常用车刀种类
车刀种类和角度选择原则详解
车刀不对准工件中心对角度的影响
五、车刀刃磨
无论硬质合金车刀(焊接)或高速钢 车刀,在使用之前都要根据切削条 件所选择的合理切削角度进行刃磨 ,一把用钝了的车刀,为恢复原有 的几何形状和角度,也必须重新刃 磨。
重 要 性
三分手艺、七分刀 徒弟的手、师傅的刀
1.磨刀步骤(图a~d)
⑴磨前刀面 把前角和刃倾角磨正确。 ⑵磨主后刀面 把主偏角和主后角磨正确。 ⑶磨副后刀面 把副偏角和副后角磨正确。 ⑷磨刀尖圆弧 圆弧半径约0.5~2mm左右。 ⑸研磨刀刃 车刀在砂轮上磨好以后,再用油石加些机油研磨车 刀的前面及后面,使刀刃锐利和光洁。这样可延长车刀的使用寿命。 车刀用钝程度不大时,也可用油石在刀架上修磨。硬质合金车刀可 用碳化硅油石修磨。
前角γo
——在主切削刃选定点的正交平面po内, 前刀面与基面之间的夹角
。
后角αo
——在正交平面po内,主后刀面与切削 平面之间的夹角。
主偏角κr
——主切削刃在基面上的投影与进给方 向的夹角。
刃倾角λs ——在切削平面ps内,主切削刃与 基面pr的夹角。
其他角度:
副前角γoˊ、 副后角αoˊ、 副偏角κrˊ、 刃倾角λsˊ
3.主偏角、副偏角的选择 (1)主偏角的选择 A、主偏角κr的增大或减小对切削加工有利的一 面 在背吃刀量ap与进给量f 不变时,主偏角κr减小 将使切削厚度hD减小,切削宽度bD增加,参加 切削的切削刃长度也相应增加,切削刃单位长度 上的受力减小,散热条件也得到改善。 主偏角κr减小时,刀尖角增大,刀尖强度提高, 刀尖散热体积增大。 所以,主偏角κr减小,能提高刀具耐用度。
(4)良好的工艺性和经济性
常用车刀类型及材料
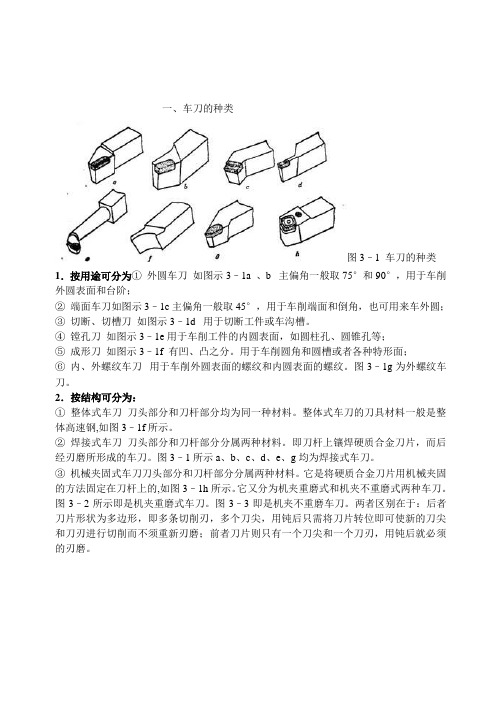
一、车刀的种类图3–1 车刀的种类1.按用途可分为①外圆车刀如图示3–1a 、b 主偏角一般取75°和90°,用于车削外圆表面和台阶;②端面车刀如图示3–1c主偏角一般取45°,用于车削端面和倒角,也可用来车外圆;③切断、切槽刀如图示3–1d 用于切断工件或车沟槽。
④镗孔刀如图示3–1e用于车削工件的内圆表面,如圆柱孔、圆锥孔等;⑤成形刀如图示3–1f 有凹、凸之分。
用于车削圆角和圆槽或者各种特形面;⑥内、外螺纹车刀用于车削外圆表面的螺纹和内圆表面的螺纹。
图3–1g为外螺纹车刀。
2.按结构可分为:①整体式车刀刀头部分和刀杆部分均为同一种材料。
整体式车刀的刀具材料一般是整体高速钢,如图3–1f所示。
②焊接式车刀刀头部分和刀杆部分分属两种材料。
即刀杆上镶焊硬质合金刀片,而后经刃磨所形成的车刀。
图3–1所示a、b、c、d、e、g均为焊接式车刀。
③机械夹固式车刀刀头部分和刀杆部分分属两种材料。
它是将硬质合金刀片用机械夹固的方法固定在刀杆上的,如图3–1h所示。
它又分为机夹重磨式和机夹不重磨式两种车刀。
