钢结构焊接自检记录簿
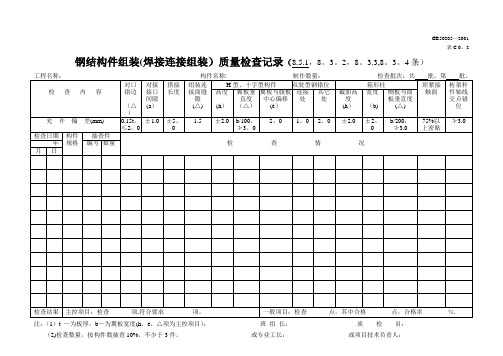
钢结构件组装(焊接连接组装)质量检查记录
编号
数量
月
日
检查结果
主控项目:检查项,符合要求项。
一般项目:检查点,其中合格点,合格率%.
注:(1)t—为板厚,b—为翼板宽度(h、e、△项为主控项目);班组长:质检员:
(2)检查数量,按构件数抽查10%,不少于3件。或专业工长:或项目技术负责人:
施工单位:年月日年月日26
GB50205—2001
表C.0。2
钢结构件组装(焊接连接组装)质量检查记录(8.5.1,8。3。2,8。3.3,8。3。4条)
工程名称:构件名称:制作数量:检查批次:共批,第批。
检查内容
对口错边
(△)
对接接口间隙(a)
搭接长度
组装连接面缝隙
(△)
H型、十字型构件
双肢型钢错位
箱形柱
顶紧接触面
桁架杆件轴线交点错位
高度
(h)
翼板垂直度(△)
翼板与腹板中心偏移
(e)
连接处
其它处
截面高度
(h)ห้องสมุดไป่ตู้
宽度
(b)
侧板与面板垂直度(△)
允许偏差(mm)
0.15t,≤2。0
±1.0
±5。0
1.5
±2.0
b/100,≯3。0
2。0
1。0
2。0
±2.0
±2。0
b/200,
≯3.0
75%以上密贴
≯3.0
检查日期
构件规格
抽查件
检查情况
钢结构自检记录

钢结构(零、部件加工)工程施工质量检查记录表工程名称:主控项目项目检验结果1钢材的品种、型号、规格及质量应符合设计要求及有关标准规定符合要求2钢材切割面或剪切面应无裂纹、夹渣、分层和大于1mm的缺棱符合要求3矫正和成型的环境温度及加热温度的控制符合要求4边缘加工的切削量不应小于2.0mm符合要求5制孔精度及孔壁表面粗糙度应符合相应A、B、C级孔的要求符合要求一般项目项目零件宽度、长度切割面平面度割纹深度局部缺口深度边缘缺棱型钢端部垂气割允许偏差(mm)±3.00.05t且≤2.00.3 1.0—实测偏差(mm)110.20.8—机械剪切允许偏差(mm)±3.0——— 1.0实测偏差(mm)2————项目钢板局部平面度(mm)型钢弯曲矢高角钢肢垂直度槽钢翼缘板对腹板的垂直度工字钢、H型钢翼缘板垂直度弯曲成型零件弧度检查t<6t=6~14t>14矫正弯曲允许偏差(mm)板宽/200 1.5 1.0L/1005.0肢宽/100翼缘宽/80翼缘宽/1002.0与拦板间隙实测偏差(mm)2 1.3 1.0 3.03060 1.5项目零件宽度、长度加工边直线度相邻两边夹角加工面垂直度加工面粗糙边缘加允许偏差(mm)±1.0L/300Δ2.0±6º0. 025t1. 0.5工实测偏差(mm)1.0 1.1 2°1C 级螺检孔制孔项目允许(mm)(mm)501~同一组内任意两孔间距离允许偏差(mm)±1.0±1.5—直径+1.00.5实测偏差(mm)0.51—圆度 2.0 1.0相邻两组的端孔间距离允许偏差(mm)±1.5±2.0±2.5垂直度0.03t2.01.0实测偏差(mm)1 1.50.8检查结果主控项目主控项目合格一般项目符合设计要求工程负责人班组长工长质量检查员施工单位:日期:钢结构组装工程施工质量检查记录表工程名称:主控项目项目检验结果1吊车梁和吊车桁架不得下挠符合要求2端部铣平组装要求项目允许偏差(mm)实测偏差值(mm)12345678两端铣平时构件长度±2.010110001两端铣平时零件长度±0.50.10.20.100.30.10.10.2铣平面的平面度0.30.20.10.10.10.20.30.10.1铣平面对轴线的垂直度L/1500511513211对接焊缝安装焊缝坡口角度±5。
钢结构制作安装自检记录表

