注塑机说明书-375V
注塑机操作手册

注塑机操作手册1 操作方式操作手册里面的说明可让您对HMI的面板按键及屏幕画面更熟悉。
假如找不到您要的或想寻找更多按键及屏幕画面的相关数据, 请查询操作画面的相关部份。
1.1 开关模单元的设定当您在更换模具时, 请完全依照机械厂人员所教您的方法,以避免造成人员受伤。
当模具安装完成后,请确定模具,座台及射出单元是否已调好整适当数据,以避免机器的损坏. 除此之外, 您必须确定料管是否与模具连接好及模具是否已被安全地固定好。
1。
1.1 如何调整模具厚度(直压机不使用此部份)在重新装置模具时, 使用调模按键去调整模具的厚度。
按“调模进”键来调整减少模具厚度(降低在静态模座及动态模座之间距离) 或按“调模退”键来调整增加模具厚度(增加在静态模座及动态模座之间距离)。
持续按此键,模座会连续动作.此模座将会面慢慢移动和停止。
持续按此键维持1秒以上模座将开始连续移动, 放开此键将停止模座的移动.假如您按此键并立即的放开, 此模座将慢慢的移动及停止也就是所谓“微调"。
您可以重复操作将模座移到所要求的位置.关机并安装新的模具。
当您已经安装好新的模具,请关上安全门并开机然后按调模使用键,才可使用手动调模动作。
模具更换之后,您可在托模画面中(也就是屏幕上的F2)来改变调模的速度及压力设定。
假如有必要, 您也可为新的模具设定模具数据或加载已设定好的模具数据。
当调整的数据设定完成后,再按一次调模使用键来关闭模具。
当模具关闭之后,控制器会照我们所设定的数据执行自动调模。
当自动调模已经执行完成, 所有的动作将会停止并且会发出警报声。
此时,就会退回手动的状态下。
请注意: 为了安全起见,必须先回到手动模式下,才可使用模具调整键或手动键.假如您想要使用其它的模块, 请在手动模式状态下再改变您想要的模块.假如在模具调整当中您遇上问题,请按下手动键,来为紧急重制停止动作.1.1.2 关模及如何保护模具关模可执行四段压力速度:关模快#1, 关模快#2,关模低压和关模高压。
注塑机专用伺服驱动器使用说明书
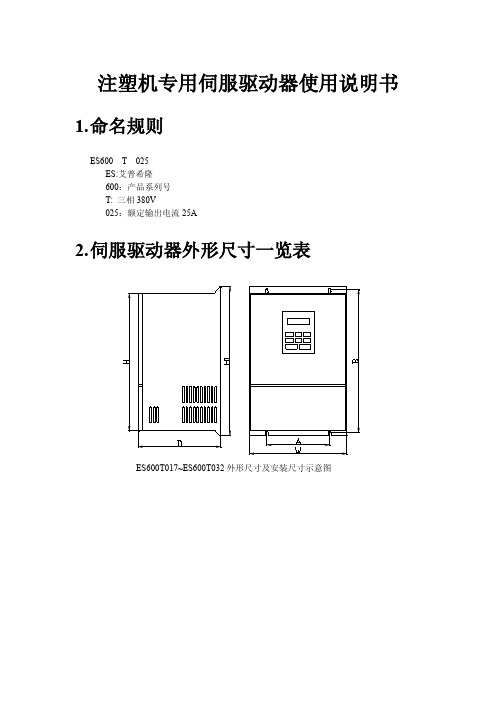
3.1 技术参数
伺服驱动器 ES600 T017 ES600T 025 ES600T 032 ES600T 037 ES600T 045 ES600T 060 ES600T 075 ES600T 091 ES600T 112
载波频率 基 本 参 数 重量 控制方式 调速比 稳速精度 过载能力 启动转矩 电压频率 功 率 电 源 电压范围 额定功率 额定输出 电流 额定输入 电流 输入端子 控 制 端 子
0.5kHz~16kHz;可根据负载特性,自动调整载波频率 7kg 1:1000 ±0.02% 150%额定电流 60S,180%额定电流 5S 0Hz/180% 三相 380VAC,50/60Hz 340~456VAC
7.5KW 11KW 15KW 18.5KW 22KW 30KW 37KW 45 KW 55 KW
ES600T017 ES600T025 ES600T032 ES600T037 ES600T045 ES600T060 ES600T075 ES600T091 ES600T112 ES600T150 ES600T175 ES600T210 ES600T260 ES600T320
安装尺寸 A 140 B 323 W 217
0~65535 0~65535 0~65535 预留 0°~359.9° 1~50 0.00Hz ~ 最 大 频 率 Pr013 50Hz~300Hz 0.0%~250.0% 最大频率Pr013 0.0~6500.0s 0.0~6500.0s 0:与当前方向一致 1:与当前方向相反 0~65535V 0~100 0.01~10.00s 0.00~Pr025 0~100 0.01~10.00s Pr022~最大频率 0:无操作 1:静态调谐 2:动态调谐
375中文说明书

© 2004艾默生过程管理。保留所有权利。
艾默生标志为艾默生电气公司的商标和服务标志。 AMS Suite设备管理组合为艾默生电气公司的商标。 罗斯蒙特和SMART FAMILY为罗斯蒙特有限公司的注册商标。 Windows为美国和其他国家微软公司的注册商标。 IrDA为红外数据协会的注册商标。 FOUNDATION为现场总线基金会的商标。 HART为HART通信基金会的注册商标。 Hitachi为Hitachi美国有限公司的注册商标。 所有其他商用标志的所有权归其各自的所有者。
正在申请美国和其他国家的专利号。
2
00375-0047-0001C.版本 C 2004 年 5 月
375 现场通讯器操作手册
目
录
第一节 简介
本手册的使用. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
开/关键. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 箭头导航键. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 回车键 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 Tab键 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 字母数字按键区 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . 4 背光调节键. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . 4 功能键. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 多功能LED. