高精度陶瓷球的研磨加工技术研究
球磨(论文)

球磨粉碎法摘要:在理论上分析了球磨过程中物料粉碎的机理及所发生的物理化学变化,在工艺上探讨了研磨方式、磨机转速、物料的装填系数、研磨时间及研磨助刑对研磨效率的影响。
一前言自1880年陶瓷工业生产中使用球磨机粉碎物料以来已有100余年的历史了,尽管有少数技术先进的国家因原料精制技术的发展而仅在陶瓷生产中用球磨机配料(只起混合作用),但国内外绝大多数国家的陶瓷生产中仍广泛用球磨机来粉磨与混合陶瓷原料、坯釉料及颜料。
然而,陶瓷生产中球磨机的效率却很低——约1 % ,以致消耗了大量的能量。
据统计,陶瓷生产中约有40% 的电能消耗在球磨工艺上。
又由于球磨工艺对物料的颗粒形状、细度、尺寸分布及物化性能、生产效率有重要的影响,故本文将对球磨工艺中的有关问题进行粗浅的探讨。
二物料的粉碎机理物料在球磨过程中被粉碎是由于研磨体对其冲击与研磨作用的结果。
然而,其粉碎过程却极为复杂。
若以某一单独颗粒为研究对象,则球磨过程中它可能反复地受到研磨压应力的作用,致使存在于该颗粒表面上固有的或新生成的裂纹扩张,进而导至其破碎或产生塑性变形。
当该颗粒不断地被粉碎时.产生的某一级新颗粒便难以进一步磨细了,这是因为新生颗粒表面上的裂纹较细,且出现某一最小断裂应力的裂纹几率也减小了的原故。
当破碎过程继续进行时,所需的最终破碎应力可能会增大到使颗粒产生塑性变形的程度。
此时,随着塑性变形的产生,颗粒便不会最被磨细了。
因此,研磨物料时会有一个粒度极限值。
对于石英原料而言,能被磨细的粒度极限值为1微米左右,又如,石灰石的极值为3~5微米。
也就是说,当物料的粉磨进入到超细粉碎的范围时,球磨机的粉碎作用便越来越困难了。
在大多数粉磨系统中都存在一个实际的研磨极限,这一极限最主要地取决于研磨产物颗粒产生重新聚积的倾向,以及聚积与破碎之间所建立起来的物理平衡。
因此,过长的延长球磨时间是毫无意义的,只会导致能耗的增加,因为过细的颗粒无法有效地储存使裂纹扩张所需的弹性能量。
精密与超精密磨削关键技术探讨

进 给单 元 是评 价精 密及超 精 密磨床 性 能 的重 要指 标之 一 ,也是 使砂 轮保 持正 常工作 的必 要 条件 。在精
密和超精密磨削加工中,进给单元是影 响精度的重要
磨削在晶粒内进行 ,要使磨削顺利进行 ,必须使磨削
力 大大超 过 晶粒 的结合 力 ,甚至 可 以达 到材 料 的剪切 强 度 L 。同时 ,磨 粒 在 磨 削 时 产 生 高 温 和 高压 ,因 2 ] 此磨 粒 材料要选 取 高温性 能好 、硬 度 大的材 料 ,如金 。 刚石 、立方氮 化硼 等 。 ( ) 连续 磨 削 。 在磨 削 初 始 阶段 ,砂 轮 与 工 件 2
轴 器直 接相 联 。现在 ,大 多数 高精 度高 速机 床采 用 了 内装 式 电主 轴 的结构 形式 ,即将变 频 电机 和机床 主轴 合 为一体 ,而 主轴 的变速完 全 通过 控制 交流 电 的频率 来 完成 。 国内外 用于 高精 度高速 加 工 的机 床 主轴轴 系 的轴 承 主要 有 陶瓷球轴 承 、动静 压轴 承 、静 压轴 承 、气 浮
究。
对 于超精 密磨 削加 工而 言 , 由于要 求 主轴单 元 系 统具 有 刚性好 、精 度高 、加 工稳 定性好 、散热好 、故 障 少等特 点 ,因此 在成 本适 中 的条件下 ,对主 轴 的制 造精 度 、主 轴 轴 承 结 构 方 式 、 主轴 的 润 滑 和 冷 却 系 统 、底座 及 主轴 刚度等 提 出了更 高 的要 求 ,主轴 单元 的静 刚度 和工 作精 度对磨 床精 密 加工性 能有 很 大 的影 响 。磨床 主轴 单元 的动 态性 能在很 大程 度上 决定 了机
