先进控制技术在乙烯装置上的应用
COT温度先进控制在乙烯裂解炉中的应用
COT温度先进控制在乙烯裂解炉中的应用谢磊员鑫(中国石油兰州石化公司电仪事业部)摘要以某年产24万吨乙烯产能恢复项目新建3台裂解炉为研究对象,基于裂解炉的工艺流程,设计并实施HQF-L!型裂解炉COT温度先进控制方案°关键词COT先进控制乙烯裂解炉复杂控制中图分类号TH862文献标识码B文章编号1000-3932(2021)02-0193-04按照中国石油关于塔里木和长庆油田乙烷、液化气和轻烃资源利用方案的要求,在产能不变的前提下,对某乙烯装置进行恢复性改造,将原有的6台年产2万吨乙烯KBR毫秒炉更换为3台年产4万吨的轻质裂解炉,裂解原料采用长庆天然气轻烃回收厂分离出的液化石油气。
裂解炉是乙烯装置的关键设备,其能耗占装置总能耗的50%~60%,降低裂解炉的能耗是降低乙烯生产成本的重要途径之一$随着节能降耗任务的日趋紧迫,相关企业近年来积极开展裂解炉节能降耗的攻关,采取了一系列措施,效果明显[1]$稳定裂解炉的COT温度和总进料流量,同时实现各组炉管间温度的均衡控制,采取先进控制技术,优化裂解炉操作,能够很好地提高乙烯和丙烯收率,使乙烯装置生产能耗明显下降$因此,充分利用DCS与计算机的优势,运用现代控制技术,有针对性地开发APC先进控制和优化系统,对充分发挥现有生产装置的运行潜力,有效实现增产、节能、降耗的目标具有十分重要的意义,也是实现内涵发展的必由之路[2]$1裂解炉工艺简介中国寰球工程有限公司的HQF-L!型裂解炉的结构主要分为对流段和辐射段两部分$裂解炉为单辐射室,全部采用底部烧嘴,辐射炉管为两程,炉管内壁设有中国寰球工程有限公司的专利产品强化传热元件,提高传热效率和选择性,降低结焦倾向,延长清焦周期,辐射段炉管强度计算按照API530进行,炉管的设计寿命为100000h$裂解炉对流段由上至下,各盘管依次为原料预热I段、省煤器、原料预热!段、DS过热段、高压蒸汽过热I段、高压蒸汽过热!段和HC+DS 段。
双层DMCplus控制器技术在聚乙烯装置中的应用
体流动指数等指标 , 大大 降低 了氢气的消耗 , 获取很好 的经济效益 。
关羹词 : 双层 控制器 ; P ; HD E 熔体流动指数
、
。 :
W a g Chu nbi n a n
( era r r r sI fr t n T c n lg o p n i tdS a g a B a c ,S a g a,2 0 2 ,Chn ) P toCy ewo k n omai e h oo y C m a y L mi h n h i rn h h n h i 0 1 0 b o e ia
中文分类 号 : P 1 T 24
文献标 示 :B
文章标 号:10- 3420)3 03- 5 07 72 (070 —0 4 0
Ap l ain o u l y r p i t fDo b eLa e sDM C lsCo to lrTeh oo y i c o p u n r l c n lg n HDP i e E Un t
as t a p ae t c n lge . t k p l a in o o b e ly r lowih lb u d t e h o o is o ma e a p i t fd u l a e sDM Cp u o to lr i DP c o ls c n r l n H e E
o u l y id x ( l id x o to lro ti e r m h p n I i fr n il u l y s fwa ep c a e f ai n e met n e )c n r l b an d fo t eAs e Q n e e ta ai o t r a k g q t e q t
