关于处理厂进水异常及其对策分析
污水处理异常情况分析

污水处理异常情况分析一、背景介绍污水处理是保护环境、维护公共卫生的重要环节。
然而,在实际运行过程中,可能会浮现各种异常情况,如水质异常、设备故障等,对正常的污水处理工作造成影响。
本文将对污水处理异常情况进行分析,并提出相应的解决方案。
二、异常情况分析1. 水质异常水质异常是指污水处理过程中浮现水质指标超标或者异常波动的情况。
可能的原因包括:- 进水水质波动大:可能是源头污染物排放不稳定,需要加强源头控制;- 处理工艺不当:可能是污水处理工艺参数设置不合理,需要优化处理工艺;- 设备故障:可能是处理设备浮现故障,需要及时维修或者更换设备。
2. 设备故障设备故障是指污水处理设备在运行过程中浮现故障,无法正常工作。
常见的设备故障包括:- 泵站故障:可能是泵站机电损坏或者管道阻塞,需要检修设备或者清理管道;- 污泥浓缩机故障:可能是污泥浓缩机设备故障,需要维修或者更换设备;- 氧化池故障:可能是氧化池内部设备故障,需要检修设备或者更换部件。
三、解决方案1. 水质异常解决方案- 强化源头控制:加强对排污企业的监管,确保其稳定排放符合要求的污水;- 优化处理工艺:根据水质异常情况,调整处理工艺参数,提高处理效果;- 定期设备检修:定期对处理设备进行检修,确保设备运行稳定。
2. 设备故障解决方案- 定期设备维护:定期对处理设备进行维护,清理设备内部,检查设备运行状况;- 及时维修或者更换设备:一旦发现设备故障,及时进行维修或者更换设备,确保污水处理正常运行;- 建立备用设备:建立备用设备,以备主设备故障时紧急使用。
四、数据分析根据过去一年的污水处理异常情况数据统计,以下为一些典型数据分析结果:1. 水质异常情况:- COD超标次数:共发生10次,主要原因是进水水质波动大,需要加强源头控制;- NH3-N异常波动次数:共发生5次,主要原因是处理工艺不当,需要优化处理工艺;- TP超标次数:共发生3次,主要原因是设备故障,需要及时维修或者更换设备。
污水处理厂进水异常情况分析及应对措施

污水处理厂进水异常情况分析及应对措施廖茂荫;钟逸轩;黄冠平;刘浩志【摘要】Through the analysis of unusual influent circumstances in a modified A/ A/ O sewage treatment plant of Guangzhou,some effective countermeasures were taken to deal with the high concentration of COD、SS、TP and high content of inorganic in SS. By controlling blower aeration to remain aerobic DO at 1. 8 mg / L to ensure the efficient nitrification,increasing the amount of sludge to remove SS ,regulating sludge recycle ratio to maintain a reasonable sludge concentration and organic content,setting up a effluent warning concentration of total phosphorus by 0. 7 mg / L to keep total phosphorus under 1. 0 mg / L with biological and chemical treatment,the effluent quality can eventually conform the primary B standard in《Discharge Standard of Pollutants for Municipal Wastewater Treatment Plant》(GB 18918—2002)and designed standard.%该文通过对广州某改良型 A/ A/ O污水处理厂进水异常情况进行了分析,对 COD、SS、总磷偏高且 SS中无机砂砾含量较多的进水情况进行了有效的工艺调控。