图3–2所示即是机夹重磨式车刀。
图3–3即是机夹不重磨车刀。
两者区别在于:后者刀片形状为多边形,即多条切削刃,多个刀尖,用钝后只需将刀片转位即可使新的刀尖和刀刃进行切削而不须重新刃磨;前者刀片则只有一个刀尖和一个刀刃,用钝后就必须的刃磨。
图3–4 车刀用途示意图三、车刀的组成车刀刀头在切削时直接接触工件,它具有一定的几何形状。
如图3–5a、b、c中所示是三种刀头为不同几何形状的车刀。
图3–5 车刀组成示意图图3-5中车刀刀具各部分结构,它组要由以下各部分组成:1.前刀面它是刀具上切屑流过的表面。
2.主后刀面同工件上加工表面相互作用或相对应的表面。
3.副后刀面同工件上已加工表面相互作用或相对应的表面。
4.主切削刃它是前刀面与主后刀面相交的交线部位。
5.副切削刃它是前刀面与副后刀面相交的交线部位。
5常用车刀种类介绍
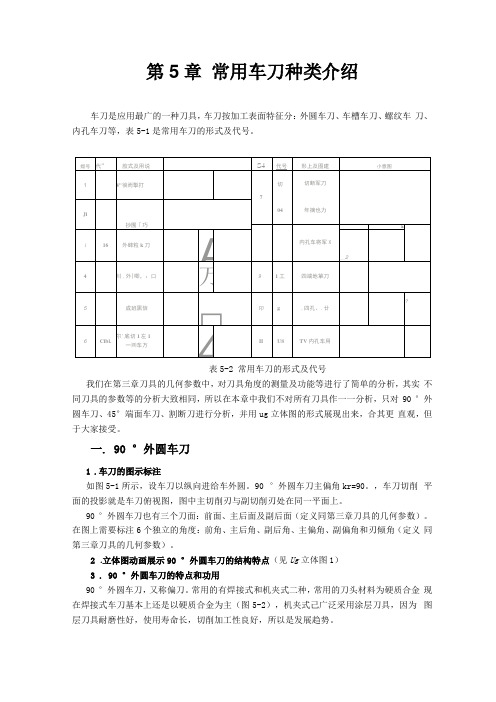
第5章常用车刀种类介绍车刀是应用最广的一种刀具,车刀按加工表面特征分:外圆车刀、车槽车刀、螺纹车刀、内孔车刀等,表5-1是常用车刀的形式及代号。
表5-2 常用车刀的形式及代号我们在第三章刀具的几何参数中,对刀具角度的测量及功能等进行了简单的分析,其实不同刀具的参数等的分析大致相同,所以在本章中我们不对所有刀具作一一分析,只对90 °外圆车刀、45°端面车刀、割断刀进行分析,并用ug立体图的形式展现出来,合其更直观,但于大家接受。
一. 90 °外圆车刀1.车刀的图示标注如图5-1所示,设车刀以纵向进给车外圆。
90 °外圆车刀主偏角kr=90。
,车刀切削平面的投影就是车刀俯视图,图中主切削刃与副切削刃处在同一平面上。
90 °外圆车刀也有三个刀面:前面、主后面及副后面(定义同第三章刀具的几何参数)。
在图上需要标注6个独立的角度:前角、主后角、副后角、主偏角、副偏角和刃倾角(定义同第三章刀具的几何参数)。
2.立体图动画展示90 °外圆车刀的结构特点(见Ug立体图1)3. 90 °外圆车刀的特点和功用90 °外圆车刀,又称偏刀。
常用的有焊接式和机夹式二种,常用的刀头材料为硬质合金现在焊接式车刀基本上还是以硬质合金为主(图5-2),机夹式己广泛采用涂层刀具,因为图层刀具耐磨性好,使用寿命长,切削加工性良好,所以是发展趋势。
图5-2焊接式90。
外圆车刀90 °外圆车刀按进给方向不同分为左偏刀和右偏刀,我们最常用的是右偏刀。
右偏刀,由右向左进给。
用来车削工件的外圆、端面和台阶,它的主偏角较大,车削外圆时作用于工件的径向力小,不易出现将工件顶弯的现象,一般用于半精加工;左偏刀,由左向右进给,用于车削工件外圆和台阶,也用于车削外径较大而长度短的零件(盘类件)的端面。
4.案例分析图5-3是钨钛钻类硬质合金刀具(YT15)的角度图示,请根据图示说出这把车刀的六个独立角度及简单分析这把车刀的切削用途。
常用车刀简介.
