实腹钢梁的焊接变形计算
大跨度钢梁组焊问题

大跨度钢梁组焊问题目前有一项目,吊车梁长度很长,根本拉运不了;请问各位兄弟姐妹们,能够分成2段吗?现场地面拼接后,整体吊装。
如果可以分段的话,是参看那本规范。
一、引言2005年,在包钢轨梁厂改造工程中,有两根超大吊车梁,该梁截面高6.6m,跨度60m,其下翼缘厚50mm,宽600mm,上翼缘70mm,宽750mm,材质为Q345D,实腹式,单只梁重达159.02t。
如此高度和重量的吊车梁在包钢的建设史上尚属首次,即使在国内工业厂房结构中也十分罕见。
二、制作技术要点(一)分段由于该梁超重、超长,无论是制作还是运输,构件制作单位现有吊装设备的吊装能力、运输机械的运输能力均不能够满足构件整体出厂,故必须进行合理的分段。
分段原则为:按吊车梁设计原则的要求,在支座1/3以外设工地接口,将吊车梁纵向分为19m两段和22m一段,配料时,保证避免十字焊缝的出现。
(二)材料接料的拼接要求1. 上、下翼缘板的接料。
上、下翼缘板所用材质为Q345D,板厚分别为δ=70mm和δ=50mm。
因吊车梁超长,故不可避免的在跨中1/3处存在接料焊缝。
为减少焊缝受力,保证该接料焊缝能够更好地满足等强拼接要求,故采用45°斜接口拼接,坡口为双面对称X型坡口,角度为50°±2.5°,3mm钝边,组对间隙不得大于2mm,采用埋弧自动焊焊接,而且焊前必须进行预热,温度为150℃左右,并经测温仪测定温度后方可施焊。
2. 腹板的拼接要求(1)拼接的方法。
腹板采用Q345D,板厚δ=38mm,其宽度为6480mm,需多块料进行拼接。
因其焊缝较多,且接缝位置受到设计限制(相邻T型接口间距不得小于200mm)。
故根据来料情况,采用CAD技术对其拼接方式进行排版,确定接料方案,同时考虑板边缘加工余量、焊接收缩余量及拱度加工等余量,附加不少于100mm的余量。
接料时,先将板纵向接长,平直后再将每两条接宽,采用平直机再次进行矫正。
主梁腹板下料预拱计算方法
主梁腹板下料预拱计算方法一、主梁跨中腹板预拱度值计算所谓主梁跨中腹板下料预拱度值,是为了保证主梁在焊接完成后符合(0.9~1.4)S有关标准规定的拱度要求。
主梁应具有一定的上拱度值,即F=,1000S且最大上拱度值应控制在主梁跨中范围内。
这就要求在制作主梁时,10 对腹板下料预先给出一定的拱度值,还应考虑到桥架自重(主梁、走台等)及组装焊接的变形。
SS通常取主梁腹板的下料预拱度为:Q=5~63t,f=(~);Q?250450SS63~100t,f=(~)。
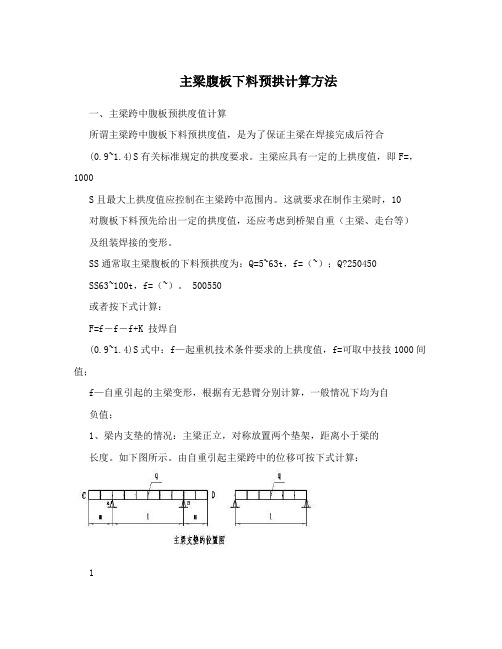
500550或者按下式计算:F=f-f-f+K 技焊自(0.9~1.4)S式中:f—起重机技术条件要求的上拱度值,f=可取中技技1000间值;f—自重引起的主梁变形,根据有无悬臂分别计算,一般情况下均为自负值;1、梁内支垫的情况:主梁正立,对称放置两个垫架,距离小于梁的长度。
如下图所示。
由自重引起主梁跨中的位移可按下式计算:122qlf=(24λ+5)自中384EJq—主梁单位长度重量;E—材料弹性模量;J—主梁截面惯性矩;l—两支垫距离;mλ=;m—支点到主梁端距离。
l自重引起的悬臂端位移按下式计算:222qmlf=f=(1-6λ-3λ) CD24EJ计算得正值表示向上翘起,负值表示下挠。
2、梁端支垫情况垫架放置在主梁的两端点,由自重引起的主梁跨中位移计算为:4,5qlf= 负值表示主梁向下挠。
自中384EJf—主梁在垂直方向的焊接挠曲变形,“+”号表示主梁上拱,“-”焊表示主梁下挠,其值为:f=f+f+f+f+……+f 焊筋角走轨4其中:f—焊接内壁筋板时的挠曲变形;筋f—焊接内壁加劲角钢或工艺扁钢时的挠曲变形;角f—焊接主梁四道角焊缝主梁挠曲变形; 4f—桥架组装焊接走台时的挠曲变形;走f—焊接轨道压板时的挠曲变形;轨K—调整系数,5~50t通用桥式起重机正轨箱形主梁K=5~15mm,跨2度小的可取小值,偏轨箱形梁K=5~10mm。
