标准公差,公差,偏差各是什么概念
标准公差和基本偏差
标准公差和基本偏差标准公差和基本偏差是在工程制图和工程测量中经常会涉及到的概念,它们在产品设计和制造过程中起着非常重要的作用。
本文将对标准公差和基本偏差进行详细的介绍和解释。
首先,我们来了解一下标准公差。
标准公差是指在设计图纸中规定的零件尺寸允许的最大和最小尺寸之间的差距。
在实际制造过程中,由于各种原因,零件的尺寸很难完全按照设计要求来制造,因此需要规定一个允许的误差范围。
这个误差范围就是标准公差。
标准公差通常由上偏差和下偏差两部分组成,上偏差表示零件尺寸允许的最大值,下偏差表示零件尺寸允许的最小值。
通过在设计图纸中规定标准公差,可以确保产品在制造过程中能够满足设计要求,同时也为产品的装配和使用提供了保障。
接下来,我们来讨论基本偏差。
基本偏差是指在设计图纸中规定的零件尺寸与基准尺寸之间的差距。
基准尺寸是指在设计过程中选定的作为零件尺寸参考的一个标准尺寸,而基本偏差则是表示零件尺寸与基准尺寸之间的偏差大小。
基本偏差通常用字母符号表示,比如“H”、“h”、“D”等。
通过在设计图纸中规定基本偏差,可以方便制造过程中对零件尺寸的控制和调整,同时也为产品的装配和使用提供了便利。
在实际工程中,标准公差和基本偏差通常是同时使用的。
标准公差用于规定零件尺寸的允许误差范围,而基本偏差则用于规定零件尺寸与基准尺寸之间的偏差大小。
通过合理地使用标准公差和基本偏差,可以保证产品在制造过程中能够满足设计要求,同时也为产品的装配和使用提供了便利和保障。
总之,标准公差和基本偏差是工程制图和工程测量中非常重要的概念,它们在产品设计和制造过程中起着至关重要的作用。
合理地使用标准公差和基本偏差,可以确保产品质量,提高生产效率,降低成本,为产品的装配和使用提供便利和保障。
希望本文对标准公差和基本偏差有所帮助,谢谢阅读!。
标准公差和基本偏差
标准公差和基本偏差标准公差和基本偏差是在工程制图和制造过程中常用的两个重要概念,它们在保证产品质量和相互配合方面起着至关重要的作用。
本文将从定义、计算方法、应用范围等方面对标准公差和基本偏差进行详细介绍。
首先,我们来了解一下标准公差。
标准公差是指在设计图纸上规定的尺寸允许的最大偏差和最小偏差之差,用于表达零件尺寸的变化范围。
标准公差通常由国家标准或行业标准规定,是保证零件尺寸精度的重要手段。
在实际生产中,标准公差可以根据零件的用途和制造工艺的要求进行调整,以满足不同的工程需求。
计算标准公差的方法主要有四种,最大-最小法、均等分法、无差分法和均差法。
不同的计算方法适用于不同的工程情境,需要根据具体情况进行选择。
接下来,我们来了解一下基本偏差。
基本偏差是一组尺寸的算术平均值,用来表示一组尺寸的中间位置,是一种统计参数。
基本偏差的计算方法比较简单,只需要将一组尺寸相加后再除以尺寸的个数即可得到基本偏差的数值。
基本偏差在产品设计和制造过程中具有重要的作用,它可以帮助工程师更好地理解产品尺寸的分布规律,为产品的设计和制造提供重要的参考依据。
标准公差和基本偏差在工程领域中有着广泛的应用。
在产品设计阶段,合理设置标准公差可以保证产品的装配和使用性能,提高产品的质量和可靠性。
