典型—含乳饮料的操作要点重点
乳饮料标准作业指导书
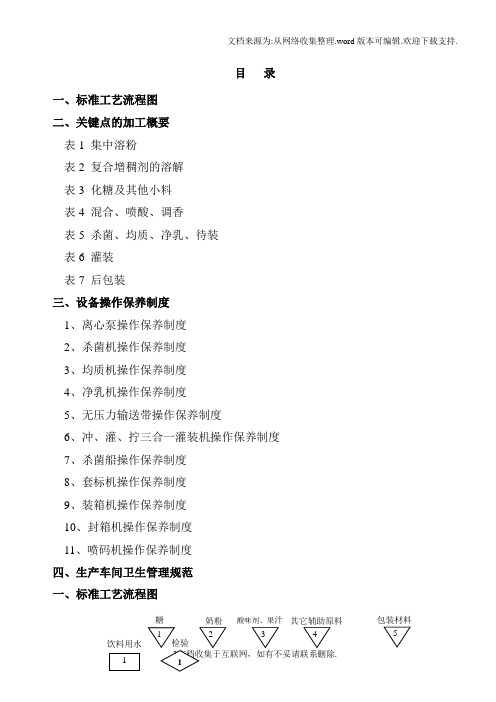
目录一、标准工艺流程图二、关键点的加工概要表1 集中溶粉表2 复合增稠剂的溶解表3 化糖及其他小料表4 混合、喷酸、调香表5 杀菌、均质、净乳、待装表6 灌装表7 后包装三、设备操作保养制度1、离心泵操作保养制度2、杀菌机操作保养制度3、均质机操作保养制度4、净乳机操作保养制度5、无压力输送带操作保养制度6、冲、灌、拧三合一灌装机操作保养制度7、杀菌船操作保养制度8、套标机操作保养制度9、装箱机操作保养制度10、封箱机操作保养制度11、喷码机操作保养制度四、生产车间卫生管理规范一、标准工艺流程图糖酸味剂、果汁说明:表示采购产品进货检验控制点;表示产品实现过程控制点/产品实现过程检验和最终产品检验控制点;二、关键点的加工概要表一、集中溶粉溶解、调配管道蒸汽表二、复合增稠剂的溶解表三、化糖及其他小料表四、混合、喷酸、调香表五杀菌、均质、净乳、待装表六灌装表七后包装三、设备操作保养制度1、离心泵维护保养制度人员要求操作工或维修工必须经培训并考核合格,方可上岗。
班保养1、对设备进行内部和外部清洁,去掉所有赃物(奶垢,水迹及灰尘)。
2、检查各螺栓的紧固情况。
3、检查进出管路等装置有无漏气、漏液。
4、旋转泵轴感觉灵活、泵内无障碍。
5、经常检查电机轴承(外壳)升温情况,不应超过外界环境温度35℃,最高不应超过70℃,超过应停机检查原因.6、检查机械密封情况,如发现机械密封漏水情况严重,应及时检查修理或更换新的机械密封。
7、注意泵的运转有无杂音和剧烈磨擦声,如有应立即停机检查8、水泵在冬季使用如环境温度低于0℃时,停机后将泵存水放尽,以免冻裂。
9、如长期停止使用,应将泵拆开,擦干零件上的水,并在滑动面上涂防锈油,妥善保管。
周保养1、完成班保养维护与检查内容2、各传动轴承:检查补注同号黄油,用压缩空气吹净定子与转子间隙尘灰。
注意事项:1、严禁无液开泵。
2、绝不允许吸入管路上的闸阀来调节流量,以免发生汽蚀。
★清洗、清洁保养时必须断电,严禁有水(水汽)进入电动机内。
典型—含乳饮料的操作要点重点

含乳饮料的操作要点
操作要点 原料可采用鲜牛乳,或是乳粉。 1.原料乳 原料乳符合标准后才能用于风味乳饮料的生产。国内 一般采用全脂乳粉来生产风味乳饮料。若采用乳粉还 原来生产风味乳饮料,乳粉也必须符合标准后方可使 用;同时还应采用合适的设备来进行乳粉的还原25min,以保证所有的物料混合均匀,尤其是稳定 剂溶液能均匀地分散于乳中。
6.灭菌 对于超高温灭菌的巧克力乳饮料,常采用139℃~142℃, 4s的灭菌方式来灭菌。而二次灭菌的巧克力乳饮料一般 先采用135℃~137℃,2s~3s的超高温灭菌,在灌装后再 进行115℃~120℃,15min~20min的灭菌,最后冷却到 25℃温度以下。 通常超高温灭菌系统中都有脱气和均质处理装置。脱气 一般放在均质前,均质可放在灭菌前(顺流均质),也 可放在灭菌后(逆流均质)。脱气后含乳饮料的温度一 般为70~75℃,此时再进行均质,通常采用两段均质工 艺,压力分别为20MPa和5MPa。
2.乳粉的还原 通过乳粉还原设备将乳粉还原。应将水加热到50~ 60℃并在高速搅拌下以将乳粉溶解完全,然后在静 止状态下使乳液保持20~30min,让其充分吸水还原。 待原料乳检验完毕或乳粉还原后,先进行巴氏杀菌, 同时将乳液冷却至4℃。生产中常以水粉混合器对乳 粉进行还原,水粉混合器如图1所示。
图1 水粉混合器