焊接H型钢之腹板变形问题
焊接H型钢之腹板变形问题
在制作规格为(1000-700X240X6X10)的梁时,焊接后发现H型钢腹板成波浪,最大偏差为15mm.请教各位大侠该怎样控制此类变型呢?
H钢梁产生变形无非就是构件在焊接的时候,钢材应力集中造成的,就是焊接处和其他部位的钢材温差太大,楼主的这个构件不知道是电弧焊焊结还是埋弧焊焊结呢?楼主的这个构件偏差确实挺大的,不妨放到调直机里面调直一下,看看误差有多大呢?
如果工艺中考虑了合理的装焊顺序,在分析原因,
腹板切割质量差
焊接线能量过大
构件刚性差,又无合理措施,压应力失稳.
具体控制,杀猪宰屁股----各有各的搞法!
控制点主要有:
1、把好原材料关,6mm钢板进厂时,应检查是否开平板,开平板在切割完后不能直接平装,必须先消除应力(采用校平机,最好13~15辊)。
2、拼装前,验收腹板波幅变形量达到规范允许范围。
对焊缝区域必须打磨外,还必须放在厚钢板上用铁锤敲击放边。
3、拼装过程中,严格控制装配间隙不能超标;
4、纵缝施焊过程中最好采用M630平角焊机,电流在280~350A左右,焊角尺寸不高于6mm。
采用埋弧焊机时,严格控制四条焊缝的焊接顺序和焊接电流。
5、若有加劲板,不允许采用手工电弧焊;
6、除锈建议采用喷砂处理,严禁采用大丸粒抛丸机喷射。
常见的钢结构计算公式
常见的钢结构计算公式钢结构是一种使用钢材构筑的建筑结构,具有高强度、刚度和耐久性。
在进行钢结构设计时,一般需要运用一系列的计算公式和方法,以确保结构的安全性和稳定性。
下面将介绍一些常见的钢结构计算公式。
1.弹性极限计算公式:在静力设计中,钢材的弹性极限可以通过以下公式计算:Fy = Ag × fy其中,Fy为弹性极限力;Ag为截面的毛面积;fy为材料的屈服点。
2.构件稳定性计算公式:钢结构构件在承受压力时会发生稳定性问题,所以需要计算其稳定性能。
常用的公式有:Pu = Fcr × Ag其中,Pu为构件的压力力;Fcr为构件的临界强度;Ag为构件的截面积。
3.弯曲计算公式:钢结构常常承受弯曲力,采用以下公式计算弯曲强度:Mcr = π² × E × I / L²其中,Mcr为构件的临界弯矩;E为弹性模量;I为截面的抵抗矩;L为构件的长度。
4.疲劳强度计算公式:钢结构在长期使用过程中可能出现疲劳破坏,需要计算其疲劳强度。
一般采用以下公式:S=K×Fs×Fc×Fi×S′其中,S为构件的疲劳强度;K为系数;Fs为构件的应力范围;Fc为理论疲劳强度调整系数;Fi为不同种类的载荷影响系数;S′为基本疲劳强度。
5.刚度计算公式:刚度是钢结构抵抗外力和变形的能力,可以通过以下公式计算:k=(4×E×I)/L其中,k为构件的刚度;E为弹性模量;I为截面的抵抗矩;L为构件的长度。
6.连接的计算公式:钢结构的连接通常通过螺栓、焊接等方式实现。
连接的承载能力可以通过以下公式计算:Rn=φ×An×Fv其中,Rn为连接的承载能力;φ为安全系数;An为焊接或螺栓连接的有效截面积;Fv为连接的剪切力。
这些是钢结构设计中一些常见的计算公式,但实际计算中还应考虑不同情景和特点,以及遵从相关的设计规范和标准。
焊接变形收缩余量计算公式
焊接变形收缩余量计算公式焊接变形是指焊接过程中由于热输入和冷却引起的零部件形状和尺寸的变化。
焊接变形是焊接过程中不可避免的现象,可能对焊接结构的质量和使用性能产生影响。
焊接变形主要包括热变形和性能变形两种。
热变形是焊接过程中零件受热影响而发生的变形,其主要原因是焊接过程中产生的热输入引起局部热膨胀和相邻零件的热收缩差异。
性能变形是指焊接后零件的结构和力学性能发生的变化,主要包括硬化、脆化和变软等。
为了控制焊接变形,需要对焊接变形进行预测和计算。
