二次冷轧机组张力辊设计计算
冷轧后处理机组张力辊设计计算

冷轧后处理机组张力辊设计计算谭刚;陈兵【摘要】从张力辊几何参数和材质确定、张力计算、传动功率计算、力矩校核等方面阐述后处理线张力辊设计计算,对后处理机组中获得精确的张力值以及张力变化规律,合理匹配张力值,提高产品质量和节能降耗有着重要意义.【期刊名称】《四川冶金》【年(卷),期】2010(032)002【总页数】4页(P30-32,6)【关键词】张力辊;后处理机组;设计计算;功率分配【作者】谭刚;陈兵【作者单位】中冶赛迪工程技术股份有限公司冷轧事业部,重庆,400013;中冶赛迪工程技术股份有限公司冷轧事业部,重庆,400013【正文语种】中文连续生产线的带钢必须在张力之下运行,张力的最基本作用是保证带钢的正常运行,使带钢尽可能沿着生产线的中心线运行,而不致因走偏而造成边部刮伤甚至断带;同时,纠偏辊也只有在张力足够的情况下才能起到纠偏作用[1]。
机组各段张力值的建立,是依靠在机组适当位置设置的夹送辊和张力辊实现的。
带钢包绕在张力辊上,在其包绕接触处(包角处)产生摩擦力,正是这个摩擦力,使出口张力与入口张力按某种规律变化,借此改变张力值,对整条机组实现张力控制,因此张力辊是后处理机组连续运行的重要设备组成单元[2]。
如何正确地获得精确的张力值及张力变化规律,更好的控制张力,使整个机组的张力得到合理的匹配,对提高产品质量,降低机组的能耗有着重要的意义,因此张力辊的设计对机组的正常连续运行显得尤为重要。
本文从张力辊几何参数和材质确定、张力计算、传动功率计算、力矩校核等方面阐述后处理线张力辊的设计计算。
张力辊几何参数和材质确定主要是辊径和辊身长度的确定以及表面材质的选定。
为了防止带钢产生永久变形,张力辊辊径确定以带钢包绕在张力辊上不产生塑性弯曲变形为原则,即是以带钢绕过张力辊的弯矩小于等于带钢弹性极限弯矩为准则计算辊径[2~7]。
由此,得出张力辊辊径计算公式:式中D(m)为张力辊辊径;E(MPa)为带钢弹性模量;hmax(m)为带钢最大厚度;σs(MPa)为带钢屈服极限。
张力辊辊径及张力设计公式

1张力辊直径计算原则:带钢缠绕在张力辊上不产生塑性弯曲变形,即按厚带材绕过张力辊的弯矩小于或等于带材的弹性极限弯矩计算辊径。
D:张力辊辊径。
h:钢板厚度。
E:带钢的弹性模量。
σs:带钢的屈服强度。
说明:1).由上述计算可以发现,带钢规格相同,屈服强度越高需要的辊径越小。
这正是带退火炉的热镀锌线入口张力辊径小,出口张力辊径大的原因。
2).带钢经过张力辊不产生塑性变形的要求是相对的,为了不使辊径过大,实际生产中允许部分厚规格产品产生塑性变形。
3).根据产品规格不同,热镀锌及酸洗冷轧生产线常用的张力辊辊径范围是500~1200mm。
4).在实际生产中,最大带钢厚度为1.2mm的镀锌线,张力辊辊径通常选取为550~650mm;拉矫机张力辊径650~700mm;最大带钢厚度为1.5mm的镀锌线,张力辊辊径通常选取为600~700mm;拉矫机张力辊径800mm;最大带钢厚度为2.0mm的镀锌线,张力辊辊径通常选取为800~1000mm;拉矫机张力辊径1000~1200mm;5).根据我公司的现有设计,张力辊辊径选取系列为:560mm;650mm;800mm;900mm;1000mm;1200mm。
6).辊身长度依据带钢的宽度选取,通常是带宽加200~300mm,常用的宽度系列是1000mm;1300mm;1500mm。
