张力辊设计计算
冷轧后处理机组张力辊设计计算

冷轧后处理机组张力辊设计计算谭刚;陈兵【摘要】从张力辊几何参数和材质确定、张力计算、传动功率计算、力矩校核等方面阐述后处理线张力辊设计计算,对后处理机组中获得精确的张力值以及张力变化规律,合理匹配张力值,提高产品质量和节能降耗有着重要意义.【期刊名称】《四川冶金》【年(卷),期】2010(032)002【总页数】4页(P30-32,6)【关键词】张力辊;后处理机组;设计计算;功率分配【作者】谭刚;陈兵【作者单位】中冶赛迪工程技术股份有限公司冷轧事业部,重庆,400013;中冶赛迪工程技术股份有限公司冷轧事业部,重庆,400013【正文语种】中文连续生产线的带钢必须在张力之下运行,张力的最基本作用是保证带钢的正常运行,使带钢尽可能沿着生产线的中心线运行,而不致因走偏而造成边部刮伤甚至断带;同时,纠偏辊也只有在张力足够的情况下才能起到纠偏作用[1]。
机组各段张力值的建立,是依靠在机组适当位置设置的夹送辊和张力辊实现的。
带钢包绕在张力辊上,在其包绕接触处(包角处)产生摩擦力,正是这个摩擦力,使出口张力与入口张力按某种规律变化,借此改变张力值,对整条机组实现张力控制,因此张力辊是后处理机组连续运行的重要设备组成单元[2]。
如何正确地获得精确的张力值及张力变化规律,更好的控制张力,使整个机组的张力得到合理的匹配,对提高产品质量,降低机组的能耗有着重要的意义,因此张力辊的设计对机组的正常连续运行显得尤为重要。
本文从张力辊几何参数和材质确定、张力计算、传动功率计算、力矩校核等方面阐述后处理线张力辊的设计计算。
张力辊几何参数和材质确定主要是辊径和辊身长度的确定以及表面材质的选定。
为了防止带钢产生永久变形,张力辊辊径确定以带钢包绕在张力辊上不产生塑性弯曲变形为原则,即是以带钢绕过张力辊的弯矩小于等于带钢弹性极限弯矩为准则计算辊径[2~7]。
由此,得出张力辊辊径计算公式:式中D(m)为张力辊辊径;E(MPa)为带钢弹性模量;hmax(m)为带钢最大厚度;σs(MPa)为带钢屈服极限。
带钢张力辊张力及功率的计算
带钢张力辊张力及功率的计算侯建锋【摘要】根据带钢张力辊在工作中的各种受力情况并对相应作用力进行分析计算,能够精确得到张力辊张力及所消耗功率,从而提高产品质量和生产效率.【期刊名称】《中国重型装备》【年(卷),期】2012(000)003【总页数】2页(P12-13)【关键词】带钢;张力辊;张力;功率;计算【作者】侯建锋【作者单位】济钢集团重工机械有限公司,山东250101【正文语种】中文【中图分类】TG333.7在带钢生产过程中需要计算带钢张力辊的张紧力及各辊轮所消耗的功率,并且要根据生产工艺要求对张力辊张紧力进行调节,从而生产出优质带钢,提高生产效率。
1 工作原理张力辊的设计计算主要是计算张力的变化规律及各辊传动力。
带钢包绕在张力辊上,在包绕接触处产生摩擦力,使出口张力与入口张力按某种规律变化,借此改变张力数值,对机组张力实现控制。
2 压辊压力的计算压辊压力由压紧油缸提供,式中 N——压辊压力;P——液压缸工作压力,P=7 MPa;A——液压缸活塞面积。
由N 产生的摩擦力f 为:f=N×μ=35 168×0.15=5.3 kN式中μ——摩擦系数,μ=0.15。
带钢经过张力辊后,进口处张力为10 kN 并被放大,放大的值取决于张力辊的结构、辊面材质、传动功率等。
张力放大系数λ 是张力辊的放大能力,是张力计算的重要参数,与带钢在辊轮上的包角α 有关。
式中 e——自然对数的底;μ——带钢与辊轮的摩擦系数;α——带钢在辊轮上的包角。
图1 所示为带钢在辊轮上的缠绕情况。
