卷烟厂风力送丝过程造碎分析与控制
烟草制丝工艺过程控制理念及要点分析
烟草制丝工艺过程控制理念及要点分析姜浩四川中烟工业有限责任公司什邡卷烟厂 四川 什邡 618400摘 要 本文结合卷烟厂多年生产及技术经验,将制丝工艺过程控制的理念和要点进行了新的解读。
从三个方面拆解了工艺技术的内涵,明确了制丝工艺的前提,阐述了实现工艺目标的要务、方法,并从实际生产的角度描述了三者之间的内在关系。
最终统筹三个方面内容并回归到制丝工艺的控制理念和要点上,以求总结出更加适合制丝工艺的综合性技术理念,提升卷烟厂制丝的制造、控制水平。
关键词 制丝工艺;控制要点;技术理念1 制丝工艺概述制丝工艺指在保证烟叶的内在质量的基础下,将烟叶制成能满足卷接要求的烟丝的一系列要求和标准。
本文将定义拆分为三个部分,即一个前提,两个载体和三大任务。
一个前提是指保证烟丝的内在质量和品质,两个载体是指要求和标准,三大任务是指还原设计配方、减少烟叶造碎、满足卷制要求[1]。
2 制丝工艺要务为了完美实现制丝工艺,就要结合生产调度、设备运行、过程控制、物料利用、成本控制等多重因素。
经过多年的经验积累和技术总结,得出以下八字方针:稳定、均匀、减少造碎。
2.1 稳定本文所指稳定是:质量指标的稳定、工艺参数的稳定、内在质量的稳定。
(1)质量指标的稳定。
质量指标的稳定是指指标的均值和标偏,末端因素为生产组织的均衡、设备自动控制的精度、检测计量设备的精度和操作方法。
生产组织均衡的控制包括加料时间、烘丝工序温度控制标准等因素。
设备自动控制精度的控制包括设备自动化路径及设备本身精度。
检测计量设备的精度控制包括使用环境、运行状态以及人为校准、使用方法等。
操作方法的控制包括培训、操作标准、过程检查、质量理念等。
(2)工艺参数的稳定。
工艺参数是确保产品满足制造标准或工艺标准的工艺、控制参数,它更加偏重于在过程控制中实时数据。
设备性能的保障程度是其稳定的主要影响因素。
设备性能的保障由其自身硬件能力的大小和配套软件的匹配度所决定,过程使用、系统维护、实时监控运行状态也极为重要的。
卷烟厂风力送丝过程造碎分析与控制
目的 。
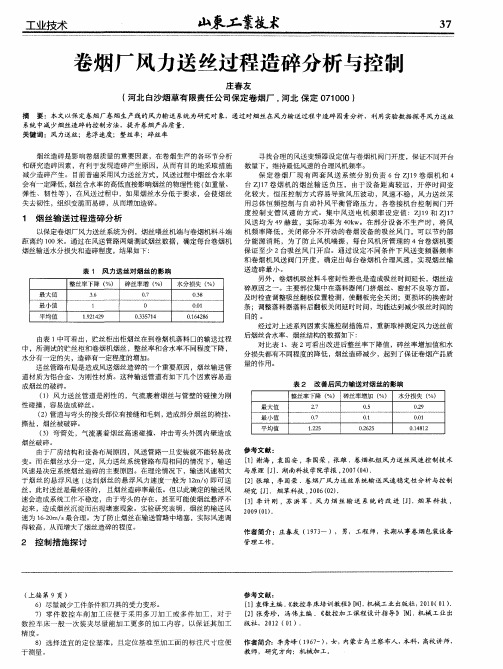
经过 对上述系列 因素实施 控制措施后 ,重新取样测定 风力送丝前 后烟丝含水率 、烟 丝结 构的数据 如下 : 由表 1 中可看 出 ,贮丝柜出柜烟丝在 到卷烟机落料 口的输送过程 对 比表 1 、表 2 可看 出改进后整丝 率下降值 ,碎丝 率增加值 和水 中 ,所测试 的贮 丝柜 和卷烟机烟丝 ,整丝率和含水率不 同程 度下降 , 分损 失都 有不同程度 的降低 ,烟丝 造碎减少 ,起到 了保证卷 烟产品质 水 分有一定的失 ,造碎有一定程度 的增加 。 量 的作 用 。 送丝管路布 局是 造成风送烟丝造 碎的一个重要原 因 , 烟 丝输送管 道 材质为铝合金 、为刚性材质 。这种输送 管道有如下几个 因素容易造 表2 改善 后 风 力输 送对 烟 丝 的 影 响 成 烟丝的破碎。 ( 1 )风力送 丝管道 是刚性 的 ,气流裹 着烟丝 与管壁 的碰撞 为刚 整丝率下降 ( %) 碎丝率增加 ( %) 水分损失 ( %) 性碰 撞 ,容易造成碎丝 。 最大值 2 7 O . 5 0 _ 2 9 ( 2 ) 管道与弯头的接头部位有接缝和毛刺 , 造 成部分烟丝的骑挂、 最小值 0 . 7 O1 O O 1 撕扯 ,烟丝被破碎。 平均值 1 . 2 2 5 0 2 6 2 5 0 . 