3.可可粉的预处理 由于可可粉中含有大量的芽孢,同时含有很多颗粒, 因此为保证灭菌效果和改善产品的口感,可可粉必 须先溶于热水中,制成可可浆,并经85~95℃/20~ 30min热处理后,冷却,然后加入到牛乳中。
含乳饮料HACCP计划

生物性:致病菌/霉菌生长
化学性:无 物理性:异物/杂质
A8 均质
生物性:致病菌 化学性:无 物理性:无
A9
UHT 杀菌
生物性:致病菌 化学性:无 物理性:无
C1 空瓶 验收
生物性:无 化学性:无 物理性:无
C2 空瓶 输送
生物性:致病菌 化学性:无 物理性:无
C3 洗瓶 消毒
生物性:致病菌 化学性:余氯残留 物理性:无
A2 原料储存:验收入仓的原料进行定位放置并标识清楚,严格执行使用期限要求。
A3 领料/主剂确认 CCP1:领料及投料时认真核对各主剂名称及数/重量。
A4 调理:调理作业人员从高速搅拌机投入白砂糖,稳定剂等,在投料口设不锈钢网防止塑料制 品及绳线等杂物混入搅拌机,按产品生产工艺对原料进行溶解、混合确保全部投入后送至装 有定量装置的调配桶。现场主管须对每桶配料做确认,品管课品管员对每桶料液检测 PH 值、 糖度、酸度,保证产品稳定,并留有书面记录。
使用方法
开盖直接饮用
预期用途
饮用
标签说明
品名、公司、标志、规格、配料等内容
特殊标识
无
核 准
审 核
起 草
HACCP 小组
HACCP 计划-含乳饮料
二、 含乳饮料工艺流程图
现场确认时间:
A1原料验收
(白砂糖、主剂)
现场确认人:
A2原料储存
A3领料/主剂确认 CCP1
(RO水)
B 水处理
A4调理 (倒糖、溶糖、溶主剂)
3ppm。 E1 标签验收:按规定进行标签验收。 E2 标签储存:安全、卫生、无污染。 A16 套标:用检验合格的标签,经专人操作的自动套标机套标,注意剔除套标不良之产品。 A17 灯检:剔除套标不良产品。 F1 包材验收:包装材料为纸箱,按规定进行纸箱验收。 F2 包材储存:避免受潮,积灰。 A18 包装入库:用检验合格的纸箱经专人操作的自动包装机,用热熔胶粘合,并用油墨喷印号码
含乳饮料工艺(谷风研究)
技术研究
5
(3)糖
通常使用白砂糖,也可使用葡萄糖、果糖以及果
葡糖浆。但由于除白砂糖外的其他糖类在加热时 pH值下降得较多,咖啡乳中的蛋白质胶粒会因 此出现沉淀,所以生产厂家在咖啡乳生产中多只 使用白砂糖。
最常见的品种有: 咖啡乳饮料 可可乳饮料 果汁 乳饮料
技术研究
3
技术研究
4
(二)工艺要点
1.原料
(1)乳制品。乳制品可使用鲜乳、炼乳、加糖 炼乳、全脂或脱脂乳粉等,单独或合用均可。 (2)咖啡豆。咖啡豆以罗伯斯特咖啡豆为主, 配以风味优良的巴西豆和哥伦比亚豆。国内海南 省、云南省的咖啡豆品质也十分优秀。 咖啡乳饮料一般用的是生咖啡豆。焙炒程度可
技术研究
12
(1)活菌进入人体内,如其具有繁殖能力即残
存活菌体,那么它所产生的物质在肠内可发挥作
用,抑制有害菌群。
(2)活菌进入人体内,被胃酸、胆汁肠液杀死,
其菌体成分可被小肠吸收,能增强机体免疫能力
并有保护肝脏的功能。
(3)乳酸发酵所产生的有效物质如乳酸可减轻
胃酸分泌,抑制肠道物质腐败。另外,乳酸与C
糖类、酸味剂、果汁、可可、咖啡等配料制而成 的液体制品,其成品蛋白质含量不低于0.7% ( m/v )。 乳酸菌类饮料是以鲜乳或乳制品为原料,用乳
酸菌培养发酵后,加入水、糖类等配料调制而成 的液状制品,其成品蛋技术白研究质含量不低于0.72%
第二节 乳 饮 料
乳饮料是以牛乳为主要原料 再配以其他风味物质而制成的饮 料。
