车刀刀具参数(三面.角度)
车刀种类和角度选择原则详解
车刀不对准工件中心对角度的影响
五、车刀刃磨
无论硬质合金车刀(焊接)或高速钢 车刀,在使用之前都要根据切削条 件所选择的合理切削角度进行刃磨 ,一把用钝了的车刀,为恢复原有 的几何形状和角度,也必须重新刃 磨。
重 要 性
三分手艺、七分刀 徒弟的手、师傅的刀
1.磨刀步骤(图a~d)
⑴磨前刀面 把前角和刃倾角磨正确。 ⑵磨主后刀面 把主偏角和主后角磨正确。 ⑶磨副后刀面 把副偏角和副后角磨正确。 ⑷磨刀尖圆弧 圆弧半径约0.5~2mm左右。 ⑸研磨刀刃 车刀在砂轮上磨好以后,再用油石加些机油研磨车 刀的前面及后面,使刀刃锐利和光洁。这样可延长车刀的使用寿命。 车刀用钝程度不大时,也可用油石在刀架上修磨。硬质合金车刀可 用碳化硅油石修磨。
前角γo
——在主切削刃选定点的正交平面po内, 前刀面与基面之间的夹角
。
后角αo
——在正交平面po内,主后刀面与切削 平面之间的夹角。
主偏角κr
——主切削刃在基面上的投影与进给方 向的夹角。
刃倾角λs ——在切削平面ps内,主切削刃与 基面pr的夹角。
其他角度:
副前角γoˊ、 副后角αoˊ、 副偏角κrˊ、 刃倾角λsˊ
3.主偏角、副偏角的选择 (1)主偏角的选择 A、主偏角κr的增大或减小对切削加工有利的一 面 在背吃刀量ap与进给量f 不变时,主偏角κr减小 将使切削厚度hD减小,切削宽度bD增加,参加 切削的切削刃长度也相应增加,切削刃单位长度 上的受力减小,散热条件也得到改善。 主偏角κr减小时,刀尖角增大,刀尖强度提高, 刀尖散热体积增大。 所以,主偏角κr减小,能提高刀具耐用度。
(4)良好的工艺性和经济性
实验二 车刀几何角度测量

车刀几何角度测量一、实验目的:熟悉车刀三面两刃一尖,熟悉并测绘车刀的主平面、基面、侧平面、切削平面以及主偏角κr、副偏角κr'、刃倾角λs、前角γo、后角αo、副后角αo '。
二、实验原理:车刀由前刀面、后刀面、副后刀面以及主切削刃(前刀面和后刀面的交线)、副切削刃(前刀面和副后刀面的交线)和刀尖(主切削刃和副切削刃之间的过渡段)组成的组成。
在主剖面内可以测量前角γo、后角αo,并可以计算出楔角β;在基面内可以测量主偏角κr、副偏角κr',并可计算出刀尖角ε;在副正交平面内可以测量副后角αo '。
利用量角仪的旋转架、三个表盘和测量针配合模拟相应的检测平面和主刀刃,上方两个表盘高度可以通过拧松紧定旋钮和高度调节旋钮调节高度,根据各角度的定义找到相应的坐标平面,利用垂直坐标平面与表盘平面的对应关系,旋转相应的表盘,使测量平面(或测量边)贴合,固定旋转架螺丝、固定旋转架后,在表盘上读取相应的角度或角度差。
三、实验仪器与设备1.车刀量角仪2. 车刀(数把)、十字花螺丝刀3.铅笔、A4白纸三、实验步骤(使用半圆量角仪测量刀具各角度的测量步骤)1、测量前的准备:找一十字花螺丝刀、车刀(数把)等实验用品备齐。
2、将各表盘指针调到零位或校零。
3、测量车刀的主(副)偏角1)确定进给方向:由于外圆车刀进给方向与刀具轴线垂直,其与主(副)刀刃在基面的投影有一夹角,即为主(副)偏角。
2)测量方法:将车刀侧边靠齐在旋转架移动框,将旋转架旋转使主切削刃与测针面靠齐,则旋转的角度即主偏角κr、同理测出副偏角κr'。
