铁件化学镀镍工艺流程
铁件化学镀镍工艺流程
铁件工艺流程000
一、除油000
5%-10%的除油粉加温到65-70度浸泡5-10分钟.(最好是用超声波,电解除油,这样效果更好)000
二、水洗000
过水槽,或用自来水,彻底的把盲孔,死角,全部冲洗干净,不要有除油粉残留。
有条件可以有软布用手察下平面,确保把油更好的去除。
000
三、酸洗活化000
用15%-20%的盐酸,活化时间1-3分钟,主要是看工件来决定时间的长久。
注:如工件本身有过多的生锈,请在除油之前,先除锈。
000四、水洗000
用过水槽、或自来水,彻底的冲洗干净,以免把残留的盐酸带进渡槽。
注:(盲孔死角一定要用水枪冲洗干净)000
五、化学镀000
把冲洗干净的工件,放到加温至85-90°(最佳88°)施镀时间为10-20分钟(主要是看本身工件要求决定时间)000
六、水洗000
过水槽清洗,或用自来水冲洗,把工件带出来的镀液清洗干净。
00 0
七、钝化000
用百分5%的重铬酸甲或(铬酐),钝化时间为1-3分钟,目的是防止镀层会变色。
注:(钝化液为常温状态,无需加温。
)000
八、水洗000
把工件残留的钝化液清洗干净。
000
九、纯水洗000
纯水洗是防止工件有水印,有其他的残留物,(如有条件,可以把纯水加温到80-100°,可以提高工件的吹干时间)000
十、吹干000
用无油空压机气枪吹干,或烘干即可。
000。
化学镀镍工艺流程(最新)

1、基本步骤脱脂→水洗→中和→水洗→微蚀→水洗→预浸→钯活化→吹气搅拌水洗→无电镍→热水洗→ 无电金→回收水洗→后处理水洗→干燥2、无电镍A. 一般无电镍分为“置换式”与“自我催化”式其配方极多,但不论何者仍以高温镀层质量较佳B. 一般常用镍盐为氯化镍(Nickel Chloride)C. 一般常用还原剂有次磷酸盐类(Hypophosphite)/甲醛(Formaldehyde)/联氨 (Hydrazine)/硼氩化合物(Borohydride)/硼氢化合物(Amine Borane)D. 螯合剂以柠檬酸盐(Citrate)最常见。
E. 槽液酸碱度需调整控制,传统使用氨水(Amonia),也有配方使用三乙醇氨(Triethanol Amine),除可调整PH及比氨水在高温下稳定,同时具有与柠檬酸钠结合共为镍金属螯合剂,使镍可顺利有效地沉积于镀件上。
F. 选用次磷二氢钠除了可降低污染问题,其所含磷对镀层质量也有极大影率。
G. 此为化学镍槽其中一种配方。
配方特性分析:a. PH值影响:PH低于8会有混浊现像发生,PH高于10会有分解发生,对磷含量及沉积速率及磷含量并无明显影响。
b.温度影响:温度影响析出速率很大,低于70°C反应缓慢,高于95°C 速率快而无法控制.90°C最佳。
c.组成浓度中柠檬酸钠含量高,螯合剂浓度提高,沉积速率随之下降,磷含量则随螯合剂浓度增加而升高,三乙醇氨系统磷含量甚至可高到15.5%上下。
d.还原剂次磷酸二氢钠浓度增加沉积速率随之增加,但超过0.37M后槽液有分解现像,因此其浓度不可过高,过高反而有害。
磷含量则和还原剂间没有明确关系,因此一般浓度控制在O.1M左右较洽当。
e.三乙醇氨浓度会影响镀层磷含量及沉积速率,其浓度增高磷含量降低沉积也变慢,因此浓度保持约0.15M较佳。
他除了可以调整酸碱度也可作金属螯合剂之用f.由探讨得知柠檬酸钠浓度作通当调整可有效改变镀层磷含量H. 一般还原剂大分为两类:次磷酸二氢钠(NaH2PO2H2O,Sodium Hypophosphate)系列及硼氢化钠(NaBH4,Sodium Borohydride)系列,硼氢化钠价贵因此市面上多以次磷酸二氢钠为主一般公认反应为:[H2PO2]- H2OA H [HPO3]2- 2H(Cat) -----------(1)Ni2 2H(Cat)a Ni 2H ----------------------------------(2)[H2PO2]- H(Cat)a H2O OH- P----------------------(3)[H2PO2]- H2Oa H [HPO3]2- H2------------------(4)铜面多呈非活化性表面为使其产生负电性以达到“启镀”之目铜面采先长无电钯方式反应中有磷共析故,4-12%含磷量为常见。