陶瓷材料的超精密磨削加工

1. 引言 陶瓷材料具有抗酸、 碱、 盐腐蚀、 耐高温、 压 电位移等优良特性 , 应用范围非常广泛。但 陶瓷属于脆性材料, 硬度高、 脆性大, 其物理机 械性能( 尤其是韧性和强度) 与金属材料有较大 差异 , 加工性能差, 加工难度大。采用超精密切 削、 磨削工艺或传统的抛光工艺加工陶瓷工件 时, 如果加工参数不尽合理, 则加工后的工件表 面会产生裂纹、 表面破损等缺陷。本文主要探 讨超精密磨削加工陶瓷等脆性材料时加工参数 对工件表面质量的影响 , 以便为脆性材料的超 精密磨削加工提供科学依据。 2. 试验条件 试验用超精密磨床的磨头主轴采用具有很 高转速和回转精度的空气轴承主轴 ; 工件主轴 采用具有很高刚性、 回转精度和振动吸收率的 气浮轴承主轴。磨床磨削深度可控制在 0. 1 m 以内。 磨削试验采用 Moore 公司生产的 5 种不同 型号的树脂焊接金刚石磨粒砂轮, 砂轮型号及 磨粒尺寸列于下表。金刚石砂轮 层的厚度 为 3mm, 采用 Gc# 400 型修整器在砂轮圆周速度
* 国家自然科学基金资助项目 ( 项目编号 : 59835180) 收稿日期 : 1999 年 4 月
[ 1]
v s= 160m/ min、 修整器速度 v w = 0. 6m/ min 和切 削深度 a = 1 m 的条件下对金刚石砂轮进行修 整。磨削工件时采用酒精作为冷却液。
表
砂轮型号 SD3000- 75- B SD1500- 75- B SD8000- 75- B SD400- 75- B SD200- 75- B
图1 磨削模式与磨削条件的关系
表面轮廓形 貌。测得的陶 瓷表面粗糙 度值为 rms 4. 15nm, R a3. 07nm 和 P V32. 17nm, 其表面 粗糙度值优于用抛光方法加工的光学表面。
碳化硅陶瓷球的磨削机理研究
(4)耐高温,热膨胀系数小在一些高温环境中,要求陶瓷球既要保证一定的强度,又要保证尺寸精度。
例如,喷气发动机为了追求高的推重比(即推力大、重量轻),轴承的工作温度提高到600"C以上,而一般钢滚动轴承的承受温度仅为250"(2,这时就要考虑使用陶瓷球轴承。
如氮化硅陶瓷的最高使用温度为800"C左右,热膨胀系数为轴承钢的三分之一左右。
(5)耐腐蚀特种条件下工作的许多设备,其中的轴承、阀门要求耐酸碱腐蚀、耐水锈蚀,如海洋、化工、食品加工等领域,陶瓷球轴承完全可满足这一要求,比如碳化硅陶瓷可以抵抗氢氟酸的侵蚀。
目前,制作陶瓷球的材料主要有碳化硅、氮化硅、氧化锆和氧化铝。
图2.1为这四种陶瓷材料制作的陶瓷球。
表2.1为陶瓷材料与钢材料基本性能对比。
(a)碳化硅(b)氮化硅(c)氧化锆(d)氧化铝图2.1陶瓷球表2.1陶瓷材料和钢材料基本性能对比机械科学研究院硕士学位论文(a)碳化硼(c)金刚石图3.5磨料形貌图表3.2磨料硬度(b)金刚砂磨科硬度(kg/—2)金剐石碳化硼金刚砂10000左右4000~50003.4试验流程本试验的方案设计为:(1)四种陶瓷的腐蚀面分析;(2)四种陶瓷的断口分析;(3)四种陶瓷的压痕试验;(4)四种陶瓷球的研磨试验;(5)碳化硅陶瓷球的研磨试验;(6)碳化硅陶瓷球的抛光试验;(7)表面形貌分析;(8)结果分析与讨论.碳化硅陶瓷球的研磨试验碳化硅陶瓷球的抛光试验表面形貌分析结果分析与讨论图3.6试验流程图3.5性能测试及组织结构观察3.5.1密度测试按照GB/T3850-1983中的方法,测量碳化硅,氮化硅、氧化锆和氧化铝四种试样的密度。