1 4 8 1 2 ( 3 )弯管处 ,气流裹 着烟丝 高速碰撞 、冲击 弯头外 圆内壁造 成 烟丝破碎 。 由于厂房结构和设 备布局原 因,风送 管路一旦安装就不 能轻 易改 参 考 文 献 : 1 谢海 , 袁国安 , 李 国荣 , 张雄 . 卷烟机组 风力送丝风 速控制技 术 变 。而在 烟丝水分一定 ,风力送丝系统管路 布局相同的情况下 , 输 送 … J 】 . 湖 南科技 学院学报 , 2 0 0 7 ( 0 4 ) . 风速 是决定系统烟丝造 碎的主要原 因。在理 论情况下 ,输送风速 稍大 与原理 [ 于烟 丝 的悬浮 风速 ( 达 到烟丝 的悬 浮风力 速度一 般为 1 2 m/ s ) 即可 送 [ 2 ]张雄 ,李国荣 .卷烟厂风 力送丝 系统输 送风速稳 定性分析 与控 制 丝 ,此 时送 丝是最经济 的 , 且烟丝造碎率最低 。但 以此 确定 的输送 风 研究 [ J.烟草科技 J ] , 2 0 0 6 ( 0 2 ) . 速会造成 系统工作不稳 定 ,由于弯头 的存在 ,甚 至可能使烟丝悬浮 不 [ 3 ]李 计 刚 ,苏 洪 军 .风 力烟 丝 输 送 系统 的 改 进 … .烟草 科 技 , 起来 ,造 成烟丝沉淀而 出现堵 塞现象 。实验研究 表明 ,烟丝 的输送 风 2 0 0 9( 0 1 ) . 速为 1 6 2 0 m/ s 最合理 。为了防止烟丝在输 送管路 中堵 塞 ,实际风速调 得较 高 ,从 而增 大了烟丝造碎的程度 。 作者简 介 :庄春 友 ( 1 9 7 3 一 ),男,工程 师,长期从事卷烟 包装设备
卷烟厂风力送丝设备控制系统计说明书

课程设计(论文)题目:卷烟厂风力送丝设备控制系统设计名称:机电传动控制成绩评定表学生姓名班级学号专业机械设计制造及其自动化课程设计题目卷烟厂风力送丝设备控制系统设计评语组长签字:成绩日期 201 年月日课程设计任务书学院机械工程学院专业机械设计制造及其自动化学生姓名班级学号课程设计题目卷烟厂风力送丝设备控制系统设计实践教学要求与任务:1.设计内容:1)完成《课程设计指导书》所要求的控制循环。
2)要求可以同时控制两台烟丝装料机。
3)按停止按钮,完成当前循环后再停。
4)要求可以实现手动、单周期、连续控制。
2.设计要求:1)画出端子分配图和顺序功能图2)设计并调试PLC控制梯形图3)设计说明书工作计划与进度安排:1)理解题目要求,查阅资料,确定设计方案1天2)PLC梯形图设计与调试4天3)说明书撰写1天4)答辩1天指导教师:李岩任晓虹 2012年11月27日专业负责人:陈白宁2012年11月27日学院教学副院长:201 年月日目录前言 (1)1 概述 (2)2 课程设计的任务和要求 (3)2.2 控制过程及要求: (4)3 总体设计 (5)3.1 装料机中元器件选择 (5)3.2 电动机直接启动控制电路 (6)3.3 PLC端子接线 (7)3.3.1 I/O端子分配图 (7)3.3.2 外部端子接线图 (8)4 PLC程序设计 (9)4.1 设计思想 (9)4.2 顺序功能图 (10)4.3 梯形图 (11)5 程序调试说明 (21)6 结束语 (22)7 参考文献 (23)前言上世纪九十年代走向实用化的现场总线控制系统,正以迅猛的势头快速发展,是目前世界上最新型的控制系统。
现场总线控制系统是目前自动化技术中的一个热点,正受到国内外自动化设备制造商与用户越来越强烈的关注。
现场总线控制系统的出现,将给自动化领域带来又一次革命,其深度和广度将超过历史的任何一次,从而开创自动化的新纪元。
自动控制的研究有利于将人类从复杂危险繁琐的劳动环境中解放出来并大大提高控制效率。