污水处理厂进水水质异常分析和运行调控措施
减少或停止进水抽升;轻度影响时,由于有毒有害物质的抑制首先导致硝化功能异常,生化池溶解氧上升,同时出水氨氮快速上升,此时需要密切关注生化池溶解氧及出水氨氮情况。如果生化池溶解氧无下降趋势时,说明进水有毒物质在持续影响,此时需要适当减少水量。如果生化池溶解氧有下降趋势,说明进水中有毒物质浓度已经下降,微生物的活性正在逐步恢复,此时需要适当加大曝气量,为微生物恢复提供较好的环境,直到出水氨氮恢复到正常水平。严重影响时生物系统会崩溃,需要待进水回复正常后重新培养。
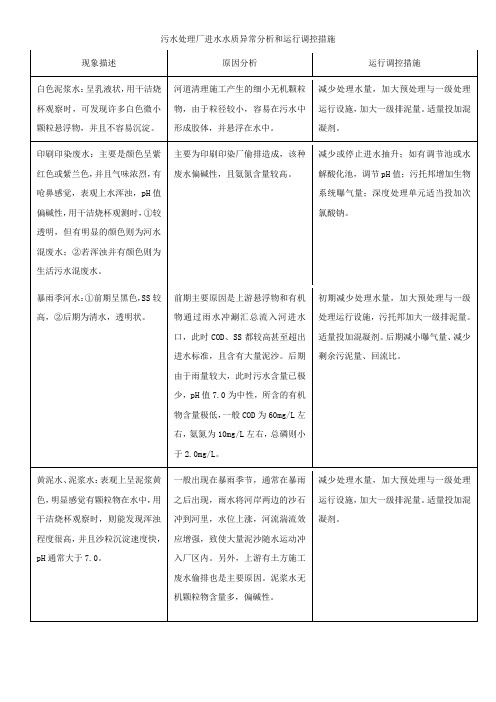
印刷印染废水:主要是颜色呈紫红色或紫兰色,并且气味浓烈,有呛鼻感觉,表观上水浑浊,pH值偏碱性,用干洁烧杯观测时,①较透明,但有明显的颜色则为河水混废水;②若浑浊并有颜色则为生活污水混废水。
主要为印刷印染厂偷排造成,该种废水偏碱性,且氨氮含量较高。
减少或停止进水抽升;如有调节池或水解酸化池,调节pH值;污托邦增加生物系统曝气量;深度处理单元适当投加次氯酸钠。
污水处理厂进水水质异常分析和运行调控措施
现象描述
原因分析
运行调控措施
白色泥浆水:呈乳液状,用干洁烧杯观察时,可发现许多白色微小颗粒悬浮物,并且不容易沉淀。
河道清理施工产生的细小无机颗粒物,由于粒径较小,容易在污水中形成胶体,并悬浮在水中。
减少处理水量,加大预处理与一级处理运行设施,加大一级排泥量。适量投加混凝剂。
在沉砂池入水端设置临时隔油装置(如吸油毡);生物处理系统加大曝气量;设法去除二沉池表面浮油。
有毒工业废水:物理特征较少,表观颜色难以进行判断,主要突出在恶臭气味,呛鼻,令人恶心;生化池甚至二沉池出现浮泥,出水泛白,化验数据出现超标等,在仪表显示上有较为明显的表现,例如仪表数据在短时间内,一般为半小时,会出现pH突变很大或很小,ORP数值突变很大或很小,好氧段DO突变很小,出水某种或几种指标突然上升。
进水水质异常的应急措施
进水水质异常的应急措施污水处理厂(站)进水水质中任何一项指标超过进水水质设计标准,都可能引起污水处理厂(站)处理效果下降,甚至导致污水处理厂(站)出水超标,此时应根据不同情况采取应急措施:1、pH值超标当在线监测或巡视时发现污水处理厂(站)进水pH值<6或pH>9时,应采取如下紧急措施:(1)分区运维人员联同化验员到达现场进行复验,确样监测认进水pH值是否异常;(2)确认进水pH值异常后,化验员立即把进水pH值异常情况上报通知中控室,查找历史数据,同时对进水pH值进行连续监测,以确定进水pH值是否连续超过设计标准还是偶然超标。
当进水pH 值偶然超标时,因pH值超标的进水量不大,对整个二级生化处系统影响不大,可按正常进水处理;(3)当进水pH值持续<6或>9时,中控室应及时上报污水处理厂(站)负责人或副总经理,并通报四会市环保部门;(4)水质监测室与环保部门及其他相关部门一起查明导致进水pH值异常变化原因;(5)污水处理厂(站)采取紧急措施,在提升泵房集水池内加入酸、碱对进入的污水进行中和处理,水质监测室连续对进水pH值进行监控,直到进水pH值达到设计标准6~9范围时,才能把污水提升至后续处理构筑物进行处理,确保二级污水处理系统微生物不受破坏,保证污水处理厂(站)尾水达标排放。
2、进水CODcr浓度超标当污水处理厂(站)水质监测室监测发现进水CODcr浓度超过进水设计标准,分区运维人员联同化验员到达现场进行复验,以确认进水CODcr浓度是否超过设计标准。