图1 带钢在辊轮上的包绕情况Figure 1 Wrap around situation of strip steel on each roller2.1 计算张力已知进口处的拉力为10 kN,计算张力F1:当F1与F2之间的包角为73°21'时,张力放大系数λ1为:根据包角与力的关系,计算F2:当F2与F3之间的包角为146°41'时,张力放大系数λ2为:计算F3:F4与F3的包角为73°21',张力放大系数与λ1相同,计算F4:辊轮所受的摩擦力等于松紧边的拉力差。
带钢张力辊的设计计算和结构分析
带钢张力辊的设计计算和结构分析高卫军【摘要】根据带钢张力辊在机组中的受力情况进行了分析计算,精确得到了张力辊各段的张力值及所需电机功率,从而提高了生产效率和产品质量.并对张力辊辊筒壁厚进行了有限元分析.【期刊名称】《中国重型装备》【年(卷),期】2017(000)004【总页数】4页(P7-10)【关键词】带钢;张力;张力辊;有限元分析【作者】高卫军【作者单位】二重集团(德阳)重型装备股份有限公司,四川618013【正文语种】中文【中图分类】TG335.13张力辊是各种带钢连续处理机组(如连续酸洗、连续冷轧、酸连轧、镀锌、彩涂等机组)中重要的关键设备之一。
张力辊不仅能为连续机组提供生产所需的带钢张力,并且合理、适当的带钢张力也是保证机组稳定、高速运行的基本条件。
在张力辊的设计计算时,首先要根据连续机组所处理的带钢参数(包含带钢材质、带钢最大宽度、带钢最大厚度及带钢表面要求等)、机组运行速度和张力要求等,通过计算分析确定张力辊的结构型式(如两辊张力辊、三辊张力辊或四辊张力辊)、辊径及驱动张力辊所需要的电机功率。
本文最后对张力辊辊筒壁厚进行有限元分析计算,对张力辊辊筒进行了优化设计,减少了设备投资。
1.1 张力辊辊径的确定张力辊材质和几何参数的确定主要是指张力辊辊筒表面材质和辊径、辊身长度的选定。
首先辊径的确定是以带钢缠绕在张力辊上不产生永久性的塑性变形为原则,即以带钢弹性极限弯矩大于等于带钢绕过张力辊的弯矩为原则。
由此可计算得出张力辊辊径为:式中,σs为带钢屈服极限,单位MPa;hmax为带钢的最大厚度,单位mm;E 为带钢弹性模量,单位MPa;D为张力辊辊径,单位mm。
从式(1)中可以看出:张力辊辊径取决于带钢的屈服极限、最大厚度和弹性模量。
但实际生产中为节约设备投资及占地面积,张力辊辊径并不是越大越好,设计时应理论结合实际,综合考虑各种因素,根据现场使用经验通过类比原则选择适合该产品方案的辊径。
冶金炉辊辊径及张力设计公式
1张力辊直径计算原则:带钢缠绕在张力辊上不产生塑性弯曲变形,即按厚带材绕过张力辊的弯矩小于或等于带材的弹性极限弯矩计算辊径。
D:张力辊辊径。
h:钢板厚度。
E:带钢的弹性模量。
σs:带钢的屈服强度。
说明:1).由上述计算可以发现,带钢规格相同,屈服强度越高需要的辊径越小。
这正是带退火炉的热镀锌线入口张力辊径小,出口张力辊径大的原因。
2).带钢经过张力辊不产生塑性变形的要求是相对的,为了不使辊径过大,实际生产中允许部分厚规格产品产生塑性变形。
3).根据产品规格不同,热镀锌及酸洗冷轧生产线常用的张力辊辊径范围是500~1200mm。
4).在实际生产中,最大带钢厚度为1.2mm的镀锌线,张力辊辊径通常选取为550~650mm;拉矫机张力辊径650~700mm;最大带钢厚度为1.5mm的镀锌线,张力辊辊径通常选取为600~700mm;拉矫机张力辊径800mm;最大带钢厚度为2.0mm的镀锌线,张力辊辊径通常选取为800~1000mm;拉矫机张力辊径1000~1200mm;5).根据我公司的现有设计,张力辊辊径选取系列为:560mm;650mm;800mm;900mm;1000mm;1200mm。