卷烟制丝工艺的四要素管控要点探析
卷烟制丝工艺的四要素管控要点探析【摘要】卷烟制丝工艺是卷烟生产中至关重要的一环,其质量直接关系到卷烟产品的口感和市场竞争力。
本文旨在通过深入探讨卷烟制丝工艺的四要素管控要点,即原料的选择和配比、工艺参数的控制、设备运行状态的监控、产品质量的检测以及人员培训和质量管理,来提高卷烟制丝工艺的生产效率和产品质量。
在正文部分分别详述了各要素的重要性和操作方法,包括对原料选取的注意事项、工艺参数的精确控制、设备运行状态的监测与调整、产品质量的全面检测以及人员培训和质量管理的要点。
结合所述内容总结了卷烟制丝工艺的四要素管控要点,强调其对卷烟生产的重要性,为实现卷烟制丝工艺的优化提供了明确的指导方针。
【关键词】卷烟制丝工艺、四要素管控要点、原料选择、配比、工艺参数、设备监控、产品质量检测、人员培训、质量管理、总结。
1. 引言1.1 卷烟制丝工艺的重要性卷烟制丝工艺是整个卷烟生产过程中至关重要的环节之一。
制丝工艺的优劣直接影响着卷烟的品质和口感,对于卷烟制造企业而言具有极其重要的意义。
制丝工艺直接涉及到卷烟产品的外观和口感,是卷烟品质的关键因素之一。
通过合理的制丝工艺,可以使卷烟的香味更加浓郁,烟气更加柔和,吸烟者的体验也会更加满意。
制丝工艺的优化可以提高生产效率,减少浪费,降低生产成本,从而提高企业的竞争力。
最重要的是,制丝质量的好坏直接关系到卷烟的市场竞争力和美誉度,影响企业的长期发展。
对卷烟制丝工艺的重要性不能被忽视,需要加强研究和管控,以确保卷烟产品的品质和市场竞争力。
1.2 研究目的研究目的是为了深入探究卷烟制丝工艺的四要素管控要点,进一步加强对原料选择和配比、工艺参数的控制、设备运行状态的监控、产品质量的检测以及人员培训和质量管理等方面的理解。
通过对这些关键要素进行系统分析和研究,可以为卷烟制丝工艺的生产提供科学依据和有效控制手段,从而提高卷烟品质、降低生产成本,并在市场竞争中取得更大的优势。
通过对这些要点的深入了解,可以为卷烟生产企业提供更好的技术支持和管理指导,促进行业持续健康发展。
卷烟厂风力送丝对烟支质量的影响分析

卷烟厂风力送丝对烟支质量的影响分析摘要:风力送丝是卷烟机烟丝气力输送技术中不可或缺的内容。
本文基于某大型卷烟厂风力送丝系统为研究背景,对风送系统中的烟丝输送异常而导致的烟丝造碎率过高问题进行分析,并提出了采用风速控制技术使输送管网内的风量总体保持平衡,从而有效降低烟丝造碎率。
关键词:卷烟机;风力送丝;风速调节控制技术1 概述卷接机组如PROTOS M8、ZJ112和ZJ116等机型,生产速度快,生产工艺水平高,是目前国内烟草企业生产线的主力机型。
作为烟支生产最重要的原料之一,烟丝供应的稳定与否是影响卷烟工艺质量的制约因素之一,而风力送丝技术是烟丝供应的主要媒介,其控制技术对于卷烟制造起着重要作用,同时风力送丝也可以通过简单的改造实现风力除尘。
所以说,在卷烟厂采用风力送丝技术不仅可以实现烟丝的快速输送,而且硬件易于改造和灵活配置,加上维护成本低,十分适合广泛应用[1]。
2 现状概述风力送丝系统由若干个子系统组成,每个子系统由若干组卷烟机和对应的一台送丝风机组成,整个风力送丝系统还包括管网、管接头、传感器等。
整个风力送丝系统随着设备的增加会变得较为复杂,特别是管网中错综复杂的结构,例如直管、S弯管和45°弯管、直通接头和三通接头等组成了复杂的管网,如图1所示。