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . 5 使用触摸屏 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . 5 使用软输入面板(SIP)键盘. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 浏览375的主菜单 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . …. 5 启动HART应用. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . …. 5 启动现场总线应用. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 运行Settings菜单 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . 6 关于375 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . 6 背光 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 时钟. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 对比度.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . 6 事件捕获. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . 6 证书 . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 内存. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 电源 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 触摸屏对齐 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 返回到375主菜单. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 与PC的通信. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 与PC的IrDA通信. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . 7 PC控制方式. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 利用AMS软件包智能设备管理器传送HART组态. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 快捷升级编程工具. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
力劲注塑机使用说明书书

力劲注塑机使用说明第一章注塑机基础知识第一节、注塑机的结构“塑料注塑成型”是将热塑性塑料或热固性塑料加工成塑料制品的重要成型方法。
注塑机是进行塑料注塑成型的生产母机。
目前较先进的注塑机是通过一中央电脑系统控制、利用液压传动和机械传动原理、使塑料在熔胶筒里通过电热圈加热至熔融状态后,以高速度、高压力注入模腔里,并经冷却、开模、顶出系列动作得出塑料制品的加工方法。
注塑机的构成注塑机按注射机构及锁模机构的不同而分成四类: A. 水平锁模及水平注射;B. 水平锁模及垂直注射;C. 垂直锁模及水平注射;D. 垂直锁模及垂直注射;在以上四类中,第一类是目前较流行的一种类别,其主要结构特点为:锁模及注射动作都是水平式,塑胶模具分离是垂直式。
塑件在顶出离开模腔后可靠重力下跌。
要注意的是当生产脆性塑件可能会在产品下跌时因碰而损坏,应采用加垫弹性物或用机手取出塑件。
力劲机械有限公生产的POTENZA系列塑料成型机采用的是水平锁模及水平注射类别;其锁模构、注射机构具有如下结构特点:1.机构的结构特点:的温度,将胶粒预热熔融(塑料由胶料到熔融状态所需的热能大约40%由发热圈提供,其余60%由溶胶马达的机械能提供)。
螺杆的旋转运动是通过液压马达驱动,注射时,注射液压缸直接推动螺杆以高压(4)开模顶出制品:制品硬化定型后,打开模具,顶出制品。
(5)开模顶出制品:制品硬化定型后,打开模具,顶出制品。
3、POTENZA系列注塑机的总体结构如图图3-31.机架2.锁模装置3.电脑操作面板4.注射装置5.主电箱4.注塑机的安全装置注塑机的安全装置乃是要保证锁模运动是在关上前、后安全门以后进行,如果在锁模运动中突然打开安全门,锁模运动将自动停止。
力劲注塑机有三重安全保护装置,同时控制锁模运动。
(1)机械安全门装置:在锁模柱架的头板、中板顶面安装一套“限位尺组合件”(又称安全门机械锁),当打开前安全门时,机械锁上的挡块落下,从而阻挡中板的锁模运动。
注塑机操作手册

注塑机操作手册.txt如果你同时爱几个人,说明你年轻;如果你只爱一个人,那么,你已经老了;如果你谁也不爱,你已获得重生。
积极的人一定有一个坚持的习惯。