3、测量车刀刃倾角(λs)1)确定主切削平面:主切削平面是过主刀刃与加工表面相切的平面,2)测量方法:在主切削平面内,将测针底面与主切削刃贴合,则测针旋转的角度即刀刃倾角(λs)。
4、测量车刀主剖面内的前角γo和后角αo1)确定主剖面:主剖面是过主刀刃一点,垂直于主刀刃在基面的投影的平面。
2)在主剖面内使测针底面与前刀面贴合,则测针旋转的角度即车刀前角γo。
车刀的角度
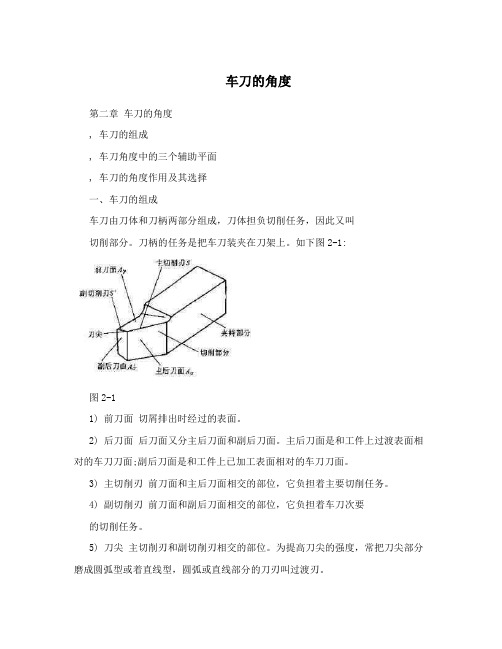
车刀的角度第二章车刀的角度, 车刀的组成, 车刀角度中的三个辅助平面, 车刀的角度作用及其选择一、车刀的组成车刀由刀体和刀柄两部分组成,刀体担负切削任务,因此又叫切削部分。
刀柄的任务是把车刀装夹在刀架上。
如下图2-1:图2-11) 前刀面切屑排出时经过的表面。
2) 后刀面后刀面又分主后刀面和副后刀面。
主后刀面是和工件上过渡表面相对的车刀刀面;副后刀面是和工件上已加工表面相对的车刀刀面。
3) 主切削刃前刀面和主后刀面相交的部位,它负担着主要切削任务。
4) 副切削刃前刀面和副后刀面相交的部位,它负担着车刀次要的切削任务。
5) 刀尖主切削刃和副切削刃相交的部位。
为提高刀尖的强度,常把刀尖部分磨成圆弧型或着直线型,圆弧或直线部分的刀刃叫过渡刃。
6) 修光刀副切削刃前段近刀尖处的一段平直刀刃叫修光刀。
装夹车刀时只有把修光刃与进给方向平行,且修光刃的长度大于进给量时才能起到修光工件表面的作用。
二、车刀角度标注中的三个辅助平面测量车刀角度的辅助平面,为较准确测量车刀的几何角度,假设了三个辅助平面,即切削平面,基面和截面。
如图示2-2:图2-21) 切削平面P过车刀主切削刃上一个选定点,并与工件过渡s表面相切的平面叫切削平面。
2) 基面P过车刀主切削刃上一个选定点,并与该点切削速度r方向垂直的平面叫基面。
3) 截面截面有主截面P和副截面P?之分。
过车刀主切削刃oo上一个选定点,垂直于过该点的切削平面与基面的平面叫主截面。
切削平面,基面和截面互相垂直,构成一个空间直角坐标系。
三、车刀角度及其选择如图2-3,车刀各角度都标出:图2-31、前角的选择1) 前角的作用a. 前角主要影响车刀的锋利程度,切削力的大小与切削变形的大小。
增大前角,则车刀锋利,切削力减小,切削变形小。
b. 影响车刀强度,受力情况和散热条件。
前角增大,车刀楔角减小,使刀头强度减小,散热体积减小,从而散热条件变差,易使切削温度升高。
c. 影响加工表面质量。
简介车刀几何角度及功用

⑶ 正交平面:过切削刃选定点,同时垂直
于基面与切削平面的平面。
三个坐标平面相互垂直,构成一个空间直角坐标系。
5
2.2车刀切削部分结构—三面二刃一刀尖
(1) 前刀面:切屑流过的表面。 (2) 后刀面:与工件上的过渡表面相对着。
(3) 副后刀面:与工件上的已加工表面相对着。
(4) 主切削刃:前刀面与后刀面的交线。 (5) 副切削刃:前刀面与副后刀面的交线。 (6) 刀尖:主切削刃与副切削刃连接的地方。
1.1车刀角度基础要点
1
角度参考平面
2
角度参考系
3
切削部分的构成要素:三面二刃一刀尖
4