3.5.2腐蚀试样的制备采用20、lO、5、3.5和1.5pm的金刚石研磨膏对预腐蚀面进行逐步抛光,然后在一定条件下进行腐蚀。
利用S-570型扫描电镜观察。
表3.3为试样的腐蚀方法。
表3.3试样腐蚀方法试样腐蚀条件碳化硅氮化硅氧化锆氧化铝在煮沸的铁氰化钾,氢氧化钾和水(质量比lt1:lO)的混合溶液中浸泡15min在熔融的氢氧化钾中浸泡5rain在1430'c保温lh在1480℃保温lOmin3.5.3断口试样的制备用压力机将陶瓷球压碎,将碎块用超声波清洗。
氮化硅陶瓷球研磨过程中磨损形式的研究
氮化硅陶瓷球研磨过程中磨损形式的研究摘要:本文研究了氮化硅陶瓷球在研磨过程中的磨损形式。
通过实验测量了研磨前后氮化硅陶瓷球的物理和化学性质的变化,分析了不同磨损形式的影响因素和机制,为进一步优化氮化硅陶瓷球的研磨性能提供了理论依据。
关键词:氮化硅陶瓷球;研磨;磨损形式;机制;性能优化Introduction氮化硅陶瓷球是一种新型高性能研磨材料,具有硬度高、耐磨性、化学稳定性好等优点,被广泛应用于各类磨料材料的研磨加工中。
然而,在实际应用过程中,氮化硅陶瓷球的磨损问题是制约其研磨性能的一个重要因素。
因此,对氮化硅陶瓷球在研磨过程中的磨损形式进行研究,对于提高其磨损性能和研磨效率具有重要意义。
Materials and methods本文所用的氮化硅陶瓷球为直径为10mm的实心球体,通过水下粘接技术将其与磨料料槽固定在一起,采用固定磨头旋转的方式进行研磨。
在研磨前后,采用扫描电子显微镜(SEM)、X射线衍射(XRD)、热重分析(TGA)等手段对氮化硅陶瓷球的物理和化学性质进行测量分析,探讨其磨损形式与性质变化之间的关系和机制。
Results and discussion1. 表面磨损形式通过SEM观察可以发现,在研磨过程中,氮化硅陶瓷球表面出现了不同形式的磨损。
在初期研磨阶段,由于磨料的冲击作用,氮化硅陶瓷球表面出现了微裂纹,从而导致表面形貌变化,表现为浅层磨损;随着研磨时间的增加,氮化硅陶瓷球表面出现了更加严重的磨损,表现为表面凸起物掉落和颗粒的剥落磨损。
2. 物理性质变化随着研磨时间的增加,氮化硅陶瓷球的硬度和密度均发生了变化,硬度下降的幅度较小,约为3%左右,而密度下降的幅度较大,约为10%左右。
这可能是由于磨料的冲击和摩擦作用导致氮化硅陶瓷球表面形貌的变化和颗粒剥落引起的。
3. 化学性质变化通过XRD和TGA等手段可以得到氮化硅陶瓷球在研磨过程中的化学性质变化情况。
结果显示,研磨后氮化硅陶瓷球的结晶度有所下降,表明其晶界发生改变,可能是由于表面形貌变化导致的。
高精度陶瓷球的研磨加工技术研究
自旋轴角度 0方 向上 , 在做相 对滑动的 同时相对滚 动。如将
球坯矢量 W分解成水平分量 和垂直分量 , 比较容易 就 了解研磨的工艺过程 。
白转轴
度及较好的表面质量, 陶瓷球的加工需 经过粗研 、 细研 、 精研
和抛光等多道工序。
2 球面研磨 的成球机理
2 1研磨 成 球 的 基 本 条 件 .
研磨过程中 , 虽然球坯的研磨过程受诸多因素的影 响, 十 分复杂 , 但其成 圆的基本条件可 以总结为以下 两点 :
1 }削等概率性 : )) J 即每颗被加工球 表面上 每个质点都 有
相 同 的 切削 加 工 概 率 。
பைடு நூலகம்硼 厂、
2 磨 削尺寸选择性 : ) 即加工过程 中 , 大球 , 磨 不磨或少 磨 小球 ; 磨长轴方 向, 不磨或少磨短轴方 向。
2 2研 磨 成 球 机 理 .
