焊缝形式分类图示
焊缝形式及形状尺寸

焊缝形式及检验(一)焊缝形式焊缝按不同分类方法可分为下列几种形式:(1)根据GB/T 3375—94的规定,按焊缝结合形式,分为对接焊缝、角焊缝、塞焊缝、槽焊缝和端接焊缝五种:1)对接焊缝:在焊件的坡口面间或一零件的坡口面与另一零件表面间焊接的焊缝,2)角焊缝:沿两直交或近直交零件的交线所焊接的焊缝。
3)端接焊缝:构成端接接头所形成的焊缝。
4)塞焊缝:两零件相叠,其中一块开圆孔,在圆孔中焊接两板所形成的焊缝,只在孔内焊角焊缝者不称塞焊。
5)槽焊缝:两板相叠,其中一块开长孔,在长孔中焊接两板的焊缝,只焊角焊缝者不称槽焊。
(2)按施焊时焊缝在空间所处位置分为平焊缝、立焊缝、横焊缝及仰焊缝四种形式。
(3)按焊缝断续情况分为连续焊缝和断续焊缝两种形式。
断续焊缝又分为交错式和并列式两种(图1—16),焊缝尺寸除注明焊脚K外,还注明断续焊缝中每一段焊缝的长度l和间距e,并以符号“Z”表示交错式焊缝。
图1—16 断续角焊缝(a)交错式 (b)并列式(4)焊接方法(二)焊缝的形状尺寸焊缝的形状用一系列几何尺寸来表示,不同形式的焊缝,其形状参数也不一样。
熔焊接头的组成经熔焊所形成的各种接头都是由焊缝、熔合区、热影响区及其邻近的母材组成,见下图。
(1)焊缝(2)熔合线(3)热影响区(4)母材焊缝起着连接金属和传递力的作用,它是焊接过程中由填充金属和部分母材熔合后疑固而成,其性能决定于两者熔合后成分和组织。
热影响区是母材受焊接热的影响(但未熔化)而发生金相组织和力学性能变化的区域。
焊后热影响区上有可能产生脆化、硬化和软化的不利现象。
焊缝各部分名称1.焊缝宽度焊缝表面与母材的交界处叫焊趾。
焊缝表面两焊趾之间的距离叫焊缝宽度,如图1—17。
图1—17焊缝宽度2.余高超出母材表面焊趾连线上面的那部分焊缝金属的最大高度叫余高,见图1—18。
在静载下它有一定的加强作用,所以它又叫加强高。
但在动载或交变载荷下,它非但不起加强作用,反而因焊趾处应力集中易于促使脆断。
焊缝形式及形状尺寸

焊缝形式及检验(一)焊缝形式焊缝按不同分类方法可分为下列几种形式:(1)根据GB/T 3375—94的规定,按焊缝结合形式,分为对接焊缝、角焊缝、塞焊缝、槽焊缝和端接焊缝五种:1)对接焊缝:在焊件的坡口面间或一零件的坡口面与另一零件表面间焊接的焊缝,2)角焊缝:沿两直交或近直交零件的交线所焊接的焊缝。
3)端接焊缝:构成端接接头所形成的焊缝。
4)塞焊缝:两零件相叠,其中一块开圆孔,在圆孔中焊接两板所形成的焊缝,只在孔内焊角焊缝者不称塞焊。
5)槽焊缝:两板相叠,其中一块开长孔,在长孔中焊接两板的焊缝,只焊角焊缝者不称槽焊。
(2)按施焊时焊缝在空间所处位置分为平焊缝、立焊缝、横焊缝及仰焊缝四种形式。
(3)按焊缝断续情况分为连续焊缝和断续焊缝两种形式。
断续焊缝又分为交错式和并列式两种(图1—16),焊缝尺寸除注明焊脚K外,还注明断续焊缝中每一段焊缝的长度l和间距e,并以符号“Z”表示交错式焊缝。
图1—16 断续角焊缝(a)交错式 (b)并列式(4)焊接方法(二)焊缝的形状尺寸焊缝的形状用一系列几何尺寸来表示,不同形式的焊缝,其形状参数也不一样。