更多搜索:射出成型A63-I500 NRTC射出成型机操作手册弘讯科技股份有限公司目录一.操作面板使用说明:1-1.萤幕键盘:1-2.资料设定的存储:二,画面说明2-1,开机步骤:2-2,操作画面说明:2-3,开关模资料设定:三,射出/储料/射退设定:3-1.射出/保压设定:3-1-2 射出/保压切换3-1-2 射出监测及上下限3-2.储料/冷却画面说明:四,脱模/座台/调模/吹气条件设定:4-1,脱模/座台/调模资料五,中子使用说明:六,其它条件及功能选择:七,温度设定八,自动警报使用说明:九.模具读取及存储十,参数10-1 参数110-2 参数210-3 参数3十一,归零资料画面十二,版本/日期/时间设定画面十三,输出入检测十四,系统压力检测画面十五,输出/输入检测分配十六,参数表十八,机械手装设使用说明附件一:一.操作面板使用说明:1-1.萤幕键盘:键盘使用注意事项:如果设定的数字超过最大值(例如:压力140 ,流量99),游标将停止在该栏内不动,请重新输入.解决方法:请按删除键,重新输入正确资料.1-2.资料设定的存储:料栏位输入数字正确,并且满格游标会自动索引到下一个资料栏位.二,输入资料后按输入键或方向键,选择下一设定栏位.三,输入完资料后按设定键储存资料,并且回到操作状态画面.四, 更换画面,将设定的资料存入暂存模组记忆体,以确保停电时,资料不会遗失.如需将暂存的模组资料存入其它模组时请在手动状态下,使用模组储存功能来完成.键盘作为使用者与机器沟通的界面,而机器运行状态显示于操作画面中.1-3,操作按键手动键: 此键具有多项功能,除了使自动状态恢复为手动尚可做警报清除及不正常状况之清除,本即是一个还原键.半自动键 : 按下此键时,机器处于自动循环,每一循环开始,均需开关安全门一次,才能继续下一个循环.电眼自动键 : 按下此键时,机器处于自动循环,唯每一个循环结束时,于4秒内检查成品是否有掉落通过检出电眼,若无,代表成品还留在模内;此时,机器停止警报动作.荧幕将显示"脱模失败".时间自动键 : 按下此键时,机器进入全自动循环,除非有警报发生,否则机器在循环结束后,即进行下一个循环.(此时检出电眼自动失效)注:凡由手动状态按下自动键转入自动操作时,均需开关安全门一次,确保模内无异物,才进行关模.调模使用:本键提供两项功能,按第一次为粗调模,荧幕显示由手动切换为粗调模,在此状态下,调模进退才能动作,同时为了方便及安全装设模具,此时操作开关模,射出,储料,射退,座台进退的压力速度均使用内设的低压慢速,运动中也不随着位置变化而变换压力速度,但开模,储料及射退会随位置到达而停止,因此在装设模具时,请务必使用粗调模.按第二此时为自动调模,在操作者将模具装好后,设定好开关模所需的压力,速度,位置等参数后,可使用自动调模,当安全门关上后,电脑会依所设定的关模高压自动的调整模厚,直至所设定的高压与实际压模压力一致才完成,当所有制听到警报一响,既是自动调模完成,可以准备下一步骤了.如要恢复手动,直接按下手动键即可,但注意于调模状态下是无法进入自动状态的,需恢复为手动才可以.1-4,操作模式按键开模键: 于手动状态下,按此键会依设定资料进行开模,若有设定中子动作,则会连锁进行设定的动作,手放开此键则开模停止.关模键: 于手动状态下关上安全门,按此键既会依设定资料进行关模,若有设定中子动作,则会连锁进行设定的动作,有设定机械手,则机械手须复归,托模在前会自动退回,放开此键则关模动作停止.射胶键: 于手动状态下,当温度开关"ON",料管温度已到达设定值,且预温时间已到,按此键则进行射出,中途会依所设定值而分段进入保压,最后为保压末段的压力及速度,放开此键则停止射出.倒索键: 射退启动条件与射出相同,当射出位置在射退终之前,按此键则做射退动作,手放开即停止.托模退: 当托模离开后退限位开关,按下此键则会将托模退回后退限位开关上.托模近: 托模近动作必须在开模终的位置上,且中子均已退回,托模次数有设定前进及后退限位开关正常,按此键,会按照托模次数作连续作动作.座台近: 于手动下,任何位置座近均可动作,可是当座近接触座近终时,会转换为慢速前进,以防止射嘴与模具的撞击,以便达到保护模具的效果.座台退: 于手动下,按此键,则进行座台退,接触座退终亦不停止,以方便使用者清洗料管或装设模具.熔胶键: 于手动状态下,储料启动条件与射出相同,当射出位置在储料终之前时,按下此键即放开,本键会自动保持至储料完成,若于中途要停止该动作,再按一次即可.自动清料: 操作者若欲清除料管中的残料时,按下此键根据储料页中设定的清料次数和储料时间做自动清料的动作.吹气: 吹气功能选用,于手动下按下公模吹气键,可于开关模的任何位置依设定的吹气时间进行吹气.润滑: 手动状态下按下此键,则可使润滑油泵浦打开.马达开: 于手动下,按此键则油泵浦马达运转,再按一次则油泵浦马达停止,自动时此键无效,状态显示画面会显示马达图形.电热开关: 于手动下按此键后,料管会开始送温,欲关掉电热仅再按一次即可(自动时此键无效),状态显示画面会显示电热图形.1-5,模具调整按键调模近: 当处于粗调模下,按下此键,刚开始时调模会往前进一个,此处可做为微动调模,则依手按的次数而决定调模前进的距离,若手按着不放于一秒钟后,调模一直往前进做长距离的调整,而当手放开时即停止.调模退: 动作方式同上,仅方向相反,此调模是往后退的,当退到极限开关处时,将会停止调退动作,以避免危险.中子A近中子A退: 中子A功能选用,于手动下按下近或退键,可于开关模的任何位置,依设定之压力速度时间等条件进行中子A进退.中子B近中子B退: 中子B功能选用,于手动下按下近或退键,可于开关模的任何位置,依设定之压力速度时间等条件进行中子B进退.二,画面说明2-1,开机步骤:打开机器电源,萤幕显示机器厂商资料,画面如下:此时请按数字键或画面选择键,进入操作画面,机械进入手动状态,等待下一动作.2-2,操作画面说明:注:如果想要把开模数归零,请在其它画面下于手动时选择开模数归零选择 1 键,再按下输入键即可.液晶的亮度可以在主画面时,由面板上下键来调节,按向上键液晶亮度变亮,按向下键亮度变暗,数据可以由主画面上的数值体现.2-3,开关模资料设定:按开关模键设定以下资料,请先按下调模使用(于粗调模状态下)…关模快速: 设定关模启始快速.关模低压: 设定关模低压段.关模高压: 设定关模高压段.开模#1慢: 开模的启始慢速.开模快速: 设定开模启始快速.开模#2慢: 开模的最终慢速.