a2+形成的乳酸钙可促进钙质吸收,还有乳酸发
酵中产生的 胨、肽可促进肝功能和肠液分泌。
含乳饮料的作业指导书
含乳饮料的作业指导书一、引言含乳饮料是一种以牛奶、豆浆或其他植物性乳制品为基础的饮品,在市场上越来越受到消费者的喜爱。
本作业指导书将为学生提供有关制作含乳饮料的详细指导。
二、材料准备制作含乳饮料所需的材料包括:1. 乳制品:牛奶、豆浆或其他植物性乳制品;2. 甜味剂:糖、蜂蜜或其他人工甜味剂;3. 添加剂:果酱、水果、巧克力或其他风味物质。
三、工具准备制作含乳饮料所需的工具包括:1. 搅拌器或搅拌棒;2. 量杯或勺;3. 碗或搅拌盆;4. 筛网或过滤器;5. 杯子或瓶子。
四、步骤指导1. 准备杯子或瓶子,用开水冲洗并晾干,确保卫生;2. 准备所需的乳制品,根据配方需求,量取适量的牛奶、豆浆或其他植物性乳制品;3. 将乳制品倒入碗或搅拌盆中;4. 根据个人口味,添加适量的甜味剂,如糖、蜂蜜或其他人工甜味剂;5. 若希望增添风味,可以添加适量的果酱、水果、巧克力等;6. 使用搅拌器或搅拌棒,将材料充分搅拌混合,直到呈现均一的浓稠液体;7. 将混合好的液体过滤,使用筛网或过滤器去掉杂质;8. 将过滤后的液体倒入准备好的杯子或瓶子中;9. 如需保鲜,可以放入冰箱冷藏。
五、注意事项1. 在制作过程中,要注意卫生,确保所有工具和材料都是干净的;2. 搅拌过程中要均匀、用力,确保各种材料充分混合;3. 如添加果酱、水果等,要注意杂质的去除,以确保口感;4. 学生在制作时要注意安全,避免发生意外。
六、常见问题解答1. 问:我可以使用低脂牛奶吗?答:可以,根据个人喜好选择适合的乳制品;2. 问:可以使用人工甜味剂吗?答:可以,根据个人口味需求选择适合的甜味剂;3. 问:可以添加饮料以外的其他添加剂吗?答:可以,根据个人创意选择适合的添加剂。
七、总结本作业指导书为学生提供了制作含乳饮料的详细指导。
通过遵循步骤指导,学生可以轻松制作出口感丰富、美味可口的含乳饮料。
希望本指导书能够帮助学生们更好地掌握含乳饮料的制作技巧,并在实践中发挥自己的创造力。
第八章 含乳饮料(修改稿)
酒精试验过程中,两种液体必须等量混合, 两种液体的温度应保持在10℃以下,混合 时化合热会使温度升高5~8℃,否则会使 检验的误差明显增大。
(4)热稳定性试验(煮沸试验) 煮沸试验能有效地检出高酸度乳和混 有高酸度的乳。 将牛乳(取5~10毫升乳于试管中)置 于沸水中或酒精灯上加热5分钟,如果加 热煮沸时有絮状或凝固现象发生,则表示 乳已不是新鲜的、酸度在20°T以上、或 混有高酸度乳、初乳等。
2.1 巴氏杀菌乳
2.1.1 ቤተ መጻሕፍቲ ባይዱ念
巴氏杀菌奶国家标准 (GB5408-1999)
巴氏杀菌: 指杀死引起人类疾病的所有病原微 生物及最大限度破坏腐败菌和乳中酶的 一种加热方法,以确保其安全性。
巴氏杀菌乳: 只能以生鲜牛乳或羊乳为原料,经净 化、均质、巴氏杀菌等处理,以流体鲜乳 状态用瓶装或其他形式的小包装,直接供 应消费者饮用的商品乳。
二、 严格实行液态奶标识制度 生产企业要按照有关法律法规和国办有关规定,严格实 行液态奶标识制度。 (一)用复原乳作原料生产液态奶的,要严格按照《国务 院办公厅关于加强液态奶生产经营管理的通知》(国办发 明电[2005]24号)要求,标注“复原乳”,并在产品 配料表中如实标注复原乳所占原料比例。 (二)以生鲜牛乳为原料,经巴氏杀菌处理的巴士杀菌乳 标“鲜牛奶/乳”。 (三)以生鲜牛乳为原料,不添加辅料,经瞬时高温灭菌 处理的超高温灭菌乳标“纯牛奶/乳”。 (四)自2008年1月1日起,生产企业必须在巴氏杀菌 乳和超高温灭菌乳包装主要展示面上紧邻产品名称的位置, 使用不小于产品名称字号且字体高度不小于主要展示面高 度五分之一的汉字分别标注“鲜牛奶/乳”和“纯牛奶/ 乳”。 (五)鉴于部分加工企业原标签存有库存,为减少企业损 失,经申报核准后,可适当延长原标签的使用期限,原标 签使用截止日期为2008年10月31日。