五个基本角度、两个派生角度
2.1车刀角度参考平面
⑴ 基面:过切削刃选定点,垂直于切削速 度方向和切削平面。 ⑵ 切削平面:过切削刃选定点,与过渡表 面相切,并垂直于基面的平面。它 也是切削刃与切削速度方向构成的 平面。
简介车刀几何角度及功用
王存龙 1 2016.8.26
目录
2 3 车刀简介 车刀切削部分结构 车刀几何角度 车刀几何角度的合理选择 车刀几何角度测量
4
5
1.车刀简介
任何刀具=刀头+刀柄 刀头用于切削,刀柄用于装夹。 虽然切削加工的刀具种类繁多,但刀具切削部分的组成有许多共同 点。车刀的切削部分可看作是各种刀具切削部分的最基本形态。
3.1车刀几何角度—投影到基面上的角度
主偏角(κr):主切削刃与进给运动方向的 夹角。一般在30°~ 90°之间。
副偏角(κr′):副切削刃与进给运动反方向
的夹角。副偏角一般为正值。 刀尖角(εr):主切削刃与副切削刃的夹角, 它是派生角度。
三者之和为180o。
车刀的几何角度及切削参数

4.刀尖形状的选择 刀尖概念:主切削刃与副切削刃连接的地方 刀尖是刀具强度和散热条件都很差的地方。切 削过程中,刀尖切削温度较高,非常容易磨损, 因此增强刀尖,可以提高刀具耐用度。刀尖对 已加工表面粗糙度有很大影响。
Hale Waihona Puke (a)倒角刃(b)圆弧刃
(c)修光刃
1、工件材料强度或硬度较高时,为加强切 削刃,一般采用较小后角。 2、对于塑性较大材料,已加工表面易产生 加工硬化时,后刀面摩擦对刀具磨损和加 工表面质量影响较大时,一般取较大后角。
在一定切削条件下的基本选择方法
1.前角和前刀面形状的选择 2.后角及形状的选择 3.主偏角、副偏角的选择
:
4.刀尖形状的选择 5.刃倾角的选择
1.前角和前刀面形状的选择
(1)
前角的选择: 在选择刀具前角时首先应保证刀刃锋 利,同时也要兼顾刀刃的强度与耐用 度。 刀具前角的合理选择,主要由刀具材 料和工件材料的种类与性质决定。
B、主偏角κr的增大或减小对切削加工不利的一面 主偏角的减小也会产生不良影响。因为根据切削 力分析可以得知,主偏角κr减小,将使背向力Fp 增大,从而使切削时产生的挠度增大,降低加工 精度。同时背向力的增大将引起振动。 因此主偏角的减小对刀具耐用度和加工精度产生 不利影响。
②、工艺系统刚性较差时 (工件长径比lw/dw = 612) ,或带有冲击性的切削,主偏角κr可以取大 值,一般κr=60o~75o,甚至主偏角κr可以大于 90o,以避免加工时振动。 硬质合金刀具车刀的主偏角多为60o~75o 。 ③、根据工件加工要求选择。 当车阶梯轴时, κr =90o;同一把刀具加工外圆、 端面和倒角时, κr =45o。
《机械制造基础》——刀具几何参数的选择

(二)、主偏角的选择原则
1、根据工艺系统刚性选择 工艺系统刚性足够时,选较小的主偏角,使切削厚度减 少,切削宽度增加,从而使单位长度切削刃所承受的载荷 减轻,散热条件改善,可使刀具使用寿命提高。 工艺系统刚性不足时,应选较大的主偏角,以减小径向 力。 一般取kr=60°~75°,车细长轴时,常取kr≥90°
若减小前角,可以增大切屑的变形,使之易于脆化断裂。
(二)、 前角的选择原则
