电镀基本知识
电镀知识简介培训教材-课件

Cu Hg Ag Pt Au
LOTES
镀层的防腐
电镀简介
防止化学腐蚀:进行镀金或镀银处理
防止原电池腐蚀:
1.镀层本身的化学性质:采用电极电位较低的镀层保护底
材﹔
2.提高镀层的厚度﹔
3.减少镀层的孔隙﹔
4.改良环境。比如:要海运的连接器最好采用隔绝包装甚至
采用真空包装
Confidential QA
Pd/Ni plating contact area
后
处
Water cleaning
Hot air drying
Packaging
理
Confidential QA
电镀简介
Acid activation Overall Ni plating
LOTES
电镀安全知识
电镀简介
1.连接器电镀特殊药品
a.剧毒物品:
(2)装饰性电镀:装饰零件的外表,使其光亮美观:首饰,金佛
(3)功能性电镀:
提高零件表面硬度,耐磨性:轮胎钢圈镀铬;
增加金属表面的反光和防反光能力:灯饰
提高导电性能:塑料电镀,镀金、银;
提高导磁性能:磁盘镀镍;
提高光的反射性能:汽车灯反光底罩﹔
防止局部渗碳,渗氮:钢材镀镍铬前用镀铜打底;
修复尺寸:精密仪器﹔
接触部分的接触信赖性, 在其接触部位进行镀金处理,
电化学腐蚀:金属和电解质溶液接触时﹐由于电化学作用而引起的 腐蚀﹒
原因:形成了原电池﹐在此腐蚀电池中﹐负极发生氧化,
Confidential QA
LOTES
镀层的腐蚀
电镀简介
原电池形成:
二氧化硫,氧气,水,硫 化氢等腐蚀性气体
电镀相关知识培训
电镀相关知识培训一、电镀的基本原理电镀是利用电解作用把金属离子沉积在导体表面上的一种表面处理方法。
其基本原理是利用外加电流的作用,通过电解液中的金属离子在导体表面上沉积成金属层。
具体的原理可以用法拉第定律和库仑定律来解释。
法拉第定律指出,在电流通过电解液中时,被电化学反应转换成金属沉积的速度与电流强度成正比。
库仑定律则是指出,所沉积的金属质量与电化学当量(或者是电流)成正比。
二、常见的电镀工艺1. 酸洗工艺:酸洗是电镀工艺的前一道工序,它主要是通过浸泡在酸性溶液中,去除基材上的氧化层和杂质,增加基材表面的粗糙度,提高电镀层的附着力。
2. 镀镍工艺:镀镍是一种常用的电镀工艺,它可以提高金属的硬度、耐蚀性和美观性。
镀镍一般分为化学镀镍和电镀镍两种工艺。
3. 镀铬工艺:镀铬同样是一种常用的电镀工艺,它可以提高金属的耐蚀性、硬度和光泽。
镀铬工艺中一般采用六价铬盐作为电解液,通过电解把铬沉积到基材表面上。
4. 镀锌工艺:镀锌是一种将锌镀覆在其他金属表面上的电镀工艺。
它可以提高基材的耐腐蚀性,是汽车、建筑等行业常用的表面处理方法。
三、电镀设备的操作和维护1. 电镀槽的操作:电镀槽是进行电镀操作的重要设备,操作时应注意加热、搅拌、过滤电解液,保持电解液的恒温、均匀和纯净等。
2. 电镀设备的维护:电镀设备的维护工作非常重要,包括定期清洗电镀槽、更换电解液、维护电解槽内部设备和调节电流密度等。
维护电镀设备可以保证其正常运行,延长设备的使用寿命。
四、电镀操作中的安全注意事项1. 电镀操作应该在通风良好的场所进行,以防化学气体对操作人员的影响。
2. 操作人员应佩戴防护用具,如手套、护目镜和防护服等,避免直接接触电解液和金属离子。
3. 电镀操作中应严格按照操作规程,以免发生意外事故。
电镀技术作为一种重要的表面处理方法,对于提高金属的性能和外观质量有着重要的作用。