含乳饮料加工

1、加工要点
3. 后杀菌:灌装后采用95-98℃、2030min的杀菌条件,然后冷却。 4. 果蔬汁预处理:在制作果蔬乳酸菌 饮料时,要首先对果蔬汁进行加热 处理后打浆或取汁,再与杀菌后的 原料乳混合。
2、质量控制
1. 沉淀:沉淀是乳酸菌饮料最常见的质量问题。乳蛋白 中80%为酪蛋白,其等电点为4.6。乳酸菌饮料的pH在 3.8-4.2左右,此时,酪蛋白处于高度不稳定状态。为 了防止产生沉淀应该注意均质和添加亲水性和乳化性 较高的稳定剂。 2. 脂肪上浮:在采用全脂乳或脱脂不充分的脱脂乳作原 料时由于均质处理不当等原因引起脂肪上浮,应改进 均质条件,同时可选用乳化度高的乳化剂。 3.果蔬料的质量控制:加入一些果蔬原料时,这些物料 本身的质量或配制饮料时预处理不当,使饮料在保存 过程中引起感官质量的不稳定,如饮料变色、褪色、 出现沉淀、污染杂菌等。
奶 粉
热 水 溶 解
工艺流程 均
水 合 质 、 巴 氏 杀 菌
水、香精、柠 檬酸等辅料
冷 却
接 种 发 酵冷Βιβλιοθήκη 却配 料 糖、稳定 剂溶解
均 质
灌 装 (含活乳酸菌) 超高温杀菌 杀 菌
冷藏 销售 无菌灌 装 热 灌 装
常温销售 常温销售
1、加工要点
( 1 ) 配方及混合调配:先将白砂糖、稳 定剂、乳化剂与螯合剂等一起拌和均匀, 加入70~80℃的热水中充分溶解,经杀 菌、冷却后,同果汁、酸味剂一起与发 酵乳混合并搅拌,最后加入香精等。 ( 2 ) 均质:乳酸菌饮料较适宜的均质压 力为20-25MPa,温度53℃左右。
二、酸性含乳饮料
酸性含乳饮料包括调配型和发酵型两种。 调配型酸性含乳饮料是指用乳酸、柠檬酸
或果汁将乳的pH调整到酪蛋白的等电点 (pH4.6)以下而制成的一种乳饮料。根据 国家标准,蛋白质含量应大于1%。 发酵型酸性含乳饮料(乳酸菌饮料,QB/T 1552-92):分为活性乳酸菌饮料及非分为 活性乳酸菌饮料两类。
含乳饮料加工作业指导书_OK
2 游标读数值为0.05mm的游标卡尺
• 图2-5 (c)所示,主尺每小格1mm,当两爪合并时, 游标上的20格刚好等于主尺的39mm,则
游标每格间距=39mm÷20=1.95mm
主尺2格间距与游标1格间距相差=21.95=0.05(mm)
• 0.05mm即为此种游标卡尺的最小读数值。同理, 也有用游标上的20格刚好等于主尺上的19mm,其 读数原理不变。
浙江鑫鼎盛实业有限公司
三大量具的使用方法
质量部:杨晓好 2008年2月25日
1
第一章 游标读数量具
• 应用游标读数原理制成的量具有;游标卡尺, 高度游标卡尺、深度游标卡尺、游标量角尺(如 万能量角尺)和齿厚游标卡尺等,用以测量零件 的外径、内径、长度、宽度,厚度、高度、深 度、角度以及齿轮的齿厚等,应用范围非常广 泛。
• 在图2―5(d)中,游标零线在32mm与33mm之间, 游标上的第11格刻线与主尺刻线对准。所以,被 测尺寸的整数部分为32mm,小数部分为 11×0.05=0.55(mm),被测尺寸为 32+0.55=32.55(mm)。
13