在管网中每台卷烟机的吸丝管的长度都不相同,一般来讲吸丝管长度越长烟丝所受到的管网阻力也越大,其数学表达式为,其中N表示管网阻力,L 表示送丝管长度,r表示送丝管半径,S表示风速,所以当管网半径r一定时,每条送丝管内的管网阻力就随着送丝管长度L和送丝风速S的不同而不尽相同的,如图2所示。
另外在系统设计阶段,风力送丝的设计初衷是按照所有卷烟机同时启动时所需要的最大风力而配置的,而在实际生产中,不可能做到所有卷烟机同时启动或停止,当部分卷烟机启动而部分卷烟机暂时停止时,此时的管网阻力因风速S的不同而不同。
综上所述,烟丝在供应过程中因为各种因素的影响会造成烟丝输送异常而直接影响到送丝稳定性和烟丝造碎率。
烟草行业制丝生产工艺的关键控制探析
烟草行业制丝生产工艺的关键控制探析发布时间:2021-04-12T07:06:48.423Z 来源:《中国科技人才》2021年第6期作者:张洁[导读] 烟草业生产制造过程的参数控制,烟草质量的关键是设备控制层。
本文主要关注切片机流量控制,烟叶中松散的水分回收,水分控制和精确的风味控制。
四川中烟工业有限责任公司绵阳卷烟厂四川绵阳 621000摘要:在当前科学技术不断进步的背景下,烟草生产企业制丝工艺的质量控制通常决定着他们在烟草市场中的份额。
烟丝的生产过程主要基于产品设计要求,将不同类型的烟叶和掺和物组合成配方,并通过复杂的加工程序,将原料制造成可供卷制的烟丝,满足设计要求的产品在实际生产过程中质量控制越完美,越能满足消费者的需求。
本文分析并描述了在烟草业中的制丝生产过程的主要管理问题。
关键词:烟草;丝工艺;质量控制;关键点前言烟草业生产制造过程的参数控制,烟草质量的关键是设备控制层。
本文主要关注切片机流量控制,烟叶中松散的水分回收,水分控制和精确的风味控制。
我们分析并讨论了烟丝质量控制中的六个要点,例如烘丝机的湿度控制,烟丝的均匀混合以及外部环境。
1烟草制丝工艺概述简而言之,切丝工艺是将具有不同地区,等级和品种的烟丝切成符合工艺要求的烟丝,以满足后续工艺的要求。
主要任务是保证不同类型,样式和等级的烟草原料纯净且不含杂质(此处的杂质通常是金属,破碎的磨石块,石头,玻璃等,没有霉菌和腐烂,比例均匀,温度,湿度,宽度等均与不同水平的烟草技术相吻合(烟草技术是烟叶的原料,方法,工艺和加工技术)烟草;与此同时,烟草技术也是烟草设计产品的转移。
真正的产品是指必需的切丝烟草。
2切片机流量控制常用的切片机包括3刀和4切片,4刀和5切片。
烟包的长度通常在102到115厘米之间,但关键是切成薄片。
选择一种能够测量烟包长度的切片机,根据烟包的长度自动调整切刀的位置,并使每个切片的厚度基本。
优化控制程序分切后相同,两个切片之间的时间间隔相等,软放电,均匀放置为后续过程的精确控制创造了条件。
浅谈卷烟制丝工艺质量控制要点
都直接或间接影响下一道工序 , 乃至最终 的产 品质量 。 因此 , 制丝 工艺质量
管理工作显得尤为重要。
1卷烟制丝工艺质量控制 的意义 卷烟制 丝工艺质量控制指 的是对影 响卷 烟制丝工艺 质量水平 的所 有 因 素进 行 的综 合 控 制 。 也就 是 说 , 在 整 个 制 丝 工 艺 过 程 中, 对 能 够 影 响 产 品 质量稳 定性、 制 丝 原 料 特 性 以及 卷 烟 消 耗 等 因 素 , 造 成影 响 的 过 程 进 行 的 综 合控制 , 最终达 到生产 出合格烟丝的 目的 。
2卷 烟 制 丝 工 艺 质 量 控 制 的要 点
步混合均匀 。混丝加香工序的加香比例指标 , 直接影响着产 品的吸食 口 味, 以及整个产 品的风格特征。同时, 加 香不均匀 , 在卷制过程中 , 也会产生 料斑 烟 , 影 响卷 制 质 量 。 因此, 在 叶 丝 处 理过 程 中 , 重 要 的质 量 控 制 因 素 是 : 烘丝 水 分 、 混丝 加 香 烟 丝 水 分 及 加 香 比例 。