熔焊接头的组成经熔焊所形成的各种接头都是由焊缝、熔合区、热影响区及其邻近的母材组成,见下图。
(1)焊缝(2)熔合线(3)热影响区(4)母材焊缝起着连接金属和传递力的作用,它是焊接过程中由填充金属和部分母材熔合后疑固而成,其性能决定于两者熔合后成分和组织。
热影响区是母材受焊接热的影响(但未熔化)而发生金相组织和力学性能变化的区域。
焊后热影响区上有可能产生脆化、硬化和软化的不利现象。
焊缝各部分名称1.焊缝宽度焊缝表面与母材的交界处叫焊趾。
焊缝表面两焊趾之间的距离叫焊缝宽度,如图1—17。
图1—17焊缝宽度2.余高超出母材表面焊趾连线上面的那部分焊缝金属的最大高度叫余高,见图1—18。
在静载下它有一定的加强作用,所以它又叫加强高。
但在动载或交变载荷下,它非但不起加强作用,反而因焊趾处应力集中易于促使脆断。
焊缝形式及形状尺寸

焊缝形式及检验(一)焊缝形式焊缝按不同分类方法可分为下列几种形式:(1)根据GB7 T 3375 —94的规定,按焊缝结合形式,分为对接焊缝、角焊缝、塞焊缝、槽焊缝和端接焊缝五种:1)对接焊缝:在焊件的坡口面间或一零件的坡口面与另一零件表面间焊接的焊缝,IIV3)端接焊缝:构成端接接头所形成的焊缝。
III4)塞焊缝:两零件相叠,其中一块开圆孔,在圆孔中焊接两板所形成的焊缝,只在孔内焊角焊缝者不称塞焊。
者不称槽焊。
(2)按施焊时焊缝在空间所处位置分为平焊缝、立焊缝、横焊缝及仰焊缝四种形式。
vtd eaFHCMilontnl Hon;ont0lHjpizon:4l owbBad Horuontak ovei'WiiCiPlhl Simplified vtew(3)按焊缝断续情况分为连续焊缝和断续焊缝两种形式。
断续焊缝又分为交错式和并列式两种(图1 —16),焊缝尺寸除注明焊脚K外,还注明断续焊缝中每一段焊缝的长度I和间距e,并以符号“ Z”表示交错式焊缝。
mi(a)图1 —16断续角焊缝图。
金屈材料悍接苴“:熔化悍旳阳熔化悍由狙压山焊苴“:压力悍T一气焊 —手工电弧焊 一熔化极气体保护焊 —钙横压弧焊(WIG ) —埋弧焊 —阳光焊一箱式焊 —电酒焊—电阳点焊 —电阻缝焊 —电阻对焊 —闪光电阻对焊-超声波焊 -扩散焊 —火姑痒 —气压焊 —电弧压力焊—铸压焊 —拎压焊 —摩擦焊 —NDSL 悍(二)焊缝的形状尺寸焊缝的形状用一系列几何尺寸来表示,不同形式的焊缝,其形状参数也不一样。
熔焊接头的组成经熔焊所形成的各种接头都是由焊缝、熔合区、热影响区及其邻近的母材组成,见下 (4)焊接方法(a )交错式(b )并列式熔化悍焊缝起着连接金属和传递力的作用,它是焊接过程中由填充金属和部分母材熔合后疑固而成,其性能决定于两者熔合后成分和组织。
热影响区是母材受焊接热的影响(但未熔化)而发生金相组织和力学性能变化的区域。
焊缝形式
角焊缝的形状和尺寸:
焊脚尺寸:
在角焊缝的横截根据面角中焊画缝出的的外最表和大形等腰直角三角 形中直角边的长状分度两叫类焊:脚凸尺形寸和凹,形。
6.焊缝成形系数
熔焊时,在单道焊缝横截面上焊缝宽度(C)与熔深S)的比值(ф =C/S)见下图。该系数值小,则表示焊缝窄而深,这样的焊 缝中容易产生气孔和裂纹,该系数值大,则表示焊缝宽而浅, 这样的焊缝抗气孔和裂纹的能力强,所以焊缝成形系数应该保 持一定的数值,例如埋弧自动焊的焊缝成形系数ф要大于1.3。
