(2).挂镀镍工艺流程表
镀镍磷处理工艺流程

镀镍磷处理工艺流程
1、工件前处理:前处理对镀层质量至关重要,要使镀前的工件表面无污染,并且是处于活化状态,此过程主要有:除油,除锈,抛光,水洗
2、酸洗活化:用酸洗活化剂浸泡工件2-3分钟,再水洗干净
3、用热的去离子水冲洗工件,使工件升温,以避免下一步施镀时,冷工件吸收镀液热量而降温,导致停镀
4、按照0.5-1.5dm2/升的装载比分散地吊挂在镀液中,控制镀液温度在意85-92摄氏度
5、施镀过程中要有适度的轻搅拌,使温度及镀液分布均匀,从而保证化学镀镍的稳定进行,和镀层的一致性
同时,要对镀液进行循环过滤
滤网:孔径1-8微米,耐100摄氏度,耐酸。
滚镀-挂镀-工艺技术讲解
滚镀工艺技术讲解
滚镀的三种方式各有其不同的特征、优缺点及适用范围等,生产中应根据镀件的形 状、大小、批量及质量要求等具体情况,选择准确合理的滚镀方式,以达到为企业 节约增效、提高产品质量的目的。例如,对于常规小零件,应首选卧式滚镀的方式 。而对于不宜或不能采用卧式滚镀或品质要求较高的小零件,则一般考虑振动 电镀的方式。但振动电镀不是一种“万灵药”,有时对于振动电镀也解决不了的小 零件,可以采用一些比较特殊 电镀方式,如篮筐镀、筛网镀或布兜镀等。 滚镀的三种方式各有其不同的特征、优缺点及适用范围等,生产中应根据镀件的形 状、大小、批量及质量要求等具体情况,选择准确合理的滚镀方式,以达到为企业 节约增效、提高产品质量的目的。例如,对于常规小零件,应首选卧式滚镀的方式 。而对于不宜或不能采用卧式滚镀或品质要求较高的小零件,则一般考虑振动电镀 的方式。但振动电镀不是一种“万灵药”,有时对于振动电镀也解决不了的小零件 ,可以采用一些比较特殊的电镀方式,如篮筐镀、筛网镀或布兜镀等。
滚镀工艺技术讲解
目前使用的倾斜式滚镀设备叫做倾斜潜浸式滚镀机(如图2所示)。倾斜潜浸式滚镀 机于20世纪60年代开始在上海地区使用,由于其操作轻便灵活、易于维护而广受欢 迎。另外,使用倾斜式滚镀机镀件受损较轻,比较适合易损或尺寸精度要求较高的 零件。但是,倾斜式滚镀机滚筒装载量小、零件翻滚强度不够,在劳动生产效率和 镀件表面质量等方面逊色于卧式滚镀机。所以,多年来倾斜式滚镀的应用与发展始 终落后于卧式滚镀。 振动电镀 振动电镀是国外20世纪70年代末发展起来80年代初大量应用的一项小零件电镀新技 术。它比常规的滚镀技术具有更加突出的优越性,因此一经问世即得到快速的应用 与发展。国内振动电镀出现于20世纪80年代末,并从90年代后期开始在小零件电镀 领域应用逐渐广泛。 1-振荡器;2-振杆;3-传振轴;4-料筐 振动电镀的滚筒形状为“圆筛”或“圆盘”状,滚筒内零件的运动靠来自振荡器的 振动力 来实现。所以,振动电镀的滚筒一般被形象地称作“振筛”(如图3所示)。振筛的 振 动轴向与水平面垂直,则振筛内零件的运动方向为水平方向。
镀镍工艺流程
镀镍工艺流程是一种常见的表面处理技术,广泛应用于金属制品的防腐、装饰和增强功能方面。
本文将介绍镀镍工艺流程的基本步骤和关键要点。