通过本篇培训,希望能为电镀从业人员提供一些基础的知识和操作技巧,从而更好地进行电镀操作和设备的维护工作。
电镀基础知识介绍资料
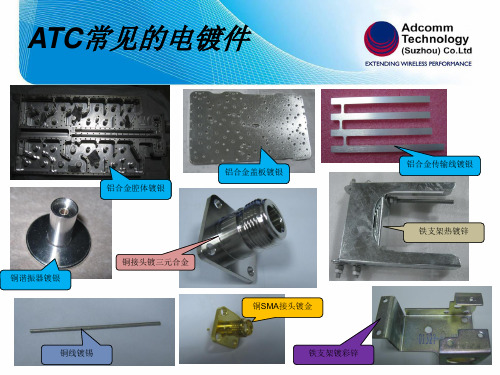
滚镀
挂镀
挂镀-挂具
二. 电镀的根本原理
以常用的电镀Cu为例,镀其他金属原理相同
1.通过整流器将交流电变 成直流电
2.将金属Cu连接正极
3.将需镀工件连接在负极
4.电流正极将金属Cu及 电镀槽液电解出Cu2+
5.电流负极将Cu2+吸附 到需镀工件外表与槽液 中的负离子化学反响成 金属Cu
三. 化学镀的根本原理
六. 铝件电镀银流程 ---制程详解二
4.一次沉锌:工件浸入15~30℃沉 锌剂槽液30-60秒,外表形成结晶粗 糙且疏松的锌层
5.退锌: 置于30-50%的浓HNO3槽 液5-20秒,溶解结合力差的锌晶粒
6.二次沉锌:工件浸入15~30℃沉 锌剂槽液30-60秒,形成均匀细致结 合力强的锌层
六. 铝件电镀银流程 ---制程详解三
7.化学镀镍:工件浸入85~90℃高 磷化学镍槽液240-300秒,外表形成 厚度<0.1um细腻的镍层,增强与铜 层的结合力及镀层的耐高温性
8.活化: 置于5-10%的浓H2SO4槽 液5-10秒,增强外表活性,利于下 工序电镀
9.预镀铜:通电状态,氰铜或焦铜槽 ,为了下一步工序镀铜更加容易, 电镀铜效果更好
以化学镀Ni为例
1.次磷酸根在催化剂作 用下分解出活性氢化物 离子吸附在工件外表
2.吸附在工件外表的活 性氢化物与槽液中的镍 离子进行复原反响
Ni
Ni
Ni
Ni
Ni
Ni
Ni
Ni
3.化学复原反响产生的 镍金属在工件外表沉积 成镀层
四. 电镀和化学镀差异
最大不同点: 1.化学镀不需要电流,因此可以在各种材质外表形成镀层 2.两者镀层外表质量有明显差异
电镀知识
电镀基本知识1、表面处理的目的一、美观(appearance).为了提高制品之附加价值,赋予制品表面美观,例如装饰性电镀 (decorative plating) Au, Ag, Rh, Ni, Cr,黄铜等电镀 (electroplating).二、防护(protection)为了延长制品的寿命,再制品表面披覆(coating)耐腐蚀之材料,例如保护性电镀(protective plating) Zn,Cd,Ni,Cr,Sn 等电镀.三、特殊表面性质(special surface properties)1. 提高制品之导电性(electrical conductiuity),例如电镀Ag,Cu.2. 提高焊接性(soderability)在通讯急电子工业应用,例如Sn-Pb 合金电镀.3. 提高光线之反射性(light reflectivity ) 例如宇宙飞船,人造卫星的外壳需反射光线,Ag及Rh的镀层被应用上.4. 减小接触阻抗(contact resistance)例如在电子组件之Au及Pd电镀.四、机械或工程性质(mechanical or engineering properties)1. 提高制品之强度(strenth),例如塑料电镀.2. 提高制品之润滑性 ( bearing propertries ) 例如多孔洛电镀 (porous chromium plating), 内燃机之铝合金活塞 (piston) ,镀锡Sn以防止汽缸 (cylinder)壁刮伤.3. 增加硬度(hardness)及耐磨性(wear resistance) ,例如硬洛电镀(hard chromium plating).4. 提高制品之耐热性,耐候性,抗幅射线,例如塑料,非金属之电镀.2、电镀常识2.1电镀利用电解原理,使金属或合金沉积在制件表面,形成均匀、致密、结合力良好的金属层的过程。