化学镀镍工艺技术简介
HPA
60ml/L
HPB
180ml/L
温度
86.0 g/L
一般铝合金:3-4MTO;钢铁件、铜件5-7MTO
镀层耐腐蚀性、耐药性和耐变色性能好,槽液稳 定性佳;镀速10-12微米/小时
化学镀镍工艺流程
1、铁件、铜件的化学镀镍 工件→除油→水洗→酸洗活化→水洗→预镀镍→水洗→化学镀镍→水洗→钝化→水洗→干燥
钢/铝 钢/铝 合金钢
钢 铝合金
钢
提高耐磨性
25
提高耐磨性
25
提高耐腐蚀、耐磨性
18
提高耐腐蚀、均匀、润滑性
25
提高耐磨性
25
提高耐腐蚀、均匀性
化学镀镍的分类
类别(按镀层磷含量)
低磷化学镍
中磷化学镍
高磷化学镍
电镀镍
镀层含磷量
1-4%
5-8%
9-13%
0
PH
7.0-8.0
4.2-5.4
4.2-5.4
3.8-4.6
沉积镀速
12-16微米/小时
10-15微米/小时
5-7微米/小时
25-50微米/小时
耐中性盐雾(黄铜件基材, 镀层6微米)
24-48h
3、石油化工、航天行业
石油化工、航空零部件 过滤器原件 热交换器 涡轮叶片
各种形式的阀门
基体金属 铁 铁 钢 钢
油管和泵
钢
镀层厚度(微米) 25 75 75
25-75
50
使用目的 提高耐腐蚀、耐磨性 提高耐腐蚀 提高耐腐蚀、耐磨性 提高耐腐蚀、润滑性
提高耐腐蚀、耐磨性
除水阀 多向接头 压缩机叶片 伺服阀 活塞头 油嘴元件
使用目的 镀层耐磨 镀层耐腐蚀 镀层耐磨 镀层耐腐蚀饰和润滑 镀层耐磨、耐腐蚀饰和润滑 镀层耐磨 镀层耐磨 镀层耐腐蚀、钎焊、均匀 镀层耐腐蚀、装饰效果 镀层耐磨 镀层耐磨
镀镍工艺流程
镀镍工艺流程是一种常见的表面处理技术,广泛应用于金属制品的防腐、装饰和增强功能方面。
本文将介绍镀镍工艺流程的基本步骤和关键要点。
首先,镀镍工艺流程的第一步是准备工作。
这包括对待镀物进行清洗和去除表面杂质等预处理工作。
这一步骤的目的是确保待镀物的表面清洁、光滑,并且没有任何污染物或氧化层存在。
通常采用化学清洗、机械打磨和酸洗等方法来完成这一步骤。
接下来,是活化处理。
活化是为了提高镀液与待镀物之间的粘附力和反应性。
常用的活化方法包括电解活化和化学活化。
电解活化是通过施加电流来改变待镀物表面的电荷状态,增强镀液与待镀物之间的吸附作用。
而化学活化则是通过浸泡在活化液中,使待镀物表面形成一层活性物质,增加镀液的润湿性和反应性。
第三步是镀镍。
在镀镍工艺流程中,采用电解镀的方法最为常见。
电解镀是利用电解原理,在含有镍盐的镀液中,通过施加电流使镍离子还原成金属镍,从而在待镀物表面形成一层均匀、致密的镀层。
在镀液中还会添加一些添加剂,如缓冲剂、增稠剂和抑制剂等,以调节镀液的pH值、粘度和镀层的质量等。
最后一步是后处理。
在镀镍工艺流程中,后处理是为了提高镀层的性能和外观。
常见的后处理方法包括烘干、退火和机械抛光等。
烘干是将镀液中残留的水分蒸发掉,以防止镀层出现水痕。
退火是通过加热待镀物,使镀层的结晶体积增大,提高抗腐蚀性和硬度。
机械抛光则是利用机械设备对镀层进行打磨,使其表面更加光滑、亮丽。
综上所述,镀镍工艺流程包括准备工作、活化处理、镀镍和后处理等步骤。
每个步骤都有其特定的目的和要求,只有每一步骤都得到正确执行和控制,才能获得高质量的镀层。
随着科学技术的不断进步,镀镍工艺流程也在不断完善和创新,为金属制品的使用和保护提供了更广阔的前景。
化学镀镍工艺
化学镀镍工艺化学镀镍是一种常用的金属表面处理技术,通过在金属表面形成一层镍的保护层,可以提高金属的耐腐蚀性能、抗磨损性能和外观美观度。
本文将介绍化学镀镍的工艺流程、原理和应用领域。
一、化学镀镍的工艺流程化学镀镍的工艺流程主要包括前处理、电镀和后处理三个步骤。