确认进水CODcr浓度超过进水设计标准时,化验员要及时通知中控室,同时污水处理厂(站)长应通报总经理及当地环保部门,并一起查明进水超标原因。
同时,生产技术部应调整运行工艺,采取增大好氧池曝气量,调整合适的内回流量和污泥回流量等措施,尽可能提高污水去除效率,努力确保CODcr去除效率达到83%以上。
3、进水氨氮、总磷超标当污水处理厂(站)水质监测室监测发现进水氨氮、总磷浓度超过进水设计相应标准,分区运维人员联同化验员到达现场进行复验,以确认进水浓度是否超过设计标准。
污水处理厂进出水水质异常应急预案
污水处理厂进出水水质异常应急预案
一、紧急情况描述:污水处理厂进出水水质异常是一种严重的紧急情况,可能导致环境污染,危害公共健康和安全。
在发现进出水水质异常时,必须立即启动应急预案,迅速采取措施应对,并及时通报相关部门。
二、应急响应措施:
1.立即停止进水,确保排放水质与法定标准一致;
2.对已处理水进行监测,确保出水水质符合排放标准;
3.启动备用处理设施,保障污水处理的正常运行;
4.通知相关监管部门、居民和周边企业,采取必要的措施防止污染物扩散;
5.组织专业人员对污水处理设施进行检查,找出问题并及时修复;
6.对可能造成水质异常的原因进行调查分析,采取措施避免类似情况再次发生。
三、危险源控制:
1.对进水口进行密切监测,减少可能导致水质异常的外部污染源;
2.定期检查设施,保证设备运行正常,预防故障;
3.加强污水的预处理工作,减少带入处理厂的不可降解物质;
4.严格控制处理厂周边环境,杜绝不法行为的干扰;
5.制定定期演练计划,提高应急响应的效率和准确性。
四、后续跟踪与总结:
1.对应急响应工作进行评估,总结应急过程中存在的问题和不足;
2.完善应急预案,提高应对水质异常事件的能力;
3.加强内部培训与技术支持,提高员工的紧急处置能力;
4.定期组织模拟演练,不断提升应急响应水平。
以上是针对污水处理厂进出水水质异常的应急预案,只有做好事前预案制定和演练,才能达到最佳的应急效果,保障污水处理厂的安全稳定运行。
污水处理异常情况分析

污水处理异常情况分析一、引言污水处理是保护环境、维护人类健康的重要环节。
然而,在实际操作中,污水处理系统可能出现各种异常情况,如水质异常、处理效果下降等问题。
本文将对污水处理异常情况进行分析,探讨可能的原因和解决方案。
二、异常情况一:水质异常1. 问题描述污水处理过程中,出现了水质异常的情况,如COD(化学需氧量)超标、悬浮物浓度异常等。
2. 可能原因(1)进水水质波动大:进水中可能含有有机物、重金属等污染物,导致出水水质异常。
(2)处理设备故障:处理设备如曝气池、沉淀池等出现故障,导致处理效果下降。
(3)操作不当:操作人员对处理设备的操作不熟悉或者不规范,导致处理效果下降。
3. 解决方案(1)加强进水水质监测:定期对进水水质进行监测,及时发现异常情况。
(2)维护设备正常运行:定期检查处理设备,及时修复故障。
(3)加强操作培训:对操作人员进行培训,提高其操作技能。
三、异常情况二:处理效果下降1. 问题描述污水处理系统的处理效果下降,出水水质不达标。
2. 可能原因(1)处理设备老化:处理设备长时间使用后,可能出现性能下降的情况。
(2)处理工艺不合理:处理工艺设计不合理,导致处理效果不佳。
(3)进水水质波动大:进水水质的波动可能会影响处理效果。
3. 解决方案(1)更新设备:对老化的处理设备进行更新,提高处理效果。
(2)优化处理工艺:对处理工艺进行优化,提高处理效率。
(3)稳定进水水质:采取适当的预处理措施,稳定进水水质。
四、异常情况三:设备故障1. 问题描述污水处理系统中的处理设备出现故障,无法正常运行。
2. 可能原因(1)设备老化:设备使用时间较长,可能出现老化故障。
(2)操作不当:操作人员对设备的操作不规范,导致设备故障。
