注塑机操作说明书共132页
注塑机操作指导书
注塑机操作指导书1000字
注塑机是一种用于制造塑料制品的机器设备。
它通过加热塑料颗粒
将其熔化,并将熔融塑料注入模具中,经过一定时间后冷却并固化,最终制成各种形状的塑料制品。
为了安全、高效地操作注塑机,以
下是一份注塑机操作指导书。
一、注塑机的准备工作
1.检查注塑机设备是否正常工作,并检查注塑机周围是否有安全隐患。
2.检查模具是否干净清洁,模具上是否有损伤或异物,以避免塑料
注入过程中无法顺利流动。
3.准备好需要注入的塑料颗粒和其它工具和材料。
二、注塑机的操作流程
1.将塑料颗粒放入注塑机的料斗中,根据需要设置料斗的温度和转
动速度,等待颗粒熔化。
2.根据需要设置注塑机的注射速度、压力、温度等参数,启动机器。
3.准备好模具,移动注塑机头部至模具的位置。
4.开始注入熔融塑料到模具中,注入完成后等待塑料冷却和固化。
5.打开模具,取出制成的塑料产品。
6.将注塑机头部移回初始位置,关闭注塑机并清理物料残留。
三、注塑机的安全注意事项
1.在操作注塑机时,应按照相关的设备操作规程和安全操作规程来
进行。
2.因为经常需要和高温的熔融塑料打交道,所以必须戴上防护手套、护目镜等安全防护设备。
3.注塑机的边框和边缘应该要有防护网,以防止意外伤害。
4.在使用注塑机时,一定要注意不要直接伸手或穿插到机器里面,
以避免受伤或危险。
5.在进行注塑机操作前,要必须停机检查至少一次,以确保未发现任何隐患。
操作注塑机需要注意很多方面,但是只要按照上述的流程和注意事项来操作,就能很好地避免发生安全问题和质量问题。
注塑机调机操作技术书
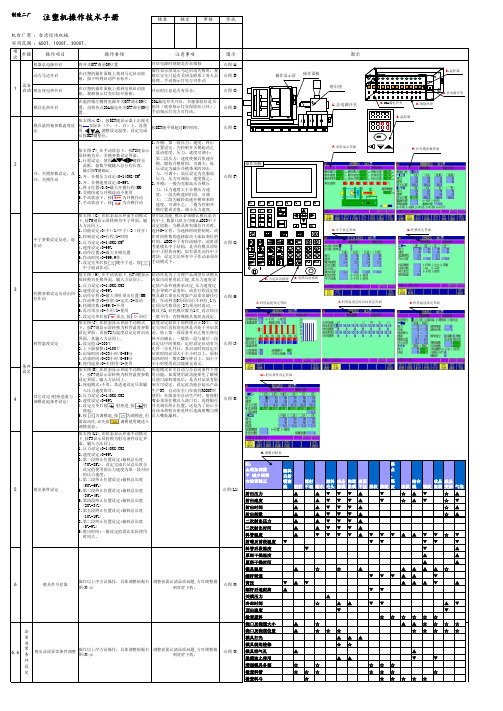
屏转换为开、关模参数设定界面。
1.行程设定:使用
键移至
此框,按数字键输入总行程长度,
最后按Y键确认。
2.开、合模压力设定:0-140KG/CM2
位置设定,为控制开关模起动之 震动程度,压力、速度可调小; 第二段压力、速度使模具快速合 模,缩短合模时间,可调大;低 压设定为减少合模带来的冲击 力,可调小;高压设定为克服高 压力,压力可调高,速度慢之。
礼拜一至礼拜日,其启动时间设定后
3.启始时间:0-23小时/0-59分
结束时间必须大于半小时以上,原料
4.结束时间:0-23小时/0-59分
加热时间一般在20分钟以上,如小于
条件 设定
5.使用选择:0-不使用/1-使用
半小时使用此功能就无意义。
依右图(K),在状态显示界面手动模式 座退模式在半自动与全自动条件下使
(70%-85%),设定完成后从总长度至 设定值使用的压力速度为第一段对应 的压力速度。 4.第二段终止位置设定:储料总长度 (50%-69%) 5.第三段终止位置设定:储料总长度 (35%-49%) 6.第四段终止位置设定:储料总长度 (20%-34%) 7.第五段终止位置设定:储料总长度 (10%-19%) 8.第二段终止位置设定:储料总长度 (5%-9%) 9.射出时间:一般设定值需比实际使用 时间大。
位作动
4.作动种类:0-停留/1-定次/2-震动 置;作动种类0为顶出后不回位,1为
右图(H)
5.托模次数:1-99/0-不用
定顶出次数顶出,2为顶出时震动,一
6.再次顶出:0-不用/1-使用
般设为1,而托模次数为1次,再次顶出
7.设定完毕后按 顶出,按 回位 一般不用;有特殊模具依状况设定。
注塑机操作说明
注塑机操作说明注塑机是一种常见的塑料加工设备,广泛应用于塑料制品生产行业。
正确操作注塑机不仅可以提高工作效率,还能确保操作人员的安全。
本文将详细介绍注塑机的操作流程和注意事项,以帮助操作人员正确使用注塑机。
一、注塑机的基本组成与工作原理1. 注塑机的基本组成注塑机由注射装置、模具锁合装置和压力卡模机构、液压系统、控制系统等组成。
2. 注塑机的工作原理注塑机通过将塑料料料加热熔化后,将熔融塑料注入模具中进行冷却和成型,最后取出制成的塑料制品。