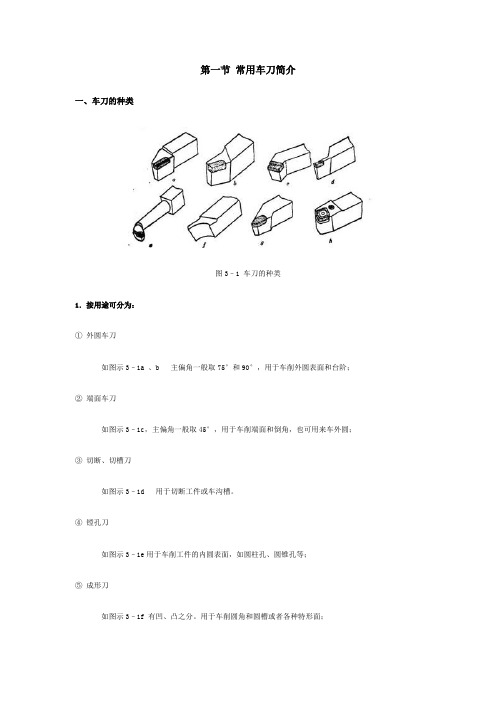
第一节常用车刀简介一、车刀的种类图3–1 车刀的种类1.按用途可分为:①外圆车刀如图示3–1a 、b 主偏角一般取75°和90°,用于车削外圆表面和台阶;②端面车刀如图示3–1c,主偏角一般取45°,用于车削端面和倒角,也可用来车外圆;③切断、切槽刀如图示3–1d 用于切断工件或车沟槽。
④镗孔刀如图示3–1e用于车削工件的内圆表面,如圆柱孔、圆锥孔等;⑤成形刀如图示3–1f 有凹、凸之分。
用于车削圆角和圆槽或者各种特形面;⑥内、外螺纹车刀用于车削外圆表面的螺纹和内圆表面的螺纹。
图3–1g为外螺纹车刀。
2.按结构可分为:①整体式车刀刀头部分和刀杆部分均为同一种材料。
用作整体式车刀的刀具材料一般是整体高速钢,如图3–1f 所示。
②焊接式车刀刀头部分和刀杆部分分属两种材料。
即刀杆上镶焊硬质合金刀片,而后经刃磨所形成的车刀。
图3–1所示a、b、c、d、e、g均为焊接式车刀。
③机械夹固式车刀刀头部分和刀杆部分分属两种材料。
它是将硬质合金刀片用机械夹固的方法固定在刀杆上的,如图3–1h所示。
它又分为机夹重磨式和机夹不重磨式两种车刀。
图3–2所示即是机夹重磨式车刀。
图3–3即是机夹不重磨车刀。
两者区别在于:后者刀片形状为多边形,即多条切削刃,多个刀尖,用钝后只需将刀片转位即可使新的刀尖和刀刃进行切削而不须重新刃磨;前者刀片则只有一个刀尖和一个刀刃,用钝后就必须的刃磨。
图3–2 机夹重磨式车刀图3–3 机夹不重磨式车刀目前,机械夹固式车刀应用比较广泛。
尤其以数控车床应用更为广泛。
用于车削外圆、端面、切断、镗孔、内、外螺纹等。
二、常用车刀的用途如图3–4所示:外圆车刀(90°偏刀、75°偏刀、 60°偏刀)车外圆和台阶;端面车刀(45°弯头刀)车端面;切刀切槽和切断;螺纹车刀车内外螺纹;镗孔刀车内孔;滚花刀滚网纹和直纹;圆头刀车特形面。
图3–4 车刀用途示意图三、车刀的组成图3–5b所示为车刀组成示意图。
5常用车刀种类介绍
5常用车刀种类介绍车刀是机床刀具中的一种,广泛应用于车床、车床加工中心等设备上。
它能够在车削过程中切削和切割工件,形成所需的形状和尺寸。
根据不同的形状和功能,车刀可分为多种不同类型。
本文将介绍5种常用的车刀。
1.外圆切削刀外圆切削刀通常用于车床上加工大尺寸的外圆工件。
它主要由刀头和刀杆组成,刀头具有切削刃和边刃,可用于外径切削、外径车削和圆弧加工。
刀杆一般是圆柱形,用于固定刀头和与切削刀力传输。
外圆切削刀可根据不同的工件要求选择不同直径和长度的刀头和刀杆。
2.内圆切削刀内圆切削刀常用于车床上加工小孔或内圆工件。