1. 前处理前处理是为了保证镀层的质量和附着力,通常包括以下几个步骤:(1)清洗:将待镀件浸泡在碱性或酸性清洗液中,去除表面的油污、氧化物和其他杂质。
(2)酸洗:使用酸性溶液,去除金属表面的氧化物和锈蚀物,提高镀层的附着力。
(3)活化:使用酸性或碱性活化液,去除酸洗产生的氢氧化物,为镀镍做好准备。
2. 电镀电镀是化学镀镍的核心步骤,主要是将金属离子还原成金属沉积在待镀件表面。
电镀过程中,需要控制电流密度、温度和镀液成分等因素,以获得理想的镀层性能。
化学镀镍主要有以下几种方法:(1)电解镀镍:将待镀件作为阴极,将镍盐溶液作为阳极,施加电流,使镍离子在待镀件表面还原成金属沉积。
(2)化学还原镀镍:利用化学反应将镍离子还原成金属沉积在待镀件表面,无需外加电流。
3. 后处理后处理是为了提高镀层的质量和外观,通常包括以下几个步骤:(1)酸洗:将镀层浸泡在酸性溶液中,去除表面的氢氧化物和杂质。
(2)抛光:使用机械或化学方法,提高镀层的光亮度和平整度。
(3)清洗:将镀件浸泡在清水中,去除残留的酸洗液和其他杂质。
(4)干燥:将镀件进行烘干,确保镀层完全干燥。
二、化学镀镍的原理化学镀镍的原理是利用电化学反应将金属离子还原成金属沉积在待镀件表面。
在电镀过程中,镍离子在电解液中发生还原反应,得到金属镍,并沉积在待镀件表面。
镀层的厚度可以通过控制电镀时间来调节。
化学镀镍的镀液主要由镍盐、镉盐和其他添加剂组成。
镀液中的镍离子和镉离子通过电解反应分别还原成金属镍和金属镉,镀液中的添加剂可以调节镀层的成分、结构和性能。
三、化学镀镍的应用领域化学镀镍广泛应用于装饰、防腐和电子等领域。
化学镀镍的工艺流程

化学镀镍的工艺流程
首先,进行表面处理。
表面处理是化学镀镍工艺中至关重要的
一步,它直接影响着后续的镀镍质量。
表面处理的主要目的是去除
基材表面的油污、氧化物和其他杂质,使基材表面变得清洁和粗糙,以利于镀液的附着和镀层的结合力。
表面处理一般包括除油、酸洗、水洗、活化和化学镀前处理等步骤。
其次,进行镀镍操作。
在表面处理完成后,就可以进行镀镍操
作了。
镀镍操作是化学镀镍工艺的核心环节,主要是将含有镍离子
的镀液中的镍离子还原成纯镍沉积在基材表面上。
镀液中的主要成
分包括镍盐、缓冲剂、还原剂和复合添加剂等。
镀液的配方和镀镍
条件的控制对镀层的质量有着重要影响。
镀液的搅拌、温度、PH值、电流密度等参数都需要严格控制,以获得致密、光亮的镀层。
最后,进行后处理。
镀镍完成后,还需要进行后处理工序。
后
处理主要包括水洗、中性化处理、烘干和包装等环节。
水洗是为了
去除镀液残留在镀层表面的杂质,中性化处理是为了中和镀液残留
在镀层上的酸碱成分,烘干是为了去除水分,包装是为了保护镀层
免受外界环境的影响。
总的来说,化学镀镍的工艺流程是一个复杂而严谨的过程,需要严格控制各个环节,以确保镀层的质量和性能。
通过合理的工艺流程和严格的操作控制,可以获得均匀、致密、光亮、耐腐蚀的镍镀层,提高基材的使用性能和寿命。
化学镀镍工艺在电子、航空、汽车等领域有着广泛的应用,对于提高产品质量和降低成本具有重要意义。
化学镀镍的原理
化学镀镍的原理
化学镀镍的原理是利用电化学反应将镍离子沉积在工件表面形成金属镍层。
具体过程如下:
1. 准备工件:将待镀工件作为阴极放入电解槽中,一般使用钢铁等金属作为工件。
2. 准备电解液:通常使用含有镍离子的化学溶液作为电解液,常用的镀镍溶液是含有硫酸镍的镍盐溶液。
3. 设定电源:将阳极连接到电源的正极,阴极连接到电源的负极,并通过电源施加一定的电压。
4. 开始镀镍:在电解槽中,镍盐分解产生镍离子(Ni2+)和氢离
子(H+)。
由于阴极连接到电源的负极,电压作用下,金属镍离子(Ni2+)会受到吸引而向工件表面迁移。
5. 镀镍反应:金属镍离子与工件表面的金属离子发生化学反应,还原成金属镍沉积在工件表面。
6. 形成镀层:随着反应的进行,金属镍离子持续沉积在工件表面,形成均匀的金属镍层。