2张力辊允许产生的张力说明带钢经过张力辊后,张力值可以得到放大,放大的量取决于张力辊的结构、辊面材质、传动功率等,μ:带钢与张力辊之间的摩擦系数;采用钢辊时取0.1~0.15;采用衬胶辊时取0.18~0.25;带钢表面有油时,摩擦系数降低。
α:带钢在张力辊上的包角。
图一张力辊1#辊包角为180+61度=241度=4.2弧度。
计算时取0.9的利用系数。
λ:张力辊传动带钢,保证带钢不打滑可能产生的张力放大倍数。
这是可能产生的放大倍数,张力辊实际放大能力取决于传动功率,但是传动能力超过此范围也没有意义。
带钢张力辊的设计计算和结构分析
带钢张力辊的设计计算和结构分析高卫军【摘要】根据带钢张力辊在机组中的受力情况进行了分析计算,精确得到了张力辊各段的张力值及所需电机功率,从而提高了生产效率和产品质量.并对张力辊辊筒壁厚进行了有限元分析.【期刊名称】《中国重型装备》【年(卷),期】2017(000)004【总页数】4页(P7-10)【关键词】带钢;张力;张力辊;有限元分析【作者】高卫军【作者单位】二重集团(德阳)重型装备股份有限公司,四川618013【正文语种】中文【中图分类】TG335.13张力辊是各种带钢连续处理机组(如连续酸洗、连续冷轧、酸连轧、镀锌、彩涂等机组)中重要的关键设备之一。
张力辊不仅能为连续机组提供生产所需的带钢张力,并且合理、适当的带钢张力也是保证机组稳定、高速运行的基本条件。
在张力辊的设计计算时,首先要根据连续机组所处理的带钢参数(包含带钢材质、带钢最大宽度、带钢最大厚度及带钢表面要求等)、机组运行速度和张力要求等,通过计算分析确定张力辊的结构型式(如两辊张力辊、三辊张力辊或四辊张力辊)、辊径及驱动张力辊所需要的电机功率。
本文最后对张力辊辊筒壁厚进行有限元分析计算,对张力辊辊筒进行了优化设计,减少了设备投资。
1.1 张力辊辊径的确定张力辊材质和几何参数的确定主要是指张力辊辊筒表面材质和辊径、辊身长度的选定。
首先辊径的确定是以带钢缠绕在张力辊上不产生永久性的塑性变形为原则,即以带钢弹性极限弯矩大于等于带钢绕过张力辊的弯矩为原则。
由此可计算得出张力辊辊径为:式中,σs为带钢屈服极限,单位MPa;hmax为带钢的最大厚度,单位mm;E 为带钢弹性模量,单位MPa;D为张力辊辊径,单位mm。
从式(1)中可以看出:张力辊辊径取决于带钢的屈服极限、最大厚度和弹性模量。
但实际生产中为节约设备投资及占地面积,张力辊辊径并不是越大越好,设计时应理论结合实际,综合考虑各种因素,根据现场使用经验通过类比原则选择适合该产品方案的辊径。
机组张力表及张力计算
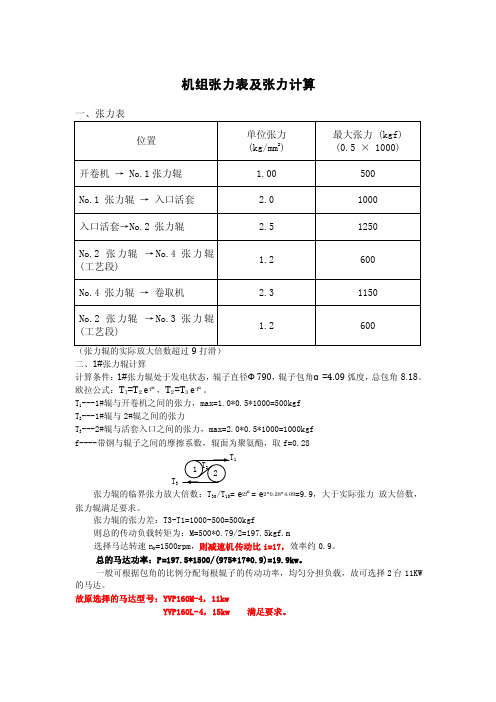
机组张力表及张力计算二、1#张力辊计算计算条件:1#张力辊处于发电状态,辊子直径Φ790,辊子包角α=4.09弧度,总包角8.18。
欧拉公式:T 1=T 2 e -f α,T 2=T 3 e -f α。
T 1---1#辊与开卷机之间的张力,max=1.0*0.5*1000=500kgf T 2---1#辊与2#辊之间的张力T 3---2#辊与活套入口之间的张力,max=2.0*0.5*1000=1000kgf f----带钢与辊子之间的摩擦系数,辊面为聚氨酯,取f=0.28 张力辊的临界张力放大倍数:T 30/T 10= e 2f α= e 2*0.28*4.09=9.9,大于实际张力 放大倍数,张力辊满足要求。
张力辊的张力差:T3-T1=1000-500=500kgf则总的传动负载转矩为:M=500*0.79/2=197.5kgf.m选择马达转速n N =1500rpm ,则减速机传动比i=17,效率约0.9。
总的马达功率:P=197.5*1500/(975*17*0.9)=19.9kw 。