二、注塑机的操作流程1. 准备工作(1)检查注塑机的各部分是否完好,确保设备的正常运行。
(2)准备所需的模具和原料,并进行相应的清洁工作。
2. 开机准备(1)打开注塑机的总电源,确保设备电源正常。
(2)进行设备的预热和升温工作,根据塑料原料的种类和要求进行相应的设置。
3. 模具安装(1)使用专用工具将模具安装到注塑机上,确保模具安装牢固。
(2)根据注塑机的要求调整模具的开合间距和压力。
4. 塑料注射(1)将塑料原料放入料斗中,通过螺杆注射装置将塑料加热熔化。
(2)通过注射装置将熔融塑料注入模具中,控制注射时间和注射速度。
5. 冷却和成型(1)注射完成后,保持模具的压力,使熔融塑料在模具中冷却和固化。
(2)根据注塑机的要求控制冷却时间,确保塑料制品的质量。
6. 取出制品(1)等待塑料制品完全冷却后,打开模具,将制成的塑料制品取出。
(2)对塑料制品进行必要的清洁和修整工作。
7. 关机处理(1)关闭注塑机的总电源,切断所有电源和气源。
(2)进行设备的清洁工作,并妥善保管使用过的模具和塑料原料。
三、注塑机操作注意事项1. 操作人员应接受相关的培训和指导,熟悉注塑机的操作流程和安全规范。
2. 在操作注塑机时,应佩戴保护设备,如手套、护目镜等,确保人身安全。
3. 注塑机的电源和气源必须符合相关标准,并定期进行检查和维护。
4. 操作人员应注意注射装置和模具的温度,避免过热或过冷造成设备损坏或制品质量问题。
注塑机操作手册

注塑机操作手册1 操作方式操作手册里面的说明可让您对HMI的面板按键及屏幕画面更熟悉。
假如找不到您要的或想寻找更多按键及屏幕画面的相关数据, 请查询操作画面的相关部份。
1.1 开关模单元的设定当您在更换模具时, 请完全依照机械厂人员所教您的方法,以避免造成人员受伤。
当模具安装完成后, 请确定模具,座台及射出单元是否已调好整适当数据, 以避免机器的损坏。
除此之外, 您必须确定料管是否与模具连接好及模具是否已被安全地固定好。
1.1.1 如何调整模具厚度(直压机不使用此部份)在重新装置模具时, 使用调模按键去调整模具的厚度。
按―调模进‖键来调整减少模具厚度( 降低在静态模座及动态模座之间距离) 或按―调模退‖键来调整增加模具厚度( 增加在静态模座及动态模座之间距离) 。
持续按此键,模座会连续动作。
此模座将会面慢慢移动和停止。
持续按此键维持1秒以上模座将开始连续移动, 放开此键将停止模座的移动。
假如您按此键并立即的放开, 此模座将慢慢的移动及停止也就是所谓―微调‖。
您可以重复操作将模座移到所要求的位置。
关机并安装新的模具.当您已经安装好新的模具,请关上安全门并开机然后按调模使用键,才可使用手动调模动作。
模具更换之后, 您可在托模画面中(也就是屏幕上的F2)来改变调模的速度及压力设定。
假如有必要, 您也可为新的模具设定模具数据或加载已设定好的模具数据。
当调整的数据设定完成后, 再按一次调模使用键来关闭模具。
当模具关闭之后, 控制器会照我们所设定的数据执行自动调模。
当自动调模已经执行完成, 所有的动作将会停止并且会发出警报声。
此时, 就会退回手动的状态下。
请注意: 为了安全起见,必须先回到手动模式下, 才可使用模具调整键或手动键。
假如您想要使用其它的模块, 请在手动模式状态下再改变您想要的模块。
假如在模具调整当中您遇上问题, 请按下手动键,来为紧急重制停止动作。
1.1.2 关模及如何保护模具关模可执行四段压力速度: 关模快#1, 关模快#2, 关模低压和关模高压。
注塑机作业指导书模板

注塑机作业指导书模板(一)开机前准备1. 检查注塑机的外观•咱得瞅瞅注塑机的外面有没有啥损坏的地方呀,就像看自己心爱的小玩具一样,要仔仔细细的。
看看那些个部件有没有松动或者变形的情况。
2. 查看电源连接•电源可是注塑机的“粮食”呢。
要确保电源线插得稳稳当当的,插头没有生锈或者接触不良的现象。
这就好比我们吃饭要保证餐具干净卫生一样重要。
3. 检查液压油和润滑油•液压油和润滑油就像是注塑机的“护肤品”,少了它们可不行。