先进控制技术在燕化乙烯装置上的实施
且从 向单个装置的先进控制和优化控制要效益发
展 到 向 区 域 或 全 厂 优 化 要 效 益 的 阶 段 。 Apn se Tcnl y n . 司 的 动 态 矩 阵 法 ( MC 是 在 乙 eho g,Ic公 o D ) 烯 生产 过程 中应 用 较 为 成 功 的先 进 控 制 技 术 , 目 前 在全 球 已有 4 0套 裂 解 装 置 应 用 该 技 术 。 中 国 石 油化 工股 份有 限公 司北 京 燕 山分 公 司 化 工一 厂 ( 下 简称燕 化 ) 进一 步提 高企 业 的竞 争力 , 以 为
维普资讯
渡 尜
乙 工 O,U 33 烯E N2sY 8 I 00] 业2 ([~ 啪E D R E24 8 )
先进 控 制 技术 在 燕 化 乙烯 装 置 上 的 实施
陈德 烨 ,金 宗 贤
( 中国石油 化工 股份 有 限公 司北 京 燕 山分公 司化 工 一厂 , 京 ,050 北 120 )
作者简介 : 陈德烨 (98 ) 男 , 南 省新野 县人 , 级工程 1 一 , 河 6 高 师。19 年毕业于清华大学 自动化系 ,9 8 91 19 年研究生 毕业 于
石油大 学 , 从事 乙烯生产 管理 工作 , 现任北 京燕 山分公司化工
一
厂 生产副厂 长。
维普资讯
务器采用 T P I 协议相互连网, C /P 实现 A C的各功 P
能。 A C控制 系统硬 件构 成见 图 1 P 。
12 D . MC控 制器及 C P结构 L
20 年与 A P N公司合 作 , 02 SE 在该厂 乙烯装置实施
乙烯装置急冷系统pH值先进控制应用
以上特征的叠加使传统的 PD算 法无法完成闭 I 环控制 。系统在 常规 控 制下 的运行 状态 如 图 2所
示。
水的 p H值实施闭环控制是十分必要 的。 3 先进控制算法
p 大 滞后 调 节 控制 是 经典 控 制 中的难 题。 H+ 必须考虑采用先进控制算法解决这个难题 。美国通
这 一 现象 的主 要 原 因 :
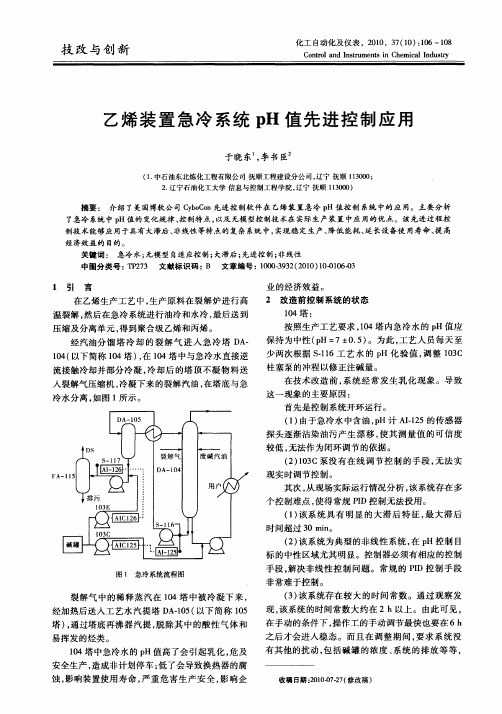
流接触冷却并部分 冷凝 , 冷却后 的塔顶不凝 物料送
入裂解气压缩机 , 冷凝下来的裂解汽油 , 在塔底与急 冷水分离 , 如图 1 所示。
首先是控制系统开环运行 。
() 1 由于急冷水 中含油 ,H计 A 一 5的传感器 p I2 1 探头逐渐沾染油污产生 漂移 , 其测量值 的可信度 使 较低 , 无法作为闭环调节的依据 。
制技术能够应用于具有 大滞降低 能耗 、 延长设备使 用寿命、 高 提
经 济 效 益 的 目的 。
关 键 词 : 急 冷 水 ; 模 型 自适应 控 制 ; 滞后 ; 无 大 先进 控 制 ; 线性 非
中图分类号 : P 7 文献标识码 : 文章编号 : 0033 (0 0 1-160 T23 B 10 -9 2 2 1 )00 0 -3 1 弓 言 l
1 塔中急冷水 的 p 4 0 H值高了会 引起乳化 , 危及
安全生产 , 造成非计划停车 ; 了会导致换热器 的腐 低 蚀, 影响装置使用 寿命 , 重危 害生产安 全 , 响企 严 影
收稿 日期 :0 0 )-7 修改稿 ) 2 1472 (
第1 O期
于晓东等 . 乙烯装置 急冷 系统 p H值先进控制应用
实时优化技术在乙烯装置应用

实时优化技术在乙烯装置应用乙烯是一种重要的石油化工产品,广泛应用于塑料、橡胶、纺织、造纸等行业。