它由刀头和刀杆组成,刀头具有切削刃和边刃,可以用于深孔加工和精密孔加工。
刀杆一般是圆柱形,用于固定刀头和传输切削刀力。
内圆切削刀可根据不同的孔径和深度选择不同直径和长度的刀头和刀杆。
3.切槽刀切槽刀通常用于车床上切割槽口或切割工件。
它由刀头和刀杆组成,刀头具有切削刃和边刃,可以用于切割平面、切割内外径和切割螺纹等加工。
刀杆一般是矩形形状,用于固定刀头和传输切削刀力。
切槽刀可根据不同的槽口宽度和深度选择不同宽度和长度的刀头和刀杆。
4.螺纹切削刀螺纹切削刀通常用于车床上加工螺纹。
它由刀头和刀杆组成,刀头具有切削刃和边刃,可以用于切削内螺纹、外螺纹和圆柱螺纹等加工。
刀杆一般是圆柱形,用于固定刀头和传输切削刀力。
螺纹切削刀可根据不同的螺纹规格和加工要求选择不同直径和长度的刀头和刀杆。
5.圆角切削刀圆角切削刀通常用于车床上加工工件的圆角处。
它由刀头和刀杆组成,刀头具有切削刃和边刃,可以用于加工外圆角、内圆角和半径等加工。
刀杆一般是圆柱形,用于固定刀头和传输切削刀力。
圆角切削刀可根据不同的圆角半径和加工要求选择不同直径和长度的刀头和刀杆。
总结起来,车刀种类繁多,常用的有外圆切削刀、内圆切削刀、切槽刀、螺纹切削刀和圆角切削刀等。
不同的车刀适用于不同的加工内容和要求,可以根据工件的形状、尺寸以及加工工艺选择合适的车刀进行加工,以提高加工效率和质量。
车 刀
2.焊接车刀 焊接车刀是将一定形状的硬质合金刀片用黄铜、紫铜等焊料,钎焊
在刀杆(45钢)的刀槽内而制成的。 焊接车刀具有结构简单、紧凑、抗振性好、使用灵活、制造方便、
应用广泛的特点。 3.机夹重磨车刀
机夹重磨车刀采用机械方法将普通硬质合金刀片夹固在刀杆上 4.可转位车刀
机械制造工艺与设备
车刀
车刀
车刀是金属切削加工中结构简单、应用最广泛的刀具,它可以用来加工 外圆、内孔、端面、螺纹、切断(切槽)等。因此,其种类很多,且在形 状、结构尺寸等方面也各不相同。
几种按用途分
按形状分
按刀具分
按结构分
车刀按用途不 同可分为外圆 车刀、端面车 刀、内孔车刀、 切断车刀、切 槽车刀、螺纹 车刀、成形车 刀等。
车刀按形状不 同可分为直头 车刀、弯头车 刀、偏刀、尖 刀、圆弧车刀 等。
车刀按刀具材料 不同可分为高速 钢车刀、硬质合 金车刀、陶瓷车 刀、立方氮化硼 车刀、金刚石车 刀等。
车刀按结构形式 不同可分为整体 车刀、焊接车刀、 机夹重磨车刀、 可转位车刀,如 图所示。
车刀按结构形式分类
1.2 常用车刀的结构特点
车刀不宜伸出太长,伸出 刀架的长度一般以刀杆高 度的1.5~2倍为宜。
车刀刀杆下部的垫片应 平整,垫片要和刀架平 齐,尽可能用厚的垫片, 以减少垫片数目,一般 为2~3片。
机械制造工艺与设备
谢谢观看!