在选择刀具前角时首先应保证刀刃锋利,同时 也要兼顾刀刃的强度与耐用度。 刀具前角的合理选择,主要由刀具材料和工件材 料的种类与性质以及加工要求决定。
1、工件材料 加工钢件等塑性材料时,切屑沿前刀面流出时和前 刀面接触长度长,压力与摩擦较大,为减小变形和摩擦, 一般采用选择大的前角。
精加工时,宜取较大的前角,以减小工件变形与表
面粗糙度。 总之,前角选择方法为(课后作业):
(1)材料强度、硬度较低时,γo宜大;塑性材料γo 宜大;脆性材料γo宜小; (2)刀具强度和韧性好时γo宜大; (3)粗加工、断续切削、加工铸锻件,γo宜小。
硬质合金车刀合理前角参考值
合理前角(度)
工件材料
获得较小的表面粗糙度值。 修光刃主要用于精加工,用 带有修光刃的车刀切削时, 背向力很大,因此要求工艺
系统要有较好的刚性。
五、刃倾角的选择
(一)刃倾角的功用
1、控制切屑的流向(作业) 切屑向床头方向流出, 影响工人操作;
切屑向尾座方向流出, 影响已加工表面;
切屑沿垂直切削刃的方向流出。
39
2、控制切削刃切入时,首先与工件接触的位臵;
问
题 ?
1、强度和韧性大的刀具材料选择大的还是小的前角, 而脆性大的刀具又如何选择? 强度和韧性大的刀具材料可以选择大的前角,而 脆性大的刀具选择较小的前角甚至取负的前角。 2、加工塑性材料时,一般选择大的还是小的前角? 加工钢件等塑性材料时,一般采用选择大的前角。 3、加工脆性材料时,刀具前角相对塑性材料如何选 择? 加工脆性材料时,因此刀具前角相对塑性材料取 得小些或取负值,以提高刀刃的强度。 4、粗加工和精加工时刀具的前角有何区别? 粗加工时,一般取较小的前角;精加工时,宜取 较大的前角,以减小工件变形与表面粗糙度。
车刀角度详解,别再分不清!
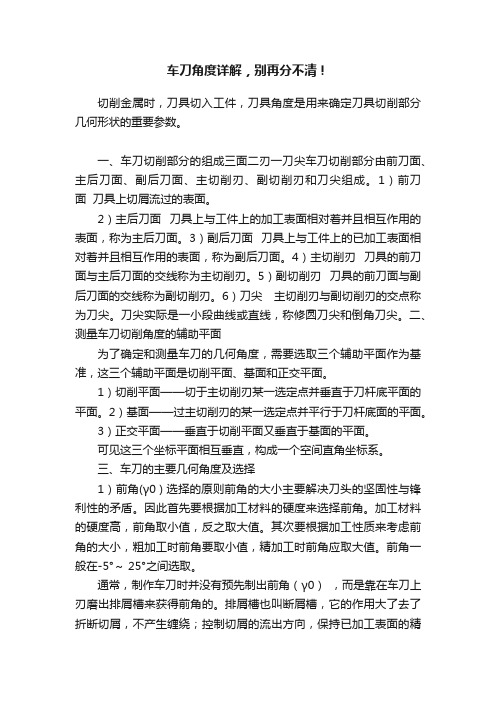
车刀角度详解,别再分不清!切削金属时,刀具切入工件,刀具角度是用来确定刀具切削部分几何形状的重要参数。
一、车刀切削部分的组成三面二刃一刀尖车刀切削部分由前刀面、主后刀面、副后刀面、主切削刃、副切削刃和刀尖组成。
1)前刀面刀具上切屑流过的表面。
2)主后刀面刀具上与工件上的加工表面相对着并且相互作用的表面,称为主后刀面。
3)副后刀面刀具上与工件上的已加工表面相对着并且相互作用的表面,称为副后刀面。
4)主切削刃刀具的前刀面与主后刀面的交线称为主切削刃。
5)副切削刃刀具的前刀面与副后刀面的交线称为副切削刃。
6)刀尖主切削刃与副切削刃的交点称为刀尖。
刀尖实际是一小段曲线或直线,称修圆刀尖和倒角刀尖。
二、测量车刀切削角度的辅助平面为了确定和测量车刀的几何角度,需要选取三个辅助平面作为基准,这三个辅助平面是切削平面、基面和正交平面。
1)切削平面——切于主切削刃某一选定点并垂直于刀杆底平面的平面。
2)基面——过主切削刃的某一选定点并平行于刀杆底面的平面。
3)正交平面——垂直于切削平面又垂直于基面的平面。
可见这三个坐标平面相互垂直,构成一个空间直角坐标系。
三、车刀的主要几何角度及选择1)前角(γ0 ) 选择的原则前角的大小主要解决刀头的坚固性与锋利性的矛盾。
因此首先要根据加工材料的硬度来选择前角。
加工材料的硬度高,前角取小值,反之取大值。