在产品制造阶段,合理控制基本偏差可以帮助企业提高生产效率,降低生产成本,提高产品的一致性和稳定性。
因此,工程师和技术人员需要深入理解标准公差和基本偏差的原理和应用,结合实际工程需求,合理应用标准公差和基本偏差,以确保产品质量和生产效率。
总之,标准公差和基本偏差是工程制图和制造过程中不可或缺的重要概念,它们对于保证产品质量、提高生产效率和降低成本具有重要意义。
通过合理应用标准公差和基本偏差,可以实现产品的精准制造和高效生产,为企业的可持续发展提供有力支持。
希望本文对读者能够有所帮助,谢谢阅读!。
标准公差和基本偏差

标准公差和基本偏差标准公差和基本偏差是工程设计和制造过程中非常重要的概念,它们对于确保产品质量和性能起着至关重要的作用。
本文将对标准公差和基本偏差进行详细的介绍和解释,以便读者更好地理解它们的含义和应用。
标准公差是指在生产过程中允许的尺寸偏差的范围。
在实际生产中,由于加工设备、加工工艺、材料性质等因素的影响,产品的尺寸往往无法完全符合设计要求,因此需要规定一定的公差范围来容许这种偏差的存在。
标准公差通常由国家标准或行业标准来规定,它是根据产品的使用要求、加工工艺和经济效益等因素综合考虑而确定的。
标准公差的合理选择对于确保产品的互换性、可靠性和经济性具有重要意义。
基本偏差是一组尺寸偏差中的中间值,它是一组尺寸偏差的算术平均值。
基本偏差的选择取决于产品的使用要求和加工工艺,通常是根据产品的功能、结构特点和使用条件来确定的。
基本偏差的选择既要考虑产品的装配要求,又要兼顾加工工艺和经济效益,以求在保证产品质量的前提下尽量减少生产成本。
标准公差和基本偏差的选择需要综合考虑产品的使用要求、加工工艺和经济效益等因素。
合理的标准公差和基本偏差能够有效地控制产品的尺寸偏差,确保产品的质量和性能符合设计要求。
因此,在工程设计和制造过程中,对于标准公差和基本偏差的选择要给予足够的重视和注意。
在实际应用中,标准公差和基本偏差的选择需要根据具体的产品和生产条件来进行。
一般来说,对于精度要求较高的产品,需要选择较小的标准公差和基本偏差;而对于精度要求较低的产品,则可以选择较大的标准公差和基本偏差。
此外,还需要考虑产品的使用环境、加工工艺和经济效益等因素,以求在满足产品质量要求的前提下尽量减少生产成本。
总之,标准公差和基本偏差是工程设计和制造过程中不可或缺的重要内容,它们对于确保产品质量和性能具有重要的作用。
合理的标准公差和基本偏差的选择能够有效地控制产品的尺寸偏差,确保产品的质量和性能符合设计要求,同时也能够降低生产成本,提高生产效率。
标准公差和基本偏差
标准公差和基本偏差标准公差和基本偏差是机械制造和加工领域中非常重要的概念,它们共同决定了零件的尺寸精度和配合性质。
下面将对这两个概念进行详细的介绍和解释。
一、标准公差标准公差是指由国家标准规定的,用于确定公差带大小的任一公差值。
它反映了零件的加工精度要求,即允许的最大尺寸偏差。
标准公差适用于所有需要标注公差的尺寸,包括线性尺寸、角度尺寸、直径、半径、轴向剖面尺寸等。
标准公差的代号由基本符号、公差等级和指引线组成。
基本符号用“IT”(International tolerancing)表示,后面跟着的数字表示公差等级,如IT6、IT7等。
公差等级越高,公差值越大,加工难度也越大。