2 游标读数值为0.05mm的游标卡尺
图2-5 游标零位和读数举例
0.05;0.10
0~300
0.02;0.05;0.10
600~1500
0.05;0.10
0~500
0.05;0.10
800~2000
0.10
8
二 游标卡尺的读数原理和读数方法
• 游标卡尺的读数机构,是由主尺和游标(如图2―2 中的6和8)两部分组成。当活动量爪与固定量爪贴 合时,游标上的“0”刻线(简称游标零线)对准主 尺上的“0”刻线,此时量爪间的距离为“0”, 见图2―2。当尺框向右移动到某一位置时,固定 量爪与活动量爪之间的距离,就是零件的测量尺 寸,见图2―1。此时零件尺寸的整数部分,可在 游标零线左边的主尺刻线上读出来,而比1mm小 的小数部分,可借助游标读数机构来读出,现把 三种游标卡尺的读数原理和读数方法介绍如下。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图1 水粉混合器
3.可可粉的预处理 由于可可粉中含有大量的芽孢,同时含有很多颗粒, 因为保证灭菌效果和改善产品的口感,可可粉必 须先溶于热水中,制成可可浆,并经85~95℃/20~ 30min热处理后,冷却,然后加入到牛乳中。
4.稳定剂及糖的溶解 卡拉胶是悬浮可可粉颗粒的最佳稳定剂,这是因为一方面 它能与牛乳蛋白相结合形成网状结构,另一方面它能形成 水凝胶。 稳定剂的溶解方法一般为:①在高速搅拌(2500~ 3000r/min)下,将稳定剂缓慢地加入冷水中溶解或将稳定 剂溶于80℃左右的热水中;②将稳定剂与一定质量的糖干 混均匀,然后在正常的搅拌速度下加入到80~90℃的热水 中溶解;③将稳定剂在正常的搅拌速度下加入到饱和糖溶 液中(因为在正常的搅拌情况下它可均匀地分散于溶液 中)。生产中一般将稳定剂与其质量10倍的糖混合,然后 在80~90℃的软化水中充分溶解。再将剩余的糖溶解于热 水中,煮沸15~20min,经过滤后加入到原料乳中(产品配 方设计中应考虑到糖处理时的加水量)。
含乳饮料的操作要点
操作要点 原料可采用鲜牛乳,或是乳粉。 1.原料乳 原料乳符合标准后才能用于风味乳饮料的生产。国内 一般采用全脂乳粉来生产风味乳饮料。若采用乳粉还 原来生产风味乳饮料,乳粉也必须符合标准后方可使 用;同时还应采用合适的设备来进行乳粉的还原。
2.乳粉的还原 通过乳粉还原设备将乳粉还原。应将水加热到50~ 60℃并在高速搅拌下以将乳粉溶解完全,然后在静 止状态下使乳液保持20~30min,让其充分吸水还原。 待原料乳检验完毕或乳粉还原后,先进行巴氏杀菌, 同时将乳液冷却至4℃。生产中常以水粉混合器对乳 粉进行还原,水粉混合器如图1所示。
7.冷却 为保证加入的稳定剂如卡拉胶起到应有的作用, 在灭菌后应迅速将产品冷却至25℃以下。
5.配料 将所有的原辅料加入到配料缸中,低速搅拌15~ 25min,以保证所有的物料混合均匀,尤其是稳定 剂溶液能均匀地分散于乳中。
6.灭菌 对于超高温灭菌的巧克力乳饮料,常采用139℃~142℃, 4s的灭菌方式来灭菌。而二次灭菌的巧克力乳饮料一般 先采用135℃~137℃,2s~3s的超高温灭菌,在灌装后再 进行115℃~120℃,15min~20min的灭菌,最后冷却到 25℃温度以下。 通常超高温灭菌系统中都有脱气和均质处理装置。脱气 一般放在均质前,均质可放在灭菌前(顺流均质),也 可放在灭菌后(逆流均质)。脱气后含乳饮料的温度一 般为70~75℃,此时再进行均质,通常采用两段均质工 艺,压力分别为20MPa和5MPa。