2.2前处理零件在处理之前,程度不同地存在着毛刺和油污,有的严重腐蚀,给中间处理带来很大困难,给化学或电化学过程增加额外阻力,有时甚至使零件局部或整个表面不能获得镀层或膜层,还会污染电解液,影响表面处理层的质量。
电镀件的知识点总结
电镀件的知识点总结一、电镀原理1. 电镀的基本原理电镀是利用电解学原理,在适当的电解质溶液中,将一种金属沉积在另一种金属的表面上的方法。
电镀过程中,被镀件作为阴极,在外加电压作用下,阳极上的金属离子在电解液中获得电子并沉积到阴极表面上,从而形成一层金属膜。
2. 电镀的影响因素电镀过程中影响镀层质量的因素包括电镀液的成分、温度、PH值、电流密度、搅拌方式等,同时还受到被镀件的表面处理、预处理工艺、电镀设备和环境条件等多方面因素的影响。
3. 电镀层的性能电镀层主要有提高金属表面的光泽、提高耐腐蚀性、增强硬度和抗磨损性、提高导电性等功能。
不同的电镀层材料和工艺对镀层性能有不同的影响。
二、电镀工艺1. 预处理工艺预处理工艺是电镀过程中非常重要的一环,其目的是去除被镀件表面的油污、氧化膜和杂质,以保证镀层与被镀件的结合力和质量。
预处理工艺包括去油、除锈、酸洗、磷化等步骤。
2. 主要电镀工艺常见的电镀工艺包括镀铬、镀镍、镀铜、镀锌、镀镍铜合金等,不同的电镀工艺适用于不同的被镀件材料和要求。
3. 后处理工艺在电镀完成后,通常还需要进行后处理工艺,例如烘干、抛光、封孔处理等,以提升电镀件的表面质量和性能。
三、电镀件的应用领域电镀件广泛应用于汽车零部件、家用电器、机械设备、建筑材料等领域。
在汽车制造行业中,电镀件用于提升汽车外观质感和耐腐蚀性;在家电制造行业中,电镀件用于提升产品的外观光泽和抗腐蚀性能;在机械设备领域,电镀件用于提高零部件的表面硬度和耐磨损性能。
四、电镀件的环保技术随着环保意识的提升,电镀行业也在不断改进工艺,采用环保技术。
例如,采用无铬镀层技术、循环利用电镀废水等,以减少对环境的影响。
总之,电镀件作为一种常见的金属表面处理方法,其原理、工艺和应用领域都具有重要的意义。
在适当的工艺条件下,能够获得高质量的电镀件产品,满足不同领域的需求。
同时,随着环保技术的不断发展,电镀行业也在向着绿色、环保的方向不断努力前行。
电镀基础知识培训
电镀基础知识培训一、电镀的原理1.1 电镀的基本原理电镀是利用电解作用和电化学还原反应在导电基材表面沉积金属的工艺。
通过外加电流,金属离子在阳极上发生氧化,并通过电解液迁移到阴极上,在阴极上接受电子并还原成金属沉积在基材表面。
这一过程是一个复杂的电化学反应过程,主要包括阳极氧化反应和阴极还原反应两个过程。
1.2 电镀的影响因素电镀工艺的质量受到许多因素的影响,主要包括电流密度、电解液成分、温度、搅拌、阳极和阴极表面的处理等。
这些因素直接影响金属沉积的均匀性、致密性、附着力和成膜速度等性能。
二、电镀的分类按照电解液的成分和金属沉积的方式,电镀可分为多种类型。
常见的电镀包括镀铬、镀镍、镀铜、镀锌等。
2.1 镀铬镀铬是一种常见的电镀工艺,其主要用途是提高金属基材的耐腐蚀性和外观。