焊接变形的计算公式一般根据焊接变形的特点和计算方法来确定,下面是一些常用的焊接变形计算公式:1.热输入计算公式:热输入是指单位长度或单位面积的焊接线能量,计算公式如下:Q=I*V*t其中,Q为焊接热输入量,单位为焦耳/单位长度或单位面积;I为电弧电流,单位为安培;V为电弧电压,单位为伏特;t为焊接时间,单位为秒。
2.热应变计算公式:焊接过程中由于热输入引起的热应变可以通过以下计算公式来计算:ε=α*ΔT*L其中,ε为热应变,单位为无量纲;α为材料的热膨胀系数,单位为1/°C;ΔT为焊接前后材料的温度差,单位为摄氏度;L为焊接长度或宽度,单位为米。
3.残余应力计算公式:焊接过程中由于热膨胀和冷却引起的残余应力可以通过以下计算公式来计算:σ=E*α*ΔT*L其中,σ为焊接零件上的残余应力,单位为帕斯卡;E为材料的弹性模量,单位为帕斯卡;α为材料的热膨胀系数,单位为1/°C;ΔT为焊接前后材料的温度差,单位为摄氏度;L为焊接长度或宽度,单位为米。
4.收缩量计算公式:焊接过程中由于热收缩引起的收缩量可以通过以下计算公式来计算:ΔL=β*ΔT*L其中,ΔL为焊接零件的收缩量,单位为米;β为材料的线性热膨胀系数,单位为1/°C;ΔT为焊接前后材料的温度差,单位为摄氏度;L 为焊接长度或宽度,单位为米。
需要注意的是,以上计算公式仅为一般情况下的近似计算公式,实际焊接变形受到多种因素的影响,包括焊接材料的性质、焊接工艺参数、焊接结构形式等,因此在实际应用中需要根据具体情况进行调整和修正。
大型钢柱、实腹钢梁焊接后扭曲变形与校正工艺

I n d u s t r i a l C o n s t r u c t i o nV o l .37!s u p pl e m e n t !2007 工业建筑 2007牟第37卷增刊犬型钢往%实腹钢梁焊接后扭曲变形与校正工艺吴书亮(山东华兴钢构公司济南分公司 济南 250103)摘 要!简单介绍了焊接残余应力\焊接变形以及影响焊接应力分布和大小的因素\现阶段防止焊接变形的措施以及火焰矫正法o关键词!焊接应力 焊接变形 火焰矫正 外力矫正T O R S I O N A LD E F O R M A T I O NO F W E L D E DL A R G ES T E E LC O L M NA N DS O L L D -W E BB E A M A N DT H E I RC O R R E C T I O NT E C H N IE S W us h u l i a n g(M e t a l s t r u c t u r ee n g i n e e r i n g C o .9L t do f s h a n d o n g C o n s t r u c t i o ne n g i n e e r i n g G r o u p J i n a n 250103)A b s t r a c t I I t i s i n t r o d u c e db r i e f l y t h a tw e l d i n g r e s i d u e l s t r e s s 9w e l d i n g d e f o r m a t i o n 9t h e f a c t o r s i n f l u e n c i n g t h e s i z e a n dd i s t r i b u t i o no fw e l d i n g s t r e s s 9t h e p r e s e n tm e a s u r e s f o r p r e v e n t i n g w e l d i n g d e f o r m a t i o n s 9a sw e l l a s f l a m e c o r r e c t i o nm e t h o d .K e yw r o d s I w e l d i n g s t r e s