指引线用细实线表示,指向被标注的尺寸线或其延长线。
标准公差可以根据零件的使用要求、制造工艺和经济性等因素进行选择。
在机械制造中,常用的公差等级包括IT01、IT0、IT1、IT2~IT8、IT10等,其中IT表示国际公差,数字越小,精度越高。
二、基本偏差基本偏差是指用以确定公差带相对于零线位置的上偏差或下偏差。
基本偏差适用于线性尺寸和角度尺寸,包括轴和孔的基本偏差。
根据偏差的具体位置和大小,可以分为轴用基本偏差和孔用基本偏差。
轴用基本偏差以字母h、k、m等表示,分别对应上偏差、下偏差和中间偏差。
孔用基本偏差以字母H、K、L等表示,同样对应上偏差、下偏差和中间偏差。
在加工过程中,可以根据零件的使用要求和制造工艺选择合适的轴用或孔用基本偏差。
基本偏差的选择与标准公差等级有关。
例如,当选用IT6级公差时,可以选择H7作为孔的基本偏差,选择h6作为轴的基本偏差。
这些基本偏差值可以在标准手册中查找到。
基本偏差的选择还要考虑零件的使用要求和制造工艺。
例如,对于需要高精度配合的孔和轴,可以选择更小的基本偏差值以获得更高的配合精度。
同时,制造工艺也会影响基本偏差的选择,例如一些特殊的加工方法可能会导致零件的尺寸偏差较大,因此在选择基本偏差时需要考虑这些因素。
标准公差与基本偏差
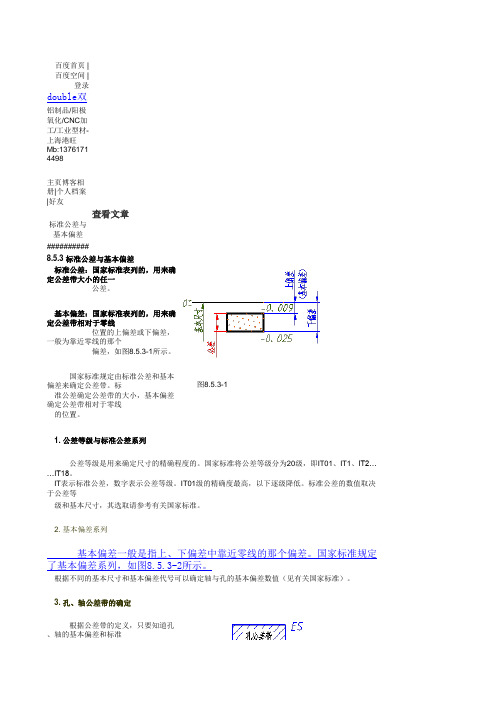
| 百度空间 | 登录double双铝制品/阳极氧化/CNC 加工/工业型材-上海港旺 Mb:137********主页博客相册|个人档案 |好友查看文章标准公差与基本偏差##########图8.5.3-1 基本偏差一般是指上、下偏差中靠近零线的那个偏差。
国家标准规定了基本偏差系列,如图8.5.3-2所示。
根据不同的基本尺寸和基本偏差代号可以确定轴与孔的基本偏差数值(见有关国家标准)。
3. 孔、轴公差带的确定 位置的上偏差或下偏差,一般为靠近零线的那个 偏差,如图8.5.3-1所示。
国家标准规定由标准公差和基本偏差来确定公差带。
标 计算公式如下: 孔的公差:IT=ES-EI 孔的上偏差:ES=IT+EI 准公差确定公差带的大小,基本偏差确定公差带相对于零线 的位置。
根据公差带的定义,只要知道孔、轴的基本偏差和标准 公差,就可算出孔轴的另一个偏差。
如图8.5.3-3所示。
2. 基本偏差系列 级和基本尺寸,其选取请参考有关国家标准。
8.5.3 标准公差与基本偏差 1. 公差等级与标准公差系列 公差等级是用来确定尺寸的精确程度的。
国家标准将公差等级分为20级,即IT01、IT1、IT2……IT18。
IT 表示标准公差,数字表示公差等级。
IT01级的精确度最高,以下逐级降低。
标准公差的数值取决于公差等 标准公差:国家标准表列的,用来确定公差带大小的任一 公差。
基本偏差:国家标准表列的,用来确定公差带相对于零线图8.5.4-1图8.5.4-2 孔和轴配合时,由于它们的实际尺寸不同,将产生"过盈"或"间隙"。
间隙:孔的尺寸减去相配合的轴的尺寸,代数差为正。
孔的下偏差:EI=ES-IT 轴的公差:IT=es-ei 轴的上偏差:es=IT+ei 轴的下偏差:ei=es-IT 上,如图8.5.4-1所示。