镀铬工艺一般采用六价铬盐作为电镀液,通过外加电流将铬沉积在基材表面,形成一层具有镜面效果的金属膜。
2.2 镀镍镀镍是一种通用的电镀工艺,其主要作用是增加基材的硬度、耐磨性和耐腐蚀性。
镀镍工艺一般采用镍盐作为电镀液,通过外加电流将镍沉积在基材表面,形成一层致密、均匀的金属膜。
2.3 镀铜镀铜是一种常见的电镀工艺,其主要用途是提高基材的导电性和焊接性能。
镀铜工艺一般采用铜盐作为电镀液,通过外加电流将铜沉积在基材表面,形成一层致密、均匀的金属膜。
2.4 镀锌镀锌是一种常见的防腐蚀电镀工艺,其主要作用是提高基材的抗氧化性和耐蚀性。
镀锌工艺一般采用锌盐作为电镀液,通过外加电流将锌沉积在基材表面,形成一层紧密结合的锌铁合金薄膜。
三、电镀工艺的步骤电镀工艺一般包括预处理、电镀和后处理三个步骤。
预处理包括除油、除锈、脱脂、清洗等,旨在保证基材表面的清洁度和光洁度。
电镀是将金属沉积在基材表面的过程,旨在改善基材的性能和外观。
后处理一般包括清洗、烘干、检验、包装等,旨在保证电镀层的质量和稳定性。
四、电镀工艺的质量控制电镀工艺的质量受到许多因素的影响,需要采取一系列措施进行质量控制。
电镀基本知识

电镀基本知识1 分散能力:在特定条件下,一定溶液使电极上(通常是阴极)镀层分布比初次电流分布所获得的结果更为均匀的能力。
也称均镀能力。
2 深镀能力:镀液要特定条件下凹槽或深孔处沉积金属镀层的能力。
3 电镀:是在含有某种金属离子的电解液中,将被镀工件作为阴极,通以一定波形的低压直流电.而使金属离子得到电子,不断在阴极沉积为金属的加工过程。
4 电流密度:单位面积电极上通过的电流强度,通常以A/dm2表示。
5 电流效率:电极上通过单位电量时,其一反应形成的产物的实际重量与其电化当量之比,通常以百分数表示。
6 阴极:反应于其上获得电子的电极,即发生还原反应的电极。
7 阳极:能接受反应物所给出电子的电极,即发生氧化反应的电极。
10 阴极性镀层:电极电位的代数值比基体金属大的金属镀层。
11 阳极性镀层:电极电位的代数值比基体金属小的金属镀层。
12 沉积速度:单位时间内零件表面沉积出金属的厚度。
通常以微米/小时表示。
13 活化:使金属表面钝态消失的过程。
14 钝化;在一定环境下使金属表面正常溶解反应受到严重阻碍,并在比较宽的电极电位范围内使金属溶解反应速度降到很低的作用。
15 氢脆:由于浸蚀,除油或电镀等过程中金属或合金吸收氢原子而引起的脆性。
16 PH值:氢离子活度的常用对数的负值。
17 基体材料;能与其上沉积金属或形成膜层的材料。
18 辅助阳极:除了在电镀中正常需要的阳极以外,为了改善被镀制件表面上的电流分布而使用的辅加阳极。
19 辅助阴极:为了消除被镀制件上某些部位由于电力线过于集中而出现的毛刺或烧焦等毛病,在该部位附近另加某种形状的阴极,用以消耗部分电流,这种附加的阴极就是辅助阴极。
20 阴极极化:直流电通过电极时,阴极电位偏离平衡电位向负的方向移动的现象。
21 初次电流分布:在电极极化不存在时,电流在电极表面上的分布。
22 化学钝化;将制件放在含有氧化剂的溶液中处理,使表面形成一层很薄的钝态,保护膜的过程。
电镀基本知识
电镀基本知识一.基本概念1.电镀:电镀是一种电化学过程,也是一种氧化还原过程。
它是将零件浸在金属盐溶液中作为阴极,金属作为阳极,接通直流电源后零件后,在零件上就会沉积出金属镀层。
例如:在硫酸镍溶液中镀镍零件为阴极,镍板为阳极。