乙烯的生产过程中,需要使用大量的热能和原料进行化学反应,因此乙烯装置的能效和产品质量对整个生产过程至关重要。
为了提高乙烯装置的生产效率和产品质量,实时优化技术得到了广泛应用。
实时优化技术是指利用先进的自动化控制系统和优化算法,对生产过程进行持续监测和调整,以达到最佳的生产效率和产品质量。
在乙烯装置的应用中,实时优化技术可以帮助企业实现以下几个方面的优化:1. 能源消耗优化乙烯生产过程中,大量的热能被用于加热原料和驱动化学反应。
实时优化技术可以通过精确控制燃烧过程、优化蒸汽和电力的使用,最大限度地降低能源消耗,提高能源利用率。
2. 生产过程优化实时优化技术可以对乙烯生产过程中的各个环节进行监测和调整。
通过对反应温度、压力、流速等参数进行实时调控,可以提高生产过程的稳定性和一致性,减少生产过程中的能源浪费和原料损耗,从而降低生产成本,提高产品质量。
3. 产品质量优化实时优化技术可以帮助企业监测产品的关键指标,如乙烯纯度、密度、粘度等,并根据实时数据对生产过程进行调整,确保产品质量达到最佳状态。
4. 故障预警与维护优化实时优化技术可以通过对设备和仪表的实时监测,及时发现设备的异常状态,预警并指导维护人员进行维修,减少设备故障对生产过程的影响,提高装置的可靠性和稳定性。
实时优化技术在乙烯装置的应用,可以有效提高装置的生产效率和产品质量,降低企业的能源消耗和生产成本,为企业创造更多的经济效益。
乙烯生产企业应当积极引入实时优化技术,不断完善自动化控制系统,提高生产过程的智能化水平,逐步实现数字化乙烯装置的目标。
在实时优化技术应用中,企业还需面对一些挑战。
实时优化技术的应用需要大量的实时数据的支持,要求企业具备完善的数据采集和传输系统,确保实时优化系统的数据来源准确可靠。
实时优化技术需要在现有的生产过程中进行系统集成和改造升级,这需要企业具备较强的技术实力和资金实力。
实时优化技术在乙烯装置应用

实时优化技术在乙烯装置应用乙烯是一种重要的有机化学品,广泛应用于聚乙烯、聚丙烯、聚苯乙烯、聚乙烯醇等合成树脂的生产中。
乙烯装置是用于生产乙烯的一类化工装置,其主要工艺流程包括:石油精制、裂解、分离、回收等几个环节。
乙烯装置的生产是一个复杂的过程,其生产质量受到很多因素的影响。
为了保证产品质量和提高生产效率,实时优化技术在乙烯装置应用中变得越来越重要。
实时优化技术是一种将控制系统和数学模型相结合的方法,通过实时监测和调整过程中的变量,以实现最佳生产效率,使生产过程更稳定和可控,从而提高产品质量和降低成本。
在乙烯装置中,实时优化技术可以应用于以下几个方面。
1. 石油精制石油精制是乙烯装置中的第一步工艺流程,其目的是从原油中分离出石脑油、轻油等石化产品,为下一步的裂解提供原料。
石油精制过程中,实时优化技术可以帮助优化蒸汽炼油的过程,通过控制炼油温度和压力,保证产生的轻油和石脑油的品质稳定。
2. 裂解过程裂解过程是乙烯的生产关键步骤。
在这一过程中,烃类化合物通过热解反应分解成小分子烃,并产生大量的乙烯和其他副产品。
实时优化技术可以通过监测和调整裂解反应的温度、压力、反应时间等参数,使得反应过程更为稳定和可控,从而提高乙烯产量和产品质量。
此外,实时优化技术还可以帮助选择最佳的裂解装置并调整配料比例来优化裂解工艺。
3. 分离回收在裂解过程中,产生的乙烯需要通过一系列的分离和回收工艺才能得到高纯度的产品。
实时优化技术可以帮助控制分离回收的温度、压力、流量等参数,减少能耗和减少产品损失。
总的来说,实时优化技术在乙烯装置中的应用可以提高生产效率、降低成本和提高产品质量,优化装置操作过程,从而提高公司的竞争力和盈利能力。
