注塑模具冷却水路设计资料
模具螺旋冷却水路
模具螺旋冷却水路
摘要:
1.模具螺旋冷却水路的概念和原理
2.模具螺旋冷却水路的设计要点
3.模具螺旋冷却水路的优势和应用
4.模具螺旋冷却水路的维护和改进
正文:
一、模具螺旋冷却水路的概念和原理
模具螺旋冷却水路是一种应用于模具冷却系统的技术,其主要原理是通过螺旋状的水流将热量快速带走,以达到高效冷却模具的目的。
这种冷却方式能够在保证模具正常工作的同时,提高生产效率和延长模具使用寿命。
二、模具螺旋冷却水路的设计要点
在设计模具螺旋冷却水路时,应考虑以下几个方面:
1.水路设计:需要根据模具的形状和结构,设计出合适的螺旋水路,以确保冷却效果均匀。
2.冷却水流速:水流速度过快或过慢都会影响冷却效果,因此需要合理控制水流速度。
3.冷却水进出口:设计合理的冷却水进出口,能够有效避免水流对模具产生冲击,保护模具。
三、模具螺旋冷却水路的优势和应用
模具螺旋冷却水路具有以下优势:
1.冷却效果佳:螺旋状的水流能够快速将热量带走,提高冷却效果。
2.节省能源:相较于传统冷却方式,模具螺旋冷却水路能够降低能耗,节约成本。
3.延长模具寿命:通过有效的冷却,能够降低模具的工作温度,延长模具使用寿命。
因此,模具螺旋冷却水路广泛应用于各类模具的冷却系统中,如注塑模具、压铸模具等。
四、模具螺旋冷却水路的维护和改进
为了确保模具螺旋冷却水路的正常工作和延长使用寿命,需要进行定期的维护和检查。
注塑模具 冷却水路
汇报人:
目录
添加目录标题
01
注塑模具冷却水路的 重要性
02
注塑模具冷却水路的 原理
03
注塑模具冷却水路的 设计原则
04
注塑模具冷却水路的 制造工艺
05
注塑模具冷却水路的 优化方案
06
添加章节标题
注塑模具冷却水 路的重要性
提高生产效率
冷却水路设计合理可以降低模具温度提高生产速度 冷却水路设计合理可以减少模具变形提高产品质量 冷却水路设计合理可以减少模具磨损延长模具寿命 冷却水路设计合理可以减少生产过程中的停机时间提高生产效率
冷却水温度对模具温度的影响
冷却水温度越高模具温度越高 冷却水温度越低模具温度越低 冷却水温度与模具温度成正比 冷却水温度对模具温度的影响取决于模具的材质和结构
注塑模具冷却水 路的设计原则
根据产品需求确定水路数量和布局
产品需求:考虑产品的形状、尺寸、材料等因素 水路数量:根据产品需求确定水路的数量避免过多或过少 水路布局:根据产品需求确定水路的布局保证冷却效果 冷却效果:确保冷却效果达到最佳提高生产效率和产品质量
保证水路的通畅性和密封性
设计原则:保证水路的 通畅性和密封性
水路设计:合理布局避 免堵塞和泄漏
密封性:采用密封材料 防止漏水
通畅性:保证水流畅通 避免水压过大或过小
维护保养:定期检查和维 护确保水路的通畅性和密 封性
考虑水路的维护和清洁方便性
设计水路时要考虑到 维护和清洁的方便性 避免出现死角和难以 清理的地方。
计等
控制措施:工 艺参数调整、 模具设计优化等Βιβλιοθήκη 质量标准:符 合行业标准、
客户要求等
注塑模具冷却水 路的优化方案
注塑模具冷却水路设计PPT课件
2•2002244/4/4/9/9
•10
计算冷却水的体积流量 q v
• 设冷却水道入水口的水温为θ2=22°C,出水口的水温θ1=25°C, 根据公式1(p283)得:
• q v =GΔi/(60ρC(θ1-θ2)
=0.965×2.9/(60×1000×4.187×(2522)m3/min=0.005m3/min
• 模具温度应均衡,不应局 部过热或过冷
温度控制方式
• 一般通过调节传热介质的 温度,增设隔热板,加热 棒的方44/4/4/9/9
•5
2 冷却系统设计原则
• 冷却水道的孔壁至型腔表面距离尽可能相等,一般取 15~25mm.