研磨盘
回转滑动
J 自转 速 度 的 分 解
圈 1
b 相 对 滑 动 )
球坯在研磨过 程中, 一方 面随研磨盘作公转运动 , 一方面 叉连续 自转 , 球表面与盘的接触表面产生 相对滑动和滚 动。
如图 l b 所示 , () 水平 分量相 当干线 滑动, 垂直分 量对应 于回转滑动( 也称 自旋运动 ) 。线 滑动平行 于研磨盘平 面 , 而
fe ig c r mi l l p i g qu lt n f c e c , e tn e a c bal a p n ai a d e i n y y i
Ke r s p e iin b l lp i g u l y fi e c y wo d : r cso al;a p n ;q a i ;e c n y t i
陶瓷材料高表面质量磨粒加工技术
£ 如较高的硬度和强度, 能, 较强的
- } 腐蚀 、 耐磨损 、 耐高温能 力等 , 可 日 制造 发动机 的耐热件 、机械传 于 打 中的耐磨件 、化工设备 中的耐腐 虽 及密封件等 ,因此 在航 空 、化 件 : 军事 、 、 机械 、 电子等领域的应用
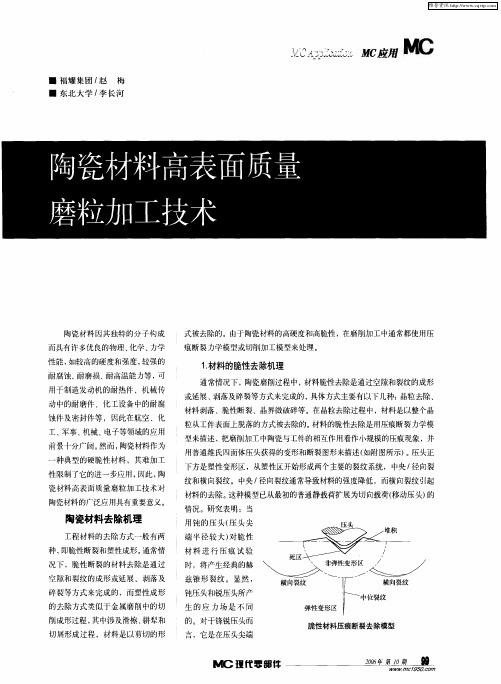
1 . 材料的脆性去除机理
通常情况下 , 陶瓷磨削过 程中 , 材料 脆性去除是通过 空隙和裂纹 的成形
或延展、 剥落及碎裂等方式来完成的, 具体方式主要有以下几种: 晶粒去除、
材料剥落 、 脆性断裂 、品界微破碎等。在 晶粒去除过程 中,材料是以整个晶 粒从工件表面上脱落的方式被去除的。 材料的脆性去 除是用压痕断裂力学模 型来描述 , 磨削加 工中陶瓷与工件 的相互作用看作小规 模的压痕现象 , 把 并
且连续磨削过程中磨削力几乎保持不变, 有利于提高材料去除率和保证
加工表面 质量 的稳定 。
3延性域磨 削加工 .