钢结构焊接质量、外观符合设计要求
8
钢结构及钢螺栓防腐处理符合设计要求
项目
质量情况
等 级
1
2
3
4
5
6
7
8
9
10
1
钢结构与主体结构连接质量
2
钢槽之间连接质量
3
装玻璃用横梁与主柱之间连接质量
4
钢爪与其附着钢结构的连接质量
5
门头横梁与门头立柱之间连接质量
6
钢结构外观质量
7
预埋件与防雷系统连接质量
项目
允许偏差
<2.0
10
立柱轴线左右位置差
<3.0
11
对应于一块 玻璃的钢爪 孔中心距
1)水平方向误差
<1.0
2)竖直方向误差
<1.0
3)对角线方向误差
<3.0
12
相邻钢爪孔中心水平度
<0.5
13
相邻钢爪孔中心竖直度
<0.5
14
钢爪加工面前后位置差
<5.0
保
证
项
目
基
本
项
目
允
许
偏
差
项
目
检查人:
年 月 日
钢结构制作安装质量自检记录表
编号:KGE-QR-GC003 C/O
第1页共1页
工程名称:
项目
质量情况
1
钢槽型号、尺寸、质量符合设计要求
2
悬挂架尺寸、位置、质量符合设计要求
3
钢爪型号、规格、位置、质量符合设计要求
4
钢柱、网架尺寸、位置、质量及外观设计要求
5
钢结构自检记录

钢结构自检记录钢结构作为一种广泛应用于建筑领域的结构形式,其质量和安全性至关重要。
为了确保钢结构的质量符合设计要求和相关标准,我们进行了全面的自检工作,并将自检结果记录如下。
一、工程概述本次自检的钢结构工程位于_____,是一个_____(建筑用途)的项目。
钢结构的主体部分包括钢梁、钢柱、钢桁架等,总用钢量约为_____吨。
二、自检依据1、设计图纸和相关技术文件2、《钢结构工程施工质量验收规范》(GB50205-2020)3、《钢结构设计标准》(GB50017-2017)三、自检内容及结果1、原材料检验钢材:对进场的钢材进行了品种、规格、性能等方面的检验。
检查了钢材的质量证明书、化学成分分析报告和力学性能试验报告。
结果表明,所使用的钢材均符合设计要求和相关标准。
焊接材料:对焊接材料的品种、规格、烘焙记录等进行了检查。
焊接材料的质量符合相关标准,烘焙记录完整。
高强度螺栓:对高强度螺栓的性能等级、规格、扭矩系数等进行了检验。
高强度螺栓的质量合格,扭矩系数符合要求。
2、构件制作切割:检查了构件切割面的平整度、粗糙度和坡口尺寸。
切割质量良好,符合规范要求。
矫正和成型:对构件的矫正和成型工艺进行了检查,构件的形状和尺寸偏差在允许范围内。
制孔:检查了构件的螺栓孔、铆钉孔的孔径、孔距和孔边距。
制孔精度符合设计要求和规范规定。
3、焊接质量焊缝外观:对焊缝的表面质量进行了检查,包括焊缝的形状、尺寸、咬边、气孔、夹渣等缺陷。
焊缝外观质量良好,无明显缺陷。
焊缝内部质量:采用无损检测方法(如超声波探伤、射线探伤等)对焊缝内部质量进行了检测。
检测结果表明,焊缝内部质量符合设计要求和规范规定。
4、构件安装基础验收:对钢结构基础的轴线、标高、地脚螺栓位置等进行了检查,基础验收合格。
构件安装精度:检查了构件的垂直度、水平度、轴线偏差等安装精度指标。
构件安装精度符合设计要求和规范规定。
连接节点:对连接节点的螺栓连接、焊接连接等进行了检查。
钢结构自检记录20221217023829.docx

钢结构自检记录229.docx范本一:[公司名称]自检记录1. 项目概述这里简要介绍本次钢结构自检的项目背景和目的。
2. 自检人员名单列出参与本次自检的人员名单及其职责。
3. 自检工具和设备清单罗列本次自检中使用的工具和设备的清单。
4. 自检步骤详细说明本次自检的步骤和流程,包括但不限于以下内容:4.1 钢结构的外观自检:检查钢结构的表面是否有裂纹、锈蚀等问题。
4.2 钢结构的尺寸自检:测量钢结构的尺寸是否符合设计要求。
4.3 钢结构的连接自检:检查连接点是否紧固可靠。
4.4 钢结构的强度自检:使用相应测试设备测量钢结构的强度是否达标。
4.5 其他自检步骤:根据实际情况添加其他自检步骤。
5. 自检结果记录记录每个自检步骤的结果,并对检查出的问题进行描述。
6. 异常处理如果在自检过程中发现问题,详细描述该问题以及相应的处理措施。
7. 结论对整个自检过程的结果进行总结,并提出相应的建议和改进意见。
8. 附件(此处添加相关附件的清单)本文所涉及的法律名词及注释:1. 法律名词1:注释12. 法律名词2:注释2--------------------------------------------------范本二:[公司名称]钢结构自检报告1. 项目概述这里简要介绍本次钢结构自检的项目背景和目的。
2. 自检人员名单列出参与本次自检的人员名单及其职责。
3. 自检文件清单罗列本次自检中涉及的文件清单。
4. 自检标准和要求详细说明本次自检的标准和要求,包括但不限于以下内容:4.1 钢结构的外观自检:检查钢结构的表面是否有裂纹、锈蚀等问题,符合相关标准和规范。
4.2 钢结构的尺寸自检:测量钢结构的尺寸是否符合设计要求,满足相关标准。
4.3 钢结构的连接自检:检查连接点是否紧固可靠,符合相关标准。
4.4 钢结构的强度自检:使用相应测试设备测量钢结构的强度是否达标,达到相关标准要求。
4.5 其他自检标准和要求:根据实际情况添加其他自检标准和要求。
3.钢结构工程焊接质量检验记录表