其次要根据加工性质来考虑前角的大小,粗加工时前角要取小值,精加工时前角应取大值。
前角一般在-5°~25°之间选取。
通常,制作车刀时并没有预先制出前角(γ0),而是靠在车刀上刃磨出排屑槽来获得前角的。
排屑槽也叫断屑槽,它的作用大了去了折断切屑,不产生缠绕;控制切屑的流出方向,保持已加工表面的精度;降低切削抗力,延长刀具寿命。
2)后角(α0 )选择的原则首先考虑加工性质。
精加工时,后角取大值,粗加工时,后角取小值。
其次考虑加工材料的硬度,加工材料硬度高,主后角取小值,以增强刀头的坚固性;反之,后角应取小值。
刀具的标注角度[指南]
![刀具的标注角度[指南]](https://img.taocdn.com/s3/m/2c434b04a200a6c30c22590102020740be1ecd12.png)
刀具的标注角度1.前角:当前面与切削平面夹角小于90度时,前角为正值,大于90度时为负值.2.后角; 当后面与基面夹角小于90度时,后角为正值,大于90度时,后角为负值。
车切基本知识一、车刀材料在切削过程中,刀具的切削部分要承受很大的压力、摩擦、冲击和很高的温度。
因此,刀具材料必须具备高硬度、高耐磨性、足够的强度和韧性,还需具有高的耐热性(红硬性),即在高温下仍能保持足够硬度的性能。
常用车刀材料主要有高速钢和硬质合金。
1.高速钢高速钢又称锋钢、是以钨、铬、钒、钼为主要合金元素的高合金工具钢。
高速钢淬火后的硬度为HRC63~67,其红硬温度550℃~600℃,允许的切削速度为25~30m/min。
高速钢有较高的抗弯强度和冲击韧性,可以进行铸造、锻造、焊接、热处理和切削加工,有良好的磨削性能,刃磨质量较高,故多用来制造形状复杂的刀具,如钻头、铰刀、铣刀等,亦常用作低速精加工车刀和成形车刀。
常用的高速钢牌号为W18Cr4V和W6Mo5Cr4V2两种。
2.硬质合金硬质合金是用高耐磨性和高耐热性的WC(碳化钨)、TiC(碳化钛)和Co(钴)的粉末经高压成形后再进行高温烧结而制成的,其中Co起粘结作用,硬质合金的硬度为HRA89~94(约相当于HRC74~82),有很高的红硬温度。
在800~1000℃的高温下仍能保持切削所需的硬度,硬质合金刀具切削一般钢件的切削速度可达100~300m/min,可用这种刀具进行高速切削,其缺点是韧性较差,较脆,不耐冲击,硬质合金一般制成各种形状的刀片,焊接或夹固在刀体上使用。
常用的硬质合金有钨钴和钨钛钴两大类:(1)钨钴类(YG)由碳化钨和钴组成,适用于加工铸铁、青铜等脆性材料。
常用牌号有YG3、YG6、YG8等,后面的数字表示含钴量的百分比,含钴量愈高,其承受冲击的性能就愈好。
因此,YG8常用于粗加工,YG6和YG3常用于半精加工和精加工。
(2)钨钛钴类(YT)由碳化钨、碳化钛和钴组成,加入碳化钛可以增加合金的耐磨性,可以提高合金与塑性材料的粘结温度,减少刀具磨损,也可以提高硬度;但韧性差,更脆、承受冲击的性能也较差,一般用来加工塑性材料,如各种钢材。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(2) 后角( o)在正交平面内,切削平面与主后刀面之间 的夹角。 作用:(1)减少刀具主后刀面与工件之间的摩擦 (2)后刀面的磨损。 选取原则:精加工,大后角; 粗加工,小后角。 4 o ~ 8o 选取范围:粗加工: 精加工: 8o ~12o (3)背前角( p)在背平面内,前刀面与基面之间的夹角。 举例: 螺纹车刀、插齿刀 (4)背后角( )在背平面内,切削平面与主后刀面之间 的夹角。 p 举例: 螺纹车刀、插齿刀