一般可根据包角的比例分配每根辊子的传动功率,均匀分担负载,故可选择2台11KW 的马达。
故原选择的马达型号:YVP160M-4,11kwYVP160L-4,15kw 满足要求。
1T 3三、活套出口张力计算计算条件:入口单位张力 2.0kg/mm2,活套辊13根(Φ370,调心辊子轴承23220C/W33---140mm,辊子重量295kg),纠偏辊2根(Φ400,调心辊子轴承22218C/W33---125,辊子重量409kg),转向辊1根(Φ400,调心辊子轴承23222C/W33---155mm,辊子重量362kg)。
滚子轴承的滚动摩擦因数μk=0.07*2=0.14cm辊子轴承摩擦阻力矩计算:M=N*μk *(d+D)/2d1N----辊子轴承的正压力,N=2T+G(-G),T 为带钢张力d----轴承内径D----轴承外径d1----滚子直径G----辊子重量产生的附加张力:T f=2M/D0D0----辊子直径对于0.5*1000规格的带钢,活套入口的带钢张力T0=2*0.5*1000=1000kg,活套其余各层的带钢张力分别为T1、T2、T3、….、T13。
毕业设计 轧辊的工艺计算

设计目录前言 (1)第一章轧辊的工艺计算1.1 轧辊的基本参数 (5)1.2 轧辊的材料、轧辊的硬度面 (5)1.3 轧辊的强度校核 (6)1.4 工作辊与支承辊的接触应力 (9)1.5 轧辊的变形计算 (10)1.6 工作辊与支承辊间的弹性变形 (11)1.7 轧辊轴承的选择 (12)1.8 轴承寿命的计算 (12)1.9 轧辊轴承润滑 (13)第二章压下螺丝与螺母的工艺参数2.1 压下螺丝的选择 (14)2.2 压下螺母的选择 (15)2.3 电机的选择 (17)第三章轧辊平衡系统的工艺参数3.1 支承辊平衡缸的选择 (18)3.2 工作辊平衡缸的选择 (19)第四章机架的工艺参数4.1 机架的主要结构参数 (20)4.2 机架的结构 (21)4.3 机架的强度计算 (24)第五章工作机座刚度计算5.1 轧辊系统的弹性变形 (25)5.2 轧辊轴承的弹性变形 (26)5.3 轴承座的弹性变形 (27)5.4 压下系统的弹性变形 (28)5.5 支承辊轴承座和压下螺丝间各零件的弹性变形 (30)5.6 压力调心板的接触变形 (31)5.7 机架的弹性变形 (32)第六章轧辊轧制力矩的计算 (33)第七章减速器 (34)第八章万向接轴的选择 (35)第九章电动机容量计算与校核9.1 主电机容量的计算 (36)9.2 主电机容量的校核…………………………….结束语 (39)参考文献 (40)前言随着汽车、制罐、无线电技术等部门的迅速发展,冷轧薄板的产量日益增加。
冷轧的生产成本比热轧的高10%,投资费用比热轧多20-25%,但冷轧钢板的性能和质量都比热轧的好,在同样的用途下,可以节约金属达30%,故冷轧薄板得到迅速发展。
美国使用的薄板几乎百分之百都是冷轧的,热轧薄板的焊管冷弯型钢的坯料都是冷轧的。
目前,国外绝大多数薄板是连续式生产,成卷供应。
冷轧薄板轧机有:连续式冷轧机,多辊式轧机(八辊,十二辊,二十辊等),四辊可逆冷式轧机,六辊冷轧机和特殊轧机。
二次冷轧机组张力辊设计计算

式中
D 为张力辊辊径 ( m m) ; E 为带钢弹性模量
s
引
言
二次冷轧时 , 带钢不仅受到轧辊的轧制压力, 而
( M Pa) ; hm ax 为带钢最大厚度 ( m m) ; 极限 ( M Pa) 。
为带钢屈服