科 学 论 坛
科簿
浅谈卷烟制 丝工艺质量控 制要点
芦 渊
( 张 家 口卷 烟 厂有 限 责 任 公 司 ) 摘 要: 卷烟制丝工艺有着极强的连续性和相关性 , 只有对所有 的工序进行全面控制和把握, 才能保障整个加工过程 的稳 定性 。本文从制丝工艺控制
的意义入手, 探讨制丝线中加料回潮 、 烘丝等 几个质控关键 点的过程控制 , 以及控制不当会引起的质量 问题。在此基础上 , 结合产 品设计 、 原料、 工艺、 设备 等因素对质量控制的影响, 笔者提出若干 工艺质量控制理念 , 通过 不断创新工艺控制技术, 提高烟草产 品的质量 。 关键词 : 制丝工艺 : 质量控制; 加料回潮; 烘丝
关于卷烟制丝工艺质量控制的要点分析

关于卷烟制丝工艺质量控制的要点分析【摘要】改革开放以来,随着我国国民经济的快速发展,科技水平的不断进步,卷烟产业也得到了快速发展。
而在卷烟生产中,制丝工艺约占整个生产过程的70%,其工序较多,工艺较长,加工设备以及加工方法比较繁杂,工艺要求也很高。
可以说,其效果的优劣,不仅可以影响卷烟设备的作业效率,还能直接影响到卷烟的消耗和质量。
因此,怎样才能控制好制丝工艺的质量,提高产品质量,是卷烟企业最关心的问题。
而本文主要从制丝工艺质量影响因素的控制出发,来谈谈卷烟制丝工艺质量控制的要点。
【关键词】卷烟制丝;质量控制;影响因素;要点0.引言近些年来,随着制丝工艺的不断改进,卷烟企业在布局生产线时更多地是采用并联、串联、返回、绕过、返回等方式来组成工段,进而互相衔接来提高卷烟产品的加工能力。
而这些就需要更加完善的制丝工艺质量控制措施,才可以适应产品生产的需要。
同时,制丝过程的持续性,其上游工序质量会在很大程度上影响到下游工序的质量,所以,一旦发生质量问题,就会出现大批不合格品,进而造成无法挽回的损失。
因此,有关人员一定要在生产中加强制丝工艺质量控制要点的研究工作。
1.对卷烟制丝工艺质量影响因素的控制一般而言,影响卷烟制丝工艺质量的主要因素包括流量、水分、温度以及组分。
所以,在生产过程中一定要稳定流量、稳定水分、稳定组分和温度等,简称为卷烟制丝工艺的“四稳”,而四稳也正是确保卷烟制丝质量的关键所在。
1.1对流量的控制一般而言,在卷烟制丝过程中,物料流量要求稳定、均匀,它可以影响到加湿、加温、干燥、加香和加料的均匀度。
因此,卷烟制丝生产过程中的流量应该是均衡稳定的。
而控制流量的办法有:体积控制法和重量与体积相结合的控制法。
通常情况下,体积流量控制法主要是利用喂料机,而后者则是利用喂料机、电子秤和计量管组合而成的定量喂料设备。
而在具体控制过程中,还需要对所用的喂料机进行定期维护以及定期对电子秤进行校准,否则就会在很大程度上影响配比的精确度以及控制效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
卷烟厂风力送丝过程造碎分析与控制
作者:庄春友
来源:《山东工业技术》2014年第17期
摘要:本文以保定卷烟厂卷烟生产线的风力输送系统为研究对象,通过对烟丝在风力输送过程中造碎因素分析,利用实验数据探寻风力送丝系统中减少烟丝造碎的控制方法,提升卷烟产品质量。
关键词:风力送丝;悬浮速度;整丝率;碎丝率
烟丝造碎是影响卷烟质量的重要因素,在卷烟生产的各环节分析和研究造碎因素,有利于发现造碎产生原因,从而有目的地采取措施减少造碎产生。