由于陶瓷材料脆性较 大 , 在精 密加 工时极易产生磨削 裂纹 , 这一点 是 实现高质量 陶瓷磨 削的关键 。 年来世界各 国都竞 相开 发陶瓷材料表 近
已经证明:要使脆性材料能够实现 延性域的精密磨削 ,必须满足砂轮
场,而在径向方向,存在特别的拉
应力以至会产生裂纹 ;对于钝的压 头, 所产生的应 力场主要为压应 力,
形成的自激钝压裂纹将会抑制其裂
纹产生。
2材料延性域去除机理
陶瓷材料延性域去 除方式 类似
;
把被磨面上 的材料粉 碎成非常细小 的微 粒。 利用超声 波振 动磨 削陶瓷材
料加工效率提高 了 近一倍。
维普资讯
警
正下方相 当小的区域里产生压应 力
氮化硅陶瓷球研磨过程中磨损形式的研究_吕冰海
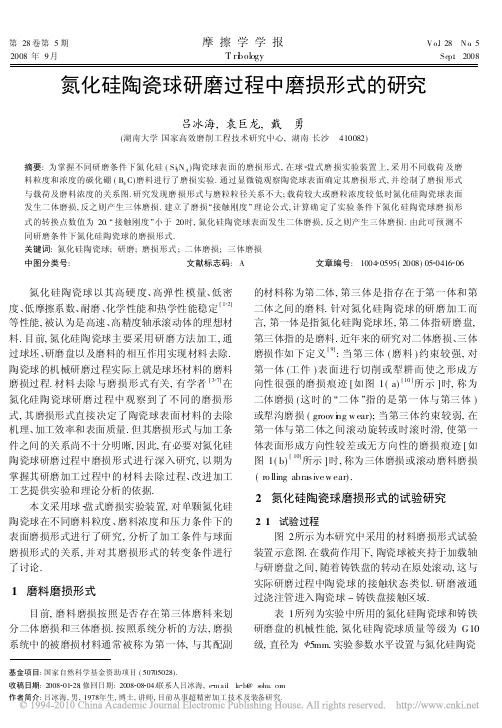
第28卷第5期摩擦学学报V o.l28 N o.5 2008年9月T ri b ology Sept.2008氮化硅陶瓷球研磨过程中磨损形式的研究吕冰海,袁巨龙,戴 勇(湖南大学国家高效磨削工程技术研究中心,湖南长沙 410082)摘要:为掌握不同研磨条件下氮化硅(Si3N4)陶瓷球表面的磨损形式,在球 盘式磨损实验装置上,采用不同载荷及磨料粒度和浓度的碳化硼(B4C)磨料进行了磨损实验.通过显微镜观察陶瓷球表面确定其磨损形式,并绘制了磨损形式与载荷及磨料浓度的关系图.研究发现磨损形式与磨粒粒径关系不大;载荷较大或磨粒浓度较低时氮化硅陶瓷球表面发生二体磨损,反之则产生三体磨损.建立了磨损 接触刚度理论公式,计算确定了实验条件下氮化硅陶瓷球磨损形式的转换点数值为20. 接触刚度小于20时,氮化硅陶瓷球表面发生二体磨损,反之则产生三体磨损.由此可预测不同研磨条件下氮化硅陶瓷球的磨损形式.关键词:氮化硅陶瓷球;研磨;磨损形式;二体磨损;三体磨损中图分类号: 文献标志码:A文章编号:1004 0595(2008)05 0416 06氮化硅陶瓷球以其高硬度、高弹性模量、低密度、低摩擦系数、耐磨、化学性能和热学性能稳定[1 2]等性能,被认为是高速、高精度轴承滚动体的理想材料.目前,氮化硅陶瓷球主要采用研磨方法加工,通过球坯、研磨盘以及磨料的相互作用实现材料去除.陶瓷球的机械研磨过程实际上就是球坯材料的磨料磨损过程.材料去除与磨损形式有关,有学者[3 7]在氮化硅陶瓷球研磨过程中观察到了不同的磨损形式,其磨损形式直接决定了陶瓷球表面材料的去除机理、加工效率和表面质量.但其磨损形式与加工条件之间的关系尚不十分明晰,因此,有必要对氮化硅陶瓷球研磨过程中磨损形式进行深入研究,以期为掌握其研磨加工过程中的材料去除过程、改进加工工艺提供实验和理论分析的依据.本文采用球 盘式磨损实验装置,对单颗氮化硅陶瓷球在不同磨料粒度、磨料浓度和压力条件下的表面磨损形式进行了研究,分析了加工条件与球面磨损形式的关系,并对其磨损形式的转变条件进行了讨论.1 磨料磨损形式目前,磨料磨损按照是否存在第三体磨料来划分二体磨损和三体磨损.按照系统分析的方法,磨损系统中的被磨损材料通常被称为第一体,与其配副的材料称为第二体,第三体是指存在于第一体和第二体之间的磨料.针对氮化硅陶瓷球的研磨加工而言,第一体是指氮化硅陶瓷球坯,第二体指研磨盘,第三体指的是磨料.近年来的研究对二体磨损、三体磨损作如下定义[9]:当第三体(磨料)约束较强,对第一体(工件)表面进行切削或犁耕而使之形成方向性很强的磨损痕迹[如图1(a)[10]所示]时,称为二体磨损(这时的 二体指的是第一体与第三体)或犁沟磨损(groov i n g w ear);当第三体约束较弱,在第一体与第二体之间滚动旋转或时滚时滑,使第一体表面形成方向性较差或无方向性的磨损痕迹[如图1(b)[10]所示]时,称为三体磨损或滚动磨料磨损(ro lling abrasive w ear).2 氮化硅陶瓷球磨损形式的试验研究2.1 试验过程图2所示为本研究中采用的材料磨损形式试验装置示意图.