首先,镀镍工艺流程的第一步是准备工作。
这包括对待镀物进行清洗和去除表面杂质等预处理工作。
这一步骤的目的是确保待镀物的表面清洁、光滑,并且没有任何污染物或氧化层存在。
通常采用化学清洗、机械打磨和酸洗等方法来完成这一步骤。
接下来,是活化处理。
活化是为了提高镀液与待镀物之间的粘附力和反应性。
常用的活化方法包括电解活化和化学活化。
电解活化是通过施加电流来改变待镀物表面的电荷状态,增强镀液与待镀物之间的吸附作用。
而化学活化则是通过浸泡在活化液中,使待镀物表面形成一层活性物质,增加镀液的润湿性和反应性。
第三步是镀镍。
在镀镍工艺流程中,采用电解镀的方法最为常见。
电解镀是利用电解原理,在含有镍盐的镀液中,通过施加电流使镍离子还原成金属镍,从而在待镀物表面形成一层均匀、致密的镀层。
在镀液中还会添加一些添加剂,如缓冲剂、增稠剂和抑制剂等,以调节镀液的pH值、粘度和镀层的质量等。
最后一步是后处理。
在镀镍工艺流程中,后处理是为了提高镀层的性能和外观。
常见的后处理方法包括烘干、退火和机械抛光等。
烘干是将镀液中残留的水分蒸发掉,以防止镀层出现水痕。
退火是通过加热待镀物,使镀层的结晶体积增大,提高抗腐蚀性和硬度。
机械抛光则是利用机械设备对镀层进行打磨,使其表面更加光滑、亮丽。
综上所述,镀镍工艺流程包括准备工作、活化处理、镀镍和后处理等步骤。
每个步骤都有其特定的目的和要求,只有每一步骤都得到正确执行和控制,才能获得高质量的镀层。
随着科学技术的不断进步,镀镍工艺流程也在不断完善和创新,为金属制品的使用和保护提供了更广阔的前景。
化学镀镍与电镀镍工艺及相互之间的区别
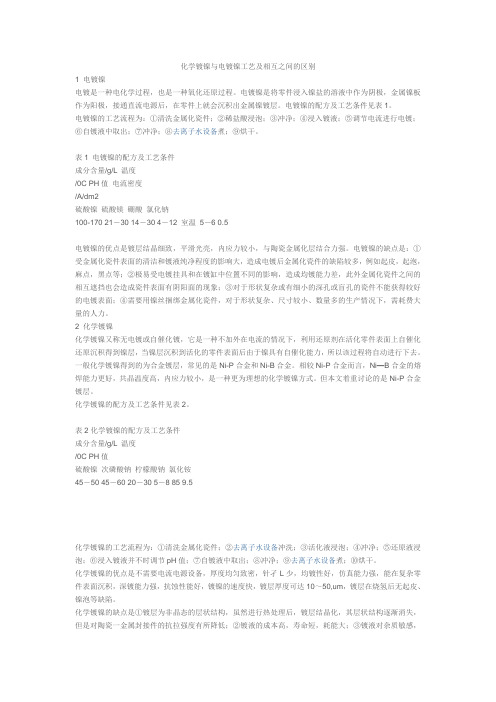
化学镀镍与电镀镍工艺及相互之间的区别1 电镀镍电镀是一种电化学过程,也是一种氧化还原过程。
电镀镍是将零件浸入镍盐的溶液中作为阴极,金属镍板作为阳极,接通直流电源后,在零件上就会沉积出金属镍镀层。
电镀镍的配方及工艺条件见表1。
电镀镍的工艺流程为:①清洗金属化瓷件;②稀盐酸浸泡;③冲净;④浸入镀液;⑤调节电流进行电镀;⑥自镀液中取出;⑦冲净;⑧去离子水设备煮;⑨烘干。
表1 电镀镍的配方及工艺条件成分含量/g/L 温度/0C PH值电流密度/A/dm2硫酸镍硫酸镁硼酸氯化钠100-170 21-30 14-30 4-12 室温5-6 0.5电镀镍的优点是镀层结晶细致,平滑光亮,内应力较小,与陶瓷金属化层结合力强。
电镀镍的缺点是:①受金属化瓷件表面的清洁和镀液纯净程度的影响大,造成电镀后金属化瓷件的缺陷较多,例如起皮,起泡,麻点,黑点等;②极易受电镀挂具和在镀缸中位置不同的影响,造成均镀能力差,此外金属化瓷件之间的相互遮挡也会造成瓷件表面有阴阳面的现象;③对于形状复杂或有细小的深孔或盲孔的瓷件不能获得较好的电镀表面;④需要用镍丝捆绑金属化瓷件,对于形状复杂、尺寸较小、数量多的生产情况下,需耗费大量的人力。
2 化学镀镍化学镀镍又称无电镀或自催化镀,它是一种不加外在电流的情况下,利用还原剂在活化零件表面上自催化还原沉积得到镍层,当镍层沉积到活化的零件表面后由于镍具有自催化能力,所以该过程将自动进行下去。