s w e l d i n g d e f o r m a t i o n f l a m e c o r r e c t i o n e x t e r n a l c o r r e c t i o n 作 者I 吴书亮 男 1973年3月出生 技师收稿日期I 2006-12-08l 绪 论l .l 选题背景目前9钢结构已在厂房建筑中得到广泛的应用o 而钢结构厂房的主要构件是焊接~型钢柱\梁\撑o 这些构件在制作过程中都存在对焊接变形问题9如果对焊接变形不予以矫正9则不仅影响结构整体安装9还会降低工程的安全可靠性o ~型钢又可分为热扎~型钢和焊接~型钢两种9前者广泛应用于工民建中9而后者多用于大型钢结构\工业建筑中o 本文所要研究的对象即为后者9因其焊缝多9外加施焊构件繁多9导致焊接变形大且难以矫正o 下面探讨焊接大型构件(~型钢)火焰矫正的方法o l .2 国内外钢结构行业的发展状况目前9发达国家钢结构建筑呈现出用途广泛和用钢量大的特点9钢结构的优越性已经从先进国家的实际应用中得到肯定o 钢结构广泛应用于高层\超高层建筑9大跨度和大空间建筑9量大面广的中小型工业\商业\社区\文教卫生等建筑9以及大部分的低层非居住型建筑中o 在欧洲\日本\台湾等地9厂房兴建全部采用钢结构o 目前我国的住宅结构仍以砖混结构和钢筋混凝土框架结构为主9钢结构只在一些高层的办公楼和其他商业建筑有所应用9虽然钢结构在住宅领域的应用发展迅猛9但与国外相比仍有巨大的差距o 钢结构自身拥有许多优点9随着技术的进步9住宅产业化的发展9方方面面都为钢结构住宅提供了广阔舞台o 一直以来9国内建筑一直使用的实卜粘土砖9因为大量浪费土地资源\污染环境9我国将逐步限时禁止使用o 钢结构因取材方便9用料省9可回收利用而显现出较强的竞争力和良好的市场前景o 同时钢结构住宅的推广将对我国住宅产业化发展起到极大的促进作用o l .3 课题研究的目的及意义通过研究钢结构焊接钢梁不同工艺条件下的变形规律和火焰矫正的方法9找出产生变形的原因和火焰矫正法的特点9总结了规律9但很少甚至没有提到~型钢和众多异型钢构件拼接在一起施焊后所产生的变形与校正9更没有提到较难矫正的钢构件!曲矫正o 通过试验9分析大型钢柱\实腹钢梁焊接的应力与变形\变形与矫正的关系9绘制关系草图9使在以后工作中9可以简单地找出加热位置9从而编9501制更加实用的焊接工艺在生产中少走弯路节能降耗提高生产效率为腾飞的钢结构事业做出贡献l.4焊接残余应力与焊接变形焊接过程中焊缝加热于液态相邻的金属加热到很高的温度然后再快速冷却下来各处温度不同冷却的速度也不同在热胀冷缩和塑性变形的影响下必将产生应力变形或裂纹焊缝是靠一个移动的热源加热然后逐次冷却下来形成的因此应力形成的大小和分布状况比较复杂如果焊接变形不予以校正则会影响钢结构的整体安装还会降低工程的安全可靠性但钢结构焊接成型后由于材料的线膨胀系数弹性模量屈服点焊件的形状尺寸和温度场等使得焊接应力变形十分复杂有一部分大型钢构件用机械校正是不能实现的只能用钢结构常用的火焰矫正法矫正l.5校正变形的方法在生产过程中普遍采用的矫正方法主要有机械校正火焰矫正两种但有些钢构件焊接成型后是无法用机械校正的只能用火焰矫正法火焰矫正的基本原理是产生新的变形抵消原来的焊接变形但火焰矫正是一门较难操作的工作方法掌握温度控制不当还会造成钢构件新的更大的变形不恰当的矫正产生的内应力与焊接内应力之和负载应力迭加因此火焰矫正要有丰富的实践经验1矫正处烤火面积在同一个截面上不宜过大要多选几个点2宜用线型加热方式以改善加热区的应力状态3加热温度最高不超过700C以下介绍一种高效扭曲矫正法外力及自重应力扭曲矫正法2实例分析2.l齐鲁石化重铆车间钢柱为例(图1>图1重铆车间钢柱此钢柱材质为O345钢柱25t承载260t行车一台和小吨位行车一台在焊接完毕后侧立由于焊接残余应力场地不平等原因整体扭曲120m m 经过用本文的方法校正达到钢结构G