激光切割机验收报告(表)
激光切割机设备点检表

成都志威精密钣金制造有限公司
பைடு நூலகம்
设备检查保养表
设备名称
激光切割机
设备编号
责任人
时间
年月
NO 检查内容 判定方法 判定基准
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
每 1 工作台面 2 X、Y轴皮老虎
目视 操作
台面整洁无杂物 皮老虎移动顺畅
日3 4
连接线缆 控制箱
目视 目视
各线缆插紧无损坏 控制箱风扇无损坏
点5
保护镜片
目视 保护镜片干净无杂物
6 冷却水路、风路、气路 目视 风管接口无损坏、堵塞
检7
油泵
目视
油量不得低于1/3
检查人
NO 检查内容 判定方法
判定基准
每 1 X轴丝杆、齿条 目视 丝杆、齿条润滑无污物
定 2 丝杆螺母、齿轮 目视 螺母紧固、齿轮无损坏
激光切割机验收报告

用 1.3T 碳钢板验证工作台交换情况
四角分别放零件,验证切割范围 2000mm*4000mm
多次切割不同厚度及材料零部件,查看电脑给定 的参数是否统一
验收结果
11 用弯曲板试割,验证自动选边及跟踪功能
精度检验:板厚 20mm 碳钢板(具体图形见附件) 加工精度:按图纸要求割对尺寸,长度误差:不 大于+/-0.2mm,圆直径误差不大于+/-0.1mm,工 件端面斜度≤0.5 度
割管机检验:管直径 135mm*1000mm 割孔:直径 50mm 加工精度:+/-0.2mm
验证 Z 轴行程 120mm
切管装置(查看软件是否
8
最优,排列是否最优)
CNCKAD(以色列)
导轨:台湾 HIWIN
传动系统(验证是否为相 斜齿条:瑞士 GUDEL
9
应进口件)
减速机、齿轮:德国
伺服电机与驱动:西门子
验收结果
10 切割头(是否为德国进口)
德国 PRECITEC
设备主管签字: 日 期:
设备能源部长签字: 日 期:
合同编号:
激光切割机验收报告
共页 第页
机床配置验收清单
序号
项目
型号
1
主机
G4020HD
数控系统配置(查 CPU、
2
内存、各种接口、硬盘及
PA8000LW(德国)
操作系统、显示器等)
3
激光器
CST4200
4
冷水机
CST4200
5
除尘风机
最新切割机验收表
验收结论
安全负责人:操作人:年月日
总承包方验收人:
年月日
切割机验收表
工程名称
调研要解决的问题:涪陵中心医院病房大楼
设备编号
验收项目
验收内容及要求
在调查中我们注意到大多数同学都比较注重工艺品的价格,点面氛围及服务。验收结果
机体安放
机床安放必须平稳,切割场地不能有易燃易爆物品.
我们女生之所以会钟爱饰品,也许是因为它的新颖,可爱,实惠,时尚,简单等。的确,手工艺品价格适中。也许还有更多理由和意义。那么大学生最喜欢哪种手工艺品呢?此次调查统计如下图(1-3)
图1-1大学生月生活费分布机械性能
一、消费者分析成功秘诀:好市口+个性经营防护罩安全合理砂轮片装配必须坚固切割夹具必须完善.
创业首先要有“风险意识”,要能承受住风险和失败。还要有责任感,要对公司、员工、投资者负责。务实精神也必不可少,必须踏实做事;电气安全装置
根本不知道□创新是时下非常流行的一个词,确实创新能力是相当重要的特别是对我们这种经营时尚饰品的小店,更应该勇于创新。在这方面我们是很欠缺的,故我们在小店经营的时候会遇到些困难,不过我们会克服困难,努力创新,把我们的小店经营好。电源使用自动开关控制.操作必须采用单向按钮开关漏电保护灵敏有效.接地保护良好.