以下是位置设定参考:0.4mm为模具膨胀因素,以弥补冷热模时的差异.三,射出/储料/射退设定:3-1.射出/保压设定:请按射出键入以下画面介绍至此,举例说明;若想更改或检查射出等资料,请按下射出键择射出画面,设定游标便会显示于第一项资料中.例如:射出画面如下,若射出压力原为50kg/cm ,速度为50% ,欲提高为80kg/cm ,速度为90%. 射出画面出现后,可在射出一压力栏位内直接输入设定的数值80,输入数字后离开该栏位或再按输入键确认.此时按下右键同法设定射出一流量为90.(当资料栏位输入的数字已满并且正确,会自动跳到下一个资料栏位)3-1-1 .射出成型条件设定:3-1-2 射出/保压切换当射出开始时,同时射出计时也同时计算位置,依照原料之流动性不同,如果流动性较佳,则射出位置比计时先到达保压之切换点则射出完成进入保压,未到达的计时则不再计时直接进入保压,如果流动性较差,则计时完成而射出位置还未到达切换点,一样不等位置到达,直接进入保压.因此使用上须注意以下几点:1. 原料流动性较平均:可在测得保压点后,再射出时间加几秒,以使为补偿.2. 原料流动性较佳: 譬如混合次料,射出较不稳定以使用计时较佳,将保压切换点减小,以计时来控制.3. 原料流动性较差: 以位置来控制保压点较佳,将计时加长,使射出位置计时到达保压点. ※注:保压切换点即模内成型已达95%,射出位置已难再前进,数字变换很慢,必须变换压力使成品完全成型,该位置可在操作画面观察到,设定在射出三段终.3-1-2 射出监测及上下限当整个行程结束,在转为储料的一瞬间,该射出的最后停止位置,也就是残料的长度,是我们拿来判断该模成品是否良好的依据,称之为射出监测点,同时每模成品都有些许误差,为了给一个可容许的误差,我们以检监点为基准,设定了上限及下限,形成了一个范围,结束时未到达上限的,我们视为射出不足或料头阻塞,超过下限的,我们视为溢料或储料不足,如此在成品未开模前我们即可得知该模为良品,可作为事先之准备.下限(-50) 上限(+50)0 50 100 150射出监测点,在自动开始第10模时,电脑自动输入,可不必设定,至于上下限,可以以下列方式求得.例如:在成品已成型良好的状况下,连续记录20模的成品都是好的,我们取其中误差最大的两模做为上下限.3-2.储料/冷却画面说明:射出键按两次即进入射出第二页,为储料射退等资料冷却计时:冷却计时与储料同时计时,如果储料时间大于冷却计时的时候,无法在操作画面的动作显示部分看到冷却计时.储前冷却:射出完成之后先做冷却计时,再作储料动作,适合发泡材料时使用.射退模式:若设定为1,则射退的动作需等待冷却动作的完成之后才射退,若不选保持为原来的0,则为一般标准动作在储料之后动作.储料 #1:设定储料一次,压力,速度和终止位置.储料 #2:设定储料二次,压力,速度和终止位置.射退:射退可设定压力速度,其终止位置,若不用射退动作其终止位置设定与储料二终止位置相同.自动清料计数/计时:自动清料的功能为更换塑料时使用,计数是料管内的塑料作几次清料的射出,计时是螺杆旋转的计时(即落料计时).四,脱模/座台/调模/吹气条件设定:4-1,脱模/座台/调模资料按托模键可设定以下资料托模方式共有3种可以选择:0=停留:固定使用于半自动(即使按下全自动按键仍为半自动控制及显示),当托进到达前进限时停止,等待下一模开始时才后退.1=定次托:按设定次数做托模进和托模退动作,最后一次退回到托退终.2=震动脱:托进在前端做快速震动使成品脱落,震动距离通常由时间控制.托模次数:托模进退所需的次数.当次数设定为0时,脱模功能不使用.调模设定:调模的慢速是作为托模进,退启动的速度使用,一旦调模盘开始计数后,则转换为快速动作,至于计数电脑将自动计算,无须设定.座台设定:压力:设定座台前进后退的油压压力.速度:设定适合的座台活动速度,在座台快速前进直到到达终止位置,然后座台前进会转成慢速动作,直到慢速计时完成.(座台进的慢速动作其压力,流量,动作时间在参数内设定)公母模吹气:本机提供固定及活动模板吹气(选用),可做公模及母模分别吹气,以位置控制动作点,时间计时吹气延迟时间,若托模以完毕,须等待吹气完成,才能关模.利用此一功能可使用在需要吹气托模的模具上.延迟计时表示自开模动作开始后多久才吹气.即延时计时到达,吹气动作开始,吹气长短由计时栏控制.五,中子使用说明:本机电路附有标准A,B两组中子(含二组绞牙),使用前请先确模具的配备及方式如何,在设定功能选择.请按中子键进入以下画面:再按中子键一次进入中子B画面:模板位置:显示模板现在位置.中子即是抽心插心或抽芯插芯动作,也就是模具需于关模进程中,用油压缸将芯心插入模内以待射出,而在开模行程中将芯心抽出回复原状,此功能多半使用于成品需中空的模具.在自动状态中射出与中子是同时迫近以防中子因射出而收缩,所以中子与绞牙不可混用.绞牙是指成品需加工有牙纹的,配合油压马达做旋转的定位控制.但在选用以上功能时,请检查机器有无配属相关的油路开关,因为此功能乃非标准配备.中子设定:电脑最多提供三组中子控制,但须依您机器油路配备而定,每组中子皆可依您要求分开设定压力,速度,动作时间,动作位置.A组功能/控制: 使用第一组参数(功能)来选择动作模式,使用第二组参数(控制)来选择动作方式.B组功能/控制: 使用第一组参数(功能)来选择动作模式,使用第二组参数(控制)来选择动作方式.功能: 选择中子模式,是一般的抽心插心动作,选择绞牙模式是指成品需要加工有牙纹.控制: 若选用中子模式,可选用行程控制或时间控制,若选绞牙模式可选用行程控制,时间控制,计数控制.1.行程控制: 中子动作的移动利用行程开关来做终点位置确认,在生产周期中等待到达动作位置,中子将会动作到接触行程开关,若行程开关未接触到,那机器便会停止.2.时间控制: 利用设定时间来控制中子进退,在生产周期中,到达中子动作位置,若中子动作以时间设定,则中子动作不是利用行程开关控制而是时间,所以时间控制不会有行程开关的保护功能.3.