压力管道强度试验报告
1、压力管道水压试验验收记录
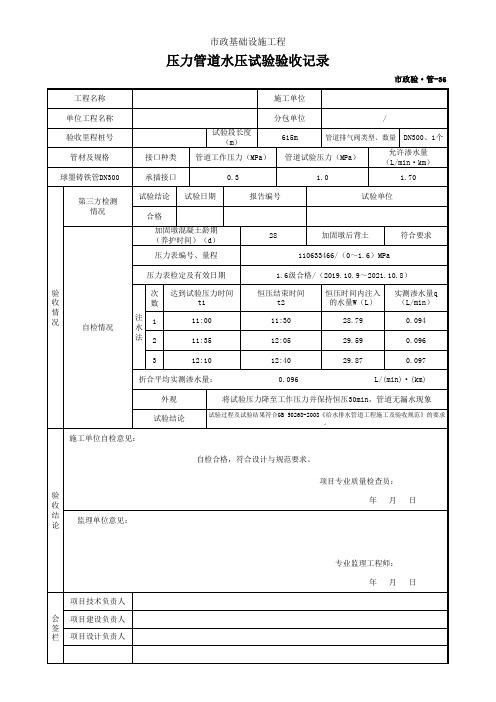
压力管道水压试验验收记录
市政验·管-36
工程名称
施工单位
单位工程名称 验收里程桩号 管材及规格 球墨铸铁管DN300
接口种类 承插接口
分包单位
/
试验段长度 (m)
管道工作压力(MPa)
615m
管道排气阀类型、数量 DN300、1个
管道试验压力(MPa)
允许渗水量 (L/min·km)
将试验压力降至工作压力并保持恒压30min,管道无漏水现象
试验过程及试验结果符合GB 50268-2008《给水排水管道工程施工及验收规范》的要求 。
自检合格,符合设计与规范要求。
验
收
结 论
监理单位意见:
项目专业质量检查员: 年月日
项目技术负责人
会 项目建设负责人 签 栏 项目设计负责人
专业监理工程师: 年月日
0.3
1.0
1.70
第三方检测 情况
试验结论 试验日期
合格 加固墩混凝土龄期 (养护时间)(d) 压力表编号、量程
报告编号
试验单位
28
加固墩后背土
符合要求
110633466/(0~1.6)MPa
压力表检定及有效日期
1.6级合格/(2019.10.9~2021.10.8)
验
次 达到试验压力时间
恒压结束时间
恒压时间内注入 实测渗水量q
收
数ቤተ መጻሕፍቲ ባይዱ
t1
t2
的水量W(L)
(L/min)
情 况
自检情况
注1 水
11:00
11:30
28.79
0.094
法2
11:35
12:05
压力管道报验资料
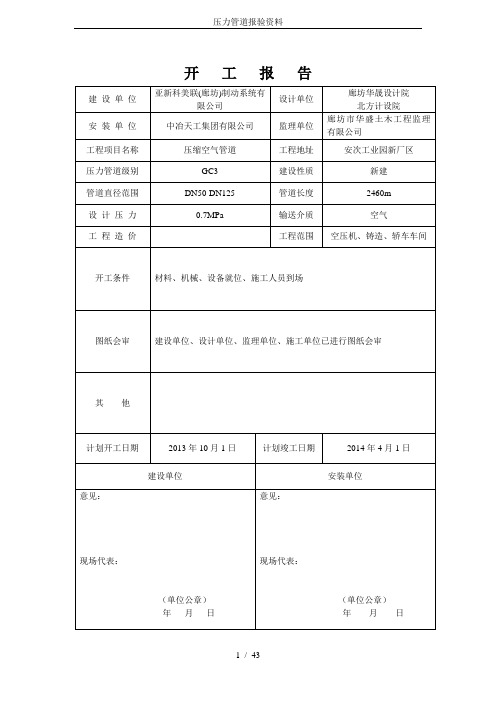
开工报告焊工登记表工程材料/构配件/设备报审表工程名称:亚新科美联(廊坊)制动系统有限公司新建厂区压缩空气管道编号:01管道组成件、管道支承件、焊接材料质量检验报告管道组成件、管道支承件、焊接材料质量检验报告阀门强度及严密试验分部工程报验申请表工程名称:亚新科(美联)制动系统有限公司新建厂区压缩空气管道安装编号:02阀门试验记录阀门试验记录阀门试验记录管道安装工程中间检查记录分部分项工程名称:空压机车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高6.6m 管线编号:A轴上与21轴上已安装管道规格数量:DN100焊口数量:50 焊接焊工代号:管道安装工程中间检查记录分部分项工程名称:空压机车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高6.6m 管线编号:1-D轴上已安装管道规格数量:DN100焊口数量:50 焊接焊工代号:管道安装工程中间检查记录分部分项工程名称:空压机车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高6.6m 管线编号:1-J轴上已安装管道规格数量:DN100焊口数量:28 焊接焊工代号:管道安装工程中间检查记录分部分项工程名称:空压机车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高6.6m 管线编号:1-P已安装管道规格数量:DN100焊口数量:29 焊接焊工代号:管道安装工程中间检查记录分部分项工程名称:空压机车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高6.6m 