激光切割机点检表

3 检查所有地线电缆是否完好
4 各限位开关、急停的动作
5 机器、导轨两侧有无杂物,
6 稳压电源的状态
7 开关机顺序
8
气压:氧气(7-10bar)、氮气 (25-30bar)
9 主回温:25℃、外光路:30℃
10 (夏天无结露,冬天无冻结)
11 气源和水源的过滤器
12 割嘴高度:0.7-1.2mm
13 割嘴打同心
保养项目
1 检查各部位的润滑情况
设
备
名 称 : 激 光 切
设备型号:
设 备 编 号 :
年
月
割
机 保养日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 接地线及电缆接头、插座 的完好性
14
气路管路是否良好,有无漏气现 象
15 激光发生器功率、空调工作情况 16 机器各个部位整洁干净无积灰
17
异常记录:
保养人签名:
备 每天生产前后都要对设备进行保养,保养后,用“√”表示,“×”表示有异常情况 注 应在“异常情况记录”栏予以记录,并联系相关人员处理。
1011121314151617181920212223242526272829303110夏天无结露冬天无冻结11气源和水源的过滤器1213割嘴打同心14气路管路是否良好有无漏气现象15激光发生器功率空调工作情况16机器各个部位整洁干净无积灰17异常记录
设备点检表
编 号 : ___ ___ __
序 号
济南金威刻科技发展有限公司新建激光切割机生产车间项目竣工环境保护验收报告

建设项目竣工环境保护验收报告项目名称:新建激光切割机生产车间项目建设单位:济南金威刻科技发展有限公司济南金威刻科技发展有限公司二○一八年十一月目录一、前言 (1)二、验收检测依据 (2)三、建设项目工程概况 (3)3.1工程基本情况 (3)3.2工艺流程简述 (8)3.2.1、项目生产工艺流程 (8)3.3工程内容 (9)3.3.1主要建设内容及规模 (9)3.3.2项目主要设备 (10)3.3.3项目主要原辅材料情况表 (11)3.3.4项目工程变动情况 (13)四、主要污染物排放情况及环境保护设施 (14)4.1废水及环境保护设施 (14)4.2废气及环境保护设施 (14)4.3噪声及环境保护设施 (14)4.4固体废弃物及环境保护设施 (14)五、环评影响评价主要结论与建议及审批部门审批 (16)5.1环评主要结论和建议 (16)5.1.1主要结论 (16)5.1.2建议 (16)5.2环境影响批复要求 (17)5.2.1废水 (17)5.2.2噪声 (17)5.2.3固废 (17)六、验收执行标准 (18)6.1废水控制标准 (18)6.2噪声控制标准 (18)6.3无组织废气 (18)6.3固体废弃物参照标准 (19)6.4总量控制标准 (19)七、验收检测内容 (20)7.1验收检测期间工况分析 (20)7.2噪声检测内容 (20)7.3废水检测内容 (20)八、质量控制和质量保证 (21)8.1噪声监测 (21)8.1.1监测分析方法 (21)8.1.2质量控制 (21)8.2废水检测 (21)8.2.1监测分析方法 (21)8.2.2质量控制 (21)8.3废气检测 (22)8.3.1检测分析方法 (22)8.1.2质量控制 (22)九、验收监测结果与分析评价 (23)9.1噪声检测 (23)9.1.1噪声监测结果 (23)9.1.2分析评价: (24)9.2废水检测结果 (24)9.2.1废水监测结果见表 (24)9.2.2分析评价: (25)9.3废气检测 (25)9.3.1无组织废气检测结果 (25)9.4固体废弃物处置情况调查 (27)十、环境管理检查结果 (28)10.1环保审批手续及“三同时”执行情况 (28)10.2环境管理规章制度的建立及执行情况 (28)10.3环保机构设置、人员情况 (28)10.4环境保护档案管理情况检查 (28)10.5环保治理设施的完成、运行、维护情况检查 (28)10.6废水综合利用情况 (28)10.7废气综合利用情况 (28)10.8固体废物综合利用情况 (29)10.9环评批复落实情况对照表 (30)十一、结论 (32)11.1.