计数控制: 利用设定旋转齿数来控制绞牙动作,使用此功能必须在绞牙转动的齿轮上加装感应开关来计算所旋转的齿数. 此方式来绞牙,其控制标准度比时间方式高,只有使用A组中子来做绞牙动作,其在关模终点有第二次绞牙退动作,且只有使用计数控制才有第二次绞牙退动作.六,其它条件及功能选择:按下其它键出现画面如下:再循环延迟:每一循环开始结束在关模之前的延迟时间.开模总数: 成品总计数设定,设定0为不使用.开模数到达后,机器会警报通知.开模数归零: 设为1时操作画面的开模数会清为0.开模装数: 成品单位数达到时,会立即显示报警提醒用户可装箱,报警提示一下机器非正常动作.关模快速: 关模差劲使用时可配合机械油路使锁模加快.开模座退: 座台活动设定可选择储料后或冷却后开模前座退.或是设定为0,在自动循环中不座退.安全门自动:若机器上有装设自动安全门系统,则此处须设定为1,否则手动安全门开关失效. 机械手:机台使机械手时请设定为1.畜压器:氦气辅助射出,机器若有此功能,请设定为1.七,温度设定按温度键可设定以下资料本机采模糊式(FUZZY)温度控制,当温度开关打开后,加温状态会显示在画面中状态栏位(现在温度的左侧).温度状态显示说明空白:电热开启且实际温度在所设定温度上下限之内.1 :电热关闭且实际温度在所设定温度上下限之内.:电热开启且实际温度不在所设定温度上下限之内.3 :电热关闭且实际温度不在所设定温度上下限之内.现在温度异常显示777:表示电源中断.888:表示温度感应线断.999:表示温度超过最大值.自动加温设定24小时加温: 为自动加温控制,若设定1,在加温时间到达电脑会自动开电热(但电脑电源不可关掉).加温时间: 指电脑自动开电电热时间.八,自动警报使用说明:按其它键两次出现警报设定画面如下:警报说明全程计时:当警报状态为1时,表示已进入自动监测的状态;若右侧的全程计时超过左侧的上限值,则会进入"全程未定时完成"警报.关模低压:当当警报状态为1时,表示已进入自动监测的状态;若右侧的低压计时超过左侧的低压上限值,则会进入"开模未到定位"警报,并且自动退模.开模高压:当警报状态为1时,表示已进入自动检测的状态;若右侧的高压计时超过左侧的高压上限值,则会进入"关模未到定位"警报,并且自动退模.储料计时:当警报状态为1时,表示已进入自动检测的状态;若右侧的储料计时超过左侧的上限值,则会进入"储料未定时完成"警报.射出监控:当警报状态为1时,表示已进入自动检测的状态;若右侧的射出完位置与在左侧的值差不在监控容许范围内则会进入"射出监控失败"警报.射出监控:+/-这是自动监控的容许范围值,愈小愈能控制成品的良品!本机采用最新式自动警报设定,电脑于自动循环时会自行读取实际的行程计时,使用不必设定,当某一动作时间超过计时,则自动发出警报,以提醒使用者排除,使用方法如下列:刚开始生产成品还未稳定,此时自动警报未开,但使用电脑内部参数作为警报计时,超过该时间仍会进警报,惟时间较长,较不精确.自行修改自动警报内任一项目计时,必须于自动警报为1时,即警报开状况下设定资料才有效,若一开机既设定资料,则电脑在第十模读取实际时候,会将原设定资料清除.九.模具读取及存储读取与存取模具的画面靠模号键切换.在更改模具前,请先确认是否要存储该模具资料.十,参数10-1 参数1按检测键一次,输入密码再按ENTER后即进入.10-2 参数2按键一次进入画面.10-3 参数3再按键一次进入画面.请参考操作手册的参数指引页内有列表参数和说明十一,归零资料画面1.请再按键一次即进入归零画面:因为更换位置尺或某些机械零件修改,所以须重新校正归零(只能在手动状态下)2. 请再按键一次即进入组态画面:此画面可更改主机部分代码.十二,版本/日期/时间设定画面选择后按 I 键,即进入系统说明画面:12-1版本资讯再按键一次进入版本资讯画面.维修人员可经由此记录了解系统资料及机型,方便日后联络时使用.12-3 睡眠模式再按键一次进入睡眠模式画面.根据您的设定资料来保护LCD画面并且增长其使用寿命.显示控制:可选择画面显示的字为白色或黑色.中英切换:选择您要的语言.十三,输出入检测13-1 输出检测画面(PB)可经由此画面来确认控制器是否有接收到相对应的输入讯号,若在机器运转中遇到INPUT信号有问题,可经由此画面来确认控制器是否有接收到相对应输入信号.在您在确认PB信号前显示1代表输入正常,若显示0代表输入信号未收到.假如I/O板的INPUT信号故障,可用PB-A 解决PCB板故障问题.操作方式请参考输出入检测分配画面,在输入检测画面中,提供您所有输入信号的定义点.13-2 输入检测画面 (PC)选择您要输出的阀,然后输入1,来确认控制器输出信号有没有送到您指定的电磁阀上,加使输出板故障,可用PC-A分配来解PCB板故障问题,操作方式,请参考输出入点的分配画面.假如您需关掉测试点,请输入0,来终止output测试.十四,系统压力检测画面十五,输出/输入检测分配15-1 输入检测(PB)分配假若PCB板故障,您可以将故障点转换到未使用的输入点上.15-2 输出检测(PC)分配假若PCB板故障,您可以将故障点转换到未使用的输出点上.十六,参数表16-1参数1NO.关模关模初Ramp最大值时—最初的压力/速度上升时间最大值1关模压力Ramp—关模压力上升斜率时间2关模流量Ramp—关模速度上升斜率时间3关模装模压力—粗调时关模压力4关模装模流量—粗调时关模速度5自调模关模低压计时—自动调模第一次关模计时6关模低压延迟进计时—关模低压压力,速度延迟送关模低压阀延迟计时—关模低压阀延迟送8关模高压阀延迟计时—关模高压阀延迟送9关模高压延迟进计时—关模高压压力,速度延迟送NO.开关模关模高压保持计时—关模完,保持阀,压力,速度,延迟切1关模完阀切计时—关模完,关模阀延迟切2关模差动阀延迟开计时3开模位置有效区—在开模有效区,允许中子和脱模动作4开模快速压力Ramp5开模快速流量Ramp6789NO.