6).辊身长度依据带钢的宽度选取,通常是带宽加200~300mm,常用的宽度系列是1000mm;1300mm;1500mm。
2张力辊允许产生的张力说明带钢经过张力辊后,张力值可以得到放大,放大的量取决于张力辊的结构、辊面材质、传动功率等,μ:带钢与张力辊之间的摩擦系数;采用钢辊时取0.1~0.15;采用衬胶辊时取0.18~0.25;带钢表面有油时,摩擦系数降低。
α:带钢在张力辊上的包角。
图一张力辊1#辊包角为180+61度=241度=4.2弧度。
计算时取0.9的利用系数。
λ:张力辊传动带钢,保证带钢不打滑可能产生的张力放大倍数。
这是可能产生的放大倍数,张力辊实际放大能力取决于传动功率,但是传动能力超过此范围也没有意义。
张力辊设计计算
1张力辊直径计算原则:带钢缠绕在张力辊上不产生塑性弯曲变形,即按厚带材绕过张力辊的弯矩小于或等于带材的弹性极限弯矩计算辊径。
D:张力辊辊径。
h:钢板厚度。
E:带钢的弹性模量。
σs:带钢的屈服强度。
说明:1).由上述计算可以发现,带钢规格相同,屈服强度越高需要的辊径越小。
这正是带退火炉的热镀锌线入口张力辊径小,出口张力辊径大的原因。
2).带钢经过张力辊不产生塑性变形的要求是相对的,为了不使辊径过大,实际生产中允许部分厚规格产品产生塑性变形。
3).根据产品规格不同,热镀锌及酸洗冷轧生产线常用的张力辊辊径范围是500~1200mm。
4).在实际生产中,最大带钢厚度为1.2mm的镀锌线,张力辊辊径通常选取为550~650mm;拉矫机张力辊径650~700mm;最大带钢厚度为1.5mm的镀锌线,张力辊辊径通常选取为600~700mm;拉矫机张力辊径800mm;最大带钢厚度为2.0mm的镀锌线,张力辊辊径通常选取为800~1000mm;拉矫机张力辊径1000~1200mm;5).根据我公司的现有设计,张力辊辊径选取系列为:560mm;650mm;800mm;900mm;1000mm;1200mm。
6).辊身长度依据带钢的宽度选取,通常是带宽加200~300mm,常用的宽度系列是1000mm;1300mm;1500mm。
2张力辊允许产生的张力说明带钢经过张力辊后,张力值可以得到放大,放大的量取决于张力辊的结构、辊面材质、传动功率等,μ:带钢与张力辊之间的摩擦系数;采用钢辊时取0.1~0.15;采用衬胶辊时取0.18~0.25;带钢表面有油时,摩擦系数降低。
α:带钢在张力辊上的包角。
图一张力辊1#辊包角为180+61度=241度=4.2弧度。
计算时取0.9的利用系数。
λ:张力辊传动带钢,保证带钢不打滑可能产生的张力放大倍数。
这是可能产生的放大倍数,张力辊实际放大能力取决于传动功率,但是传动能力超过此范围也没有意义。
机组张力表及张力计算
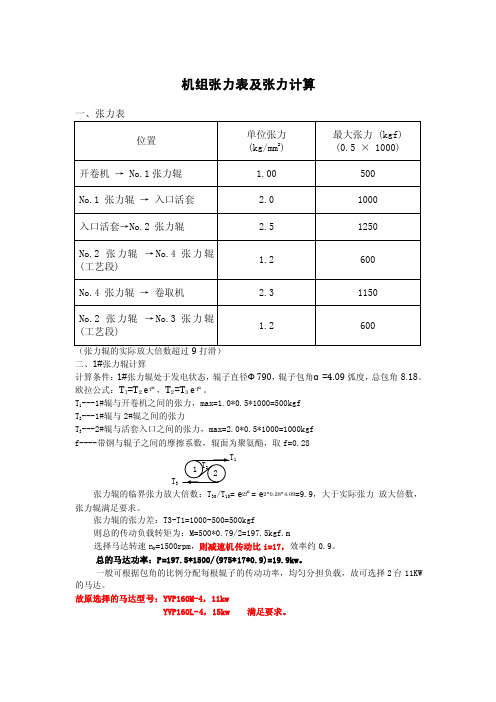
机组张力表及张力计算二、1#张力辊计算计算条件:1#张力辊处于发电状态,辊子直径Φ790,辊子包角α=4.09弧度,总包角8.18。
欧拉公式:T 1=T 2 e -f α,T 2=T 3 e -f α。
T 1---1#辊与开卷机之间的张力,max=1.0*0.5*1000=500kgf T 2---1#辊与2#辊之间的张力T 3---2#辊与活套入口之间的张力,max=2.0*0.5*1000=1000kgf f----带钢与辊子之间的摩擦系数,辊面为聚氨酯,取f=0.28 张力辊的临界张力放大倍数:T 30/T 10= e 2f α= e 2*0.28*4.09=9.9,大于实际张力 放大倍数,张力辊满足要求。