B50205 2001验收标准安装顺利通过J G J812002顺利地通过竣工验收2.2矫正方法将钢柱侧立找一基准点垂直平台柱底水平侧立中卜线垂直于平台检查柱顶的扭曲程度位置及准确的扭曲数据来确定矫正方案图2确定外力所施加的力度及分几次矫正扭曲变形越大外力施加越大选择外力来源用千斤顶顶住柱顶节点板下边缘一角也可以用吊链绞拉或其他外力来源向扭曲的反方向慢慢施加外力此力达到使钢柱反方向扭曲是每次所需矫正量的1.3借图3确定矫正位置后再逐点画矫正线此钢柱是顺时针扭曲图2从柱顶看所扭曲的情况图3施加外力后的情况2.3上翼板~下翼板的线型加热法及腹板的分段断续线型加热法线与线的连接方法~位置及角度(图4~图6>1找出一处或几处矫正的位置并画好矫正线线的斜度是以钢柱轴线为基准斜度是302上翼板的矫正线是矫正点中卜双向30延长到翼板边缘3腹板的矫正线是翼板矫正线与腹板矫正点交接点开始计算角度并且延长到腹板的另一个边缘相交于下翼板中卜4下翼板的矫正线是从腹板矫正线与下翼板矫正点的交接点开始30角双向延长至翼板边缘5上翼板烤火线至腹板中卜的烤火线与下翼板烤火线至腹板中卜的烤火线方向是相反的6确定好烤火线及烤火方向后开始用火焰按烤火线及方向烤火加温1-烤火方向图4钢柱上翼板焊接~型钢1-烤火方向至腹板中卜图5钢柱腹板0 6 0 11-烤火方向图6钢柱下翼板焊接~型钢)2.4齐鲁石化重铆车间行车梁村质为O345$吊重260t%以此行车梁为例I1)测量扭曲方法同钢柱测量方法O2)测量完数据后把钢梁平放在平台上9把扭曲严重的对称两角垫高9使其他两角自然下垂9达到反变形效果O1-加肋筋;2-垫高垫块图7行车梁3)上翼板\下翼板的线型加热法及腹板的分段断续线型加热法9线与线的连接方法\位置及角度\加热原理同钢柱加热原理9按矫正钢柱同样的烤火方法矫正9达到矫正效果为止O此矫正方法也达到钢结构G B502052001)验收标准9安装检验顺利通过J G J812002)并顺利地通过竣工验收O 钢结构焊接过程中9焊缝加热处于液态9温度很高9然后在快速冷却下来9在热胀冷缩和塑性变形的影响下金属晶粒沿着受力的方向被拉长了9每个伸长的晶粒9受严重的歪扭9但其可通过再加热使其变形减少9消除晶格的歪扭现象9使之重新回到稳定位置O每种金属都有一定的所需加热温度9该温度一般与金属的熔点高低有关9钢的加热温度为450C 左右O优质的碳素结构钢与低合金结构钢的结构变形其火焰矫正温度为450~550C O钢构件施焊后通过以上分析和实际情况9变形是必然的9所以必须要矫正O火焰矫正利用的普通的氧气\乙炔或其他的气体火焰)9只需要普通的工具和设备O掌握矫正火焰局部加热引起变形的规律是做好火焰矫正的关键9决定火焰矫正效果的因素主要是火焰加热的位置和火焰加热点温度9不同的加热位置可以矫正不同变形方向的变形9不同的加热量9可获得不同的矫正变形能力O只有熟练掌握校正原理才能编制出较好的矫正施工工艺O只有在校正后才能保证工程质量O但在矫正的同时无形中增加了劳动强度和能源消耗O因此在钢构件加工制造中一定要慎重9尽量采用合理的工艺措施减少变形O介绍本文中的矫正方法是根据工作实践中所得9是从钢结构桥梁工程的矫正中演练出来的9大型的钢结构构件结构比较复杂9用火焰矫正法相比来说比较适合O以上还特别提到线型矫正法和斜线矫正的方法9因为有它的好处9此方法局部变形小9整体矫正变形大O此方法是火焰校正法中的线型加热方式9与被烤的面积关系不大9达到所需烤温度即可以达到矫正效果9此方法简单易懂9节约能耗9在大型的钢构件加工中已验证过多次9效果非常好O另一优点是不会带来其他的负变形9比如~型钢扭曲的时候9上下翼板分别是直的9如果用其他的烤火方法很容易产生其他的变形如I侧弯)9扭曲矫正过来了9侧弯又出来了9容易反复矫正9无形中增加了劳动强度O以上所用的斜线加热法就可以避免出现其他的意外变形O3结语现在的建筑行业钢结构因取材方便9用料省9可回收利