管线编号:1-u轴上已安装管道规格数量:DN100焊口数量:29 焊接焊工代号:管道安装工程中间检查记录分部分项工程名称:空压机车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高6.6m 管线编号:1-X轴上已安装管道规格数量:DN100焊口数量:28 焊接焊工代号:管道焊接记录焊缝检查记录管道安装工程中间检查记录分部分项工程名称:轿车车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高6.6m 管线编号:21轴上与1-L轴上已安装管道规格数量:DN100焊口数量:36 焊接焊工代号:管道安装工程中间检查记录分部分项工程名称:轿车车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高6.6m管线编号:1-F轴上已安装管道规格数量:DN100焊口数量:29 焊接焊工代号:管道焊接记录焊缝检查记录管道安装工程中间检查记录分部分项工程名称:制动盘铸造车间压缩空气管道安装管线图号:部位或区域:制动盘铸造室内管道标高7.9m 管线编号:A轴上已安装管道规格数量:DN125、DN100、DN50、DN40、DN25、DN20.DN15 焊口数量:37 焊接焊工代号:管道安装工程中间检查记录分部分项工程名称:制动盘铸造车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高7.9m管线编号:25轴上已安装管道规格数量:DN100、DN125、DN25.DN15 焊口数量:13 焊接焊工代号:管道安装工程中间检查记录分部分项工程名称:制动盘铸造车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高7.9m 管线编号:D轴上已安装管道规格数量:DN100、DN80.DN25.DN15焊口数量:44 焊接焊工代号:管道安装工程中间检查记录分部分项工程名称:制动盘铸造车间压缩空气管道安装管线图号:部位或区域:车间室内管道标高6m 管线编号:L轴上已安装管道规格数量:DN100.DN25.DN15焊口数量:62 焊接焊工代号:管道焊接记录焊缝检查记录管道系统压力试验记录管道系统压力试验记录管道系统压力试验记录管道支吊架安装记录管道支吊架安装记录管道支吊架安装记录。
压力管道安装安全质量监督检验报告
NO:压力管道安装安全质量监督检验报告项目名称:建设单位:监督检验单位:(公章)监督检验时间:国家质量监督检验检疫总局印制注意事项1. 压力管道安装安全质量监督检验具有法定检验性质,监督检验单位对检验的公正性和抽样的真实性及检验工作质量负责。
2. 监督检验单位检验资格许可证注册编号为:XXX ;检验资格项目中包括DJ1、DJ2、DJ3、DJ4级压力管道安装安全质量的监督检验资格。
3. 本检验报告一式XXX份;正本一份交建设单位;副本一份报授权监督检验任务的安全监察机构,副本各一份交XXX 个安装单位,副本一份本单位存档。
4. 本检验报告书无检验、审核、批准的人员签章和检验机构的检验专用章或公章无效。
5. 受监督检验检验单位对检验结论如有异议,应在收到本检验报告之日15日内,以书面形式向监督检验单位提出。