最小间隙=孔的最小极限尺寸-轴的最大极限尺寸 (1) 间隙配合:只能具有间隙(包括最小间 隙等于零)的配合。
标准公差和基本偏差
标准公差和基本偏差标准公差和基本偏差是在工程制图和制造过程中常常涉及到的概念,它们对于确保产品质量和工艺精度起着至关重要的作用。
本文将对标准公差和基本偏差进行详细介绍,帮助读者更好地理解和运用这两个概念。
标准公差是指在设计和制造过程中所允许的尺寸偏差范围。
在实际生产中,由于各种因素的影响,产品的尺寸很难完全按照设计要求来制造,因此需要确定一定的尺寸偏差范围,这就是标准公差的作用。
标准公差通常由上偏差和下偏差两部分组成,上偏差表示尺寸允许的最大偏离设计尺寸的范围,下偏差则表示尺寸允许的最小偏离设计尺寸的范围。
通过合理地确定标准公差,可以保证产品在制造过程中能够达到一定的精度要求,同时也可以减少生产成本,提高生产效率。
基本偏差是指在一组零件中,选定一个偏差为零的基准尺寸,然后以这个基准尺寸为参照,确定其他零件的尺寸偏差。
基本偏差通常分为零偏差、正偏差和负偏差三种类型。
零偏差表示零件的尺寸与基准尺寸一致,正偏差表示零件的尺寸大于基准尺寸,负偏差则表示零件的尺寸小于基准尺寸。
通过合理地选择基本偏差,可以在一定程度上控制产品的尺寸偏差,保证产品的质量和可靠性。
在实际应用中,标准公差和基本偏差常常是相互配合使用的。
设计人员在进行零件设计时,需要根据产品的使用要求和制造工艺的实际情况,合理地确定标准公差和基本偏差,以确保产品在制造和使用过程中能够满足一定的精度和质量要求。
制造人员在生产过程中,需要根据设计图纸上规定的标准公差和基本偏差要求,合理地选择加工工艺和设备,控制加工精度,保证产品的尺寸偏差在合理范围内。
总之,标准公差和基本偏差是制造行业中非常重要的概念,它们直接关系到产品的质量和工艺精度。
合理地确定标准公差和基本偏差,不仅可以提高产品的质量和可靠性,还可以降低生产成本,提高生产效率。
因此,我们在实际工作中应该充分理解和运用这两个概念,以确保产品能够达到设计要求,满足用户的需求。
标准公差与基本偏差

标准公差与基本偏差标准公差和基本偏差是制造业中常用的两个重要概念,它们在产品设计和生产过程中起着至关重要的作用。
本文将对标准公差和基本偏差进行详细介绍,帮助读者更好地理解和应用这两个概念。
标准公差是指在产品制造过程中所允许的尺寸偏差范围。
在实际生产中,由于各种原因,产品的尺寸往往难以做到完全精准,因此需要确定一个合理的尺寸偏差范围。
标准公差通常由设计师根据产品的使用要求和生产工艺确定,它直接影响着产品的质量和成本。
合理的标准公差可以保证产品的功能和性能要求,同时又能够降低生产成本,提高生产效率。
基本偏差是指在一组尺寸测量值中,与某一标准尺寸偏差最小的尺寸偏差。
它是用来表示一组尺寸测量值的集中趋势的指标,通常用符号“H”表示。
基本偏差的大小直接反映了产品尺寸的稳定程度,基本偏差越小,说明产品尺寸的稳定性越好,反之则说明尺寸的稳定性较差。
在实际应用中,基本偏差可以帮助生产者更好地控制产品尺寸的稳定性,保证产品的质量。
标准公差和基本偏差是相辅相成的概念,二者密切相关,相互影响。
合理确定标准公差可以帮助生产者更好地控制产品尺寸的稳定性,从而影响基本偏差的大小。
而基本偏差的大小也反过来影响着产品的标准公差的确定。