先进控制技术及其在乙烯装置上的应用
2 . 非线性液位控制 ( L .2 1 N C) 利用允许被控制 的
液位 可 以在 一个 区域 内波 动 .保 留 一部 分 自由度 的
特性 . 尽可能减少输入/ 输出流量的变化 . 而减少 从 了相关 的上下游对 象由于流量变化造成 的干扰 . 保
持 了整个 系统 的稳定 。 21 加 热炉 支 路平 衡控 制 利 用 分 配加 热 炉 选料 .. 3
中控制器 , 统一协调控制所有 M , V 使单元整体稳定
在C V的 目标 上 。近年 来 , 鲁棒技 术 的发展 使控 制器
大大改善 了品质 , 提高了适应能力 ; 预估技术的发展 降低 对数学模型精度的要求 ,多变量控制器的可
图 1先进控制及优化系统结构
应用性大大提高 现在市场上最具有代 表性的产品
烯装置上尚未实施过先进控制 。为了减小与国外的 差距,在具备条件的大型乙烯装置上实施先进控制
势 在必行 。 2 先进 控制技 术
支路 的流量来实现各支路 出口温度一致 ,从而避免 了某些加热管线的局部过热现象 ,延长 了加热炉寿
命。 22 多变 量预 估控 制 .
先进控制技术应用于生产过程 中,目的是提高 操作平稳性和产品质量合格率 ,以及提高 目的产品
力计算 , 设备能力是优化 的约束条件 ; 二是产品质量 等小 町测量参数的计算 ( f r r ei )这些 参 I e e p pre , n rd o ts 数将直接作为被控制变量参加整体控制 ,是工艺计
算 中最 重 要 的 内容 ,例 如 炼油 过 程 的产 品馏 程 、 倾
点、 蒸汽压 、 生焦量等 , 石油化工过程 中的产品组成 、
的收率 。
24 工 艺计算 . 工 艺计算 主要 包 括两个 方 面 内容 :一 是设 备 能
乙烯装置先进控制系统(APC)调研报告
乙烯装置先进控制系统(APC)调研报告1 A公司乙烯装置概况A公司乙烯装置改造后,现有两个裂解炉区、两个急冷系统、两个裂解气压缩系统,两股裂解气经混合干燥后,进入一个顺序分离系统。
装置主要产品有乙烯、丙烯、C4馏份等,同时副产氢气、甲烷、轻重燃料油、裂解汽油等。
2 A公司乙烯装置APC构成2.1 系统硬件构成先进控制技术是以DCS系统为基础的,AspenTech的APC软件都要求在上位机系统实现。
A公司乙烯装置先进控制硬件采用三台上位机系统,均为运行Windows NT4.0操作系统的DELL服务器,装置DCS系统为YOKOGAWA的 CS/CS3000,两系统采用AspenTech开发的通讯接口软件Cimio以Client / Server结构双向通讯。
三台服务器各有分工,LJDMC运行DMCplus,LJWEB运行Infoplus.21和SPYRO,LJDMCWATCH运行Aspen Watch。
三台服务器采用TCP/IP协议相互连网,实现APC的各功能。
APC控制系统硬件构成简图如图1。
2.2 DMC控制器及CLP结构图项目采用了DMCPlus多变量预估控制技术和CLP复合线性规划技术。
DMCPlus 及CLP控制器框架结构如图2所示。
整个乙烯装置总计开发23个主控制器、18个子控制器和2个CLP控制器。
具体控制器如下:老区裂解炉控制器:每台裂解炉采用1个DMCPlus控制器,共11个控制器。
图1 APC控制系统硬件构成简图图2 DMCPlus控制器和CLP结构图●老区急冷控制器:采用1个DMCPlus控制器,包括汽油分馏塔和急冷水塔2个子控制器。
●老区压缩控制器:采用1个DMCPlus控制器。
●脱丙烷塔控制器:采用1个DMCPlus控制器,包括高、低压脱丙烷塔2个子控制器。