在载荷作用下,陶瓷球被夹持于加载轴与研磨盘之间,随着铸铁盘的转动在原处滚动,这与实际研磨过程中陶瓷球的接触状态类似.研磨液通过浇注管进入陶瓷球-铸铁盘接触区域.表1所列为实验中所用的氮化硅陶瓷球和铸铁研磨盘的机械性能,氮化硅陶瓷球质量等级为G10级,直径为 5mm.实验参数水平设置与氮化硅陶瓷基金项目:国家自然科学基金资助项目(50705028).收稿日期:2008 01 28;修回日期:2008 08 04/联系人吕冰海,e m ai:l l u bt@s ohu.co m 作者简介:吕冰海,男,1978年生,博士,讲师,目前从事超精密加工技术及装备研究.F i g 1 SE M i m age o f typ i ca l t wo body (a)and three body wear surface (b)[10]图1 典型二体磨损(a)和三体磨损(b)试件的SE M 图像[10]球实际研磨过程中精研工艺相近.采用以碳化硼(B 4C)磨料的水基研磨液,磨料粒度为W 20、W 7和F i g 2 Schem atic ill ustrati on of dev i ce f o rceram ic ba llw ear test图2 陶瓷球磨损试验装置的结构示意图表1 试验所用S i 3N 4球和铸铁盘的机械特性T ab le 1 M echan ica l p rop erties of S i 3N 4ball andlapp i ng p late e mp loyed in exper i m en tPara m eters S i 3N 4ball C ast i ron plat e D ens i ty /(kg !m -3)32007400~7700H ardness /HV 1500230~250Young ∀s m odu l us /GPa310113~157Poisson ∀s ratio 0.260.23~0.27Comp ress i on strengt h /M Pa>3500Bend strengt h /M Pa 600>175Su rface roughness /Ra20nmW 3.5.实验过程中,载荷分别取0.5N 、1N 、1.5N 、2N,研磨液中磨粒的浓度(重量比)分别取5w %t 、10w %t 、15w %t 、20w %t 、25w %t 、30w %t .陶瓷球 研磨盘接触点与研磨盘转轴的距离为100mm,研磨盘转速为20r/m i n .每组实验进行0.5h,用光学显微镜观察实验后陶瓷球的表面,以确定氮化硅陶瓷球的主要磨损形式.2.2 试验结果通过对实验后陶瓷球表面的观测,发现在不同的实验参数条件下,陶瓷球表面的材料去除形式分别为二体去除形式、三体去除形式和混合去除形式(兼有二体与三体的特征).图3(a)、(b)、(c)分别Fig 3 Three types o f abrasion surface observed w ith optica l te lescope (400#)图3 显微镜下陶瓷球表面材料的三种去除形式(#400)为氮化硅陶瓷球在载荷1N 、W 20B 4C 、磨料浓度分别为5w %t 、15w %t 、10w %t 的实验条件下,实验后陶417第5期吕冰海等: 氮化硅陶瓷球研磨过程中磨损形式的研究瓷球表面的显微镜图像.由图可见,陶瓷球表面的磨损痕迹可明显地分为三类:图3(a)所示的陶瓷球表面磨损痕迹呈平行沟槽状分布,这是由嵌入研磨盘的磨粒对球坯表面的微切削或刻划作用产生;图3(b)所示的磨损痕迹无明显方向性,表面有许多凹坑,这是磨粒在研磨盘的支撑下滚过球坯表面的结果;图3(c)所示的磨损痕迹显示了前述两者的综合特征,是磨粒在球坯表面时滚时划的作用结果.为确定不同实验条件下,陶瓷球表面不同的磨损形式,以磨料浓度为横坐标,以实验载荷为纵坐标,将光学显微镜观察到的结果绘制成磨损形式图,如图4所示.