张力辊的张力差:T3-T1=1000-500=500kgf则总的传动负载转矩为:M=500*0.79/2=197.5kgf.m选择马达转速n N =1500rpm ,则减速机传动比i=17,效率约0.9。
总的马达功率:P=197.5*1500/(975*17*0.9)=19.9kw 。
一般可根据包角的比例分配每根辊子的传动功率,均匀分担负载,故可选择2台11KW 的马达。
故原选择的马达型号:YVP160M-4,11kwYVP160L-4,15kw 满足要求。
1T 3三、活套出口张力计算计算条件:入口单位张力 2.0kg/mm2,活套辊13根(Φ370,调心辊子轴承23220C/W33---140mm,辊子重量295kg),纠偏辊2根(Φ400,调心辊子轴承22218C/W33---125,辊子重量409kg),转向辊1根(Φ400,调心辊子轴承23222C/W33---155mm,辊子重量362kg)。
滚子轴承的滚动摩擦因数μk=0.07*2=0.14cm辊子轴承摩擦阻力矩计算:M=N*μk *(d+D)/2d1N----辊子轴承的正压力,N=2T+G(-G),T 为带钢张力d----轴承内径D----轴承外径d1----滚子直径G----辊子重量产生的附加张力:T f=2M/D0D0----辊子直径对于0.5*1000规格的带钢,活套入口的带钢张力T0=2*0.5*1000=1000kg,活套其余各层的带钢张力分别为T1、T2、T3、….、T13。
二次冷轧机组张力辊设计计算

式中
D 为张力辊辊径 ( m m) ; E 为带钢弹性模量
s
引
言
二次冷轧时 , 带钢不仅受到轧辊的轧制压力, 而
( M Pa) ; hm ax 为带钢最大厚度 ( m m) ; 极限 ( M Pa) 。
为带钢屈服
辊身尺寸依据带钢的宽度选取 , 通常是带宽加 200~ 300 mm 。 张力辊辊面一般衬有聚氨酯, 以增加辊子与带 钢之间的摩擦力, 并避免带钢表面的擦伤、 印痕等。
图2 带压辊的张力辊工作状态
计算 T 2 时, 应考虑 离心拉 力 T L 及 弹塑拉 力 T d ; 计算传动力矩时, 考虑离心拉力 T L 及弹塑拉力 T d , 根据实际包角的大小, 按图 1 中 C 、 D 两点处的 张力差来进行计算。当张力辊处于电动机工作状态 时, 按式( 6) 计算 T 2 及传动力矩 ; 当张力辊处于发 电机工作状态时 , 按式( 7) 计算及传动力矩。 T1 - T d- TL T2 = - T dM = e ! ( T 2 + T d - T L ) ( e ! - 1) D 2 D 2 ( 6)
2
带钢厚度 ( mm) ; v 为带钢速度( m/ s) 。 由于带钢具有一定的刚性 , 在张力辊入口和出 口端不能完全紧贴在辊子上, 而会产生弹塑变形, 使 得实际包角 !小于理论包角 ( 如图 1 所示。实际 计算时, 可取 != ( 0. 8~ 0. 9) 。一般地 , 带钢越厚 , !值越小。 ) ; 且弹塑变形会产生拉力 T d Td = 式中 h1 = ( 1. 1~ 1. 2 ) D E ( 5) b s ( 3 h2 - h 2 1) 6D ( 4)
4
设计计算实例