用而显现出较强的竞争力和良好的市场前景O可制造方面还是有一定的难度9尤其是在重钢行业还有部分欠缺9在钢结构产业蒸蒸日上的时期还是要拿出精力来研究欠缺和不足的地方O本文所介绍的矫正方法6外力加火焰校正法7是火焰校正法中的火焰线型加热方式9与被烤面积关系不大9所烤位置达到所需烤温度即可以达到矫正效果9此方法简单易懂9节约能耗9而且便于操作O局部变形小9整体矫正效果好9在矫正扭曲的同时不会带来其他的负变形O用火焰矫正就是利用火焰加热使其热胀冷缩和塑性变形产生的应力与焊接内应力6以变治变7达到矫正效果O本文介绍的大型钢柱\实腹钢梁焊接后扭曲变形与校正工艺在大型的钢构件加工中已实践验证过多次9山东省监狱气轮机制造车间钢柱也是用此方法矫正的9吊重260t9可谓是成熟之例9效果非常好O161大型钢柱、实腹钢梁焊接后扭曲变形与校正工艺作者:吴书亮, Wu Shuliang作者单位:山东华兴钢构公司,济南分公司,济南,250103刊名:工业建筑英文刊名:INDUSTRIAL CONSTRUCTION年,卷(期):2007,37(z1)被引用次数:1次1.罗辉.霍玉双.张琦.张增乐.宋涛T形结构焊接弯曲变形火焰矫正工艺分析[期刊论文]-焊接技术2010,39(4)2.林树茂.左士强.张金峰.林茂森.赵峰.Lin Shu-mao.Zuo shi-qiang.Zhang jin-feng.Zhao-feng.Lin mao-sen 焊接结构件变形水焰矫正方法[期刊论文]-煤矿现代化2008(2)3.田新.孙莉莉焊接残余变形成因、预防及矫正[期刊论文]-科技信息2010,2(17)4.姜胜臻.李书超.魏训成.JIANG Shengzhen.LI Shuchao.WEI Xuncheng H梁焊接变形预防与矫正的探讨[期刊论文]-现代制造技术与装备2009(5)5.白琴.张继埔钢结构变形的火焰矫正温度[期刊论文]-焊接2005(7)6.朱兆华.黄菊花.张庭芳.李春梅.季栋梁火焰矫正方法在钢结构中的应用[期刊论文]-焊接技术2009,38(5)7.王瑞娜.赵磊钢结构工程钢构件变形矫正[会议论文]-20078.张宪.计时鸣.张立彬.胥芳.袁巨龙钢板焊接型钢的压延矫正技术研究[会议论文]-20019.王红兵.黄正东钢结构焊接变形的成因及矫正方法[期刊论文]-建筑2010(8)10.周承波.刘志民钢结构焊接变形的火焰矫正施工方法[期刊论文]-内蒙古科技与经济2009(2)1.吴辉宇.向青山钢结构温度效应分析及焊接变形与应力控制[期刊论文]-中外建筑 2009(4)引用本文格式:吴书亮.Wu Shuliang大型钢柱、实腹钢梁焊接后扭曲变形与校正工艺[期刊论文]-工业建筑2007(z1)。
焊接变形量计算公式
焊接变形量计算公式
各向同性收缩变形是指焊件在焊接过程中由于热循环和冷却引起的等方向的线性收缩变形。
其计算公式为:
d=α*L*ΔT
其中,d为焊接变形量,α为焊件的线膨胀系数,L为焊件的长度,ΔT为焊接前后的温度差。
非各向同性变形主要包括挤压变形、屈曲变形和扭曲变形。
其计算公式较为复杂,需要考虑焊接材料的弹性模量、焊接接头的几何形状和焊接参数等因素。
以下是常用的几种计算方法:
1.截面法:根据焊接接头的形状,将其截成若干个截面,在每个截面上计算挤压变形、屈曲变形和扭曲变形的变形量,再将各个截面的变形量相加得到总的变形量。
2.离散单元法:将焊接接头划分成若干个离散单元,对每个单元进行分析和计算,然后将各个单元的变形量相加得到总的变形量。
这种方法适用于复杂几何形状的焊接接头。
3.有限元法:将焊接接头离散成大量的小单元,对每个单元进行应力和变形的分析和计算,然后根据单元之间的边界条件和相互作用关系,计算出总的变形量。
有限元法是一种精确的计算方法,适用于复杂几何形状和需要精确计算的焊接接头。
除了以上计算方法,还可以使用试片试验等方法来计算焊接变形量。