mm
二级
<0.1t(母材厚度)
且≤2.0
mm
三级
<0.15t(母材厚度)
且≤3.0
mm
6
贴角焊缝外形尺寸偏差
焊脚尺寸hf
hf≤6
+1.5~0
mm
hf>6
+6
+1.5~0
mm
hf>6
+3.0~0
mm
7
T型接头焊透的角焊缝焊缝总宽b偏差
+1.5~0
mm
复(核)
查意见
工程编号
分项工程名称
类
别
序
号
检验项目
质量标准
单
位
检验(实测)结果
合格
优良
三
类
5
对接焊缝外形尺寸偏差
焊缝余高C
b<20
一级
+0.5
1.5
-1.0
mm
二级
1.5±1.0
mm
三级
2.0±1.5
mm
b≥20
一级
+1.0
2.0
-1.5
mm
二级
2.0±1.5
mm
三级
+1.5
2.0
-2.0
mm
焊缝错位d
一级
<0.1t(母材厚度)
复
(核)
查
结
论
建设(监理)单位:
年月日
公司:
年月日
工地:
年月日
班组:
年月日
气
孔
一级
不允许
二级
不允许
三级
直径小于或等于1.0mm气孔,在1000mm长度范围内不得超过5个
钢构件焊接现场质量检查记录

编号:轨道交通桥隧用表-084
工程名称
施工合同编号
单位(子单位)
工程名称
施工单位
焊接材料质量
部位名称
焊接工艺评定
焊缝外观质量
项目
允ห้องสมุดไป่ตู้值
检查结果
检查方法和频率
手工电弧
焊及气体保护焊
对接焊缝余高
平焊
其他
对接焊缝错边
角焊缝
焊接尺寸
主要角焊缝
其他角焊缝
超声波探伤
等级
X光拍片
等级
施工单位自检意见:
质检工程师:技术负责人:年月日
监理单位检查结论:
监理工程师:总监理工程师:年月日
钢结构焊接自检记录

焊缝尺寸(mm) 对接 余 焊缝 高 及完 C 全熔 透组 合焊 缝 B<20 B≤20
9
0
一般 项目
4
错边d
自检 评定 结论
焊缝尺寸(mm)
9
0
一般 项目
4
对接 余 焊缝 高 及完 C 全熔 透组 合焊 缝.0 0~5.0 < <0.15t 0.15t 且≤3.0 且≤ 2.0 互检人 日期
钢结构焊接分项工程自检/互检验收记录 (钢结构焊接部分)
工程名称 施工执行标准及编号 项 1 主控 项目 2 3 4 目 自检 焊接材料的品种、规格、性能 焊接材料与母材的匹配 组合焊缝的焊脚尺寸 焊缝表面的缺陷 项 1 2 3 目 检查人 日期 互检 检查人 日期 施工单位 自检部位 施工单位检查评定结果
错边d
互检评定 结论
焊接材料的外观质量 预热和后热处理 焊缝的外观质量 项 目 允许偏差(mm) 一、二 三级□ 级□ 0~3.0 0~4.0 0~4.0 0~5.0 < 0.15t <0.15t 且≤ 且≤3.0 2.0 自检人 项 目 允许偏差(mm) 一、二 三级□ 级□ 0~3.0 0~4.0 1 2 3 4 日期 实测偏差(mm) 5 6 7 8 1 2 3 4 实测偏差(mm) 5 6 7 8
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
纵横集团丰南钢铁烧结机及配套项目工程质量报验单
钢结构焊接分项工程自检、互检验收记录
(钢结构焊接部分)
钢结构焊接分项工程自检、互检验收记录
(钢结构焊接部分)
钢结构焊接分项工程自检、互检验收记录
(钢结构焊接部分)
钢结构焊接分项工程自检、互检验收记录
(钢结构焊接部分)
钢结构焊接分项工程自检、互检验收记录
(钢结构焊接部分)
钢结构焊接分项工程自检、互检验收记录
(钢结构焊接部分)
钢结构焊接分项工程自检、互检验收记录
(钢结构焊接部分)。