焊缝形式及形状尺寸
(一)焊缝形式
对接焊缝、角焊缝、塞焊缝、槽焊缝和端接焊缝五种:
(1)对接焊缝:在焊件的坡口面间或一零件的坡口面与另一零件表 面间焊接的焊缝,
(2)角焊缝: 沿两直交或近直交零件的交线所焊接的焊缝。
(3)端接焊缝:构成端接接头所形成的焊缝。
(4)塞焊缝: 两零件相叠,其中一块开圆孔,在圆孔中焊接两板所 形成的焊缝,只在孔内焊角焊缝者不称塞焊
各种接头、坡口和焊缝的形式见下表。
四、焊接位置
焊接位置:熔焊时,焊件接缝所处的空间位置。 有平焊、横焊、立焊和仰焊位置等。 用焊缝倾角和焊缝转角来表示
焊缝倾角:焊缝轴线与水平面之间的夹角,见下图
各种焊接位置
(a)平焊 (b)横焊 (c)立焊 (d)仰焊 (e)平角焊 (f)仰角焊
(1)平焊位置: 焊缝倾角0°焊缝转角90°见上图(a)。
(2)横焊位置: 焊缝倾角0°或180°焊缝转角0°或180° 的对接位置,见上图(b)。 (3)立焊位置: 焊缝倾角90°(立向上),270°(立向下) (c)。
(4)仰焊位置: 对接焊缝倾角0°180°;转角270°图(d)。
此外,对于角焊位置还规定了另外两种焊接位置。
焊缝形式及形状尺寸

焊缝形式及检验(一)焊缝形式焊缝按不同分类方法可分为下列几种形式:(1)根据GB/T 3375—94的规定,按焊缝结合形式,分为对接焊缝、角焊缝、塞焊缝、槽焊缝和端接焊缝五种:1)对接焊缝:在焊件的坡口面间或一零件的坡口面与另一零件表面间焊接的焊缝,2)角焊缝:沿两直交或近直交零件的交线所焊接的焊缝。
3)端接焊缝:构成端接接头所形成的焊缝。
4)塞焊缝:两零件相叠,其中一块开圆孔,在圆孔中焊接两板所形成的焊缝,只在孔内焊角焊缝者不称塞焊。
5)槽焊缝:两板相叠,其中一块开长孔,在长孔中焊接两板的焊缝,只焊角焊缝者不称槽焊。
(2)按施焊时焊缝在空间所处位置分为平焊缝、立焊缝、横焊缝及仰焊缝四种形式。
(3)按焊缝断续情况分为连续焊缝和断续焊缝两种形式。
断续焊缝又分为交错式和并列式两种(图1—16),焊缝尺寸除注明焊脚K外,还注明断续焊缝中每一段焊缝的长度l和间距e,并以符号“Z”表示交错式焊缝。
图1—16 断续角焊缝(a)交错式(b)并列式(4)焊接方法(二)焊缝的形状尺寸焊缝的形状用一系列几何尺寸来表示,不同形式的焊缝,其形状参数也不一样。
熔焊接头的组成经熔焊所形成的各种接头都是由焊缝、熔合区、热影响区及其邻近的母材组成,见下图。
(1)焊缝(2)熔合线(3)热影响区(4)母材焊缝起着连接金属和传递力的作用,它是焊接过程中由填充金属和部分母材熔合后疑固而成,其性能决定于两者熔合后成分和组织。
热影响区是母材受焊接热的影响(但未熔化)而发生金相组织和力学性能变化的区域。
焊后热影响区上有可能产生脆化、硬化和软化的不利现象。
焊缝各部分名称1.焊缝宽度焊缝表面与母材的交界处叫焊趾。
焊缝表面两焊趾之间的距离叫焊缝宽度,如图1—17。
图1—17焊缝宽度2.余高超出母材表面焊趾连线上面的那部分焊缝金属的最大高度叫余高,见图1—18。