• 冷却水道数量尽可能多,而且便于加工。我们选取的水道 直径Ф8.0,两平行水道间距30mm.
2•2002244/4/4/9/9
•8
• 查相关资料,PC模 温应控制在 80ºC~120ºC 之间, 因此管道中需通入 热水,热油等介质。
2•2002244/4/4/9/9
•9
设:单位时间内注入模具中的塑料熔体的总质量 G
• 塑件的体积 V= 9.13972 cm3
• 塑件的质量 m=Vρ=9.13972cm3×1.2g/cm3=10.96766g=0.01096766kg
• 浇注部分由于经常接触注射机喷嘴,而熔料首先从浇口注 入,所以浇口部位是模具上温度最高的部位,为了达到模 温均衡,冷却水道应首先通过浇口部位,冷却水道应从模 温高的区域向模温低的区域流动。
2•2002244/4/4/9/9
•6
• 冷却系统应防止漏水,因此当冷却水道必须通过模板接缝 部位时应设置良好的密封措施。
• 查表得,当塑件壁厚为3mm时,得t冷=25.5s。
注塑模具水路基本知识
注塑模具水路基本知识注塑模具水路是指在注塑模具中设置的一系列冷却水通道,主要用于调控模具温度,以确保注塑成型过程中塑料材料能够在合适的温度范围内凝固,提高注塑成型的质量和效率。
以下是有关注塑模具水路的一些基本知识:1. 冷却水通道设计:冷却水通道的设计是注塑模具中的重要一环。
它通常由一系列的通道组成,这些通道分布在模具的芯、腔等部位,以确保整个模具的均匀冷却。
合理的冷却水通道设计有助于缩短成型周期,提高生产效率。
2. 水路布局:冷却水通道的布局需要考虑到塑料零件的形状、大小以及塑料流动的路径。
通道应该被布置在可能的接近塑件的区域,确保塑料材料能够被迅速冷却。
3. 水路截面:冷却水通道的截面尺寸也需要仔细设计。
截面太小可能导致水流不畅,影响冷却效果;截面太大则会导致水流速度过快,同样影响冷却效果。
合适的截面设计有助于维持水的流速和温度。
4. 冷却效果监控:在注塑生产中,可以通过监控温度传感器或热像仪等设备来实时监测模具的温度分布情况,以及冷却效果。
这有助于及时发现并解决可能的问题,提高生产质量。
5. 材料选择:水路所用的材料需要具备优异的导热性能和耐腐蚀性能,一般选择优质的不锈钢或铜材料。
6. 防止水垢和堵塞:注塑模具水路中的水质问题可能导致水垢的产生,因此需要定期清理水路,确保畅通无阻。
此外,也可以使用防垢剂来减少水垢的生成。
7. 节能环保:合理设计的冷却水通道有助于降低注塑生产中的能耗,提高生产效率,符合节能环保的要求。
以上是有关注塑模具水路的一些基本知识,这些因素共同影响着模具的冷却效果和生产效率。
在模具设计和生产过程中,需要综合考虑这些因素,以达到最佳的注塑成型效果。
注塑模具随形冷却水道的设计方法与分析

优化冷却水道的布局,提高冷却效率
优化冷却水道的形状和尺寸,降低流动阻力
优化冷却水道的连接方式,减少泄漏和压力损失
优化冷却水道的材料选择,提高耐腐蚀性和耐磨性
注塑模具随形冷却水道的制造工艺
3
制造工艺流程
设计阶段:确定冷却水道的形状、尺寸和位置
装配阶段:将冷却水道装配到模具上
测试阶段:对冷却水道进行压力测试和流量测试,确保其性能符合设计要求
环保与节能:通过优化水道设计,降低能耗,减少废气、废水排放,实现绿色制造。
感谢观看
汇报人:
注塑模具随形冷却水道的设计方法与分析
, a click to unlimited possibilities
汇报人:
单击此处添加目录项标题
注塑模具随形冷却水道的设计原理
注塑模具随形冷却水道的制造工艺
注塑模具随形冷却水道的应用实例
注塑模具随形冷却水道的发展趋势
注塑模具随形冷却水道的挑战与对策
目录
添加章节标题
未来发展方向展望
提高冷却效率:通过优化水道设计,提高冷却效率,降低生产成本。
环保节能:采用环保材料和节能技术,降低对环境的影响。
智能化:利用人工智能和物联网技术,实现水道设计的智能化和自动化。
复合材料:研究复合材料在随形冷却水道中的应用,提高模具性能。
注塑模具随形冷却水道的挑战与对策
6
面临的主要挑战
加工阶段:使用CNC机床进行精密加工
制造工艺要点
设计原则:保证冷却效果,减少冷却时间,提高生产效率
制造工艺:采用先进的数控加工技术,保证水道的精度和表面质量
冷却水道的布置:根据模具结构和产品形状,合理布置冷却水道,保证冷却效果
注塑模冷却系统设计

注塑模冷却系统设计一、冷却系统原理冷却系统的设计原则包括以下几点:1.均匀冷却:冷却通道应布置得均匀,确保注塑模腔内的温度分布均匀,避免产生缺陷。
2.高效冷却:冷却通道应尽可能靠近模具表面,并减小冷却通道的截面积,以增加冷却介质对模具的冷却效果,提高生产效率。
3.多角度冷却:在模具中设置多个冷却通道,使冷却介质能够从不同的角度覆盖模具表面,提高冷却效果。
4.控制温度:通过合理设置冷却通道的长度、截面积和数量等参数,控制注塑模的冷却速度,确保产品达到理想的尺寸和性能。
二、冷却系统设计流程1.模具结构分析:根据产品的形状和尺寸,对模具进行结构分析,确定冷却通道的位置和数量。
2.冷却通道设计:根据模具结构,设计冷却通道的形状、截面积和长度等参数。
一般来说,冷却通道应尽量靠近模具表面,避免过于接近模腔导致冷却效果不佳。
3.冷却通道布置:根据模具结构和产品的需求,合理布置冷却通道的位置和数量。
通常情况下,冷却通道应均匀分布在模具的各个部位,并且覆盖整个模具表面。
4.冷却介质选型:选择合适的冷却介质,通常是冷水。
冷却介质的选择应考虑到模具材料的热导率、流动性以及生产环境等因素。
5.防止冷却死角:在冷却系统设计中,应尽量避免冷却死角的产生。
冷却死角是指冷却介质在注塑模内积聚,无法很好地冷却模具的局部区域。
为了避免冷却死角,可以设置细小的冷却通道或者采用多角度冷却。
三、冷却系统优化方面为了进一步提高冷却系统的效果,可以从以下几个方面进行优化:1.模腔温度分析:利用模具流动分析软件,对模腔的温度分布进行分析,找出温度较高或较低的区域,并针对性地调整冷却通道的布置。
2.冷却介质控制:通过对冷却介质的输送速度、温度和压力等参数进行控制,进一步提高冷却效果。
3.冷却材料选择:选择具有较好导热性能的冷却材料,如铜合金等,以提高冷却效果。
4.模具表面处理:在模具表面进行特殊处理,如磨削、喷砂等,增加表面的热传导性,提高冷却效果。
注塑模具冷却系统的设计
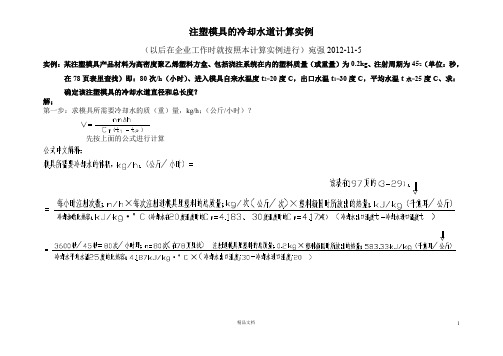
注塑模具的冷却水道计算实例
(以后在企业工作时就按照本计算实例进行)宛强2012-11-5
实例:某注塑模具产品材料为高密度聚乙烯塑料方盒、包括浇注系统在内的塑料质量(或重量)为0.2kg、注射周期为45s(单位:秒,在78页表里查找)即:80次/h(小时)、进入模具自来水温度t2=20度C,出口水温t1=30度C,平均水温t水=25度C、求:
确定该注塑模具的冷却水道直径和总长度?