压力管道安装安全质量监督检验项目目录报告编号:序号项目页数1 压力管道安装安全质量监督检验结论报告2 监督检验的压力管道基本情况3 监督检验工作内容及工作基本情况4 对相关单位安全质量管理行为评价报告5 压力管道安装过程监督检验报告6 压力管道强度试验、严密性试验专项监督检验报告7 压力管道安全保护装置及其密封性能试验专项监督检验报告8 压力管道隐蔽工程质量抽查报告9 压力管道安装工程射线底片抽查报告10 压力管道单体试验和整体试运行审查报告11 压力管道安装竣工技术资料审查报告12 对遗留质量问题的处理意见(1) 压力管道安装安全质量监督检验结论报告报告编号:工 程 概 括工 程 名 称 工 程 地 址 工 程 规 模 压力管道级别 设 计 压 力 输 送 介 质 开 工 时 间 竣 工 时 间 建 设 单 位 工程规划许可证号管道设计单位 设计证书编号 安 装 单 位 安装许可证编号 防腐施工单位 防腐资质证书编号监 理 单 位 监理资质证书号 检 测 单 位资格证书编号授权监督检验文号监督检验起止日期监督检验结论根据《中华人民共和国特种设备安全法》和《压力管道安装安全质量监督检验规则》的规定,依据 要求,经过监督检验,该压力管道安装安全质量监督检验结论为 。
压力管道监检报告参考模板

报告编号:BZ-GDJ-2014-0127 压力管道安装安全质量监督检验报告项目名称:山东博兴县瑞丰铝板有限公司铝加工项目建设单位:山东博兴县瑞丰铝板有限公司监督检验单位:滨州市特种设备检验研究所监督检验时间:滨州市特种设备检验研究所注意事项1.本报告书为依据《压力管道安装安全质量监督检验规则》对压力管道安装进行监督检验的结论报告。
2.报告书应当由计算机打印输出,或用钢笔、签字笔填写,字迹要工整,涂改无效。
3.本报告书无检验、审核、批准人员签字和检验机构的核准号、检验专用章或者公章无效。
4.本报告书一式三份,由检验机构、使用单位、安装单位分别保存。
5.受检单位对本报告结论如有异议,请在收到报告书之日起15日内,向检验机构提出书面意见。
单位地址:滨州市黄河四路512号邮政编码:256618联系电话:0543-3315545压力管道安装安全质量监督检验项目目录报告编号:BZ-GDJ-2014-01271. 压力管道安装安全质量监督检验结论报告2、监督检验的压力管道基本情况3、监督检验工作内容及工作情况4、对建设单位安全质量管理行为的评价5、对安装单位安全质量管理行为的评价压力管道监检报告7、压力管道元件及焊接材料的材质审查报告8、压力管道焊接、装配和防腐质量审查报告9、管道通球、扫线、干燥审查报告10、压力管道强度试验、严密性试验专用监督检验报告压力管道监检报告11、压力管道安装竣工技术资料审查报告附件1:压力管道安装汇总表附件2:压力管道安装单线图友情提示:范文可能无法思考和涵盖全面,供参考!最好找专业人士起草或审核后使用,感谢您的下载!。
工业管道压力试验及泄漏性试验方案含试压曲线及试验记录表式

工业管道压力试验及泄漏性试脸方案编制:×××审核:XXX批准:×××XX特种设备安装有限公司二。
二三年二月一日压力试验(含泄漏性试验)方案1目的通过对压力管道的压力试验,校核管道的强度和检查管道的密封性。
通过泄漏性试验是为了检查管道的致密性以验证管道设备、阀门、元件的严密性,特别是发现微消穿孔性缺陷,从而对压力管道的施工进行质量控制。
2编制依据(1)设计文件及图纸。
(2)GB50235-2010工业金属管道工程施工规范。