在静载下它有一定的加强作用,所以它又叫加强高。
但在动载或交变载荷下,它非但不起加强作用,反而因焊趾处应力集中易于促使脆断。
焊接接头的形式及示意图
焊接接头的形式及示意图焊接接头共有五种形式,对接,角接,T形,搭接和端接接头。
如图4.2所示,这五种基本接头形式都有一定的焊缝和焊缝符号与之对应。
根据不同的接头设计,每种接头形式又形成各种不同的焊缝,并且这些焊缝与每种接头形式很接近。
接头设计确定了其形状,尺寸和结构。
在图4.1的AWS A3.0 (1994 版) 标准术语和定义中增加了卷边接头和铰接焊接接头。
图4.3,卷边接头是五种基本接头形式中的一种,其形成的焊缝接头中至少要有一组成件是卷边形状。
铰接焊接接头是“有另一工件跨越对接接头并分别焊接在要被连接的工件上”(见图4.4)。
图4.1-AWS A3.0,标准焊接术语及定义形成一个接头的每个工件叫焊接件(或焊件),并分为三类,对接焊件,非对接焊件,铰接焊件。
图4.4和4.5对每种焊件都有描述。
对接焊件是用一个对接件防止另一焊接件沿垂直壁厚方向移动。
例如,对接接头的两个焊件都是对接焊件,T型接头或角接接头中的一个焊接件就是对接焊件。
非对接焊件就是一接头焊件可沿垂直其壁厚方向任意移动。
例如,搭接接头的两个焊件都是非对接焊件,T型接头或角接接头中的一个焊件就是非对接焊件。
铰接焊件就是跨在对接接头上的工件。
图4.4中给出了两个实例,用于连接对接接头的铰接。
焊缝的形式是用接头的几何形状来表示的。
接头的几何形状就是焊前的截面尺寸及形状。
从截面方向上看一接头时,每个焊件的端部形状常常与其焊缝形式及符号相似。
图4.6给出了用于焊接制造中焊缝常见的端部形状。
从图4.7到4.11提供的截面图中可发现焊缝符号与各种端部形状组合之间的关系。
各种不同端部形状的组合也形成了各种不同的接头形状,即形成了如图4.2所示的五种基本接头形式的各种情况。
其它的一些焊缝形式和坡口设计可用它们的结构或者成形的形状来表示,这些形状包括端部的形状或是表面制备的形状。
图4.4——铰接对接接头焊接接头部件接头型式确定后,有必要描述所要求的接头设计。
【精品】角焊缝的结构和计算[精华]
![【精品】角焊缝的结构和计算[精华]](https://img.taocdn.com/s3/m/9113cd4cdaef5ef7bb0d3cba.png)
3.3角焊缝的构造和计算3.3.1角焊缝的形式和强度角焊缝按其与作用力的关系可分为:正面角焊缝、侧面角焊缝、斜焊缝;正面角焊缝:焊缝长度方向与作用力垂直;侧面角焊缝:焊缝长度方向与作用力平行。
按其截面形式分:直角角焊缝(图3.10)、斜角角焊缝(图3.11)。
直角角焊缝通常焊成表面微凸的等腰直角三角形截面[图3.10(a)]。
在直接承受动力荷载的结构中,为了减少应力集中,提高构件的抗疲劳强度,侧面角焊缝以凹形为最好。
但手工焊成凹形极为费事,因此采用手工焊时,焊缝做成直线性较为合适[图3.10(a)]。
当用自动焊时,由于电流较大,金属熔化速度快、熔深大,焊缝金属冷却后的收缩自然形成凹形表面[图3.10(c)]。
为此规定在直接承受动力荷载的结构(如吊车梁)中,侧面角焊缝做成凹形或直线形均可。