转位车刀采用特制的可转位刀片,并用机夹的方法将刀片直接固定 在刀杆上。
可转位刀片
1. 可转位车刀可以避 免因焊接和重磨对刀 片造成的缺陷,刀具 寿命较焊接车刀大大 提高。
2.可转位车刀刀片每边 都有切削刃,当刀片的 一个切削刃用钝后,可 将刀片转位换成另一个 新的切削刃继续使用, 不会改变切削刃与工件 的相对位置,并能减少 调刀时间。
车刀的种类和用途
车刀种类和用途车刀是应用最广的一种单刃刀具。
也是学习、分析各类刀具的基础。
车刀用于各种车床上,加工外圆、内孔、端面、螺纹、车槽等。
车刀按结构可分为整体车刀、焊接车刀、机夹车刀、可转位车刀和成型车刀。
其中可转位车刀的应用日益广泛,在车刀中所占比例逐渐增加。
二、硬质合金焊接车刀所谓焊接式车刀,就是在碳钢刀杆上按刀具几何角度的要求开出刀槽,用焊料将硬质合金刀片焊接在刀槽内,并按所选择的几何参数刃磨后使用的车刀。
三、机夹车刀机夹车刀是采用普通刀片,用机械夹固的方法将刀片夹持在刀杆上使用的车刀。
此类刀具有如下特点:(1)刀片不经过高温焊接,避免了因焊接而引起的刀片硬度下降、产生裂纹等缺陷,提高了刀具的耐用度。
(2)由于刀具耐用度提高,使用时间较长,换刀时间缩短,提高了生产效率。
(3)刀杆可重复使用,既节省了钢材又提高了刀片的利用率,刀片由制造厂家回收再制,提高了经济效益,降低了刀具成本。
(4)刀片重磨后,尺寸会逐渐变小,为了恢复刀片的工作位置,往往在车刀结构上设有刀片的调整机构,以增加刀片的重磨次数。
(5)压紧刀片所用的压板端部,可以起断屑器作用。
四、可转位车刀可转位车刀是使用可转位刀片的机夹车刀。
一条切削刃用钝后可迅速转位换成相邻的新切削刃,即可继续工作,直到刀片上所有切削刃均已用钝,刀片才报废回收。
更换新刀片后,车刀又可继续工作。
1.可转位刀具的优点与焊接车刀相比,可转位车刀具有下述优点: (1)刀具寿命高由于刀片避免了由焊接和刃磨高温引起的缺陷,刀具几何参数完全由刀片和刀杆槽保证,切削性能稳定,从而提高了刀具寿命。
(2)生产效率高由于机床操作工人不再磨刀,可大大减少停机换刀等辅助时间。
(3)有利于推广新技术、新工艺可转位刀有利于推广使用涂层、陶瓷等新型刀具材料。
(4)有利于降低刀具成本由于刀杆使用寿命长,大大减少了刀杆的消耗和库存量,简化了刀具的管理工作,降低了刀具成本。
2.可转位车刀刀片的夹紧特点与要求(1)定位精度高刀片转位或更换新刀片后,刀尖位置的变化应在工件精度允许的范围内。
车刀参数资料[大全]
车刀参数资料车刀种类和用途车刀是应用最广的一种单刃刀具。
也是学习、分析各类刀具的基础。
车刀用于各种车床上,加工外圆、内孔、端面、螺纹、车槽等。
车刀按结构可分为整体车刀、焊接车刀、机夹车刀、可转位车刀和成型车刀。
其中可转位车刀的应用日益广泛,在车刀中所占比例逐渐增加。
二、硬质合金焊接车刀所谓焊接式车刀,就是在碳钢刀杆上按刀具几何角度的要求开出刀槽,用焊料将硬质合金刀片焊接在刀槽内,并按所选择的几何参数刃磨后使用的车刀。
三、机夹车刀机夹车刀是采用普通刀片,用机械夹固的方法将刀片夹持在刀杆上使用的车刀。
此类刀具有如下特点:(1)刀片不经过高温焊接,避免了因焊接而引起的刀片硬度下降、产生裂纹等缺陷,提高了刀具的耐用度。
(2)由于刀具耐用度提高,使用时间较长,换刀时间缩短,提高了生产效率。
(3)刀杆可重复使用,既节省了钢材又提高了刀片的利用率,刀片由制造厂家回收再制,提高了经济效益,降低了刀具成本。
(4)刀片重磨后,尺寸会逐渐变小,为了恢复刀片的工作位置,往往在车刀结构上设有刀片的调整机构,以增加刀片的重磨次数。
(5)压紧刀片所用的压板端部,可以起断屑器作用。
四、可转位车刀可转位车刀是使用可转位刀片的机夹车刀。