看看油位是不是在正常的范围里,如果不够了就得赶紧补上。
可不能让注塑机“干巴巴”地工作呀。
4. 模具安装准备•在安装模具之前呢,要把模具清理干净,不能有杂物或者灰尘。
就像我们睡觉要把床铺整理干净一样,这样注塑机工作起来才舒服嘛。
(二)模具安装1. 模具吊装•用合适的吊装工具把模具吊起来,这个时候要小心哦,就像捧着一个易碎的花瓶一样。
要确保模具平稳地移动到注塑机的安装位置。
2. 模具定位•把模具放到注塑机里,要按照规定的位置进行定位。
这就像我们拼图一样,每一块都要放在正确的地方,不然注塑出来的东西可就不对啦。
3. 模具固定•用螺丝等工具把模具牢牢地固定在注塑机上,一定要拧紧哦,不然在工作的时候模具晃动可就麻烦大了。
(三)开机操作1. 接通电源•按下电源开关,就像打开一扇通往奇妙世界的大门一样。
这时候注塑机就开始通电啦。
2. 启动加热系统•加热系统可是让塑料熔化的关键呢。
根据塑料的类型设置合适的温度,就像我们炒菜要根据食材设置合适的火候一样。
3. 启动液压系统•液压系统启动后,注塑机就有力量开始工作啦。
要检查液压系统的压力是不是正常的。
(四)注塑操作1. 塑料加料•把塑料原料加入料筒里,要注意原料的质量和数量。
就像我们做饭要控制食材的量一样,原料太多或者太少都不行。
2. 设定注塑参数•根据产品的要求设定注塑的压力、速度、时间等参数。
这就像是给注塑机下命令一样,告诉它要怎么做才能做出我们想要的产品。
注塑机操作指导书新
目录一、目的 ...................................................................................................................................................................二、适用范围 ...........................................................................................................................................................三、注塑机操作中存在安全隐患之处 ...................................................................................................................四、图例指导说明(卧式佳明注塑机,其它注塑机也可作为参考)................................................................五、作业程序 .............................................................................................................................................................六、安全注意事项 .....................................................................................................................................................七、附录 .....................................................................................................................................................................一、目的为了规范开机作业程序,避免机器对人身体及模具安全造成的伤害,确保产品品质,交期和减少不必要的经济损失,特做以下作业指导规定。