对正面角焊缝,因其刚度较大,受动力荷载时应焊成平坡式[图3.10(b)],直角边的比例通常为1:1.5(长边顺内力方向)。
两焊脚边的夹角α>90°或α<90°的焊缝称为斜角角焊缝,斜角角焊缝常用于钢漏斗和钢管结构中。
对于夹角α>135°或α<60°的斜角角焊缝,除钢管结构外,不宜用作受力焊缝。
大量试验结果表明:侧面角焊缝(图3.12)主要承受剪应力,塑性较好,弹性模量低(E=0.7×105~1×105N/mm2),强度也较低。
由于传力线通过侧面角焊缝时产生弯折,因而应力沿焊缝长度方向的分布不均匀,呈两端大中间小的状态,焊缝越长,应力分布不均匀性越显著。
但在在接近塑性工作阶段时,产生应力重分布,可使应力分布的不均匀现象渐趋缓和。
即分布不均匀,且不均匀程度随的增大而增加,破坏常在两端开始,再出现裂纹后很快沿焊缝有效截面迅速断裂正面角焊缝(图3.13)受力复杂,截面中的各面均存在正应力和剪应力。
由于传力时力线弯折,并且焊根处正好是两焊件接触面的端部,相当于裂缝的尖端,故焊根处存在着很严重的应力集中。
焊缝形式分类及代号
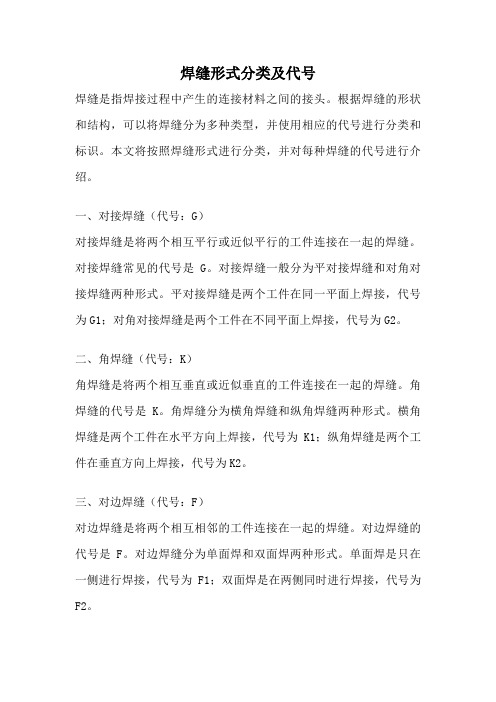
焊缝形式分类及代号焊缝是指焊接过程中产生的连接材料之间的接头。
根据焊缝的形状和结构,可以将焊缝分为多种类型,并使用相应的代号进行分类和标识。
本文将按照焊缝形式进行分类,并对每种焊缝的代号进行介绍。
一、对接焊缝(代号:G)对接焊缝是将两个相互平行或近似平行的工件连接在一起的焊缝。
对接焊缝常见的代号是G。
对接焊缝一般分为平对接焊缝和对角对接焊缝两种形式。
平对接焊缝是两个工件在同一平面上焊接,代号为G1;对角对接焊缝是两个工件在不同平面上焊接,代号为G2。
二、角焊缝(代号:K)角焊缝是将两个相互垂直或近似垂直的工件连接在一起的焊缝。
角焊缝的代号是K。
角焊缝分为横角焊缝和纵角焊缝两种形式。
横角焊缝是两个工件在水平方向上焊接,代号为K1;纵角焊缝是两个工件在垂直方向上焊接,代号为K2。
三、对边焊缝(代号:F)对边焊缝是将两个相互相邻的工件连接在一起的焊缝。
对边焊缝的代号是F。
对边焊缝分为单面焊和双面焊两种形式。
单面焊是只在一侧进行焊接,代号为F1;双面焊是在两侧同时进行焊接,代号为F2。
四、角边焊缝(代号:B)角边焊缝是将一个工件的角边连接到另一个工件上的焊缝。
角边焊缝的代号是B。
角边焊缝分为单面焊和双面焊两种形式。
单面焊是只在一个侧面进行焊接,代号为B1;双面焊是在两个侧面同时进行焊接,代号为B2。
五、对角焊缝(代号:M)对角焊缝是将两个相互相邻但不平行的工件连接在一起的焊缝。
对角焊缝的代号是M。
对角焊缝分为单面焊和双面焊两种形式。
单面焊是只在一侧进行焊接,代号为M1;双面焊是在两侧同时进行焊接,代号为M2。
六、搭接焊缝(代号:J)搭接焊缝是将两个工件的搭接部分连接在一起的焊缝。
搭接焊缝的代号是J。
搭接焊缝分为单面焊和双面焊两种形式。
单面焊是只在一侧进行焊接,代号为J1;双面焊是在两侧同时进行焊接,代号为J2。
七、角搭焊缝(代号:H)角搭焊缝是将一个工件的角部搭接到另一个工件上的焊缝。
角搭焊缝的代号是H。