定 D = 610 mm; 确定辊身长度 l = b + 250= 1 300 # # mm ; 1 辊、 2 辊辊径相同 , 辊速相同 , 离心拉力及弹 塑拉力相同; 辊身表面均衬聚氨酯。 n = v = 782. 7 r/ min !D 按式 ( 3) 、 ( 4) 分别计算得 : T L = 8 bhv 2 = 5 250 b 2 1. 2D = N; T d = ( 3h 2 - h 2 1 ) = 152 N ( h1 = 6D E 1. 22 mm) ; 根据辊位置关系, 确定 1# 辊包角 1 = 215 ∃, 2# 辊包角 2 = 170∃。 对于 1 # 辊: T 1 = 24 480 N, 按式 ( 7) 计算得 T = 35 468 N , M 1 = 4 860 Nm; 对于 2# 辊: 1# 辊的出口张力 T 作为 2# 辊的入 口张力, 按式 ( 7) 计算得 T 2 = 48 974 N, M 2 = 5 558 Nm 。 根据以上计算 , S 辊输出张力为 48 974 N, 大于 设计要求值 45 050 N 。实际使用过程中, 由于张力 辊辊面磨光, 值降低, 使得出口张力值比上述计算 值低。所以认为 S 辊的设计符合要求。 按式 ( 12) 计算得 N 1 = 398 kW, N 2 = 455 kW 。 若设计带压辊的 S 辊 , 还需按式 ( 9) 或式 ( 11) 计算确定压力 P 值。
拉弯矫张力辊的设计计算

拉弯矫直机组设计中张力辊主要参数的计算符可惠(中色科技股份有限公司,河南洛阳471039)[摘要]:本文介绍了拉弯矫直机组的工作原理,张力辊组在拉弯矫直机中的作用及张力辊组基本参数的计算。
[关键词]:张力辊、放大系数、功率、延伸率近年来,随着轧制技术的快速发展,薄带材的平直度已经有了较大改善。
然而,随着用户对板带材平直度的要求更加严格,矫直设备的需求也有了跨越式的发展,其中拉弯矫直设备是提升薄带材板型质量的重要设备之一,它是通过使带材产生一定的延伸量来消除带材波浪、获得良好板型。
拉弯矫直的工作原理:拉弯矫直机是综合了连续张力矫直机和辊式矫直机的特点,使带材在拉伸和弯曲的作用下,连续多次正反弯曲,在大变形矫正下,逐步产生塑性延伸并释放板材内应力,以消除板带材在冷加工时产生的波形、翘曲、侧弯和潜在的板型不良等缺陷,使厚度薄、材料硬的薄带材达到板型平整,满足高端用户的需求。
张力辊组是拉弯矫直机组中的重要设备,拉弯矫直所需的张力主要是靠张力辊组之间张力递增来实现;入口张力辊组最后一个辊和出口张力辊组第一个辊的速度差产生必要的延伸率。
张力递增倍数与带材和张力辊之间的包角、摩擦系数有关。
摩擦系数在实际运行当中也有许多变数,由于包胶辊在使用一段时间后辊面会被磨光,因此辊面与带材之间的摩擦系数会急剧下降,导致系统无法正常工作。
所以,在设计张力辊时既要满足张力要求又要防止张力辊组与带材打滑现象的发生。
下面我们以无锡某厂700mm不锈钢拉弯矫直机组张力辊的参数选择加以说明。
1 张力辊辊径张力辊组设计的基本要求是既要满足张力需要又要防止张力辊组与带材打滑现象的发生,带材包绕在张力辊上,在其包绕接触处产生摩擦力,正是这个摩擦力,使出口张力与入口张力按某种规律变化,借此改变张力值,对机组实现张力控制。
带材材质:不锈钢带材的屈服极限:σs=205~510N/mm²带材的弹性模量;E=206GPa带材厚度:h= 0.08~0.6mm带材宽度b≤550mm机组速度v:0—100—150 m/minT=30k N最大开卷张力:b最大卷取张力: c T =35 kN最大拉伸张力: n T =200kN下面以入口张力辊组为例,进行主要主要参数的计算。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1张力辊直径计算
原则:带钢缠绕在张力辊上不产生塑性弯曲变形,即按厚带材绕过张力辊的弯矩小于或等于带材的弹性极限弯矩计算辊径。