因此,在产品设计和生产过程中,设计师和生产者需要综合考虑标准公差和基本偏差,以达到最佳的产品质量和生产效率。
在实际应用中,我们可以通过合理的测量和分析来确定产品的标准公差和基本偏差。
首先,需要对产品的尺寸进行准确的测量,得到一组尺寸测量值。
然后,可以通过统计学方法来计算基本偏差,进而确定合理的标准公差。
在生产过程中,还需要不断地对产品进行检验和调整,以确保产品的尺寸稳定性和一致性。
总之,标准公差和基本偏差是制造业中非常重要的两个概念,它们直接影响着产品的质量和成本。
合理确定标准公差和基本偏差可以帮助生产者更好地控制产品的尺寸稳定性,提高产品的质量和生产效率。
因此,设计师和生产者需要深入理解和应用这两个概念,以不断提升产品的竞争力和市场占有率。
标准公差,公差,偏差各是什么概念

标准公差,公差,偏差各是什么概念公差(1)公差基本术语的含义1)基本尺寸;设计时给定的尺寸,称为基本尺寸。
的基本尺寸2)实际尺寸:零件加工后经测量所得到的尺寸,称为实际尺寸。
3)极限尺寸:实际尺寸允许变化的两个界限值称为极限尺寸。
它以基本尺寸确定。
两个极限值中较大的一个称为最大极限尺寸Dmax(或dmax);较小的一个称为极限尺寸Dmin(或dmin)。
)尺寸偏差;某一尺寸减其基本尺寸所得的代数差,称为尺寸偏差,简称偏差。
实际偏差=实际尺寸一基本尺寸最大极限尺寸减其基本尺寸所得的代数差,称为上偏差;最小极限尺寸减其基本尺寸所得的代数差,称为下偏差;上偏差和下偏差统称为极限偏差。
国家标准规定,孔的上偏差代号为ES,轴的上偏差代号为es;孔的下偏差代号为EI,轴的下偏差代号为ei,则:ES=孔的最大极限尺-孔的基本尺寸cs=轴的最大极限尺寸-轴的基本尺寸EI=孔的最小极限尺寸-孔的基本尺寸ei=轴的最小极限尺寸-轴的奥基本尺寸偏差值可以为正、负或零值。
5)尺寸公差,允许尺寸的变动量称为尺寸公差,简称公差。
公差等于最大极限尺寸与最小极限尺寸的代数差的绝对值;或等于上偏差与下偏差代数差的绝对值。
6)零线:图1a中示意表明了基本尺寸相向、相互配合的孔与轴之间极限尺寸、尺寸偏差与尺寸公差之间的相互关系,为方便起见,在实际讨论的过程中,通常只画出放大了的孔和轴的公差带,称为公差与配合图解,简称公差带图,如阁l-b所示。
在公差带图中,确定偏差的一条基准线,即零偏差线,就叩零线,通常零线表示基本尺寸。
正偏差位于零线之上。
负偏差位于零线之下。
7)尺寸公差带:在公差带图中,由代表上、下偏差的两条直线所限定的一个区域。
在图6-36b 中ES和E条直线所限定的区域为孔的尺寸公差带;cs和ei两条直线所限定的区域则为轴的尺寸公差带、孔公差带一带般用斜线表示;轴公差带一般打点表示。
(2)确定公差的两个基本要素公差带是由标准公差和基本偏差两个基本要素确定的,标准公差确定公差带的大小;基本偏差确定公差带相对于零钱的位置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
标准公差,公差,偏差各是什么概念
公差
(1)公差基本术语的含义
1)基本尺寸;设计时给定的尺寸,称为基本尺寸。
的基本尺寸
2)实际尺寸:零件加工后经测量所得到的尺寸,称为实际尺寸。