辊身尺寸依据带钢的宽度选取 , 通常是带宽加 200~ 300 mm 。 张力辊辊面一般衬有聚氨酯, 以增加辊子与带 钢之间的摩擦力, 并避免带钢表面的擦伤、 印痕等。
图2 带压辊的张力辊工作状态
计算 T 2 时, 应考虑 离心拉 力 T L 及 弹塑拉 力 T d ; 计算传动力矩时, 考虑离心拉力 T L 及弹塑拉力 T d , 根据实际包角的大小, 按图 1 中 C 、 D 两点处的 张力差来进行计算。当张力辊处于电动机工作状态 时, 按式( 6) 计算 T 2 及传动力矩 ; 当张力辊处于发 电机工作状态时 , 按式( 7) 计算及传动力矩。 T1 - T d- TL T2 = - T dM = e ! ( T 2 + T d - T L ) ( e ! - 1) D 2 D 2 ( 6)
2
带钢厚度 ( mm) ; v 为带钢速度( m/ s) 。 由于带钢具有一定的刚性 , 在张力辊入口和出 口端不能完全紧贴在辊子上, 而会产生弹塑变形, 使 得实际包角 !小于理论包角 ( 如图 1 所示。实际 计算时, 可取 != ( 0. 8~ 0. 9) 。一般地 , 带钢越厚 , !值越小。 ) ; 且弹塑变形会产生拉力 T d Td = 式中 h1 = ( 1. 1~ 1. 2 ) D E ( 5) b s ( 3 h2 - h 2 1) 6D ( 4)
4
设计计算实例
定 D = 610 mm; 确定辊身长度 l = b + 250= 1 300 # # mm ; 1 辊、 2 辊辊径相同 , 辊速相同 , 离心拉力及弹 塑拉力相同; 辊身表面均衬聚氨酯。 n = v = 782. 7 r/ min !D 按式 ( 3) 、 ( 4) 分别计算得 : T L = 8 bhv 2 = 5 250 b 2 1. 2D = N; T d = ( 3h 2 - h 2 1 ) = 152 N ( h1 = 6D E 1. 22 mm) ; 根据辊位置关系, 确定 1# 辊包角 1 = 215 ∃, 2# 辊包角 2 = 170∃。 对于 1 # 辊: T 1 = 24 480 N, 按式 ( 7) 计算得 T = 35 468 N , M 1 = 4 860 Nm; 对于 2# 辊: 1# 辊的出口张力 T 作为 2# 辊的入 口张力, 按式 ( 7) 计算得 T 2 = 48 974 N, M 2 = 5 558 Nm 。 根据以上计算 , S 辊输出张力为 48 974 N, 大于 设计要求值 45 050 N 。实际使用过程中, 由于张力 辊辊面磨光, 值降低, 使得出口张力值比上述计算 值低。所以认为 S 辊的设计符合要求。 按式 ( 12) 计算得 N 1 = 398 kW, N 2 = 455 kW 。 若设计带压辊的 S 辊 , 还需按式 ( 9) 或式 ( 11) 计算确定压力 P 值。
[资料]冷轧工艺计算说明
![[资料]冷轧工艺计算说明](https://img.taocdn.com/s3/m/6c86fbb9dc3383c4bb4cf7ec4afe04a1b071b0ad.png)
冷轧压下规程工艺计算说明见冷轧压下规程表,现将表中有关计算说明如下,以1060为例。
第1~2项:H 及h 由产品状态和轧机能力以及合金的塑性决定。
第3~8项:第3项,绝对压下量h H h ∆=-第4项,道次加工率100%hHε∆=⨯第5项,道次前总加工率0100%H H HH ε-=⨯第6项,道次后总加工率0100%h H hHε-=⨯第7项,道次平均加工率0.40.6H h εεε+= 第8~10项:第8项轧前金属屈服极限σSH 可查表得; 第9项轧后金属屈服极限σSh可查表得;第10项,sh SH s σ+σ=σ3231。