废水 (32)11.2.厂界噪声 (32)11.3.废气 (32)11.3.固体废物 (32)一、前言根据《中华人民共和国环境影响评价法》和中华人民共和国国务院682 号令《建设项目环境保护管理条例》中有关规定,济南金威刻科技发展有限公司于2014年4月委托山东海美侬项目咨询有限公司编制完成了《济南金威刻科技发展有限公司新建激光切割机生产间项目环境影响报告表》,2014年4月28日济南市环境保护局对本项目环评进行了审批,以济环建审【2014】J31号文件对本项目提出审批意见。
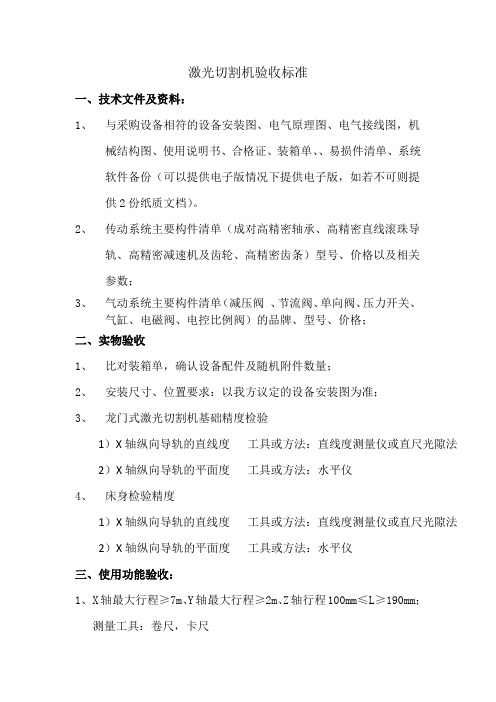
激光切割机验收标准

激光切割机验收标准一、技术文件及资料:1、与采购设备相符的设备安装图、电气原理图、电气接线图,机械结构图、使用说明书、合格证、装箱单、、易损件清单、系统软件备份(可以提供电子版情况下提供电子版,如若不可则提供2份纸质文档)。
2、传动系统主要构件清单(成对高精密轴承、高精密直线滚珠导轨、高精密减速机及齿轮、高精密齿条)型号、价格以及相关参数;3、气动系统主要构件清单(减压阀、节流阀、单向阀、压力开关、气缸、电磁阀、电控比例阀)的品牌、型号、价格;二、实物验收1、比对装箱单,确认设备配件及随机附件数量;2、安装尺寸、位置要求:以我方议定的设备安装图为准;3、龙门式激光切割机基础精度检验1)X轴纵向导轨的直线度工具或方法:直线度测量仪或直尺光隙法2)X轴纵向导轨的平面度工具或方法:水平仪4、床身检验精度1)X轴纵向导轨的直线度工具或方法:直线度测量仪或直尺光隙法2)X轴纵向导轨的平面度工具或方法:水平仪三、使用功能验收:1、X轴最大行程≥7m、Y轴最大行程≥2m、Z轴行程100mm≤L≥190mm;测量工具:卷尺,卡尺2、切割板材厚度8mm时,切割速度≥1800mm;工具:秒表3、穿孔Q345板材厚度8mm时≤3s;工具:秒表4、最大切割厚度≤20mm;方法:使用20mm厚度板材实验5、打标宽度≥2.5mm,深度≥0.5mm,速度≥10000mm/min(打标25cm长一字);工具:游标卡尺、秒表6、超程保护装置有效性检测;方法:设备开到最大行程是否会停止7、安全性监测方法:触碰安全光电开关,设备停止;8、由工艺工程师设计一个工件加工后实测加工精度;工具:游标卡尺四、填写验收报告,资产领用单,录入ERP系统,所有文件及资料归档;五、验收完成。
数控激光切割机验收标准(_试行)

数控激光切割机
精度验收标准
(试行)
济南二机床集团有限公司
2010年9月编制
前言
一、本验收标准参照如下等标准制定
1.GB/Z 18462-2001 激光加工机械金属切割的性能规范与标准检查程序
2.GB/T 3505-2000 产品几何技术规范表面结构轮廓法表面结构的术语、定
义及参数
3.JB/T 5102-1999 坐标式气割机(等同于ISO 8206-1991 坐标式气割机重复精
度与工作性能检验)
二、本标准仅适用于济南二机床集团有限公司生产的龙门式激光切割机、台式激
光切割机的精度验收。
目录
一、龙门式基础精度验收 (3)
二、台式机精度验收
1. 床身精度验收 (4)
2. 几何精度验收 (6)
三、定位精度验收 (7)
四、工件精度验收 (8)
一、龙门式基础检验精度
检验序号检验
项目
检验示图
精度(mm)
允差实测
1 地基X轴
纵向导轨
的直线度
0.4/10000
2 地基X轴
纵向导轨
的平面度
1.
0.2/1000
2.