在阴极上发生还原反应:Ni2++2e→Ni↓金属镍副反应:2H+2e→H2↑在阳极上发生氧化反应Ni+2e→Ni2+副反应:4OH--4e→2H2O+O2↑这样,镍金属不断在阳极溶解成镍离子,而溶液中的Ni2+不断地在零件上还原成金属镍覆盖在零件上成为镀镍层。
2.分散能力和覆盖能力镀层在阴极表面分布均匀性和完整性,是决定镀层质量的一个重要因素。
在电镀中常用分散能力和覆盖能力来分别评定金属镀层在阴极分布的均匀性和完整性。
●电镀液的分散能力,是指在特定条件下,一定溶液使阴极镀层分布比初次电流分布所获得的结果更为均匀的能力。
●初次电流分布是仅考虑阴极不同表面到阳极的几何距离不同时的阴极电流分布情况。
镀层在零件上均匀分布能力越高该电镀液的分散能力就越好。
●整平能力,是指在底层(素材)上形成镀层时,镀液所具有的能使镀层的微观轮廓比底层更平滑的能力。
●电镀液和覆盖能力,是指在特定条件下凹槽或深孔中沉积金属镀层的能力。
覆盖能力越高,镀及越深。
覆盖能力差,在零件凹处就镀不上金属镀层。
●电镀工作条件是指电镀时的操作变化因素,包括镀液成份含量,电流密度、操作温度、溶液搅拌及电流波形。
3.对电渡的基本要求1.与基本金属结合力牢固,附着力好2.镀层完整,结晶细致紧密,孔隙力小3.具有良好的物理、化学及机械性能4.具有符合标准规定的镀层厚度,而且镀层分布要均匀4.析氢对镀层的影响在电镀过程中,大多数镀液的阴极反应,除了金属离子的沉积外,还伴随眷有氢气的析出,在有些情况下,阴极上析出氢气会使镀层出现以下几种庇病:I.针孔或麻点:氢气呈气泡形式在阴极零件表面上,阻止金属在这些部位沉积,它只能在气泡的周围,如果氢气泡在整个电镀过程中一直停留在阴极零件表面,则镀好的镀层会有空洞或贯穿的缝隙,若氢气泡在电镀过程中粘附得不牢固,而是间歇交替地逸出和粘附,那么这些部位将形成浅坑和点穴,通常称为针孔和麻点。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电镀基本知识
一.基本概念
1.电镀:电镀是一种电化学过程,也是一种氧化还原过程。
它是将零件浸在金
属盐溶液中作为阴极,金属作为阳极,接通直流电源后零件后,在零件上就会沉积出金属镀层。
例如:在硫酸镍溶液中镀镍
零件为阴极,镍板为阳极。
在阴极上发生还原反应:Ni2++2e→Ni↓金属镍
副反应:2H+2e→H2↑
在阳极上发生氧化反应Ni+2e→Ni2+
副反应:4OH--4e→2H2O+O2↑
这样,镍金属不断在阳极溶解成镍离子,而溶液中的Ni2+不断地在零件上还原成金属镍覆盖在零件上成为镀镍层。
2.分散能力和覆盖能力
镀层在阴极表面分布均匀性和完整性,是决定镀层质量的一个重要因素。
在电镀中常用分散能力和覆盖能力来分别评定金属镀层在阴极分布的均匀性和完整性。
●电镀液的分散能力,是指在特定条件下,一定溶液使阴极镀层分布比初次
电流分布所获得的结果更为均匀的能力。
●初次电流分布是仅考虑阴极不同表面到阳极的几何距离不同时的阴极电流
分布情况。
镀层在零件上均匀分布能力越高该电镀液的分散能力就越好。
●整平能力,是指在底层(素材)上形成镀层时,镀液所具有的能使镀层的
微观轮廓比底层更平滑的能力。
●电镀液和覆盖能力,是指在特定条件下凹槽或深孔中沉积金属镀层的能
力。
覆盖能力越高,镀及越深。
覆盖能力差,在零件凹处就镀不上金属镀
层。