开模开模压力Ramp—开模压力上升斜率时间1开模流量Ramp—开模速度上升斜率时间2开模快速#2慢压力Ramp—开模快速转开模#2慢压力.下降斜率时间3开模快速#2慢流量Ramp—开模快速转开模#2慢速度.下降斜率时间4开模装模压力—粗调时开模压力5开模装模流量—粗调时开模速度6开模泄压计时—开模前泄压计时7开模#1慢低压阀延迟送—开模一慢PC22阀延迟送8开模完延迟计时—开模完,压力速度延迟切开模完延迟切阀计时—开模完,阀延迟切NO.D/AD/A输出值有增减设定为1-选择1,不依照程式内设压力曲线,使用下列参考数值来送压力曲线10kg(0%)D/A输出值—请用%来对压力曲线输入所需要的压力值210kg(7%)D/A输出值—请用%来对压力曲线输入所需要的压力值320kg(14%)D/A输出值—请用%来对压力曲线输入所需要的压力值430kg(21%)D/A输出值—请用%来对压力曲线输入所需要的压力值555kg(39%)D/A输出值—请用%来对压力曲线输入所需要的压力值685kg(61%)D/A输出值—请用%来对压力曲线输入所需要的压力值7120kg(86%)D/A输出值—请用%来对压力曲线输入所需要的压力值8140kg(100%)D/A输出值—请用%来对压力曲线输入所需要的压力值9NO.D/A流量D/A值有增减设定为1-选择1,不依照程式内设流量曲线,使用下列参考数值来送流量曲线1流量(0%)D/A输出值—请用%来对流量曲线输入所需要的流量值2流量(7%)D/A输出值—请用%来对流量曲线输入所需要的流量值3流量(14%)D/A输出值—请用%来对流量曲线输入所需要的流量值4流量(21%)D/A输出值—请用%来对流量曲线输入所需要的流量值5流量(39%)D/A输出值—请用%来对流量曲线输入所需要的流量值6流量(61%)D/A输出值—请用%来对流量曲线输入所需要的流量值7流量(86%)D/A输出值—请用%来对流量曲线输入所需要的流量值8。
注塑机使用操作规范(范本)
注塑机使用操作规范注塑机使用操作规范一、目的:规范注塑机的使用方法,合理使用注塑机。
二、范围:公司注塑机CJ80/180M3V。
三、定义:保压:为防止塑料收缩而在射胶结束后给注塑制件的一个补充压力,其时间取决材料的收缩性背压:是指螺杆转动把塑化熔料推向螺杆头前部,而螺杆头部的熔料又同时对螺杆头部所给予的一个反作用力。
注射速度:在注射过程中螺杆向前推进的速度注射压力:在注射过程中螺杆头部对熔融塑料所施加的压力四、内容:1开关机顺序及注意事项:总电源-►注塑机电源-►设定温度-►恒温30分钟一啪动油泵1.1注塑机预热到设定温度后必须恒温30分钟后方可进行“熔胶、射胶”等螺杆动作,有以因螺筒内已冷却塑料未完成熔融而造成螺杆断裂或油泵损坏;1.2使用中如发生任何意外或错误时,首先应按下红色凸起紧急制动按钮,紧急关闭总电源;1.3启动油泵前必须确保后安全门已关闭;1.4检查模具是否坚固、机械锁各行程开关等正常。
1.5关机时顺序相反,但要注意关机前必须先用低熔点材料PP将料筒清洗干净后方可停机降温。
2样品制品操作流程及常用功能键设定:「一锁模一射台前移一项寸胶/保JS ;2.1正确设置开、锁模:2. 2射台前进、后退2. 2.1操作时严禁在开模的情况下直接用射嘴撞击定模板,以防止定板由于受压变形以及水口受压变形造成脱模不利。
3. 2.2射台前进速度、压力W20% 2.3射胶、保压2. 3.1射胶一段位置>二段>三段>四段>五段(Omm); 3. 3.2射胶一段位置V 熔胶二段位置; 4. 3.3保压时间取决于浇口冷却的时间;2.3.4保压压力应略低于射胶压力以免因过高的保压压力造成制品产生取向应力。
2.4冷却时间及熔胶速度压力2.4.1冷却时间要充足以保证制件脱模后不会变形;2.4.2熔胶压力的调节对注塑制品的塑化质量与生产效率影响较大,对于热敏性材料PVC 、POM 及其它改性阻燃产品应采用较小的塑化压力、速度;对于热稳定性好的材料PE 、PP 、PS 等可采用较高的塑化压力 2.5背压压力的设定参照注塑机尾部背压压力表指数手动旋转背压阀进行调节,本机背压范围0-4MPa (见下页)顶出制品冷却/熔胶开模射台后移A2.6调模:2.6.1因现在模具种类繁多且厚度不一致,使得每次更换模具后都必须进行调模以防止制品因模具间隙过大而出现的飞边、粘模等。
注塑机操作说明书ppt课件

ppt精选版
19
FANUC ROBOSHOT S-2000i
第二章:FANUC成型机的設定方法
ppt精选版
20
FANUC成型机的設定方法
一﹒射出﹐計量畫面的設定方法﹒ 1﹒射出段數的設定方法
射出段數的設定要考慮到成型品的形狀﹒ ★ 如果設定射出段數1段(速度1段)能夠取得好的成型品﹐則說明射出1 段是理想的﹒
FANUC ROBOSHOT S-2000i
第一章:電動注塑机的一般概論
ppt精选版
1
射出成型机
射出成型机是將塑膠原料在熔解的狀態下高壓射入模具內,待塑膠 冷卻凝固后再打開模具,將成型品取出的机器.
ppt精选版
2
全電氣式射出成型机的特徵
一.考慮經濟實用的合理設計
1.低價格:全電氣式射出成型机通過軟體的改造,能夠進行復雜的控 制.
(壓力傳遞狀態) 厚肉成型品
薄肉成型品
段
表面固化
壓力
壓力
段段
段
段
段
★固化是從成型品的表面和成型品的前端先固化﹒
(固化的進行狀態与保壓施加的位置p)pt精选版
24
保壓時間 第一段(初期) 第二段(中期) 第三段(后期)
厚肉成型品 表面和前端的固化 中間部和內部的固化 澆口周圍的固化
薄肉成型 表面的固化 中間部的固化 澆口周圍的固化
ROBOSHOT射出机不使用液壓油,而是通過伺服馬達直接驅動机械 机构的全電動式射出成型机.其机械部位有用于射出.螺桿回轉,頂出 及開關模的四個AC伺服馬達,而用于模厚調整和噴嘴接触的是齒輪 馬達.
ppt精选版
6
二.机械安全裝置
打開前門,下垂塊就落下.落下的下垂塊与裝在動模盤上的止動 棒咬合,從而阻止可動模盤的閉合.