50000mm
长度内±2
二、台式机精度检验
1.床身检验精度
2.、几何精度验收。
激光切割机验收标准
激光切割机验收标准一、技术文件及资料:1、与采购设备相符的设备安装图、电气原理图、电气接线图,机械结构图、使用说明书、合格证、装箱单、、易损件清单、系统软件备份(可以提供电子版情况下提供电子版,如若不可则提供2份纸质文档)。
2、传动系统主要构件清单(成对高精密轴承、高精密直线滚珠导轨、高精密减速机及齿轮、高精密齿条)型号、价格以及相关参数;3、气动系统主要构件清单(减压阀、节流阀、单向阀、压力开关、气缸、电磁阀、电控比例阀)的品牌、型号、价格;二、实物验收1、比对装箱单,确认设备配件及随机附件数量;2、安装尺寸、位置要求:以我方议定的设备安装图为准;3、龙门式激光切割机基础精度检验1)X轴纵向导轨的直线度工具或方法:直线度测量仪或直尺光隙法2)X轴纵向导轨的平面度工具或方法:水平仪4、床身检验精度1)X轴纵向导轨的直线度工具或方法:直线度测量仪或直尺光隙法2)X轴纵向导轨的平面度工具或方法:水平仪三、使用功能验收:1、X轴最大行程≥7m、Y轴最大行程≥2m、Z轴行程100mm≤L≥190mm;测量工具:卷尺,卡尺2、切割板材厚度8mm时,切割速度≥1800mm;工具:秒表3、穿孔Q345板材厚度8mm时≤3s;工具:秒表4、最大切割厚度≤20mm;方法:使用20mm厚度板材实验5、打标宽度≥,深度≥,速度≥10000mm/min(打标25cm长一字);工具:游标卡尺、秒表6、超程保护装置有效性检测;方法:设备开到最大行程是否会停止7、安全性监测方法:触碰安全光电开关,设备停止;8、由工艺工程师设计一个工件加工后实测加工精度;工具:游标卡尺四、填写验收报告,资产领用单,录入ERP系统,所有文件及资料归档;五、验收完成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
精度检验:板厚10mm不锈钢(具体图形见附件)
加工精度:按图纸要求割对尺寸,长度误差:不大于+/-0.2mm,圆直径误差不大于+/-0.1mm,工件端面斜度≤0.5度
3
精度检验:板厚20mm碳钢板(具体图形见附件)
加工精度:按图纸要求割对尺寸,长度误差:不大于+/-0.2mm,圆直径误差不大于+/-0.1mm,工件端面斜度≤0.5度
日期:
主管签字:
日期:
注:此单经双方签字后,即认同合同
技术资料交接清单(有"√"无"×")
序号
项目
型号
验收结果
1
2
3
4
5
6
7
8
验收确认签字:
日期:
调试安装人员签字:
日期:
主管签字:
日期:
注:此单经双方签字后,即认同合同
整机验收清单
序号
内容
验收结果
1
精度检验:板厚6mm碳钢板(具体图形见附件)
加工精度:按图纸要求割对尺寸,长度误差:不大于+/-0.2mm,圆直径误差不大于+/-0.1mm,工件端面斜度≤0.5度
多次切割不同厚度及材料零部件,查看电脑给定的参数是否统一
11
用弯曲板试割,验证自动选边及跟踪功能
验收确认签字:
日期:
调试安装人员签字:
日期:
主管签字:
日期:
注:此单经双方签字后,即认同合同精品文档word文档可以编辑!谢谢下载!
设备配置验收清单
序号
项目
型号
验收结果
1
主机
2
数控系统配置(查CPU、内存、各种接口、硬盘及操作系统、显示器等)
3
激光器
4
激光电源
5
激光切割头
6
激光指示系统
7
光路光学系统
8
切管装置(查看软件是否最优,排列是否最优)
9
传动系统(验证是否为相应进口件)
10
切割头(是否为德国进口)
验收确认签字:
日期:
调试安装人员签字:
4
割管机检验:管直径135mm*1000mm
割孔:直径50mm
加工精度:+/-0.2mm
5
验证Z轴行程120mm
6
验证定位精度+/-0.03mm及重复定位精度+/-0.02mm
7
验证定位速度140M/MIN
8
用1.3T碳钢板验证工作台交换情况
9
四角分别放零件,验证切割范围2000mm*4000mm
10