第11~13项:道次前张力 q H =(5.67-0.6h)×10道次后张力 q h =(4.30-0.5H)×10平均张力 ()/2H h q q q =+第14~15项:第14项平均变形抗力 1.15s k σ=;第15项考虑张力影响 1.15s k σσ'=-。
第16~18项:第16项轧前长度L1轧前长度由铸锭或上一道次的轧后长度而定;第17项轧后长度L2轧后长度L 2,根据体积不变原理有2112B h L H B L ⨯⨯⨯=求得,其中B1=B2;第18项轧制速度V 。
第19~20项:第19项轧制时间21L t V=;第20项辅助时间取2t =5s 。
第21项:摩擦系数,取f=0.15。
第22项:接触弧水平投影h R L ∆⨯= 其中R 为工作辊直径,取325mm 。
第23~24项:第23项2/()m f L H h =+ ,其中L =第24项4/()y a f k H h '=+ ,其中/9500a R = ,第25项m '由m 、y,可查表得。
第26~27项:第26项轧辊弹性压扁弧水平投影''()/(2)L m H h m =⨯+⨯;第27项参数='2/()f L H h δ=⨯⨯+。
第28项:压力系/0.7850.25p k ση''==+;第29项:平均单位压力P n K σ'''= 。
二辊轧机力能参数计算-分享

二、轧制压力计算根据原料尺寸、产品要求及轧制条件,轧制压力计算采用斯通公式。
详细计算按如下步骤进行。
1、轧制力计算:首先要设定如下参数作为设计计算原始数据:1.1轧制产品计算选用SPCC ,SPCC 常温状态屈服强度MPa S 200=σ; 1.2成品最大带宽,B=1000mm ;1.3轧制速度,m in /12m in/20m m v MAX 常轧制速度(鉴于人工喂料),正=; 1.4轧辊直径g D ;αcos 1-∆≥hD g轧制时的单道次压下量-∆h ;;数咬入角,取决于摩擦系b μα-;取用煤油作为润滑剂,则轧制摩擦系数,轧制采06.0=-b b μμ ︒=<433.3b actg μα代入数据计算得 35.1=∆h 则mm hD g 17.793cos 1=-∆≥α05.1=∆h 则mm hD g 585cos 1=-∆≥α 2.1=∆h 则mm hD g 705cos 1=-∆≥α取mm D g 860~810= 初定轧辊直径:mm D g 860=2、根据来料厚度尺寸数据,选择最典型的一组进行轧制压力计算,初步道次分配见下表:3、轧制压力计算3.1、第1道次轧制压力计算 3.1.1、咬入条件校核︒=⨯∆=∂2878.3180πR h ,即满足咬入条件 3.1.2、变形区长度lmm h R l 7945.21=∆⨯=3.1.3、平均压下率ε106.04.0εεε⨯+⨯=00=ε 83.201=ε%则,%5.126.04.010=⨯+⨯=εεε经第1道次轧制后材料的变形阻力:MPa S 7.3799.334.2256.01=⨯+=εσ3.1.4、求解轧辊弹性压扁后的接触弧长度l ' 依次求解Y 、Z ,最后得出接触弧长度l 'a-求解诺莫图中Ymh k C Y μσσ)2(210+-=N mm RC /909003=; MPa k S S 335)2(15.110=+=σσ力轧制时的前张力、后张、-10σσ,人工辅助咬入为无张力轧制,前后张力均为零;mm hH h m 375.52=+=代入以上各项数据,得Y=0.0415b-求解诺莫图总Z2⎪⎪⎭⎫ ⎝⎛=mhl Z μ,代入各项数据,得Z=0.105诺莫图由以上a 、b 两项根据诺莫图求交点,得X=0.34 则 mm h X l m84.22=⨯='μ3.1.5、平均单位轧制压力()()m k ee k p m XX m**1σσ-=--= 依次得出,187.134.0171.2134.0=-=-=X e m X m k p ⋅==395.57MPa3.1.6、轧制总压力Pt p l B P 6.90357.39584.2210001=⨯⨯=⨯'⨯=3.2、轧制总压P 的确定依次求解第2、3道次的轧制压力 按照初步道次分配表计算出结果如下:t P 13802= ;t P 16003=轧制压力呈逐步增大,轧制时难以保证轧件发生均匀变形,即压下规程设计不合理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
$" 结束语
张力辊在连续作业的带材精整机组中使用越来 越广泛。通过设计过程中的计算分析, 能够得到较 精确的张力值及张力变化规律, 从而能更好的控制 张力, 使整个机组的张力得到合理的匹配。这对于 提高产品的质量, 降低整个机组的能耗有着十分重 要的意义。 参考文献:
[ # ]周国盈6 夹送辊和张力辊的设计计算 [ B] 6 重型机械, #+?? , ( ; ): %, & !<6 [ % ]黄华清6 轧钢机械 [ 8] 6 第一版, 北京: 冶金工业出版社, #+<* , ,<; & ,+%6 [ ! ]李海燕6 冷连轧机组中张力辊组的设计 [ B] 6 一重技术, %**" , ( ; ): , & "6
( .B)) ; # @)A 为带钢最大厚度 ( @@ ) ; ! $ 为带钢屈服 极限 ( .B)) 。 辊身尺寸依据带钢的宽度选取, 通常是带宽加 #$$ C !$$ @@。 张力辊辊面一般衬有聚氨酯, 以增加辊子与带 钢之间的摩擦力, 并避免带钢表面的擦伤、 印痕等。
#! 张力计算
#$ "! 张力辊张力计算 根据张力辊在机组中安装位置和作用不同, 张 力辊可以处于电动机工作状态或发电机工作状态。 如图 9 所示。图 9 ( )) 中, 带钢入口张力大于出口张 力, 张力辊处于电动机工作状态; 图9 ( D) 中, 带钢出 口张力大于入口张计算
张力辊几何尺寸计算主要是辊径和辊身长度的 选择计算。 为防止带钢产生永久变形 ( 伸长) , 张力辊直径 选择应以最外层表面达到屈服点为出发点。因此, 张力辊辊径计算原则为: 带钢缠绕在张力辊上不产 生塑性弯曲变形, 即按厚带材绕过张力辊的弯矩小
[ 9, #] 于或等 于 带 材 的 弹 性 极 限 弯 矩 计 算 辊 径 。据
式中7 ! 为张力辊辊径 ( @@ ) ; " 为带钢弹性模量
引! 言
二次冷轧时, 带钢不仅受到轧辊的轧制压力, 而 且还承受张力。带钢张力对压下率和板形有很重要 的作用。为了便于控制二次冷轧时的张力, 并能使 张力均匀地加到钢带上, 在二次冷轧机组的入口端 和出口端都布置有张力辊。张力辊工作原理为: 带 钢包绕在张力辊上, 在其包绕接触处 ( 即包角处) 产 生摩擦力, 使出口张力与入口张力按某种规律变化, 借此改变带钢的张力值, 对机组实现张力控制。 张力辊的设计计算主要包括张力辊几何尺寸设 计计算, 张力的计算, 张力辊传动力矩、 传动功率的 计算等。本文根据以上计算内容, 详细介绍了张力 辊的设计计算方法, 并针对某钢厂二次冷轧机组对 张力辊设计的具体要求, 进行了张力辊设计计算。
万方数据
图 !$ 5 辊