●丙烯精馏塔控制器:采用1个DMCPlus控制器,包括新、老丙烯塔2个子控制器。
●乙烯塔温度控制器:采用1个DMCPlus控制器,包括新、老乙烯塔2个子控制器。
石化裂解炉深度先进控制技术应用
石化裂解炉深度先进控制技术应用摘要:先进控制技术是在控制理论发展、计算机性能不断提高的前提下,为了满足工业要求而涌现的高级控制方法。
目前国外大型石化企业中生产装置应用先进控制和优化技术已经相当普及。
由于我国推广先进控制起步较晚,而乙烯装置是整个石化企业的关键装置,对它控制的好坏,直接影响到整个企业的效益。
因而,研究先进控制技术在乙烯装置中的应用具有很大意义,并能带来可观的经济效益。
关键词:石化;裂解炉;先进控制;技术应用引言在乙烯生产过程中,裂解炉是乙烯厂龙头装置的关键设备,对乙烯生产能力、装置平稳生产和能耗具有举足轻重的作用。
我们在DCS这个平台上利用神经网络建模等智能控制技术对裂解炉裂解深度实施先进控制,可以使装置在平稳运行条件下,得到更佳的经济效益。
裂解深度先进控制技术利用软测量和智能控制技术对裂解炉实施裂解深度控制。
该技术可以稳定控制裂解炉裂解深度,提高乙烯和丙烯收率,取得预期效果,能带来良好经济效益。
一、裂解炉生产工艺简介以裂解炉作为研究对象,研究裂解炉裂解深度先进控制技术。
下面对乙烯裂解工艺流程进行论述。
烃类原料进入裂解炉后,先在预热段经过初步预热后,与稀释蒸汽混合,再进一步预热并且完全汽化,使其温度升高至稍低于裂解反应的温度,然后进入裂解炉的高温区——辐射段的反应管,在反应管内的烃类原料迅速升温,同时发生产生乙烯、丙烯、丁二烯、甲烷、乙烷等联产品的裂解反应。
裂解反应是在辐射段中进行,它为吸热反应,因此在此部分需要供给大量的热量。
裂解炉的对流段,设有预热烃类原料、锅炉给水、过热稀释蒸汽等一系列的加热器,以满足工艺的需要和回收热量。
二、裂解深度的意义裂解深度就是指裂解反应进行的程度。
在裂解液体原料时,因为原料中基本不含乙烯和丙烯,故分析裂解产物中主要产品乙烯和丙烯的量,可以方便的获得乙烯对丙烯的收率比。
裂解的目标是获得尽可能多的目的产物,为此必须合理的控制影响裂解深度的因素。
工艺因素主要有以下几个:裂解炉出口温度,横跨温度,停留时间,烃分压、稀释蒸汽和稀释比,炉出口压力,急冷锅炉出口温度。
CCC+防喘振控制器在乙烯装置的应用
2 . 2 具体控 制方 式介 绍
脚e s s L e : Hp
增加较快 , 每半年清洗一次冷箱 。 离 心式 压缩机 的投用解决了冷箱压差
增大 的问题 , 使清洗 周期 大大延长 ,解决 了运行瓶颈 。离心式压缩机足 美国S u n d y n e公司产品 ,其防喘振控制采用美 国 C C C ( C o p r e s s o r C o n t r o l s C o r p o r a t i o n ) 公 司 3系列加 强型防喘振控制器 U I C 8 0 0 。
式及 应 用 效 果 。
喘振控制 曲线 ( S C L ) ,这 样控制器就可 以提前 控制防喘振 阀,防止喘
振的发生 。于是当工作点位于喘振控制 曲线时 ,s为 1 ;当工作点位于
引 言
喘振控制 区时 ,s大于 1 。
对 乙烯装 置来说 , 原有两 台往复式 甲烷化 压缩机运行时 , 冷箱压差
流量波动 的延迟 时间里 ,压力快速变化 ,力 量也跟 着快速变化 。3 . 流量 和压力都快速变化 。4 . 仅 流嚣快 速变化。5 . 仅 压力快速 变化 。 安全裕度计算 : 喘振极 限曲线与 喘振控制 曲线之问 的区域宽度用 b