3)极限尺寸:实际尺寸允许变化的两个界限值称为极限尺寸。
它以基本尺寸确定。
两个极限值中较大的一个称为最大极限尺寸Dmax(或dmax);较小的一个称为极限尺寸Dmin(或dmin)。
)尺寸偏差;某一尺寸减其基本尺寸所得的代数差,称为尺寸偏差,简称偏差。
实际偏差=实际尺寸一基本尺寸
最大极限尺寸减其基本尺寸所得的代数差,称为上偏差;最小极限尺寸减其基本尺寸所得的代数差,称为下偏差;上偏差和下偏差统称为极限偏差。
国家标准规定,孔的上偏差代号为ES,轴的上偏差代号为es;孔的下偏差代号为EI,轴的下偏差代号为ei,则:
ES=孔的最大极限尺-孔的基本尺寸
cs=轴的最大极限尺寸-轴的基本尺寸
EI=孔的最小极限尺寸-孔的基本尺寸
ei=轴的最小极限尺寸-轴的奥基本尺寸
偏差值可以为正、负或零值。
5)尺寸公差,允许尺寸的变动量称为尺寸公差,简称公差。
公差等于最大极限尺寸与最小极限尺寸的代数差的绝对值;或等于上偏差与下偏差代数差的绝对值。
6)零线:图1a中示意表明了基本尺寸相向、相互配合的孔与轴之间极限尺寸、尺寸偏差与尺寸公差之间的相互关系,为方便起见,在实际讨论的过程中,通常只画出放大了的孔和轴的公差带,称为公差与配合图解,简称公差带图,如阁l-b所示。
在公差带图中,确定偏差的一条基准线,即零偏差线,就叩零线,通常零线表示基本尺寸。
正偏差位于零线之上。
负偏差位于零线之下。
7)尺寸公差带:在公差带图中,由代表上、下偏差的两条直线所限定的一个区域。
在图6-36b 中ES和E条直线所限定的区域为孔的尺寸公差带;cs和ei两条直线所限定的区域则为轴的尺寸公差带、孔公差带一带般用斜线表示;轴公差带一般打点表示。
(2)确定公差的两个基本要素
公差带是由标准公差和基本偏差两个基本要素确定的,标准公差确定公差带的大小;基本偏差确定公差带相对于零钱的位置。
1)标准公差:标准公差是由国家标准规定的,用于确定公差带大小的任一公差。
公差等级确定尺寸的精确程度,国家标准把公差等组分为20个等级,分别用IT01、IT0、IT1~IT18表示,称为标准公差,IT(International Tolerance)表示标准公差。
当基本尺寸一定时,公差等级愈高,标准公差值愈小,尺寸的精确度就愈高。
基本尺寸和公差等级相同的孔与轴,它们的标准公差相等。
为了使用方便,国家标准把≤500的基本尺寸范围分为13尺寸段,按不同的公差等级对应各个尺寸分段规定出公差值,并用表的形式列出。
2)基本偏差;国家标排规定用来确定公差带相对于零线位置的上偏差或下偏差;一般为最靠近零线的那个偏差为基本偏差。
当公差带位于零线的上方时,基本偏差为下偏差;当公差带位于零钱的下方时,基本偏差为上偏差,如图2 所示。
国家标推已经将基本偏差标准化、系列化,规定了孔和轴各28个基本偏差,分别用拉丁字表示,按顺序排列,大写字母表示孔,小写字母表示轴。
各个公差带仅有基本偏差一端为封闭,另一端的位置取决于标准公差数值的大小。
在孔的基本偏差系列中,从A~H的基本偏差为下偏差EI,从J~ZC的基本偏差为上偏差ES,JS的上、下偏差分别为+/-IT/2。
在轴的基本偏差系列中,从a~h的基本偏差为上偏差es,从j~zc的基本偏差为下偏差ei,is的上、下偏差分别为+/-IT/2。