(3)GB/T20801-2023压力管道规范-工业管道。
3范围本施工方案适应于本次氨制冷压力管道安装工程(规格:Φ159×6,长度588米)。
4工作职责4.1本管道的压力试验和泄漏性试验的质量控制由检验责任人控制。
4.2试验方案由技术人员编制,检验责任人审核,质保师批准。
4.3项目施工队进行操作记录,质检员检查,检验责任人和甲方(业主)共同验证,压力试验现场应向监督检验人员约请现场确认压力试验过程及试验结果确认。
5试验准备5.1材料要求(1)系统压力试验和泄漏性试验所使用的施工材料,如无缝钢管、高压橡胶软管、阀门钢板等必须有质量证明书,其质量不得低于国家现行标准的规定,并应按照标准进行外观检验合格。
n1,其(2)试验用的压力表必须检定或校准合格,其精度等级不低于1.6,表盘直径不小于IOOm量程为0~4.0MPa,压力表不少于2块,应分别安装在试验管道(段)的两端,试验用的温度计读数分格不得大于1℃,并检定或校准合格,安装位置应避免阳光曝晒。
5.2主要机具(1)常用设备:氢弧焊机、电焊机、氮气瓶等。
(2)常用工具:角向磨光机、氧气乙烘焊割炬、液压扳手、无齿锯、扳手等常用具。
6.3试验条件(1)压力(泄漏性)试验方案已经过批准。
(2)已经过安全交底和技术交底。
4试验程序6压力(气压)试验6.1 压力试验值的确定根据设计文件的要求,结合施工验收标准GB50235-2010等相关标准。
特种设备改造告知及验收手续

工程所需手续(参考)
一、办理告知手续
1、施工方案、管道设计图各一份
2、压力容器、压力管道安装维修许可证证件
3、焊工证件
4、容器合格证
5、安装资质、生产资质
6、告知形式(网上、书面)
7、焊接工艺规程
8、焊接工艺评定
二、压力管道报检手续
1、图纸一份
2、压力管道告知书一份
3、压力管道强度试验报告
4、工程竣工验收报告
5、单位工程技术人员名单
6、持证焊工登记表
7、施工组织方案
8、技术交底记录
9、管道焊口组对记录
10、管道焊接记录
11、焊条烘烤记录
12、管道系统吹扫及清洗记录
13、单线图
14、焊缝射线检测报告(探伤公司资质及人员资质)
15、压力管道、附属设备特性表
16、制冷设备及管道真空试验记录
17制冷系统充氨试漏检查记录
18、制冷工程合同书
19、管件材质单及生产许可证
20、焊工证复印件
21、焊接工艺规程
22、焊接工艺评定
23、无缝钢管材质单及制造许可证
24、压力容器制造许可证
25、(压力管道)中华人民共和国设计许可证,阀门制造许可证
26、阀门打压记录
27、焊材的材质报告单
28、竣工图一份。
压力管道报告填写

压力管道定期检验报告GDY(压力管道检验员)的检验权限•公用管道GB1:第三条(二)、(三)款•公用管道GB2(热力管道)•工业管道(含动力管道)GC2、GC3公用管道的报告类型•热力管道GB2•燃气管道GB1•GB1的检验依据:–GB1-I、GB1-II定期检验:年度检查、全面检验、合于使用评价→TSG D7003-2022《压力管道定期检验规则-长输(油气)管道》–GB1-III定期检验:年度检查、全面检验、合于使用评价→TSG D7004-2010《压力管道定期检验规则-公用管道》–GB1-IV、GB1-V、GB1-VI定期检验:年度检查、全面检验→TSG D7004-2010《压力管道定期检验规则-公用管道》–门站、调压站内管道:→TSG D7005-2018《压力管道定期检验规则-公用管道》•GB2的检验依据:–架空(含管沟敷设)→TSG D7005-2018《压力管道定期检验规则-工业管道》–直埋→TSG D7004-2010《压力管道定期检验规则-公用管道》•年度检查:–运行过程中的常规检查。