(3)供电故障:供电不稳定或者停电导致设备无法正常运行。
3. 解决方案(1)定期维护:定期对设备进行维护保养,延长设备使用寿命。
(2)加强操作培训:对操作人员进行培训,提高其操作技能。
污水处理常见异常问题诊断分析及处理办法
运行中异常问题的处理1物理性质异常的分析控制方法1)在运行过程中如果发现污泥发白产生原因:1。
缺少营养,丝状菌或固着型纤毛虫大量繁殖,菌胶团生长不良;2。
PH值高或过低,引起丝状菌大量生长,污泥松散,体积偏大;解决办法:1.按营养配比调整进水负荷,氨氮滴加量,保持数日污泥颜色可以恢复。
2。
调整进水pH值,保持曝气池pH值在6~8之间,长期保持PH 值范围才能有效防止污泥膨胀.2)在运行过程中如果发现污泥发黑S,其与Fe作用生成产生原因:曝气池溶解氧过低,有机物厌氧分解释放出H2FeS解决办法:增加供氧量或加大回流污泥,只要提高曝气池溶解氧,10多小时左右污泥将逐渐恢复正常。
3)化验过程中污泥过滤困难或出水色度升高产生原因:缺乏营养或水温过低,污泥生长不良,大量污泥解絮解决办法:增加负荷均衡营养,提高水温,改善污泥生长环境。
4)曝气池内产生大量气泡产生原因:进水负荷过高,冲击负荷较大,造成部分污泥分解并附着于气泡上使气泡发粘不易碎,因此水面积存大量气泡.解决办法:减少进水,稍微加大回流污泥量,稳定一段时间后气泡减少系统逐渐正常。
5)曝气池产生茶色或灰色泡沫产生原因:污泥老化,泥龄过高,解絮后的污泥附于泡沫上解决办法:增加排泥,逐渐更新系统中的新生污泥,污泥的更新过程需要持续几天时间,期间要控制好运行环境,保证新生污泥有较强的活性(保证溶解氧在1。
0~3。
0内的稳定水平,营养物质比例要均衡,适当投加营养盐)。
6)沉淀池有大块黑色污泥上浮产生原因:1。
沉淀池有死角,局部积泥厌氧,产生CH4、CO2,气泡附于污泥粒使之上浮,出水氨氮往往较高;2。
回流比过小,污泥回流不及时使之厌氧解决办法:1.若沉淀池有死角,可以保持系统处于较高的溶解氧状态问题可以得到缓解,根本解决需要对死角进行构造上的改造才能实现.2。
加大回流比,防止污泥在沉淀池停留时间太长。
7)沉淀池泥面过高,并且出水悬浮物升高产生原因:1、负荷过高,有机物分解不完全影响污泥沉淀性能,沉降效果变差。
水处理异常问题及处置方案

水处理异常问题及处置方案1.异常问题的背景和重要性水是人类生活中不可或缺的资源,对于各行各业来说,正常的水处理是保证生产运营的基础。
然而,在实际操作过程中,经常会遇到各种水处理异常问题,如水质变化、设备故障、工艺失控等,这些问题如果不及时解决,将直接影响生产效率和产品质量,甚至可能对环境造成污染和健康安全带来风险。
因此,针对水处理异常问题,制定有效的处置方案显得尤为重要。
本文将介绍几个常见的水处理异常问题,并提出相应的处置方案。
2.水质变化问题及处置方案2.1问题描述水质变化是指供水水源或处理后的水质发生了异常波动,如浑浊度增加、色度变化、气味异味等。
2.2可能的原因-自然因素:如降雨、地下水位变化等导致水源水质波动。
-管网污染:管网老化、破损、渗漏等导致外界污染物进入水源。
-工艺问题:处理工艺参数设置不当、设备故障等导致水质变化。
2.3处置方案-及时监测:建立水质监测系统,定期对水源和出水进行监测,及时发现异常变化。
-排查原因:通过对供水系统的检查,确定水质变化的具体原因。
-修复问题:根据问题原因,采取相应措施修复设备故障、加强管网维护等。
-调整处理工艺:根据监测结果和问题原因,调整处理工艺参数,确保水质稳定。
3.设备故障问题及处置方案3.1问题描述设备故障是指水处理过程中关键设备出现故障或失效,如泵站停运、滤料堵塞、电气设备故障等。
3.2可能的原因-设备老化:长期使用导致设备性能下降、易损件磨损等。
-操作错误:操作人员操作不当导致设备故障。
-设计缺陷:设备设计不合理、材料选择不当等导致故障。