来表示 。b = b l + n * b 2 + b 3 * T d O * d S / d t 其中 b 1 为 固定值 ,S L L与 S C L的 初始化距离 ; n 为喘振次数 , 每喘振一次 , 安全裕度增加 b 2 ; b 3 * T d O * d S / d t 为偏差 响应 ,当控制点 的速度 接近 S C L过快 时,偏差响应为正 ,安全
2 0 1 4年 第 9期
电子信息科学与技术
C C C + 防 喘振 控 制 器 在 乙烯 装 置 的应 用
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
先进控制技术在乙烯装置上的应用陈俊宇(福建联合石油化工有限公司,福建泉州362800)The Applicat ion of Advanced Process Cont rol Technology in t he Et hyleneCracking unitChen jun yu(Fujian Refinery and Ethylene Project,QuanZhou,Fujian362800)摘要:某公司乙烯装置在现有DCS平台基础上,利用SPY⁃RO模型进行裂解深度优化控制,开发了以profit®Controller 鲁棒多变量预估技术为主的先进控制系统及性能监控应用,该系统投用后,装置操作波动减小,乙烯、丙烯产品收率提高,装置经济效益显著提高。
本文结合该项目实施及应用情况进行分析。
关键词:乙烯;先进控制;裂解深度优化;性能监控Abstract:Based on the existing DCS platform,Ethylene plant of a company used the SPYRO model to optimize the crack⁃ing severity control,and developed the advanced control system based on the profit Controller robust multivariable prediction tech⁃nology and performance monitoring application.After the system was put into use,The operation fluctuation of the unit is reduced, the yield of ethylene and propylene products is increased,and the economic benefit of the unit is improved significantly.This paper analyzes the implementation and application of the project.Key words:Ethylene APC Cracking severity optimization Performance monitor目前,国外大型的石油化工企业正越来越深入地利用信息技术解决生产实际问题,一些成熟的软件和硬件技术已经为企业经济效益的提升提供了潜力巨大的、空间广阔的平台,成为企业技术应用中投入较少、增效较快的措施。
乙烯是石化产品中最为重要的中间产品,从乙烯生产中不断挖潜增效的能力成为企业竞争力的重要体现。
[1-4]作为一项操作控制优化技术,先进控制可通过减少关键变量的波动幅度,改善工业生产过程动态品质、使其更接近于理想目标值,从而实现提高装置控制约束下的加工负荷,降低燃料消耗,进一步提高装置运行的平稳性,提高目标产品收率,最大化装置经济效益的目的[5]。