主偏角小:表面粗糙度小。主偏角大:表面粗糙度大。
常用角度:45°、60° 、75° 、90°
(6)副偏角( k ' )基面内,副切削平面与假定工作面间的夹角。
r
作用:(1)影响副切削刃与工件已加工表面的摩擦 (2)影响表面粗糙度的大小 选取范围:5o ~15o
副偏角小:表面粗糙度小。副偏角大:表面粗糙度大。
(5)主偏角( k r ) 基面内,切削平面与假定工作平面间的夹角。 作用:(1)影响切屑的形状和刀具寿命 F (2)影响背向力 Fp 与进给力F ff 的比例 (3)影响表面粗糙度 主偏角小:切屑宽且薄。 (散热好,刀具寿命提高)
主偏角大:切屑窄且厚。
主偏角小: Ff小,Fp大。 (刚性差工件,易变 形和产生振动) 主偏角大: Ff大,Fp小。
刀具与刀具切削过程
一、刀具
(一)刀具角度
1.车刀的组成
图2-48 各种刀具切削部分的形状
a)刨刀 b)钻头 c)铣刀 刨刀、钻头、铣刀的切削部分
(1):前刀面(刀具上切屑过的表面) (2):主后刀面(刀具上与工件过渡表面相对的表面) (3):副后刀面(刀具上与工件已加工表面相对的表面) (4):主切削刃(前刀面与主后刀面的交线,主要切削工作) (5):副切削刃(前刀面与副后刀面的交线,参与部分切削工作) (6):刀尖
(1)前角( o )在正交平面内,基面与前刀面之间的夹角。 作用:(1)使主切削刃锋利(2)影响切削刃强度 选取原则:①工件材料:塑性材料,大前角;脆性,小前角。 强度、硬度低,大前角,否则,小前角。 ②刀具材料:高速钢,大前角;硬质合金,小前角。 ③加工性质:精加工,大前角;粗加工,小前角。 选取范围:-5o ~ 25o
2.确定刀具角度的静止参考系
假设:① 不考虑进给运动 ② 规定车刀刀尖与工件中心等高 ③ 刀柄的中心线垂直于进给方向 因此,参考系为静止参考系,主 要坐标平面有基面pr、切削平面ps、 正交平面(主剖面)po、假定工作 平面pf、背平面pp组成。 (1)基面( pr ):通过主切削刃 选定点,垂直于假定主运动 方向的平面。 (2)切削平面( ps ):通过 主切削刃选定点,与切削刃 相切并垂直于基面。 (3)正交平面( po ):通过主 切削刃选定点,并同时垂直 于基面和切削平面 刀具标注角度的参考系
(7)刃倾角( s )在切削平面内,
主切削刃和基面之间的夹角。
作用:(1)影响刀头的强度 (2)影响排屑方向
右偏刀车端面的标注角度
车槽刀的标注角度
(4)假定工作平面( pf )(进给平面)通过切削刃选 定点,与 基 面垂直,且与假定进给方向平行
(5)背平面( pp )(切深平面)通过切削刃选定点要包括:
p) 前角( o)、背前角( p)、后角( o)、背后角( 主偏角( k r )、副偏角( k r' )和刃倾角( s)。