每年至少一次,检验主体为使用单位,或可委托有资质的检验机构。
•全面检验:–按一定检验周期对在用管道进行的基于风险的检验。
(高压燃气管道由长输管道检验资质单位进行)•合于使用评价:(评价机构须核准)–在全面检验之后进行;–管道的应力分析;–剩余强度评估和超标缺陷安全评定;–管道剩余寿命预测;–材料适用性评价。
工业管道定期检验报告•定期检验报告•年度检查报告工业管道定期检验报告的组成•工业管道定期检验结论报告•工业管道定期检验结论报告附页(单项分报告检验结论汇总)•资料审查报告•宏观检验报告•壁厚测点报告•耐压强度校核报告•局部减薄评级报告•无损检测报告(RT、UT、MT、PT等报告)•化学成分分析报告•硬度检测报告•金相分析报告•耐压试验报告•泄漏试验报告•安全附件和仪表检验报告•单线图•工业管道定期检验明细表定期检验报告填写要求•检验机构设计报告格式内容时,制订了报告填写规则。
TSG07-2019压力管道产品质量证明书-合格证+检验记录

MR3.10-04 压力容器
产
品
质
量
证
明
书
湖北·仙桃市XXXXXX有限公司
目录
压力容器
产品质量证明书产品名称
产品编号
质量保证工程师(签章)
单位法定代表人(签章)
质量检验专用(公章)
产品合格证
制造单位
制造许可证编号
产品名称类别
设计单位设计批准书编号
图号订货单位
产品编号制造编号
制造完成日期年月日
本压力容器产品经质量检验符合《压力容器安全技术监察规程》、设计图样和技术条件的要求
质量总检验员签字年月日
质量检验专用(公章)年月日
产品技术特性
产品编号
年月日
产品主要受压元件使用材料一览表
产品编号:
注:含焊接材料审核人:填表人:年月日
年月日
产品焊接试板力学和弯曲性能检验报告
理化责任师:填表人:年月日
压力容器外观及几何尺寸检验报告
检验责任师:检验员:年月
焊缝射线检查报告
渗透检测报告
焊缝超声波检测报告产品编号
钢板、锻件超声波检测报告产品编号
热处理检验报告
产品编号
审核人:检查员:年月日
压 力 试 验 检 验 报 告
水压
产品制造变更报告
产品质量信息反馈单
电话:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压力管道强度试验报告安表位置管道始端管道木端
试验曲线:
计算结果:
水压试验施工方案
一、概述
1.1 试压范围:
锅炉出口蒸汽管道DN150至分汽缸,全管线约长280米。
1.2 设计参数:设计压力1.3MPa、设计温度195℃,主蒸汽管道的工作参数:工作压力1.25MPa、工作温度193℃,管道水压试验压力为2MPa。
1.3 试验目的:在冷态下检验各承压部件是否严密,强度是否满足设计要求:检验各系统的焊接质量及阀门连接的密封程度;确保蒸汽管道在设计许可的范围内安全有效地运行。
二、编制依据
2.1 《工业金属管道工程施工规范》GB50235-2010;
2.2 《工业金属管道工程施工质量验收规范》GB50184-2011;
2.3 《蒸汽管道规范-工业管道》GB/T120801-2006;
2.4 《工业金属管道设计规范》GB50316-2000;