●电镀工作条件是指电镀时的操作变化因素,包括镀液成份含量,电流密
度、操作温度、溶液搅拌及电流波形。
3. 对电渡的基本要求
1.与基本金属结合力牢固,附着力好
2.镀层完整,结晶细致紧密,孔隙力小
3.具有良好的物理、化学及机械性能
4.具有符合标准规定的镀层厚度,而且镀层分布要均匀
4.析氢对镀层的影响
在电镀过程中,大多数镀液的阴极反应,除了金属离子的沉积外,还伴随眷有氢气的析出,在有些情况下,阴极上析出氢气会使镀层出现以下几种庇病:
I.针孔或麻点:氢气呈气泡形式在阴极零件表面上,阻止金属在这些部位沉
积,它只能在气泡的周围,如果氢气泡在整个电镀过程中一直停留在阴极
零件表面,则镀好的镀层会有空洞或贯穿的缝隙,若氢气泡在电镀过程中
粘附得不牢固,而是间歇交替地逸出和粘附,那么这些部位将形成浅坑和
点穴,通常称为针孔和麻点。
II.鼓泡:电镀以后,当周围介质的温度升高时,聚集在基体金属内的吸附氢气会膨胀而使镀层产生小气泡,严重影响着镀层的质量。
III.氢脆:氢离子在阴极还原后,一部分形成氢气逸出,一部分以原子氢的状态渗入基本金属及镀层中,使基本金属及镀层的韧性下降而变脆,这种现
象叫氢脆。
二.电镀工艺流程(以铜合金为基材为例)
镀前检验→化学脱脂→水洗二次→馈刻→水洗二次→电解脱脂→水洗二次→活化→水洗→镀镍→回收→水洗→活化→水洗→DI水洗→镀金→回收→DI水洗→干燥
镀Sn/Bb→回收→DI水洗二次→钝化→DI水洗→干燥
1.镀前检验就是将不良素材挑出
2.化学脱脂:电解脱脂
弱歼性:大都由磷酸三钠、纯歼、三聚磷酸钠、焦磷酸钠、乳化剂、表面活性剂等组成,脱脂效果比较好,目前有厂商出售配制好的铜及合金化学脱脂粉(剂)。
化学不良可能造成以下不良:镀层与素材的结合力不好,脱皮,起泡,花斑。
3.水洗
水洗不干净会造成镀层表面发花,白斑,发雾,甚至结合力不好
4.蚀刻
主要成份:硫酸,过硫酸钠,纯水。
目前有配制好的蚀刻水出售。
蚀刻的作用是除去铜片上很厚的氧化层,操作中蚀刻时间过久会使铜合金片过腐蚀,造成光亮下降,表面粗糙。
时间过短铜片上的氧化膜未除干净,会造成结合力不良,脱壳,起泡,白斑等。
5.活化
主要成份:稀硫酸5~10%
其作用是除去铜片上氧化膜,使之提高与镀层的结合力,若活化不好,镀层与素材的结合力不牢固,容易产生脱壳,起泡,白斑等现象。
6.纯水洗
此道纯水洗,必须水质干净,否则直接影响到镀层的结合力和表面状态,如脱壳,起泡,发花,白雾等。
7. 镀镍
主要成份:硫酸镍(250~300),氯化镍(40~60),硼酸(45)
PH值3.8-4.6 温度 50-60℃
电流密度1~4A/dm2
操作过程中可能会产生以下质量故障
A.镀层发脆,起泡,形变,可能由于
i.镀层中光亮剂过多
ii.有机杂质和金属杂质过多
iii.PH值过高
B.零件凹处光亮度差或发黑,由于
ii.铜锌杂质多,有机杂质多
C.镀层有孔针
i.添加剂中润湿剂少
ii.搅拌不充分
iii.有机杂质和铁杂质多
D.镀层粗糙、烧焦
i.由于电流大,温度低
E.光亮剂不足
i.电流密度过少
ii.光亮剂不足
F.镀层发花
i.添加剂太多
ii.清洗不干净
若镀镍层作为外层,为避免镍层氧化变色,可进行镀后钝化处理,配方:
K2Cr2O7 10g/l,K2CO3 20g/l,室温1-2min清洗干净,用DI清洗烘干。
G.活化
成份 HCl
镍层表面容易钝化,产生结合力不好,为了提高镍层与外层镀金层的结合力,必须进行活化处理。