注塑机操作指导书
目录一、目的 (1)二、适用范围 (1)三、注塑机操作中存在安全隐患之处 (1)四、图例指导说明(卧式佳明注塑机,其它注塑机也可作为参考) (1)五、作业程序 (8)六、安全注意事项 (10)七、附录 (11)一、目的为了规范开机作业程序,避免机器对人身体及模具安全造成的伤害,确保产品品质,交期和减少不必要的经济损失,特做以下作业指导规定。
二、适用范围适用于所有注塑机操作员;注塑机操作者必须熟悉,了解机台操作面板上各个开关按钮的功能作用,并严格按操作规程和注意事项进行操作。
三、注塑机操作中存在安全隐患之处3.1. 机械传动部位引起压伤。
3.2. 电路部位引起的击伤。
3.3. 熔胶炮筒部位引起的烫伤。
3.4. 上、下模时引起的碰/砸伤。
四、图例指导说明(卧式佳明注塑机,其它注塑机也可作为参考)图1(控制面板)4.1、(功能按键区)4.1.1. 功能按键区是控制显示器画面,共有2组主页面,第1组主页面共有10项功能页,第2组主页面共有8项功能页。
见图:图2(第1组10项功能页)图3(第2组8项功能页)图2为主要参数控制页面;图3为监控及辅助功能页面。
4.2、(光标方向/输入/删除)操作键;方向键是移动游标的位置,输入键(Enter)可以储存设定的参数,删除键(Can)可以将设定值消除为“0”以便更改设定值4.3、数字键;有0~9和小数点12个键组成,结合显示器画面设定注塑机生产制品工艺的参数。
4.4、(手动/半自动/电眼自动/时间自动)操作键;4.4.1. (手动操作键)4.4.1.1. 工作特点:手指按动某一按钮,其相应控制的某一零部件开始运动,直至完成动作停止,不再按动此按钮,也就不再有重复动作;4.4.1.2. 应用原则:在模具装好后试生产时应用,检查模具装配质量及模具锁紧力的大小调试。
对某些制品生产时的特殊情况,也可用手动操作。
4.4.2.1. 工作特点:关闭安全门后,注塑制品的各个生产动作时间继电器和限位开关连通控制,按事先调好的动作顺序进行至制品成型,打开安全门,取出制件为止;机器自动完成一个工作周期,但每一个生产周期完毕后操作者必须拉开安全门,取下工件,再关上安全门,机器方可以继续下一个周期的生产。
注塑机操作作业指导书

注塑机操作作业指导书1.目的为了保障机器及操作人员的安全, 并保证工作质量。
2.适用范围适用于注塑部所有注塑机的具体作业。
3.引用文件《注塑部设备保养基准表》4. 作业内容4.1 开机前先检查安全装置,包括前后安全门、机台防护罩、安全棒、安全挡板、安全咭制。
4.2 接通电源,设定所需温度,预热熔胶筒(未达到指定温度,严禁熔胶、射胶、倒索),打开螺杆保护开关,操作方式打至手动状态。
4.3 打开冷却水(油温冷却器、熔胶冷却器一般不必关闭,可以长期接通)。
4.4 每次开机前或连续工作4小时,都必须给锁模系统打足润滑油(每次打油不少于20下,电动润滑油泵每次工作时间不少于40秒)。
4.5 当熔胶筒温度达到设定温度(温控表指示灯转绿灯),指示指针到达中央O处或⊕以上,并检查顶针是否正常,型腔是否有异物,调试低压、高压后,方可开机。
4.6 手动、半自动操作时,左手打开前安全门,右手取啤件,严禁在后门或者机上、机下取啤件,以免发生危险。
4.7 全自动操作时,不必打开前后安全门,所有动作自动完成,啤件从下料口落下,操作员只能在下料口接收胶件。
4.8 手动、半自动、全自动的互相转换,都必须在完成一个周期后才能转换,不能中途转换。
4.9 当机器故障、模具故障时,先打开前安全门,然后按急停按制,上报处理。
4.10 停产前必须将炮筒内胶料用完,射台退离唧咀,机铰合至即将伸直。
4.11 停产时间超过20分钟,必须将熔胶温度降低20%,复产时按4.2步骤重复。
4.12 工作完毕,将本机工作范围内的胶件、杂物、尘埃清理干净。
4.13 关闭主机电源及总电源开关。
4.14 10分钟后关闭冷却水。
5.记录表格设备保养记录表。