试片试验是将焊接接头和相同材料的试片通过焊接连接,在试片上测量变形量,并将其推广到实际焊接接头上。
总之,焊接变形量的计算是一个复杂的问题,需要考虑焊接材料的性质、焊接接头的形状和焊接参数等多种因素。
通过合理选择计算方法和准确测量变形量,可以减小焊接变形,提高焊接质量。
实腹式工字钢梁腹板焊接变形控制方法

79INSTALLATION2023.6张利杰(浙江省电力建设有限公司 浙江宁波 315000)摘 要:为控制腹板焊接翘曲变形,本文以600MW锅炉钢结构大板梁制造项目为例,提出实腹式工字钢梁腹板焊接变形控制方法。
根据相关工作的具体需求,使用焊接专用的刚性支撑架,将腹板上容易变形、存在变形的结构进行固定。
明确钢梁腹板的变形控制执行标准,设计拱度、扭度、旁弯度和翼缘倾斜度的变形控制。
实验结果表明:设计的焊接变形控制方法在实际应用中的效果良好,控制后腹板中所有点的翘曲值均满足<2mm的需求。
关键词:实腹式 控制方法 变形 焊接 腹板 工字钢梁中图分类号:U445.583 文献标识码:B 文章编号:1002-3607(2023)06-0079-03实腹式工字钢梁腹板焊接变形控制方法随着我国工业制造产业的发展与工业生产技术的持续优化,钢结构凭借其诸多优势,成为了生产制造领域内的研究热点。
工字钢梁作为钢结构体系中的重要组成部分,主要分为组合钢与热轧钢两种类型,热轧钢在生产与制造中受到轧辊的影响,只能生产出具有固定尺寸的构件,因此,在使用时热轧钢一直存在一定的限制。
与热轧钢相比,组合钢主要通过螺栓连接、焊接等工艺手段拼接形成,截面形状与设计尺寸具有较强的灵活性,可以在生产中根据具体需求设计[1]。
随着社会群体对大跨度钢结构需求的增加,多种不同截面尺寸的组合钢开始在市场相关领域内推广使用。
为避免组合工字钢在使用中出现挠度过大的问题,生产单位提出了实腹式工字钢梁。
为发挥此种结构更高的产业经济效益,工程方采用不断提高钢梁腹板高厚比的方式控制其挠度,然而在控制其挠度过程中,却出现了腹板结构局部失稳与变形问题[2]。
在研究中发现,造成腹板变形的原因较多,在焊接工字钢梁过程中,一旦出现腹板局部压力值超出其本体结构的屈服应力值时,此位置便会出现翘曲变形。
翘曲变形不仅会影响工字钢梁的刚度与强度,还会使其后续使用受到一定程度的限制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实腹钢梁的焊接变形计算
摘要:本文采用英国钢结构细部设计手册中的方法,对某实际工程汽机房屋面实腹钢梁拼合截面中的焊缝变形进行了详细计算。
由此得知焊接变形是可以预测的,并可以事先考虑其影响。
关键词:实腹钢梁,焊缝,焊接变形
1.前言
现在越来越多的中国设计公司在按不同的设计标准承接着世界各地钢构件的设计。
设计出来的钢构件需要满足世界各国的标准,这就需要设计公司要熟练掌握相应的国外的设计标准,才能在国际化分工中站在有利的位置上。
在钢结构工程领域,设计者、细部设计者和制造商都允许偏差的存在。
这是因为即使按照非常高的标准进行制造,也无法保证每一个尺寸的绝对精确。
恰恰在这里,一定的允许偏差却是必需的,按照惯例,允许偏差值应在图中标注。
在钢结构工程中,考虑到许多构件的尺寸很大以及轧制型钢、焊接型钢产品带来的偏差,要取得很小的偏差所付出的代价非常大。
因此从经济角度来考虑其习惯做法是按照在一般工厂环境下可以做得到的合理的标准制作构件并进行节点设计,使其在现场装配时能够吸收小的偏差。
现在许多工厂已经安装了按照长度进行号料和切割构件、钻孔及将板切削成形的数控(NC)设备。
数控设备在很大程度上取代了用来进行手工预加工(如号料、切割和钻孔)节点安装的(或其他的)模板。
数控设备的使用极大地提高了精度,不需要进行修整和扩孔调整就能取得较好的允许偏差,然而,引起尺寸偏差的主要因素是熔化的焊接金属冷却收缩引起的焊接变形。