一般化学镀镍得到的为合金镀层,常见的是Ni-P合金和Ni-B合金。
相较Ni-P合金而言,Ni—B合金的熔焊能力更好,共晶温度高,内应力较小,是一种更为理想的化学镀镍方式。
但本文着重讨论的是Ni-P合金镀层。
化学镀镍的配方及工艺条件见表2。
表2化学镀镍的配方及工艺条件成分含量/g/L 温度/0C PH值硫酸镍次磷酸钠柠檬酸钠氯化铵45-50 45-60 20-30 5-8 85 9.5化学镀镍的工艺流程为:①清洗金属化瓷件;②去离子水设备冲洗;③活化液浸泡;④冲净;⑤还原液浸泡;⑥浸入镀液并不时调节pH值;⑦自镀液中取出;⑧冲净;⑨去离子水设备煮;⑩烘干。
挂镀镍工艺

挂镀镍工艺一、特性:1、镀层镜亮、填平性高、延展性好。
2、镀液稳定,易控制维护。
3、可用活性炭连续过滤,去除杂质。
4、易上铬,适用于挂镀和滚镀。
二、工艺配方及操作条件硫酸镍 210~280g/L氯化镍 40~60g/L硼酸 35~50g/LNI-50# 光亮剂 0.3~0.6mI/LTA-5 柔软剂 8mI/LT-250 低泡湿润剂 0.8~1.5mI /LPH 4~4.8温度 50~60℃电压 12~16ⅴ搅拌机械搅拌或阴移动过滤活性炭连续过滤三、槽液配制1、用总体积2/3的温水溶解计算量的硫酸镍及氯化镍;2、用80℃以上热水或沸水溶解硼酸并加入上述溶液;3、用碳酸镍或5%氢化钠调整PH值5.2左右,加入1~2mI/L双氧水搅拌1-2小时后,升温至70℃以上,再加入1-2g/的活性碳搅拌1小时,静置12小时以上后过滤。
4、用稀硫酸调整PH值至4.2左右,小电流电解数小时后加入配方量的光泽剂(添加剂)即可试镀。
四、光亮剂的作用NI-50# 主要起增加镀层光泽及填平能力等作用,新配镀液时,需加入TA-5柔软剂,T-250湿润剂,以使镀液平衡,以后操作只需补充NI-50#光亮剂,便能发挥应有的效果。
NI-50#消耗量为200~250mI/KAH。
TA-5 主要起减少镀层内应力,增加柔软性,使低电流密度区施镀良好。
在活性碳连续过滤下只能除去微量TA-5。
TA-5消耗量为50-100mI/KAH。
TA-1 主要起提高镀层光亮度及整平度,使高、低电流密度区亮度更均匀,同时可减少析氢而产生的针孔。
TA-1消耗量为50-150mI/KAH。
T-250 适用于阴极移动或空气搅拌的低泡湿润剂,主要起防止镀层产生针孔,将镀液表面张力维持在40-50达因/厘米。
T-250消耗量为20-40mI/KAH。
五、工艺流程除油→水洗→除锈→水洗→活化→水洗→预镀铜→水洗→水洗→镀酸铜→水洗→水洗→镀镍→水洗→水洗→其它镀种T-255 王牌走位水:当工件要求光亮度及深镀能力极佳时,可使用T-255王牌走位水1-3 mI /L便能达到绝好之深镀性.T-258 除杂水: 能有效络合镀液中重金属杂质,避免因杂质而产生的不良影响.用量: 0.3~2mI /L.T-256 除铁粉:每0.5g /L可络合100~200PPm铁, 用量0.2~2g/L。