D:张力辊辊径。
h:钢板厚度。
E:带钢的弹性模量。
σs:带钢的屈服强度。
说明:1).由上述计算可以发现,带钢规格相同,屈服强度越高需要的辊径越小。
这正是带退火炉的热镀锌线入口张力辊径小,出口张力辊径大的原因。
2).带钢经过张力辊不产生塑性变形的要求是相对的,为了不使辊径过大,实际生产中允许部分厚规格产品产生塑性变形。
3).根据产品规格不同,热镀锌及酸洗冷轧生产线常用的张力辊辊径范围是500~1200mm。
4).在实际生产中,最大带钢厚度为1.2mm的镀锌线,张力辊辊径通常选取为550~650mm;拉矫机张力辊径650~700mm;
最大带钢厚度为1.5mm的镀锌线,张力辊辊径通常选取为600~700mm;拉矫机张力辊径800mm;
最大带钢厚度为2.0mm的镀锌线,张力辊辊径通常选取为800~1000mm;拉矫机张力辊径1000~1200mm;
5).根据我公司的现有设计,张力辊辊径选取系列为:560mm;650mm;800mm;900mm;1000mm;1200mm。
6).辊身长度依据带钢的宽度选取,通常是带宽加200~300mm,常用的宽度系列是1000mm;1300mm;1500mm。
2张力辊允许产生的张力
说明带钢经过张力辊后,张力值可以得到放大,放大的量取决于张力辊的结构、辊面材质、传动功率等,
μ:带钢与张力辊之间的摩擦系数;采用钢辊时取0.1~0.15;采用衬胶辊时取0.18~0.25;带钢表面有油时,摩擦系数降低。
α:带钢在张力辊上的包角。
图一张力辊1#辊包角为180+61度=241度=4.2弧度。
计算时取0.9的利用系数。
λ:张力辊传动带钢,保证带钢不打滑可能产生的张力放大倍数。
这是可能产生的放大倍数,张力辊实际放大能力取决于传动功率,但是传动能力超过此范围也没有意义。
见图一
如果进入张力辊1#辊之前的带钢张力为F1,1#、2#辊之间的张力为F2,2#辊出口的张力为F3,如果两辊包角相同则:F2=F1*λ
F3=F2*λ
如果每个辊子的包角不同,则分别使用不同的λ1和λ2进行计算。
说明:在设计中通常知道F1和F3,计算需要的辊子数量及包角,以此为依据设计张力辊的结构。
3张力辊的传动功率计算
张力辊的传动功率需要考虑三个方面:张力放大需要的功率、辊子摩擦损耗功率和弯曲变形损耗功率。
张力放大需要的功率:
W1=(F2-F1)*v/η
v:带钢速度
η:传动效率,通常取0.85-0.9。
辊子摩擦损耗功率:
图一1#辊子承受带钢的拉力应该是F1与F2的合力,其根据结构设计不同,其最大力为F1+F2。
辊子的摩擦力矩:M1=f*(d/2)*(F1+F2)
辊子摩擦损耗功率:W2=M1*ω/η
M1:辊子的摩擦力矩
f:张力辊轴承摩擦系数
d:张力辊轴承平均直径
ω:张力辊的角速度
弯曲变形损耗功率:
带钢上下表面达到屈服应力时带钢的弯矩:M2=σs*b*h*h/6
张力损失T=2*M2/D
弯曲变形损耗功率:W3=T*v/η
张力辊传动功率:
W=W1+W2+W3
4入口张力辊和出口张力辊带钢的初始张力
图二所示为带压辊的入口张力辊,要保证在入口停车换卷时F3张力值不变,必须有其他产生1#辊入口张力的办法,安装压辊;
根据F3值和放大系数可以计算出Fa。
P=F0/μ
P:压辊压力
μ:带钢与张力辊之间的摩擦系数
如果一个压辊满足不了要求可以在2#辊上也设置压辊,或者增加张力辊的数量如改为3辊张力辊或4辊张力辊等。
带压辊辊子传动功率:
W1=((Fb-Fa)+Fa)*v/η=F2*v/η
即Fb的全部力都是有1#辊子传动产生的。
W2和W3的计算与上述相同。