引起的总变形与焊缝尺寸、焊接过程中输入的热量、焊道的数量、受约束的程度以及材料厚度有关。
2.工程实例简介
汽机房屋面是火力发电厂主厂房的一个重要组成部分。
汽机房屋面一般采用T型钢屋架和实腹钢梁两种。
某工程采用实腹钢梁形式,由于实腹钢梁的跨度达到30.0m,需要的截面高度达到1.5m,而热轧H型钢在市场上能买到的最大截面为HN700X300X13X24,长度仅为12m,这显然是不能满足本工程的实际需求。
因此本工程采用焊接H型钢组合截面,其截面采用BH1500X500X20X30。
材料采用Q345B,焊条采用E50型。
3.焊接变形计算表格
图1 介绍了焊接变形的各种形式,以及如何通过采取临时约束进行预先调整或用增加额外的初始长度的办法减小焊接变形的影响。
这些措施通常是在工
厂里完成的,并在咨询过程中由焊接工程师和细部构造设计者计算出来。
当需要进行现场焊接时,在工厂制造图的详图中,构件长度应该预加焊件的收缩余量。
图1 焊接变形
4.计算实例
下面的例子利用图1计算图2所示焊接H型钢的焊接变形的允许偏差。
通过计算求得(1)引起的翼缘板角的总变形。
(2)用于抵消腹板与翼缘焊接引起的长度方向总收缩的板附加长度。
(3)进行现场拼接的对接焊收缩变形,可以由此确定梁详图中的预加长度。
图2 焊接BH1500X500X20X30
翼缘总角变形
采用埋弧焊,焊角高度12mm,双面角焊缝
上、下翼缘:焊缝厚度a==8.485mm
翼缘厚度tf=30mm
N=3
由图1.(a)得,V=3.4°
所以,引起的翼缘角变形如图3所示。
图3 翼缘的角变形
虽然角变形对结构是无害的,但是会影响构件的细部构造,尤其是在拼接接头和支座处。
因此需要在制作过程中考虑采用图 1 所示的定位板或预调整措施,来减少焊接变形的影响。
总收缩
利用图1 (b)
收缩d=4.878kCL(Aw/A)
式中对于焊道数N=4,C=5.0kN,L=30.150m
Aw=()x4=288mm2
A=(500x30) x 2+[(1500-60)x20]=58800 mm2
k=0.8~1.2
对于k=0.8
d=4.878x0.8x5.0x30.150x=2.88mm
或者,对于k=1.2 d=4.32mm
因此板的总长度需增加4.0mm。
对接焊缝的收缩变形
利用图1 (c)
下翼缘。
见图4的对接焊缝详图。
一道对接焊缝引起的收缩为d=2.0mm
两道对接焊缝引起的收缩为2d=4.0mm
图4 翼缘的焊接
因此,接头两侧的翼缘长度应分别增加1mm,如图所示。
正常的施工工艺为首先进行翼缘的焊接。
这样腹板的焊接是在受约束的情况下进行的,其详图如图5所示,焊缝根部间隙增加2mm。
图5 腹板的焊接
综上所述由于焊缝引起的收缩而需要增加板的长度为4+2+2=8mm
在这个算例中,只有第(3)项焊接变形需要在完成工厂制造图后立即注明,因为第(1)、(2)项的内容是由制造产生的,应在工厂制造过程中加以考虑,这样的话,交货的构件就可以在现场考虑到焊接收缩变形。
5.结论
通过以上的计算得知――焊接变形是可以预测的,并可以事先考虑其影响,但是一些制造商宁愿在梁柱结构中放弃使用焊接,而全部采用螺栓连接。
然而,在拼合截面中焊接是必须的,因此应该了解并采取措施消除焊接变形的影响。
参考文献
钢结构设计规范(GB 50017-2003)
建筑钢结构焊接技术规范(JGJ81-2002,J218-2002)
钢结构工程施工质量验收规范(GB50205-2001)
火力发电厂土建结构设计技术规定(DL 5022-9)
建筑钢结构施工手册(第一版)中国钢结构协会编著中国计划出版社出版,2003年7月第三次印刷
钢结构设计手册(原书第六版)英国钢结构协会别克·戴维森,格拉汉姆·W·欧文斯著董聪钟军军夏开全李绂译
钢结构细部设计手册[英] 阿伦·海沃德弗兰克·维尔第二版A·C·奥克希尔车轶译陈继祖陈方雷审
注:文章内所有公式及图表请用PDF形式查看。