3.3处置方案-及时维修:设备故障发生后,立即停止使用,并派专业技术人员进行维修。
-预防维护:定期对设备进行检查、清洗和保养,及时更换易损件。
-人员培训:加强操作人员的培训,提高其操作技能和故障排除能力。
-设备更新:根据设备的使用寿命和性能状况,适时更新设备,确保设备处于良好状态。
4.工艺失控问题及处置方案4.1问题描述工艺失控是指水处理过程中,处理工艺参数出现异常,如投药剂量失调、沉淀池搅拌异常等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关于处理厂进水异常及其对策分析
作者:郑宇飞
来源:《农家科技中旬刊》2017年第06期
摘要:进水异常在污水处理厂中比较常见,为了更好的处理污水处理厂中的进水异常情况,需要全面了解污水处理厂进水异常问题。
本文从进水水质异常情况着手,从SS去除、生化池内溶氧值、混合液及污泥回流比、生物除磷与化学除磷等方面分析污水处理厂进水异常的解决措施,以期妥善解决污水处理厂中进水异常问题。
关键词:处理厂;进水异常;对策
现阶段,在我国的各地区的污水处理厂中,都应用到了改良版的 A/A/O 工艺。
A/A/O 工艺能够降低硝酸盐浓度,创建一种无氧环境,降低导氧型生物之间碳源竞争,减少进水中磷的含量。
由于 A/A/O 工艺操作相对简单,成本也比较低廉,并且其运行过程相对稳定,因此,其在污水处理厂中极受欢迎。
1.处理厂进水异常问题分析
一般而言,污水处理厂中的进水异常问题大多发生在夏季汛期,尤其是7月份和8月份,进水中的很多项指标都超出了规定范围。
通常情况下,进水异常问题主要表现在 BOD5超标、SS超标、磷超标、总氮超标、水污染浓度上升以及氨氮超标等方面。
具体而言,污水处理厂中的进水异常问题可能产生的影响主要表现在以下几方面。
一是进水中的多项指标持续超标,其可生化系数、COD Cr 、BOD 5 、SS、TP等都远远高于正常范围。
二是进水中的含沙量增大,无机物成分增加,有机质含量降低,使得生物处理效果不理想。
三是进水水质浓度容易受到外界因子的影响,比如降水量,在降雨丰沛期,水质的浓度会降低,进水中的COD Cr 、氨氮会明显低于进水均值。
四是进水中的污泥负荷会增加,MLVSS、MLSS以及脱水污泥会降低,有机质的含量也会低于正常值,污泥的沉降性能会降低,其设计负荷会增大,从而引发严重的水质异常问题。
在污水处理厂中,为了有效减少其水质异常问题,需要控制好进水中的总氮和氨氮量,降低进水中 SS、COD、TP的含量,并深化改良版A/A/O 工艺的应用。
2.解决对策分析
2.1去除SS
在污水处理厂中,进水水质问题突出表现在进水SS超标上,此项水质超标最为严重。
在进水中,其SS的含量大多会超过1000 mg /L,并且每SS中的COD Cr 是0.44,这严重超出了
正常水质中的COD Cr 和SS含量。
使得污水处理厂中的进水水样呈现出浑浊状态,水中的颗粒物含量增多,无机沙粒成分也较多。
如果让含有超标SS的水直接进入到生化池,必然会给后续工作的开展带来诸多困难,增加污水处理设备的磨损,并降低污水处理效果。
因此,为了避免超标SS给污水处理厂带来不利影响,需要重视进水中SS的去除。
为了有效去除进水中的SS,首先要调节涡流沉砂池中的曝气量,以便能够让池底泥沙浆体与池子上方的空气进行充分混合。
为三相混合物的形成创造条件,并保证三相混合物的密度处于最小状态。
在调整了涡流沉砂池中的曝气量之后,要安装相应的汽提装置,将三相混合物抽入砂水分离机中,从而对进水进行除砂处理。
但由于生化池和涡流沉砂池所使用的鼓风机是同一个,涡流沉砂池的供给气量会受到风量大小、生化池溶解氧、好氧时段以及需氧情况等的影响,SS的去除效果并不是很好。
其次,为了减少进入生化池中的SS量,增强SS去除效果,提高沉砂池的除砂效率,需要利用生化池中的淤泥降解SS中的有机物。