为优化运行,国内某公司乙烯装置采用霍尼韦尔profit®Controller鲁棒多变量预估技术进行先进控制开发,本文围绕该项目实施及应用效果开展分析。
1乙烯装置概况装置原设计年产80万吨,采用美国鲁姆斯公司的专利技术,裂解单元采用SINOPEC/ABB LUMMUS联合开发的SL型裂解炉,分离单元采用深冷顺序流程,经2013年装置扩能改造,实现年产99万吨聚合级乙烯,54.3万吨聚合级丙烯的规模。
装置利用直馏轻石脑油和直馏重石脑油、加氢裂化尾油+轻石脑油、炼厂液化气、来自于芳烃抽提装置的C6提余油、干气回收装置来的饱和干气、循环乙烷、循环丙烷等原料,通过高温裂解、急冷压缩、深冷分离产出聚合级乙烯和聚合级丙烯、混合C4产品、甲烷、高纯H2、粗裂解汽油、裂解柴油和裂解燃料油等。
该装置采用艾默生公司的DeltaV集散控制系统(DCS),控制方案以单回路和串级回路PID控制为主,控制仪表情况良好,具备了应用APC的条件。
在日常操作中,该装置存在以下几个方面控制约束:裂解炉生产过程具有原料类型种类繁多、进料性质变化大、进料类型切换频繁以及同一台裂解炉加工多种原料的特点;裂解炉烟气氧含量、炉膛负压波动较大,频繁调整造成操作人员劳动强度较大;日常C2、C3生产操作中面临产品质量控制不稳的问题,有时质量过剩太多,有时塔底循环丙烷中丙烯含量过高,存在过加氢现象;分离单元原有控制方案较简单,扰动因素多,导致塔顶塔釜存在乙烯、丙烯损失。
2先进控制技术及系统构成本装置先进控制(简称APC)实施采用霍尼韦尔Profit Suite系列软件,充分融合工艺技术人员及操作人员的实践经验,以Spyro裂解深度计算及其它辅助计算作为补充,安装CPM-APC 性能监控,以保障APC的长周期运行。
为使得APC系统的完整性及各单元操作的相对独立性,Profit®Controller控制器按以下工艺设备/单元进行设计:·10台裂解炉·汽油分馏塔/急冷水塔·裂解气压缩机/凝液汽提塔/汽油汽提塔·冷箱/脱甲烷塔·乙炔转化器·脱乙烷塔·乙烯精馏塔·脱丙烷塔·MAPD转化器·丙烯精馏塔·脱丁烷塔·丙烯制冷系统Profit®Controller控制器内部包含了一个可根据实际工况定义的目标函数,通过对其进行组态实现操作优化。
目标函数为被控变量(CV)和操纵变量(MV)提供了优化目标和方向,从而实现在满足操作约束的前提下将整个装置操作优化推向最为经济的区域。
APC系统主要由软件和硬件两部分构成,结构采取上位机方式,通过OPC节点与DCS进行实时数据交换,调整DCS上的常规PID控制回路设定值SP或输出值OUT来实现APC控制功能。
2.1系统软件构成Profit®Controller:该软件基于鲁棒性多变量预估控制技术(RMPCT),为存在交互作用的工业装置提供先进控制和优化功能,提高控制器鲁棒性和优化算法的性能,使复杂的工艺过程运行平稳,从而使过程接近其最佳操作点。
在线SPYRO:Technip公司用于裂解炉运行仿真的软件,其中在线SPYRO是SPYRO的在线版本,通过相应的输入参数:如原料性质(包括POINA值、恩式蒸馏指标和比重)、进料流量、CIT、COT、COP和稀释蒸汽比等,计算输出诸如:裂解深度、裂解炉吸收热量、炉管压降、最大TMT和结焦率分布等不可测的工艺参数,用于乙烯装置的裂解炉在线控制及实时优化。
CPM-APC:用于APC控制性能监视的软件,可用于持续监视和评估先进过程控制(APC)的控制效果,从而使维护人员对CV和MV的性能进行跟踪。
2.2系统硬件构成装置先进控制采用3台DELL服务器作为上位机系统,运行Windows2008操作系统,采用霍尼韦尔开发的通讯接口软件Bridge实现与DCS的双向通讯。