带钢带动张力辊, 张力辊处于发电机工作状态。 设计时, 暂不考虑压辊。 -, 0:= 根据式 (#) , ’) ) "** 00; 根据实际, 确 #. 定 ’ ) "#* 00; 确定辊身长度 / ) + ’ %,* ) # !** > > 00; # 辊、 % 辊辊径相同, 辊速相同, 离心拉力及弹 塑拉力相同; 辊身表面均衬聚氨酯。 * )) ) ?<%6 ? 1 2 034 !’ 按式 ( ! )、 ( ; )分别计算得: ! # ) < +,*% ) , %,* +#% # 0 % ’# ( ! ,% & ,% ( ,# ) ) /; !% ) # ) ) #,% / "’ #6 %% 00) ; %> 根据辊位置关系, 确定 # > 辊包角 "# ) %#,@ , 辊包角 "% ) #?*@ 。 对于 # > 辊: !# ) %; ;<* /, 按式 (?) 计算得 ! ) !, ;"< /, &# ) ; <"* /0; 对于 % > 辊: # > 辊的出口张力 A 作为 % > 辊的入口 &% ) , ,,< 张力, 按式 (?) 计 算 得 !% ) ;< +?; /, /0。 根据以上计算, 5 辊输出张力为 ;< +?; /, 大于 由于张力 设计要求值 ;, *,* /。实际使用过程中, 辊辊面磨光, 使得出口张力值比上述计算 ! 值降低, 值低。所以认为 5 辊的设计符合要求。 (% ) ;,, -.。 按式 ( #% ) 计算得 (# ) !+< -., 若设计带压辊的 5 辊, 还需按式 (+) 或式 ( ## ) 计算确定压力 " 值。
图 &# 张力辊工作状态
# # 用欧拉公式计算张力辊张力 !& ’ !( " !" (() 式中 !& 为张力辊入口张力 ( )) ; !( 为张力辊出口张 ; 对于钢辊 ! ’ 力 ( )) ! 为辊子与带钢的摩擦系数, "* &% + "* &, , 橡胶辊使 对于橡胶辊 ! ’ "* &, + "* (, , 用摩光后, 其摩擦系数降低 %"- 左右; " 为带钢在 辊子上的包角 ( ./0) 。 带钢运动时由于离心力的作用而产生拉力, 拉 力为 ($) ! # ’ ,123( 式中# ! # 为离心拉力 ( )) ; $ 为带钢宽度 ( 4) ; %为 ; & 为带钢速度 ( 4 5 6) 。 带钢厚度 ( 44) 由于带钢具有一定的刚性, 在张力辊入口和出 口端不能完全紧贴在辊子上, 而会产生弹塑变形, 使 得实际包角 "7小于理论包角 " ( 如图 & 所示。实际 计算时, 可取 "7 ’ ( "* , + "* 8 ) 带钢越 "。一般地, 厚, ) ; 且弹塑变形会产生拉力 ! ’ "7值越小。 $# ( ! ’ ’ ( $ %( 9 %( (:) &) !) 式中 (&* & + &* () )# %& ’ (%) + 计算 !( 时, 应考虑离心拉力 ! # 及弹塑拉力 ! ’ ; 计算传动力矩时, 考虑离心拉力 ! # 及弹塑拉力 ! ’ , 根据实际包角的大小, 按图 & 中 , 、 ) 两点处的张力 差来进行计算。当张力辊处于电动机工作状态时, 当张力辊处于发电机 按式 ( ! )计算 !( 及传动力矩; 工作状态时, 按式 (;) 计算及传动力矩。 !& 9 ! ’ 9 ! # !( ’ 9 !’ . ’ " !") ( !( < ! ’ 9 ! # ) ( = !"- 9 & ) ( !"!( ’ ( !& < ! ’ 9 ! # ) " < !’ . ’ ) ( !& < ! ’ 9 ! # ) ( = !"- 9 & ) ( (!)