并将生化池中的污泥与SS结合在一起,利用曝气器和搅拌器来为污泥发挥吸附作用创造条件,进而将SS中不容易溶解的沙粒进行吸附。
之所以要采用此种方式去除进水中的SS,主要是因为生化池中的污泥含有大量的沙粒,其沉降性十分强,能够对混合液进行泥水分离,增大混合液的泥水排量,进而将SS中的污泥利用排水系统排出。
2.2保证生化池中的溶氧值
在生化池中,为了保证好氧微生物的活性,需要让生化池中拥有足够量的溶解氧。
但由于进水中的 COD大多偏高,生化池中的溶解氧含量常常难以得到保证。
为了有效规避此问题,需要增加进水中的曝气量,提升好氧段的 DO,并尽可能将其维持在 1.5 ~1.8 mg /L。
在此过程中,需要保证不同好氧段的DO值,并设置每一段位的极限值,最好是让好氧一段的DO值高于好氧二段的DO值。
在设置极限值时,实际值与实际DO值之间应当有一定的差值,并利用光电信号的形式将二者之间的差值传送到鼓风机控制系统,以此来调节鼓风机的风量和DO 值。
进而保证DO值能够处于最高极值状态,或者是最低极值状态。
一般而言,生化池中的爆气量都较高,大致是13492-14765m3/h。
当进水中的 COD升高之后,其曝气量就会变小,MLVSS就会降低。
与此同时,生化池中的耗氧量就会被限制。
在此种情况下,若曝气量过大,DO值就会偏高,泥水分离效果就会降低,混合液的回流就会因为缺氧而进行反硝化作用,使得生化池中的溶氧值降低。
因此,为了保证生化池中的溶氧值能够满足混合液在好氧段的需求,便能够保证泥水分离效果与好氧段的处理效果。
2.3合理控制污泥与混合液之间的回流比
在处理污水处理厂中的进水异常问题时,需要合理控制污泥与混合液之间的回流比,这主要是因为回流比的上升或者是下降都会影响进水水质。
从理论角度来看,当进水中的COD和氨氮的含量都比较高时,为了保证进水水质合乎标准,需要提升污泥与混合液之间的回流比,以加大对进水中污染物的去除力度,提高去污效率。
但在实际操作中,对污泥的成分进行分析
之后发现,其中含有的沙粒较多,并且其有机质成分也比较低。
为了保证处理效果,排出进水总的沙粒,减少污泥中沙粒的含量,提高生物处理效率,降低生化池中固体负荷量,最好是将污泥与混合液之间的回流比控制在45%。
2.4综合应用生物、化学两种除磷方式
进水中的磷超标问题也比较严重,为了降低进水中的含磷量,单独使用生物除磷方式,或者是化学除磷方式都难以达到预期目的。
为了保证进水质量,实现预期目的,需要综合应用生物、化学两种除磷方式。
具体而言,在单独使用生物除磷方式时,其处理效果容易受到 C/P、pH以及温度等因素的影响。
为了降低外界因子对进水除磷效果的影响,将生物化学两种除磷方式结合起来,通过在线监控方式和设置总磷警戒线的方式,便能够保证进水中磷量的达标。
当进水中的含磷量呈现上升势头时,就需要启动化学除磷装置,以便将进水中的含磷量控制在警戒线范围内。
此外,还可以将水质监控方式与A/A/O 工艺结合起来,发挥二者的共同效益,以提高总磷的去除率,解决进水中磷量超标问题。
3.结束语:
在污水处理厂中,进水异常主要反映在进水水质上,比如,磷含量超标、SS含量超标,混合液与污泥回流比超出规定范围以及生化池中的溶氧值达不到处理要求等。
要想妥善解决好这些问题,需要采用A/A/O 工艺来去除SS,控制好生化池中的溶氧值和混合液与污泥的回流比,并综合生物、化学除磷方法来去除进水中的超标磷量。
参考文献:
[1]袁嵘.浅析城市污水处理厂运行异常状况及解决对策[J].建材发展导向下,2011,09(4):8-8.
[2]廖茂荫,钟逸轩,黄冠平,等.污水处理厂进水异常情况分析及应对措施[J].净水技术,2015(6):69-72.
作者简介:郑宇飞,(1980年11月- ),性别:男,汉族,籍贯:广东省茂名市,学历:本科,现供职于湛江市城市污水处理有限公司,职位:副厂长,职称:环境工程助理工程师,研究方向:污水处理。