H.镀金
镀金有浸镀金和刷镀金,用得比较多的有氰化镀金和中性柠檬盐镀金,目前,浸镀用柠檬酸盐镀硬金,其大致成分为:金盐(KAu(CN)2),柠檬酸钾,柠檬酸,钴盐,目前有市售金水。
氰化镀金:氰化金钾,氰化钠,碳酸钾,钴氯化钾等成份。
端子镀金一般是镀硬金,在溶液中加入少量钴盐或镍盐,可以增加镀金层的硬度,可达HV140~190,可焊性好,接触电子小,耐磨,颜色鲜艳。
镀金常出现的质量问题:
1.镀层颜色浅淡
原因:
i.镀液中金的含量太低
ii.阴极电流密度太低
2.镀层发红
原因:
i.金含量过高
ii.镀液温度太高
iii.镀液中含铜杂质太高
iv.阴极电流太低
3.镀层粗糙
原因:
i.金含量过高
iii.温度过高
4.镀层发暗疏松
原因:
i.盐浓度太高
ii.阴极电流太高
iii.温度太低
iv.络合剂少
5.镀层结合力不良
原因:
i.前处理不良
ii.镍底层钝化
6.镀金表面氧化,花斑
原因:
i.清洗不良
ii.清洗纯水不干净
I.镀锡和镀锡铅全金
锡镀层具有银的色镀层,熔点232℃,具有抗腐蚀性,耐变色,无毒,易纤焊,柔软和延展性好,常用在电子组件上引线,印制板上镀锡。
但镀锡层在高温潮湿和密闭条件下能长成“晶须”,这是镀层存在内应力所致。
这样在小型化电子组件中容易造成短路。
另外,锡还有结构变异,在低温下(-13℃开始结晶变异,到-30℃将完全转变为一种非晶型的同素异构体(又锡或灰锡),俗称“锡瘟”,因此,电子工业上为防止锡产生“晶须”和“锡瘟”,常常采用镀锡铅合金来提高它的纤焊性。
纤焊性:光亮锡铅>光亮酸性锡>一般酸性锡>碱性锡
镀光亮酸性锡成份:硫酸亚锡 20~40 g/l H2SO4 90~110m g/l 添加剂 T 5~40℃镀锡铅合金
氯化亚锡19g/l 柠檬酸 60 g/l 氢化铅 9 g/l EDTA=钠 20 g/l
M-1 添加剂 8 g/l(北京师港大学) PH : 5~8 T: 15~25℃ Dk: 1~1.5 阴极移动镀锡铅合金
黄铜镀锡铅合金前,必须先镀镍以防止黄铜中的锌扩散导致斑点和灰暗的表面。
为了提高镀层在空气中的稳定性减少触摸过程中镀层表面的手印,提高镀层的纤焊性,镀层的清洗和钝化处理极为重要。
对焊接性和抗氧化性有很大影响。
清洗→钝化(K2Cr2O7 10 g/l ,Na2CO3 20 g/l 室温 1min)→热水洗干净→烘干(120℃ 20min)
常出现的质量问题:
1.镀层发雾,灰暗
原因:
i.回价锡过多
ii.杂质多
iii.光亮剂分解产物多
iv.电流过低
2.镀层粗糙
原因:
i.电流密度过高
ii.杂质多
iii.主要浓度高
3.镀层有针孔,麻点
原因:
i.阴极移动慢
ii.电流密度太高
iii.光亮剂过多
iv.有机杂质多
4.镀层发脆,脱落
原因:
i.光亮剂过多
ii.电流过高
iii.前处理不良
5.镀层光亮不足
原因:
i.光亮剂少
ii.温度过高
iii.主要浓度过高
6.镀层发黄
原因:
i.镀后清洗不干净
ii.电流密度过高
iii.温度过高
iv.钝化不良
7.镀层发黄
原因:
i.因镍层厚度不够孔隙大,底层黄铜中的锌扩散到锡铅合气中,造成白色斑
点
ii.最后能钝化清洗水质不良,千百万造成白色水迹斑点
iii.前处理不良,造成花斑
8.纤焊性不好
原因:
i.镀层表面氧化
ii.镀层中有其它重金属杂质
iii.镀全钝化和清洗不良。