目前普遍采用风力送丝方式,风送过程中烟丝含水率会有一定降低,烟丝含水率的高低直接影响烟丝的物理性能(如重量、弹性、韧性等),在风送过程中,如果烟丝水分低于要求,会使烟丝失去韧性,组织变脆而易碎,从而增加造碎。
1 烟丝输送过程造碎分析
以保定卷烟厂风力送丝系统为例,烟丝喂丝机端与卷烟机料斗端距离约100米。
通过在风送管路两端测试烟丝数据,确定每台卷烟机烟丝输送水分损失和造碎程度,结果如下:
由表1中可看出,贮丝柜出柜烟丝在到卷烟机落料口的输送过程中,所测试的贮丝柜和卷烟机烟丝,整丝率和含水率不同程度下降,水分有一定的失,造碎有一定程度的增加。
送丝管路布局是造成风送烟丝造碎的一个重要原因,烟丝输送管道材质为铝合金、为刚性材质。
这种输送管道有如下几个因素容易造成烟丝的破碎。
(1)风力送丝管道是刚性的,气流裹着烟丝与管壁的碰撞为刚性碰撞,容易造成碎丝。
(2)管道与弯头的接头部位有接缝和毛刺,造成部分烟丝的骑挂、撕扯,烟丝被破碎。
(3)弯管处,气流裹着烟丝高速碰撞、冲击弯头外圆内壁造成烟丝破碎。
由于厂房结构和设备布局原因,风送管路一旦安装就不能轻易改变。
而在烟丝水分一定,风力送丝系统管路布局相同的情况下,输送风速是决定系统烟丝造碎的主要原因。
在理论情况下,输送风速稍大于烟丝的悬浮风速(达到烟丝的悬浮风力速度一般为 12m/s)即可送丝,此时送丝是最经济的,且烟丝造碎率最低。
但以此确定的输送风速会造成系统工作不稳定,由于弯头的存在,甚至可能使烟丝悬浮不起来,造成烟丝沉淀而出现堵塞现象。
实验研究表明,烟丝的输送风速为 16-20m/s最合理。
为了防止烟丝在输送管路中堵塞,实际风速调得较高,从而增大了烟丝造碎的程度。
2 控制措施探讨
寻找合理的风送变频器设定值与卷烟机阀门开度,保证不同开台数量下,维持最低风速的合理风机频率。
保定卷烟厂现有两套风送系统分别负责6台ZJ19卷烟机和4台ZJ17卷烟机的烟丝输送负压,由于设备距离较远,开停时间变化较大,恒压控制方式容易导致风压波动,风速不稳,风力送丝采用总体恒频控制与自动补风平衡管路压力,各卷接机台控制阀门开度控制支管风速的方式。
集中风送电机频率设定值:ZJ19和ZJ17风送均为49赫兹,实际功率为40kw。
在部分设备不生产时,将风机频率降低,关闭部分不开动的卷烟设备的吸丝风门,可以节约部分能源消耗,为了防止风机喘振,每台风机所管理的4台卷烟机要保证至少2台吸丝风门开启。
通过设定不同条件下风送变频器频率和卷烟机风送阀门开度,确定出每台卷烟机合理风速,实现烟丝输送造碎最小。
另外,卷烟机吸丝料斗密封性差也是造成吸丝时间延长,烟丝造碎原因之一。
主要部位集中在落料器闸门挤烟丝、密封不良等方面。
及时检查调整吸丝翻板位置检测,使翻板完全关闭;更损坏的换密封条;调整落料器落料后翻板关闭延时时间,均能达到减少吸丝时间的目的。
经过对上述系列因素实施控制措施后,重新取样测定风力送丝前后烟丝含水率、烟丝结构的数据如下:
对比表1、表2可看出改进后整丝率下降值,碎丝率增加值和水分损失都有不同程度的降低,烟丝造碎减少,起到了保证卷烟产品质量的作用。
参考文献:
[1]谢海,袁国安,李国荣,张雄.卷烟机组风力送丝风速控制技术与原理[J].湖南科技学院学报,2007(04).
[2]张雄,李国荣.卷烟厂风力送丝系统输送风速稳定性分析与控制研究[J]. 烟草科技,2006(02).
[3]李计刚,苏洪军.风力烟丝输送系统的改进[J].烟草科技, 2009(01).
作者简介:庄春友(1973—),男,工程师,长期从事卷烟包装设备管理工作。