(2).挂镀镍工艺流程表
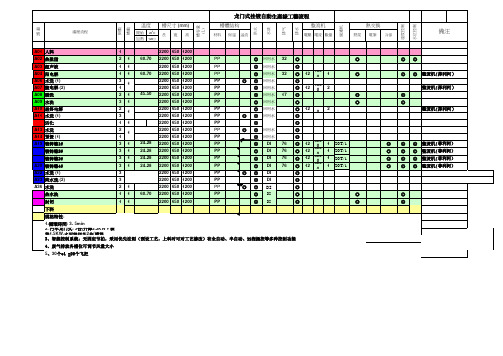
龙门式挂镀自動生產線工藝流程
溫度控制 編 號 水位控制 過濾机 水质 掛數 槽數 供水 排气 排水
溫度
開始 加熱
20 C 120分
0
槽尺寸 (mm)
長 寬 高
槽容量(L)
槽體結构
材料 保溫 溢流
整流机
電壓 電流 數量
熱交換
熱泵 電筆 冷卻
處理流程
備注
A01 入料 A02 热脱脂 A03 超 声波 A04 阳电解 A06 水洗 (1) A07 酸 电解 (2) A08 酸洗 A09 水洗 A10 最 终电解 A11 水洗 (1) 活化 A13 水洗 A14 预侵 (1) A19 镀锌镍1# 镀锌镍2# 镀锌镍3# A20 镀锌镍4# A22 水洗 (1) A23 纯 水洗 (2) A36 水洗 热水洗 封闭 下料 規格特性 : 1.循環時間 : 3- 5min
◎ ◎ ◎ ◎ ◎ 12 1500 12 1500 1 2
◎ ◎
◎ ◎
◎ ◎ 整流机(菲利柯) 整流机(菲利柯)
17
◎ ◎ ◎ ◎ ◎ ◎ ◎ 12 1500 2
◎ ◎Βιβλιοθήκη ◎ ◎ 整流机(菲利柯)回用水 回用水
DI DI DI DI DI DI
76 76 76 76
◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
12 3000 12 3000 12 3000 12 3000
22006501200a02热脱脂607022006501200pp回用水3222006501200pp回用水a04阳电解607022006501200pp回用水3212150022006501200pp22006501200pp回用水121500a08酸洗455022006501200pp回用水17a09水洗22006501200pp回用水22006501200pp12150022006501200pp22006501200pp22006501200pp回用水22006501200pp242822006501200ppdi76123000242822006501200ppdi76123000242822006501200ppdi76123000242822006501200ppdi7612300022006501200pp22006501200ppdi22006501200ppdi607022006501200ppdi22006501200ppdi槽尺寸mm整流机菲利柯水洗最终电解整流机菲利柯水洗整流机菲利柯镀锌镍2整流机菲利柯镀锌镍3整流机菲利柯镀锌镍4整流机菲利柯水洗行车龙门式
电镀镍工艺流程
电镀镍工艺流程
电镀镍是一种常见的金属表面处理工艺,通过在金属表面镀上一层镍,可以提高金属的耐腐蚀性能、增加光泽度和硬度,从而扩大其应用范围。
下面将介绍电镀镍的工艺流程。
首先,准备工件。
在进行电镀镍之前,需要对工件进行表面处理,包括去油、除锈、酸洗等工序,以确保工件表面干净、光滑,有利于电镀涂层的附着力和均匀度。