2.5 相关图纸及设计变更记录等有关技术文件
三、试压前的准备工作
3.1 系统管道已经安装完毕,支吊架已按图纸和相关技术要求安装好。
3.2 试验用压力表其精度等级不低于1.5级,压力表不得少于两块,本次试压准备采用量程为2.5MPa的压力表。
3.3 符合压力试验要求的水源已经接通,所有参与试压的阀门的启闭位置均应符合试验要求;上水,升压,放水,排气,等设施统统应全部装好;试压设备已准备齐全。
3.4 按试验要求,管道已经临时试压固定支架,满足试验时水的载重力。
3.5 待试管道与不参与这次水压试验的其他系统之间已用盲板或采取其他措施隔开。
3.6 待试管道上的安全阀、及仪表元件等已拆下或加盲板隔离。
3.7 在泵出口的试压临时管道上装一只PN2.5MPa压力表;在管道中容易观察处安装一只PN2MPa压力表。
3.8 准备好水压试验记录,准备必须的检查和修理工具并准备两对对讲机。
3.9 准备好水压试验用的水源,水压试验用水必须通过化学处理的除盐水,试压用水拟考虑从现有给水泵进水官道上接临时管至试压泵和主蒸汽管;除盐水和试压泵出口高压水从主蒸汽管电动阀门管道进入主蒸汽管。
四、实验步骤及方法:
4.1 锅炉出口截止阀至分汽缸截止阀这段主蒸汽管试压时先将锅炉出口截止
阀和分汽缸截止阀关闭。
4.2 打开排气阀上水,当排气阀冒水2分钟左右关闭改排气阀,至试压管道满水为止。
4.3 启动电动试压泵缓慢升压,升压过程应缓慢均衡,一般每分钟升压速度≤0.3MPa;当压力升至设计工作压力的50%时暂停升压并对整个系统进行检查,若没发现渗漏,继续升至试验压力1.3MPa。
4.4 当升至试验压力2MPa后,稳压10分钟,此时严禁进行检查,严禁在所有试压范围内官道上进行焊接和敲击,稳压30分钟降至工作压力即1.25MPa后,进行全面检查,停压时间根据查漏工作需要而定;若一切正常以未见压力下降、无渗漏为合格。
4.5 水压试验合格标准:水压试验符合下列所有要求时,即认为水压试验合格。
a.设计试验压力(即2MPa)状态下,30分钟内压力保持不变。
b.所有焊缝、法兰和阀门等不漏水,即在管道压力处于2MPa状态时,30分钟内压力保持不变。
C.水压试验后,管道及设备无残余变形。
4.6 水压试验合格后打开放水阀,进行放水降压,降压速度一般每分钟≤0.3MPa,待压力接近于零时打开所有排气阀,将水尽量放尽。
4.7 主蒸汽管水压试验合格后及时办理签证,并待管内水排尽后,尽快将管道封闭,减少空气进入管道造成对管道内壁的腐蚀。
五、缺陷处理:
5.1 在上水过程中和升压期间,如发现泄露应停止升压,由试压小组视其现场情况作出处理决定。
5.2 在水压试验过程中,焊接如有渗漏,水压试验就不合格,必须在消除缺陷后重新试验至合格为止。
5.3 对焊接处发现的大小渗漏,均用进行处理。
处理时,应将焊缝缺陷部分铲除干净,再重新补焊,不允许在缺陷表面进行补焊。
六、安全措施:
5.1 水压试验现场应有安全围护和安全标志,非试验人员不得进入试压现场。
5.2 在试压过程中严禁敲击管道,严禁带压进行螺栓紧固,维修等。
5.3 试压管道应有专人看管,并配备通讯设备,无关人员不得接入焊口及阀门的接触面附近。
5.4 试压管道周围不应站人,应设有安全警告牌。
5.5 试压过程中,应设有专门的联络讯号,以协调操作。
5.6 试压过程中,由专职的安全员对现场的安全进行全面的控制。