图 (# 带压辊的张力辊工作状态
(;)
式中# !( 为张力辊出口张力 ( )) ; . 为张力辊传动 力矩 ( )4万方数据 ) ; ) 为辊子直径 ( 4) 。
张力辊处于电动工作状态时, 由于增加了压辊, 实际包角增大, 带钢在入口端未紧贴张力辊。此时, 出口张力及传动力矩按下式计算。 !& 9 ! ’ < ! # !( 9 !/ " !"(,) ) !".’ [ ( !( 9 !/ ) ( = 9 & )< ! # ] ( 式中# / 为压辊压力 ( )) 。 为使张力辊能处于经常工作状态 (电动机工作状 [&] 态) , 不发生打滑现象, 压辊压力 / 值应满足下式 & !& 9 ! ’ 9 ! # 9 !( * / * ! " !"& # # [ ( !& 9 ! ’ 9 ! # ) = !"- 9 !( ] (8) ! 张力辊处于发电工作状态时, 带钢在出口端未紧 贴张力辊。此时, 出口张力及传动力矩按下式计算
#" 设计计算实例
某钢厂二次冷轧机组在双机架平整机的入口和 出口侧分别布置一套 5 辊。现以入口 5 辊为例, 设 计计算入口 5 辊。入口 5 辊布置结构如图 ! 所示。 已知: 带钢宽度 + ) # *,* 00; 带钢厚度 , ) #6 * , 00; - ) %6 # 7 #* 89:; ( 最大) ; !# ) %; ;<* #. ) !,* 89: !% ) ;, *,* /; * ) # ,**0 2 034 ( 最大) ; /; ! ) *6 %。
(
)
!" 张力辊传动功率计算
张力辊传动功率按下式计算 &) () ( #% ) + ,,* 式中$ ( 为传动功率 ( -.) ; & 为传动力矩 ( /0) ; )为 * * 为带钢速度 ( 0 2 034) 。 辊子转速 ( 1 2 034) , )) , !’ 根据传动功率、 传动力矩和辊子转速合理选取 电机。 我们通常所说的张力辊多指 5 辊 ( 图 ! 所示为 立式 5 辊) 。5 辊两辊结构一样, 单独驱动。在计算 5 辊的张力、 传动力矩及传动功率时, 根据位置结构 确定每辊的包角, 按上述方法分别计算每一辊。
第 !" 卷第 ! 期 #$$% 年 & 月
江 苏 冶 金 ’()*+,- ./0)11-2+3
4516 !"7 856 ! ’-*6 #$$%
二次冷轧机组张力辊设计计算
潘卫东, 梅如敏
( 常州宝菱重工机械有限公司,江苏 常州7 #9!$9: ) 摘要: 介绍了张力辊的工作原理及设计计算方法, 并结合某钢厂二次冷轧机组设备的使用要求, 对张力辊进行了设 计计算。 关键词: 二次冷轧; 张力辊; 设计计算; =辊 中图分类号: >?!!"6 9#