其次,进行预处理。
预处理是电镀镍工艺中的重要环节,包括活化、镍化前处理、中间层处理等步骤。
活化是指在工件表面形成一层活性金属层,以增强电镀层的附着力。
镍化前处理是为了改善工件表面的光洁度,增加电镀层的光泽度。
中间层处理是为了增强工件表面的附着力和耐腐蚀性能。
然后,进行电镀。
电镀镍工艺中的电镀环节是最关键的步骤,需要在镍盐溶液中进行电解,通过阳极和阴极的作用,在工件表面镀上一层均匀的镍层。
在电镀过程中,需要控制电流密度、温度、PH值等参数,以确保电镀层的厚度和质量。
最后,进行后处理。
电镀完成后,需要对工件进行后处理,包括清洗、烘干、抛光等工序,以去除电镀涂层表面的杂质和氢气,增加电镀层的光洁度和耐腐蚀性能。
总之,电镀镍工艺流程包括准备工件、预处理、电镀和后处理四个主要环节。
通过严格控制每个环节的工艺参数和质量要求,可以获得均匀、光滑、具有良好耐腐蚀性能的电镀镍涂层,满足不同工件的表面处理需求。
电镀工艺流程(挂镀流程、滚镀流程)
除掉工件表面油脂.有有机溶剂除油,化学除油,电化学除油,擦拭除油,滚筒除油等 手段.
在工件表面得到所需镀层,是电镀加工的核心工序,此工序工艺的优劣直接影响到镀 层的各种性能.此工序中对镀层有重要影响的因素主要有以下几个方面: 添加剂包括光泽剂,稳定剂,柔软剂,润湿剂,低区走位剂等.光泽剂又分为主光泽剂,载 体光亮剂和辅助光泽剂等.使用不同厂商制作的添加剂,所得镀层在质量上有很大差 别.总体而言欧美和日本等发达国家的添加剂最好,台湾次之,大陆产的相对而言比前 两类都逊色.
不良现象 补救措施 备注,脏浯,溶剂搽试,如酒精,丙酮等易挥发而不残留的溶 剂 因脏浯而变质 重工 桔皮,发花,发雾,条纹,漏镀,起泡,起皮,结合力不 良等 重工较大面积的划伤或搽伤 返电或重工部分镀种如镀铜,镀铬理可打磨后返电 补镀,但是大部分镀种需彻底重工,即先剥掉镀层,然后再从第一道工序开始进行处 理
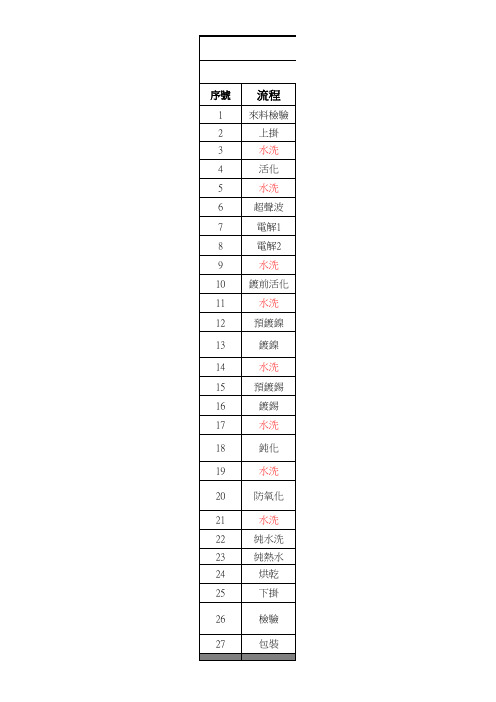
序號 1 2 3 4 5 6 7 8 9 10 11 12
13
14 15 16 17
18
19
流程
來料檢驗 上掛 水洗 活化 水洗 超聲波 電解1 電解2 水洗
鍍前活化 水洗 預鍍鎳
鍍鎳
水洗 預鍍錫 鍍錫 水洗
鈍化
水洗
20防氧化21 Nhomakorabea水洗22
純水洗
23
純熱水
24
烘乾
25
下掛
26
檢驗
27
包裝
電鍍流程
掛鍍流程
电镀分为挂镀、滚镀、连续镀和刷镀等方式,主要与待镀件的尺寸和批量有关。挂镀 适用于一般尺寸的制品,如汽车的保险杠,自行车的车把等。滚镀适用于小件,如紧 固件、垫圈、销子等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
◎ ◎ ◎ ◎ ◎ 12 1500 12 1500 1 2
◎ ◎
◎ ◎
◎ ◎ 整流机(菲利柯) 整流机(菲利柯)
17
◎ ◎ ◎ ◎ ◎ ◎ ◎ 12 1500 2
◎ ◎
◎ ◎ 整流机(菲利柯)