镀层的厚度和均匀度可以通过调节电流密度、温度和镍盐浓度等参数进行控制。
通过以上的步骤,化学镀镍可以在工件表面形成一层均匀、致密、具有抗腐蚀性的金属镍层,提高金属工件的耐腐蚀性、硬度和外观质量。
单面化学镀镍工艺流程
单面化学镀镍工艺流程English Answer:Single-Sided Electroless Nickel Plating Process.Electroless nickel plating (ENP) is a chemical process that deposits a layer of nickel onto a metal surface without the use of an electric current. This process is commonly used to create a corrosion-resistant, wear-resistant, or decorative finish.The single-sided electroless nickel plating process involves the following steps:1. Surface preparation: The metal surface must be clean and free of any contaminants. This can be achieved by degreasing, cleaning, and activating the surface.2. Electroless nickel plating: The metal surface is immersed in an electroless nickel plating solution. Thissolution contains nickel ions, reducing agents, and complexing agents. The nickel ions are reduced onto the metal surface, forming a layer of nickel.3. Post-treatment: After electroless nickel plating,the plated surface may be further treated to improve its properties. This can include heat treatment, polishing, or passivation.The single-sided electroless nickel plating process isa relatively simple and inexpensive process that can beused to achieve a wide range of surface properties. This process is commonly used in the automotive, aerospace, and electronics industries.中文回答:单面化学镀镍工艺流程。
化学镀镍工艺流程
化学镀镍工艺流程
化学镀镍是利用电解作用将镍溶解在金属基体上形成一层均匀且具有一定厚度的镍层。
以下是一种常见的化学镀镍工艺流程:
1. 预处理:首先将需要进行镀镍的金属基体进行清洗,去除表面的油污、铁锈等杂质。
常用的清洗方法包括酸洗、碱洗、电解洗等。
2. 然后将清洗干净的基体浸泡在活化液中,目的是进一步去除表面的氧化物,提高基体的活性,以便镀镍液能够更好地附着在基体上。
常用的活化液有硫酸、氯化锌等溶液。
3. 镀镍液准备:将适量的镍盐(如硫酸镍、氯化镍等)溶解在水中,加入适量的缓冲剂、络合剂等辅助剂,以控制镀液的酸碱度和镍离子的稳定性。
4. 镀镍:将经过预处理的金属基体放入镀液中,设定适当的工艺条件(如温度、电压、电流密度等),在电解槽中进行电解镀镍。