解;
第一步:求模具所需要冷却水的质(重)量,kg/h;(公斤/小时)?
先按上面的公式进行计算
第二步:根据223.4公斤/小时,查下表1,
选出模具所需要冷却水的孔直径为d=0.015m即直径φ15mm的孔,同时查得:d0.13=0.579,为保证获得湍流(湍tuān,急流的水)从而得到良好的传热效果,取ひ0.87=0.49。
将以上参数代入下面的公式:
高密度聚乙烯注射成型时模具温度t模=60度,(该数据在194页的表3-26里面)那么,冷却水的传热面积为:
布置冷却水路举例:(注意本举例只是说明如何布置多少根的意思,并非是上面例题的实际设计尺寸)
1、如果是这个方向布置冷却水路的话,就800÷200=4根,至少取4根。
2、如果是这个方向布置冷却水路的话,就800÷280=2.85根,至少取3根。
需要注意的是:
1、在布置冷却水回路的时侯,应该是冷却水道的实际长度大于上面的有效长度,取整数。
2、在布置冷却水回路的时侯,应该是型腔占60%,型芯占40%。
3、在布置冷却水回路的时侯,应该是冷却水道尽量多,以备用。
塑胶模具冷却系统设计
塑胶模具冷却系统设计一、背景介绍塑胶模具冷却系统是塑胶加工过程中非常重要的一部分,它直接影响到产品的质量和生产效率。
冷却系统的设计需要考虑多个因素,例如冷却介质的选择、冷却管道的布局、冷却器的尺寸和数量等。
本文将详细介绍塑胶模具冷却系统的设计原则和注意事项。
二、设计原则和注意事项1.冷却介质的选择:冷却介质常用的有水、油和空气等。
水是最常用的冷却介质,因为其传热效果好且成本低廉。
同时,水的导热性好,容易控制温度。
油和空气则适用于一些特殊的加工需求,如高温或高速冷却。
2.冷却管道的布局:冷却管道的布局应尽可能均匀地分布在模具的各个部位,确保每个产品的冷却效果一致。
同时,冷却管道的直径也需要根据冷却介质的流量和速度来确定。
3.冷却器的尺寸和数量:冷却器的尺寸和数量应根据模具的尺寸和冷却需求来确定。
一般来说,冷却器的数量越多,冷却效果越好。
另外,冷却器的尺寸也需要考虑冷却介质的流量和温度。
4.管道和冷却器的材质选择:管道和冷却器的材质应具有良好的导热性和抗腐蚀性。
常用的材质有铜、铝和不锈钢等。
同时,材质的选择也需要考虑成本和耐用性等方面。
5.控制冷却温度:冷却温度的控制对产品的成型质量有直接影响。
应根据具体产品的要求来确定冷却温度。
一般来说,温度过低会导致产品收缩过大,而温度过高则会导致产品变形。
6.检测和维护:冷却系统应配备温度传感器和压力传感器等装置,对冷却效果进行实时监测。
同时,冷却系统还需要进行定期的清洗和维护,确保其正常运行和延长使用寿命。
三、冷却系统设计实例以注塑模具为例,冷却系统的设计可以按照以下步骤进行:1.确定冷却介质的选择:一般使用水作为冷却介质,因为其成本低廉且传热效果好。
2.根据模具的尺寸和形状设计冷却管道的布局:确保冷却管道能够均匀地覆盖整个模具,并避免冷却死角。
3.根据冷却需求选择冷却器的尺寸和数量:根据模具的尺寸和冷却需求,选择合适的冷却器尺寸和数量。
4.选择合适的管道和冷却器材质:选择具有良好导热性和抗腐蚀性的材质,如不锈钢。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
计算冷却的体积流量 qv
• 设冷却水道入水口的水温为θ2=22°C,出水口的水温θ1=25°C, 根据公式1(p283)得:
• qv =GΔi/(60ρC(θ1-θ2)
=0.965×2.9/(60×1000×4.187×(2522)m3/min=0.005m3/min
2020/11/17
设:单位时间内注入模具中的塑料熔体的总质量 G • 塑件的体积 V= 9.13972 cm3 • 塑件的质量
m=Vρ=9.13972cm3×1.2g/cm3=10.96766g=0.01096766kg • 查表得,当塑件壁厚为3mm时,得t冷=25.5s。 • 设注射时间:t注=5s;脱模时间: t脱=10s, 则注射周期:t=t注+t冷+t脱=(5+25.5+10)s=40.5s 由此得每小时注射次数:N=(3600/40.5)次=88次 • 单位时间内注入模具中的塑料熔体的总质量: • G=Nm=88×0.01096766kg/h=0.965kg/h
• 浇注部分由于经常接触注射机喷嘴,而熔料首先从浇口注 入,所以浇口部位是模具上温度最高的部位,为了达到模 温均衡,冷却水道应首先通过浇口部位,冷却水道应从模 温高的区域向模温低的区域流动。
2020/11/17
• 冷却系统应防止漏水,因此当冷却水道必须通过模板接缝 部位时应设置良好的密封措施。
• 在循环的冷却水道中,其冷却介质的冷却路线应相等。 • 进出水口应设在不影响操作的方位 • 充分考虑地域差别,结合当地气候状况,设计出符合地域
特点的冷却系统。
2020/11/17
3 冷却系统的参数计算
设计原则: • 基于单位时间内塑料熔体凝固时所放出的热量等于冷却水
所带走的热量,进行冷却系统的设计。
2020/11/17
塑料名称 PC
料筒温度 280~310 (ºC)
模具温度 (ºC)
2020/11/17
90~110
• 查相关资料,PC模 温应控制在 80ºC~120ºC 之间, 因此管道中需通入 热水,热油等介质。
温度控制方式
• 一般通过调节传热介质的 温度,增设隔热板,加热 棒的方法来控制。传热介 质一般采用水,油等
2020/11/17
2 冷却系统设计原则
• 冷却水道的孔壁至型腔表面距离尽可能相等,一般取 15~25mm.
• 冷却水道数量尽可能多,而且便于加工。我们选取的水道 直径Ф8.0,两平行水道间距30mm.
第四次第六组
冷却系统的设计
材料0811
2020/11/17
2020/11/17
2020/11/17
2020/11/17
1 模具温度的控制的原则和方式
温度控制原则:
• 不同胶料要求不同温度
• 不同结构模具要求不同温 度
• 绝大部分热量需有循环的 热介质带出模外
• 模具温度应均衡,不应局 部过热或过冷
确定冷却水孔的直径d
所以:当qv =0.005m3/min时,
查表(P284)可知,为了使冷却水处于湍流状 态,取模具冷却水孔的直径d=8mm。
2020/11/17
冷却水道的导热总面积A(p284 公式2)
• A=GΔi/3600α(Δθ) = 0.965×2.9/{3600x0.64×[90-(22+25)
/2]}m²=0.18265×10-4m² 计算模具所需冷却水管的总长度L (p284 公式4) • L=1000A/Qd
=1000×0.18265×104/(0.965×2.9×0.008)m=0.8154m=815.4mm
2020/11/17
冷却水道的数量x: • 设每条水道的长度为l=407mm, 则冷却水道的条数: • x=L/l=815.4/407条≈2
2020/11/17