回用水 回用水
DI DI DI DI DI DI
76 76 76 76
◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
12 3000 12 3000 12 3000 12 3000
20T/1 1 20T/1 1 20T/1 1 20T/1
1
◎ ◎ ◎ ◎
◎ ◎ ◎ ◎
◎ ◎ ◎ ◎
整流机( 菲利柯) 整流机( 菲利柯) 整流机( 菲利柯) 整流机( 菲利柯)
DI
DI DI
◎ ◎
◎ ◎
2. 行 车龙门 式 : 3台 (升降 2.2KW, 横移 1.5KW.水平移送 车 2台 (横移 1.5KW)。 3、智能控制系统:无固定节拍,采用优先法则(预设工艺,上料时可对工艺修改)有全自动、半自动、远程操控等多种控制功能 4、废气排放各槽位可调节风量大小 5、 30个*1 =30个飞把
龙门式挂镀自動生產線工藝流程
溫度控制 編 號 水位控制 過濾机 水质 掛數 槽數 供水 排气 排水
溫度
開始 加熱
20 C 120分
0
槽尺寸 (mm)
長 寬 高
槽容量(L)
槽體結构
材料 保溫 溢流
整流机
電壓 電流 數量
熱交換
熱泵 電筆 冷卻
處理流程
備注
A01 入料 A02 热脱脂 A03 超 声波 A04 阳电解 A06 水洗 (1) A07 酸 电解 (2) A08 酸洗 A09 水洗 A10 最 终电解 A11 水洗 (1) 活化 A13 水洗 A14 预侵 (1) A19 镀锌镍1# 镀锌镍2# 镀锌镍3# A20 镀锌镍4# A22 水洗 (1) A23 纯 水洗 (2) A36 水洗 热水洗 封闭 下料 規格特性 : 1.循環時間 : 3- 5min
PP PP PP PP PP PP PP PP PP PP PP PP PP PP PP PP PP PP PP PP PP ◎ ◎ ◎ ◎ ◎
◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
回用水 回用水 回用水 回用水 回用水 回用水 回用水 回用3 1 2 1 3 3 3 3 3 3 2 1 1 1 1 1 60-70 1 1 1 1 1 1 1 1 1 1 1 1 1 24-28 24-28 24-28 24-28 45-50 60-70 60-70
2200 650 1200 2200 650 1200 2200 650 1200 2200 650 1200 2200 650 1200 2200 650 1200 2200 650 1200 2200 650 1200 2200 650 1200 2200 650 1200 2200 650 1200 2200 650 1200 2200 650 1200 2200 650 1200 2200 650 1200 2200 650 1200 2200 650 1200 2200 650 1200 2200 650 1200 2200 650 1200 2200 650 1200 2200 650 1200