正电极为镍阳极,在阳极上产生镍离子;负电极为基体,镀液中的镍离子被还原成金属镍,沉积在基体上形成一层均匀的镍层。
5. 后处理:镀完镍后,将金属基体从电解槽中取出,用清水冲洗净镀液的残留物。
随后,进行镀层的后处理,如烘干、抛光、防腐等。
总的来说,化学镀镍是通过电解作用将镍溶解在金属基体上,
形成一层均匀且具有一定厚度的镍层。
这一工艺流程需要经过预处理、镀镍、后处理等多个步骤,工艺条件的控制和辅助剂的添加都对镀液的稳定性和镀层的质量有着重要影响。
化学镀镍具有镀层硬度高、抗腐蚀性好、外观美观等优点,广泛应用于金属制品的表面处理和装饰。
化学镀镍工艺流程【详述】
化学镀镍一般工艺内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.在化学镀镍前,金属制品表面前处理包括:研磨抛光、除油、除锈、活化等过程,化学镀镍中经常使用的金属前处理方法与电镀工艺中的类似。
研磨、抛光等物理方法,我们不做讨论。
下面主要介绍一些化学处理方法。
1、除油除油方法可分为有机溶剂除油、化学除油。
有机溶剂除油的特点是除油速度快,不腐蚀金属,但除油不彻底,需用化学法或电化学方法进行补充除油,常用的有机溶剂有:汽油、煤油、苯类、酮类、某些氯化烷烃及烯烃。
有机溶剂除油还有一个优点即经除油后的溶剂还可回收再利用。
有机溶剂一般属易燃品,使用时要格外小心。
化学除油是利用碱溶液的皂化作用和表面活性物质对非皂化性油脂的乳化作用,除去工件表面上的各种油污的。
化学除油的温度通常取在60-80度之间,工件除油效果一般为目测,即工件表面能完全被水润湿就是油污完全除尽的标志。
一般的除油液由氢氧化钠、碳酸钠、磷酸三钠、水玻璃、乳化剂等组成。
电化学除油分阴极除油和阳极除油,在相同的电流下,阴极除油产生的氢气比阳极除油产生的氧气多一倍,气泡小而密,乳化能力大,除油效果更好。
但容易造成工件氢脆和杂质在阴极析出的现象。
阳极除油虽没有这些缺点但可能造成工件表面氧化和溶解。
目前常用正负极交换的化学除油法。
电化学除油液配方与化学除油的配方相似。
2 、除锈除锈方法有机械法、化学法和电化学法。
机械法除锈是对工件表面进行喷砂、研磨、滚光或擦光等机械处理,在工件表面得到整平的同时除去表面锈层。
化学法除锈是用酸或碱溶液对金属制品进行强浸蚀处理使制品表面的锈层通过化学作用和浸蚀过程所产生氢气泡的机械剥离作用而除去。
电化学除锈是在酸或碱溶液中对金属制品进行阴极或阳极处理除去锈层。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
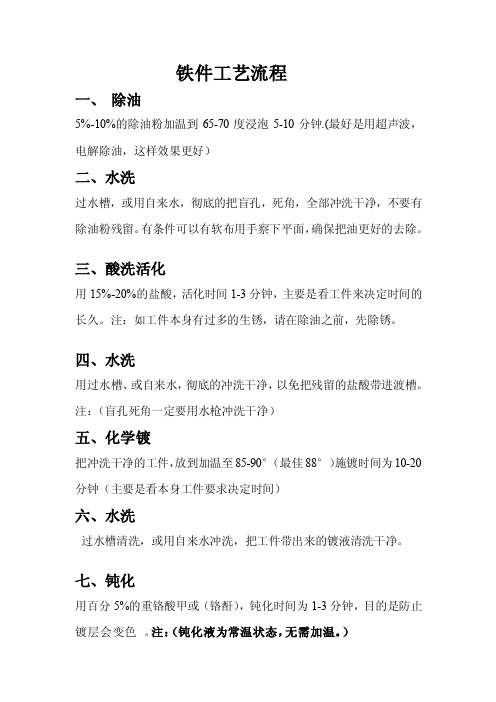
铁件工艺流程
一、除油
5%-10%的除油粉加温到65-70度浸泡5-10分钟.(最好是用超声波,电解除油,这样效果更好)
二、水洗
过水槽,或用自来水,彻底的把盲孔,死角,全部冲洗干净,不要有除油粉残留。
有条件可以有软布用手察下平面,确保把油更好的去除。
三、酸洗活化
用15%-20%的盐酸,活化时间1-3分钟,主要是看工件来决定时间的长久。
注:如工件本身有过多的生锈,请在除油之前,先除锈。
四、水洗
用过水槽、或自来水,彻底的冲洗干净,以免把残留的盐酸带进渡槽。
注:(盲孔死角一定要用水枪冲洗干净)
五、化学镀
把冲洗干净的工件,放到加温至85-90°(最佳88°)施镀时间为10-20分钟(主要是看本身工件要求决定时间)
六、水洗
过水槽清洗,或用自来水冲洗,把工件带出来的镀液清洗干净。
七、钝化
用百分5%的重铬酸甲或(铬酐),钝化时间为1-3分钟,目的是防止镀层会变色。
注:(钝化液为常温状态,无需加温。
)
八、水洗
把工件残留的钝化液清洗干净。
九、纯水洗
纯水洗是防止工件有水印,有其他的残留物,(如有条件,可以把纯水加温到80-100°,可以提高工件的吹干时间)
十、吹干
用无油空压机气枪吹干,或烘干即可。