注塑机说明书

BT-250U热固性塑料注射成型机使用维护说明书柳州市华工百川橡塑科技有限公司Liuzhou SCUT Bestry R&P CO.,Ltd.前言承蒙购买我公司的热固性塑料注射成型机,万分感谢!首先请您在操作机器之前务必详细阅读本说明书和电脑操作手册,期望能对本机的操作、维护及安全注意事项有更进一步的了解。
热固性塑料注射成型机包括高压闭模、高速转动、高电压控制及高温度塑料输送等机构。
为了避免可能造成挤压、烫伤、电击等危险性的人体伤害,恳请参与本机之机器的管理人员及操作机械之作业人员,务必严格遵守本机安全作业标准及正确性的操作与维护,则必有助于本机性能充分发挥及减少无谓消费。
再者本书为机械性能及电脑操作之重要书籍,为应不时之需,非有关人员切勿借阅,并请妥为保存.柳州市华工百川橡塑科技有限公司谨上目录一、安全装置 (4)1-1对人体可能发生伤害的防止 (4)1-2烫伤的防止 (4)1-3 防止的电击 (4)1-4 作业环境发生危险的防止 (5)二、安全装置确认 (5)2-1 紧急停止开关的确认 (5)2-2 安全门、电气、液压、机械安全装置的确认 (5)三、用途与特点 (6)四、技术规范 (6)五、机器结构及动作 (7)5-1 注射部份 (7)5-2 锁模部份 (8)5-3 床身部份 (9)5-4 液压部份 (9)5-5 冷却部份 (10)5-6 电气部份 (11)六、开机运转注意事项 (12)七、运输与安装 (13)附图:外观图模板尺寸图锁模阀板位置图注射阀板位置图地基图动作顺序表液压原理图主电路图控制线路图电脑板连接图输入板端子接线图输出板端子接线图尺子板端子接线图流量、压力放大板连接图机架接线图1机架接线图2一、安全装臵本机为曲手式锁模全自动热固性塑料注射成型机,能适应各种塑料的注射成型,但请您在采用不同种类材料注射成型之前先注意其材料的腐蚀、含毒、磨耗等特性。
同时请在操作本机之前先参考并了解本机各主要机构及控制配件位臵(见附图).为了确保操作者安全,请注意本机的正确操作、维护及本机危险部位警告。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
最大. 550
131,4 如果需要較短的澆口。可開沉孔 (140) 連接器 頂針 不帶連接器 X 頂針 帶有連接器 X 26 視圖 Y
A E
Ø 125 H7
X
無級可調,最大70
Ø 50 135 127
18
8,5
Ø 13,5 Ø 28 分模線注塑的模具安裝尺寸 Ø 18,5
第一項數字: 鎖模力 (仟牛頓),第二項數字: 最大理論注射容量 (立方厘米 ) x 最大注射壓力 (仟巴) 此值適用於 400 伏/50 赫芝。負載基本均勻地分配在三相上 (還請注意機器上的附加裝備)。 視機器配備的不同馬達功率,最大注射壓力與最大注射流量的組合(最大注射功率) 可能不能同時達到。 可能因過程設置和材料類型而異 基本設備依照 EUROMAP。 只對垂直注塑單元起限制作用
電源插座 (單相,三相電源插座各一個) 毫米 L/D 最大 毫米 最大 立方厘米 最大 克, 以聚苯烯計 最大 PS 最大 PA6.6 最大 巴 最大 立方厘米/秒 最大 巴 最大 米/分鐘 最大 牛頓米 最大 仟牛頓 最大 毫米 千瓦 千瓦 升
安培
1) 2) 3) 4) 5) 6)
機器配備
□ 液壓抽芯各段運動是可編程調控 的 □ 抽芯保持壓力可手動調節 □ 壓力保持可編程控制 自動驅動安全門 □ 吹氣裝置及減壓閥 □ 機械式合模保護 □ 採用伺服電動驅動的轉臺 注塑裝置 模塊化注塑裝置作為完整部件組 使用 垂直注塑裝置 □ 用於水平注塑到分模線的設備 □ 分模線注塑裝置的水平高度調節 裝置 塑化組件包括通用螺杆,中心離 合器和自適應溫度調控器,備有 不同直徑供選用 熱塑化料筒配有抗磨損通用螺杆 □ 高抗磨損性能的熱塑化料筒 □ 塑化模塊可處理熱固性塑料,人 造橡膠和矽橡膠 □ 特殊用途的熱塑性螺杆,如自上 色(混合段),PVC(對剪切敏 感),POM,PA(半晶體) 射台前進/後退速度(前進速度 兩段,後退一段)和延遲時間可 編程 噴嘴接觸監視 噴嘴也可在整個循環週期內一直 接觸模具 噴嘴接觸力調控可設定 □ 噴嘴接觸力調控 調控的注射速度,兩段速度和注 射延遲可編程
DIN EN 60204 1 x 16 A 100 20 / 25 / 30 25 / 20 / 16,7 100 31 / 49 / 71 29 / 45 / 65 5,5 / 8 / 9,5 2,8 / 4 / 4,9 2500 / 2000 / 1390 64 / 100 / 146 350 / 200 28 / 35 / 42 120 / 150 / 180 50 180 4,3 / 4 0,6 25 160 3300 63
DIN EN 60204 1 x 16 A 170 25 / 30 / 35 24 / 20 / 17 120 59 / 85 / 115 54 / 77 / 105 10 / 13,5 / 16 5/7/8 2500 / 2000 / 1470 66 / 96 / 132 350 / 200 35 / 42 / 49 210 / 250 / 290 50 210 8,8 / 4 0,6 25 160 3350 63
鎖模面,固定模板 1050 200
冷卻水回流管路 DN 25 冷卻水進水管路 DN 25, 最高 25°C,最小 ∆ 4 巴。 水平型
2200
鎖模面,固定模板
最小 100 / 最大 200
1050
200
115 T分模線
800
330
840
280
冷卻水連接 1638 1070
R 61 0
電連接
1) 注塑單元 100 的尺寸 2) 注塑單元 170 的尺寸 3) 注塑單元 290 的尺寸
Байду номын сангаас
375 V