3台服务器各有分工,S50APC⁃CR201用于裂解炉APC服务器和SPYRO软件,S50APCCR202用于分离APC服务器,S50APCCR203用于CPM-APC服务器.服务器间采用TCP/IP协议相互连网。
APC系统硬件配置拓扑结构如图1所示。
3控制方案设计根据装置的运行约束情况及控制的目标,共设计23个控制器,其中裂解炉包含10个控制器,急冷分离包含13个控制器。
各控制器组成及目标如下:裂解炉10个控制器共329个CV,64个MV,控制目标包括:最大化裂解炉处理能力;保持优化的裂解深度;优化烟气氧含量,降低燃料气消耗;维持裂解炉运行周期;维持燃料气底部和侧壁热负荷的分配;保持裂解炉在工艺和设备约束下运行。
汽油分馏塔控制器共3个CV,2个MV,控制目标包括:稳定汽油分馏塔操作;在保证急冷油黏度的前提下,实现能量回收利用的最大化。
急冷水塔控制器共3个CV,2个MV,控制目标包括:稳定急冷水塔操作,减少急冷水塔顶温度波动对后续压缩工序的影响;优化急冷水循环,满足各等级温度急冷水用户热量需求。
图1APC系统硬件配置示意汽油、凝液汽提塔控制器共3个CV ,2个MV ,控制目标包括:稳定汽油、凝油汽提塔塔釜温度,优化塔釜组分控制。
新老冷箱负荷分配控制器共4个CV ,3个MV ,控制目标包括:稳定新老冷箱操作;优化新老冷箱负荷分配,最大冷量回收。
脱甲烷塔控制器共7个CV ,4个MV ,控制目标包括:稳定脱甲烷系统操作;优化脱甲烷塔产品质量控制,减少C2损失。
脱乙烷塔控制器共10个CV ,4个MV ,控制目标包括:稳定脱乙烷系统操作;优化脱乙烷塔产品质量控制,减少C2损失。
乙炔加氢反应器控制器(A/B )每个反应器6个CV ,6个MV ,控制目标包括:稳定C2加氢系统操作,优化C2加氢反应选择性。
乙烯精馏塔控制器共6个CV ,4个MV ,控制目标包括:乙烯产品中乙烷含量优化控制;循环乙烷中乙烯含量优化控制;丙烯冷剂用户最大阀位控制。
脱丙烷塔控制器共9个CV ,6个MV ,控制目标包括:高压脱丙烷塔顶各C4组成含量控制和优化;高压脱丙烷塔顶馏出MAPD 含量控制和优化;高压脱丙烷塔底MAPD 含量控制;低压脱丙烷塔顶MAPD 含量控制;低压脱丙烷塔底各C3组成含量控制;最小回流量优化控制。
MAPD 加氢反应器控制器共2个CV ,3个MV ,控制目标包括:稳定MAPD 加氢反应器操作;优化MAPD 加氢反应器转化率控制。
丙烯精馏塔控制器共5个CV ,4个MV ,控制目标包括:稳定丙烯精馏塔操作;丙烯产品质量控制和优化。
脱丁烷塔控制器共5个CV ,2个MV ,控制目标包括:稳定脱丁烷塔操作;脱丁烷塔产品质量控制和优化。
4运行效果分析经过数据采集、功能设计、组态调试、测试运行等阶段,乙烯APC 项目于2018年1月全部实施完成,并正式上线投用。
以下选用APC 投用前后装置运行情况进行分析。
4.1丙烯、乙烯收率提高乙烯在线SPYRO 模型中包含进料特性化(USRWFC )和裂解炉裂解模型(SAPC )两部分,与裂解炉控制器相连接,并对控制器中关键模型进行实时增益更新(Gain Update ),实现乙烯收率、双烯收率等优化模式。
通过调节裂解炉出口温度(COT )进行裂解深度优化控制,调节裂解气中丙烯/乙烯组成比。
以8号裂解炉为例,APC 投用前后运行情况见图2。
图28号裂解炉COT 及PE 比变化趋势由图中看出,在APC 投用前,COT 及PE 比稳定在一定区间运行,APC 投用后,实现裂解深度的优化控制,根据乙烯原料及裂解炉运行情况计算出适宜的COT ,及时自动调整操作,以取得较好的丙烯和乙烯收率。