求得:〔P〕=P/K 式中,:〔P〕---钢丝绳的许用拉力,亦叫安全拉力,单位:Kgf;P---钢丝绳的破断拉力,单位:Kgf;K---安全系数(一般取3-6,特殊情况下,按施技术工要求去执行).
实例:寸绳:直径26-28之间,10倍安全系数可吊3.3T
P=26*26*50=33800kg/10=3380kg ≈3.3T
P= 10*10*50=5000kg/10=500kg
涉及的单位:吨t 千克kg 牛顿N 米m 厘米cm 毫米mm 应力:材料的应力是指材料单位面积上的受力值、所以应力的单位常用 kg/cm2或kg/mm2来表示。
Kg*9.8(重力加速度) =N
现行标准应力单位是MPa,1MPa=10Kg/cm平方
5.2 剪应力计算
如图所示,剪应力的最不利位置在B-B断面,其强度计算公式为:τ=N/S2 τ≤[τ]
式中:τ――剪应力
N――荷载
S2――B-B断面处的截面积
[τ]――钢材允许剪应力
5.3 局部挤压应力计算
如图所示,局部挤压应力的最不利位置在吊耳与销轴的结合处,其强度计算公式为:
F=N/(t×d)φF≤[σ]
式中:F――局部挤压应力
N――荷载
t――吊耳厚度
d――销轴直径
φ――局部挤压系数
[σ]――钢材允许压应力
5.4 角焊缝计算
P=N/l×h×k P≤[σ1]
式中:P――焊缝应力
N――荷载
l――焊缝长度
h――焊缝高度
k――折减系数
[σ1]――焊缝允许应力
力学相关:
Kn--千牛,重力单位
KN与KG是两个不同的概念.
KN是力的单位,叫千牛或千牛顿,KG是质量或者重量的单位,叫千克.
1、质量
(1)质量的概念
质量是物体中所含物质的多少,只要物体存在就必定有质量,它是物体固有的基本属性。
质量表示了物体惯性和引力大小的量度,是物体惯性质量和引力质量的统称。
惯性质量由牛顿第二定律表示,引力质量由万有引力定律表示。
惯性质量和引力质量反映了同一物体的两种不同属性,在实际生活中,我们使用衡器(如秤)称量出来的质量是引力质量,而用质谱仪测量出来的是惯性质量。
虽然惯性质量和引力质量是同一物体的两种不同物理属性,但是他们之间存在非常密切的联系。
通过大量高精度实验表明,任何物体的引力质量与惯性质量存在这严格的正比关系:引力质量大的物体,其惯性质量必然大;引力质量小的物体,其惯性质量必然小。
当采用国际单位制时,物体的引力质量值等于它的惯性质量值,在平时生活中,
对一般质量的计量,就不再区分引力质量和惯性质量,而统称为质量。
(2)质量的计量单位
质量是自然界三个基本量之一(另两个是:长度、时间。
质量单位为千克,符号为kg,它是国际单位制(SI)中七个基本单位之一,它等于国际千克原器的质量,称千克为质量的主单位。
常用质量计量单位包括:毫克(mg)、克(g)、吨(t),其换算关系为:1mg=1×10^-6kg,1g=1×10^-3kg,1t=1×10^3kg。
2、力
(1)力的概念
力是物体与物体之间的一种相互作用,这种作用对物体产生两种效应,一是使物体产生加速度,称为动力效应;二是使物体产生变形,称为静力效应。
力是物体间的相互作用,因此力不能脱离物体而单独存在。
力是一个矢量,要确定一个力,必须知道它的大小、方向和作用点,即力的三要素。
(2)力的单位
国际单位制(SI)中,力的计量单位为牛顿,简称牛,符号为N。
牛顿是一个导出单位(非基本单位),其定义为:作用在1kg物体上,使之产生1m/s^2加速度的力为1N,即:1N=1kg·m/s^2,量纲为[LMS^-2]。
力的常用计量单位有:微牛(μN)、毫牛(mN)、千牛(kN)、兆牛(MN)等,其换算关系是:1MN=1×10^3kN;1kN=1×10^3N;1N=1×10^3mN;1mN=1×10^3μN。
(3)压强单位
由著名的法国物理学家帕斯卡(Pascal)的名字而来的Pa是作为压强的单位,压力的单位是N(牛顿),不能说是公斤啊.
如果按这样说的话该是:kg乘以m/s2除以s2再除以1000000(因为是M).
也就是质量(公斤是质量的单位吧)乘以重力加速度,再除以面积.
1公斤表示1平方厘米上的压力是1公斤
即:1公斤/平方厘米
1公斤/平方厘米= 10牛顿/平方厘米=100000牛顿/平方米
1MPa = 1000000牛顿/平方米
所以1MPa=10公斤/平方厘米
摩擦系数为0-1之间:
钢板与钢板之间滑动摩擦系数为:0.25 即1/4,拖20T的重物需要5T的拉力!汽包为200吨:滑动摩擦拉力为50T 。