375 V 500-100 最大 仟牛頓 最大 仟牛頓 最大 仟牛頓 最大 毫米 最小 毫米 最大 毫米 最大 公斤 最大 仟牛頓 最大 毫米 千瓦 秒-毫米 千瓦 500 40 35 250 200-300 450-550 300 30 70 11 --18 375 V 500-170 500 40 35 250 200-300 450-550 300 30 70 11 --22 375 V 500-290 500 40 35 250 200-300 450-550 300 30 70 11 --20
本資料內所有數據相當於印刷時的情況。為利於不斷發展,本公司有權隨時作出修改。
3
375 V
控制系統和控制箱 SELOGICA 控制系統(模塊化、 圖形化的多處理器系統) □ SELOGICA direct 型(可選的用 於資料直接設置的觸摸螢幕操作 面) 有多種語言的版本 □ 語種更改 用符號進行循環順序編程 順序流程圖中的循環步驟顯示 □ 循環時間流程圖 可旋轉的控制面板,配有彩色顯 示器,固定在操作者一側的中部 過程監視圖表,可反映出注塑速 度、螺杆行程、注塑壓力 具備錯誤評估和監視圖表功能的 質量保障程序 優化程序和用戶幫助,循環結束 時的後續功能,用於可自由編程 的參數頁面,單位可選擇 模塊化控制櫃設計,帶有自識別 插入式電路板系統 工作方式: - 裝模 - 用戶自編的試機程序 - 重新配置 - 自動清洗及進料 □ 轉換成保壓值的設備,是通過各 種用於測量注射壓力、材料壓力 的壓力傳感器或通過外部轉換信 號來實現 用磁盤存儲生產數據 報警用報警燈 □ 閃光報警燈/聲響報警 用於硬拷貝、數據存儲和質量計 錄的串行打印機接口 □ 接口:PC 鍵盤,繪圖儀,符合 EUROMAP 67 規範的機械手系 統,主處理 器,AQC,ALLROUNDER@ web,上色機,LSR 進料系 統,INJESTER,容器替換 機,THERMOLIFT,熱流道控制 器以及模具和料筒的溫度控制器 電源插座組件一個 CEE 三相電 源,一個 230 V 單相電源 □ 電源插座組件 1 個 CEE 三相電 源, 一個單相電源或三個 CEE 三相電 源,三個 230 V 單相電源,由附 加導線供電 □ 一個附加噴嘴加熱電路 □ 模具加熱電路(自優化)(可選 3,6,9,12 個);加熱器保險 絲為 10 A □ 16 A 加熱器保險絲 □ 四或八個可自由編程輸入/輸出 □ 集成到 SELOGICA 控制器中的 多種抽芯控制程序 □ 特種工藝,例如壓塑注射和模具 排氣 □ 監視:位置監視可自由編程 機座和液壓系統 機器平放於減振板上 防護裝置,從上向下合模,分模 線可調 機體範圍內為周邊設備提供足夠 空間 液壓系統採用一個節能的變量油 泵和伺服閥控制壓力和速度 自動監視油位,油溫,濾油紙是 否變髒 回油管路配有細網濾油器 機械式液壓油溫度控制 □ 電子式液壓油溫度控制通過屏幕 顯示和監視 液壓油預熱程序,快速開機 手調式機器冷卻水循環和兩個模 具冷卻水循環 □ 4 個手調式冷卻水循環 □ 機器和模具冷卻水路可自由編程 □ 1 個 或 2 個中央冷卻水截流閥 (預流和/或回流) 鎖模裝置 帶自由空間系統的鎖模系統 中央作用的全液壓鎖模系統。固 定的模具盤安置在底部 按不同模厚來調整的開模鉅離 鎖模裝置各段動作可編程調控。 採用單路泵技術串聯驅動(技術 等級 1) 開模/合模動作為 2 段可編程 □ 執行開模/合模動作時中間可暫 停 調控的液壓模具保護,用模具保 護時間監視後續功能:在模具保 護程序報警 1 或 2 次後開模或 合模 □ 擴展模具保護(例如,針對彈簧 模具)。啟動和停止條件可進行 自由編程 動作切換至低速或停止前自動過 渡功能 集成到鎖模系統中的液壓頂針 液壓頂針:頂針驅動力、速度、 多次往返(多達 10 次)和頂針 在循環結束時的向前位移都是可 編程控制的 通過頂針壓板安全開關進行模具 監視 □ 液壓抽芯採用速接聯結器,可連 接到液壓歧管
A
S
GOLDEN EDITION
V
T
ALLROUNDER 375 V
垂直式自由空間系統 鎖模力:500 kN 注塑裝置(依據 EUROMAP):100, 170, 290
技術參數
375 V
垂直型
機器安裝尺寸
3305 1) 3490 2) 3735 3)
3250 1) 3435 2) 3680 3)
375 V
標準配備 □ 附加配備
5
375 V
視圖 E 420 350 280 53,5 36 18,5 100
裝模尺寸
M12 螺紋 - 24 (深度)
最小 200 - 300 模具安裝厚度
行程最大為 250
R 300
106
B 15 噴嘴在前位
Y
M8 螺紋 - 16(深度)
內徑 Ø 10H8 - 13(深度)
DIN EN 60204 1 x 16 A 290 30 / 35 / 40 23,3 / 20 / 17,5 150 106 / 144 / 188 97 / 132 / 172 17 / 20,5 / 24,5 8,5 / 10,5 / 12,5 2500 / 2000 / 1530 102 / 140 / 182 350 / 200 46 / 54 / 62 320 / 380 / 430 60 240 5,8 / 4 0,6 25 160 3400 63
2125 1) 2310 2) 2555 3)
2
2120
R 39 0
技術參數
機器型號 EUROMAP 標準規格1) 鎖模裝置 鎖模力 合模力 開模力/加力開模 開模行程 模具最小厚度 模板間距 活動半模重量6) 頂針前頂力 頂針行程 液壓系統, 驅動, 其他 液壓泵驅動功率 空轉循環周期 - 行程5) 總裝機功率2) 顏色: 粉末噴塗 淡灰 / 綠色 / 黃色 控制櫃 安全標準 注射裝置 螺桿直徑 有效螺桿長徑比 螺桿行程 理論注射量 注射重量 材料處理能力4) 注射壓力3) 注射流量3) 背壓 正/負 螺桿旋轉圓周速度 螺桿轉距 射嘴接觸力 射嘴後退距離 已安裝的料筒加熱裝置 / 加熱區 射嘴加熱功率 料斗容量 基本配備的機器尺寸和重量 裝油量 機器淨重 電源接線 (主保險絲)2) 升 公斤