一条切削刃用钝后可迅速转位换成相邻的新切削刃,即可继续工作,直到刀片上所有切削刃均已用钝,刀片才报废回收。
更换新刀片后,车刀又可继续工作。
1.可转位刀具的优点与焊接车刀相比,可转位车刀具有下述优点: (1)刀具寿命高由于刀片避免了由焊接和刃磨高温引起的缺陷,刀具几何参数完全由刀片和刀杆槽保证,切削性能稳定,从而提高了刀具寿命。
(2)生产效率高由于机床操作工人不再磨刀,可大大减少停机换刀等辅助时间。
(3)有利于推广新技术、新工艺可转位刀有利于推广使用涂层、陶瓷等新型刀具材料。
(4)有利于降低刀具成本由于刀杆使用寿命长,大大减少了刀杆的消耗和库存量,简化了刀具的管理工作,降低了刀具成本。
2.可转位车刀刀片的夹紧特点与要求(1)定位精度高刀片转位或更换新刀片后,刀尖位置的变化应在工件精度允许的范围内。
2-3、1车刀种类和用途
§2.5车刀
实习教学要求
1.了解车刀在车削中的应用
2.了解常用车刀的种类
一、常用车刀的种类和用途
1.车刀的种类
(1)按工作部分的结构划分:焊接式车刀、整体式车刀、机夹可转位车刀。
(2)根据加工内容不同(焊接式车刀)
常用的车刀有:90°车刀、45°车刀(弯头)、车断(槽)刀、内孔车刀、外螺纹刀、内螺纹刀、圆头刀、滚花刀、端面槽刀等2.车刀的用途
(1)90°车刀(偏刀) :用来车削工件的外圆、台阶和端面、锥度。
(2)45°车刀(弯头车刀):用来车削工件的外圆、端面和倒角。
(3)车断刀:用来切断工件或在工件上车槽。
(4)内孔车刀:用来车削工件的内孔外圆、台阶、锥度。
(5)螺纹车刀:用来车削螺纹。
(6)圆头刀:用来车削工件的圆弧面或成形面。
(7)滚花刀:在金属制品的捏手处或其他工作外表滚压花纹。
(8)端面槽刀:在端面上车槽。
3.机夹可转位(不重磨)车刀
(1)结构:刀杆、压板、压板螺丝、刀片、垫片、垫片螺丝。
(2)按刀片材质分
a.硬质合金刀片 b.涂层硬质合金刀片 c.陶瓷刀片
d.立方氮化硼刀片
e.金刚石刀片。
车刀的各种类型
各种车刀角度一、常用车刀种类二、车刀的用途三、90度外圆车刀的角度注:后角、副后角均为8-12度a)90°偏刀、b)75°外圆车刀、c)45°外圆、端面车刀、 d)切断刀、e)内孔车刀、f)成形刀、g)螺纹车刀四、端面车刀五、切断刀六、成形刀七、内孔刀八、螺纹车刀1、角度样板2、螺纹车刀种类:外螺纹车刀和内螺纹车刀图一:60度外螺纹车刀图二:60度内螺纹车刀3、对刀方法外螺纹车刀的装夹a)内螺纹车刀的装夹4、螺纹的车削方法a)左右进给法b)直进法九、砂轮1、砂轮的选用必须根据刀具材料来选用1)氧化铝砂轮氧化铝砂轮多呈灰色或白色,其砂粒韧性好,比较锋利,但硬度稍低(指磨粒容易从砂轮上脱落),适于刃磨高速钢车刀和硬质合金车刀的刀柄部分。
氧化铝砂轮也称为刚玉砂轮。
2)碳化硅砂轮碳化硅砂轮多呈绿色,其磨粒硬度高,切削性能好,但较脆,适于刃磨硬质合金车刀。
十、刻度盘的计算和应用在车削工件时,为了正确和迅速的掌握进刀深度,通常利用中滑板或小滑板上刻度盘进行操作。
中滑板的刻度盘装在横向进给的丝杠上,当摇动横向进给丝杠转一圈时,刻度盘也转了一周,这时固定在中滑板上的螺母就带动中滑板车刀移动一个导程、如果横向进给丝杠导程为5mm,刻度盘分100格,当摇动进给丝杠转动一周时,中滑板就移动5mm,当刻度盘转过一格时,中滑板移动量为5÷100=0.05mm。
使用刻度盘时,由于螺杆和螺母之间配合往往存在间隙,因此会产生空行程(即刻度盘转动而滑板未移动)。
所以使用刻度盘进给过深时,必须向相反方向退回全部空行程,然后再转到需要的格数,而不能直接退回到需要的格数。
但必须注意、中滑板刻度的刀量应是工件余量的二分之一。
见下图。
【下载本文档,可以自由复制内容或自由编辑修改内容,更多精彩文章,期待你的好评和关注,我将一如既往为您服务】。