图4(a)、(b )、(c)分别为B 4C 磨料粒Fig 4 Abrasi o n m odes under d ifferent load and abrasive concentration w ith grit size W 20,W 7and W 3.5图4 采用不同粒度B 4C 磨料时不同载荷、磨粒浓度下的氮化硅陶瓷球表面磨损形式图度为W 20、W 7和W 3.5时所得到的磨损形式图.由图4(a)可见,当载荷较大或磨粒浓度较低时表现为二体形式去除,当载荷较小或磨粒浓度较高时表现为三体形式去除,当载荷和研磨液浓度适中时表现为混合形式去除.其原因是当载荷较大或磨粒浓度较低时,球坯与研磨盘的接触区内单颗磨粒所受载荷较大,磨粒切入研磨盘和球坯的深度较大,也就是说磨粒受到的约束较大,于是对球坯表面的作用以磨粒的刻划为主,表现为二体磨损的去除形式;反之,当载荷较小或磨粒浓度较大时,接触区内单颗磨粒上的载荷较小,磨粒切入深度小,所受约束小,更容易在球坯与研磨盘之间滚动,因此,表面材料以三体磨损形式去除.通过对比不同磨粒力度条件下得到的磨损形式图4(a)、(b)、(c),可见不同磨料粒度情况下,磨损形式分布与载荷、磨粒浓度的关系是基本一致的.也就是说,材料去除形式可能与磨料粒度的关系不大.这一问题将在后文中讨论.3 氮化硅陶瓷球表面磨损形式的转变条件在磨料磨损体系中,二体磨损可以看作三体磨损的特例,当第三体的约束增强到一定程度时,三体418摩 擦 学 学 报第28卷磨损转变为二体磨损.本节将采用力学模型分析氮化硅陶瓷球表面材料磨损形式的转变条件.W illia m s 与H yncica [11]认为,三体磨损向二体磨损的转变是由接触区内磨粒的运动由滚动向滑动的转变而造成的,并在此基础上提出了磨粒运动的二维模型,发现磨损形式转变时D /h 值也处于转折点,其值为1.74.这里D 表示磨粒长轴,h 表示两表面的距离(如图5所示).不难理解,当D 一定时,hF i g 5 2D m ode l for abrasive w ear i n R e.f [10]图5 文献[10]中理想化的磨料磨损二维模型越小表示磨粒切入越深,表现为二体磨损形式,h 越大表示磨粒切入越浅,表现为三体磨损形式;当h 一定时,D 越大说明磨粒切入越深,表现为二体磨损形式,D 越小说明磨粒切入越浅,表现为三体磨损形式.因此,D /h 的值越大,二体磨损形式越明显,反之,三体磨损形式越明显.对此模型分析有:h =D -2P D (1H b +1H d )=D -2PDH(1)式中,P 是单颗磨粒所受的载荷;H b 和H d 分别为球坯和磨盘的硬度.H ∃等效硬度,由下式计算:1H ∃=1H b +1H d(2)假设,球坯 磨盘接触区域的磨料浓度与研磨液的浓度成正比,则球坯 磨盘磨损作用区域面积A 内的磨料总数N gr 为:N gr =k ACD2(3)式中,C 是研磨液中的磨料浓度,k 是比例常数.因此,每颗磨料所承受的载荷即为:P gr = WD 2k AC(4)其中,W 是球坯上施加的总载荷.将式(4)代入式(1)有:h =则有:D /h =D /D 1-2W k AC H ∃=11-2W /k AC H ∃(6)可见,磨粒滚动和滑动之间转变值D /h 只与(W /AC H ∃)有关,磨损形式的转变发生在无量纲数(D /h )的特定值下,因此,K.Adachi 等人[8]用一个无量纲数表示磨损形式,这一无量纲数用S 表示,称之为 接触刚度 (severity of contact),其计算公式如下:S =W AC H ∃(7)也就是说,除了磨损副本身的材料特性外,磨粒磨损形式主要取决于外加载荷和磨料浓度,与磨料的粒度无关.这也就解释了本文所绘得的图4(a)、(b)、(c)中,陶瓷球表面磨损形式分布规律基本一致的现象.K.Adac h i 等人[8]认为磨损形式与接触刚度阙值S *和研磨盘与球坯的硬度比(H d /H b )有关,三体磨损的条件由经验公式给出:S =W AC H ∃%q H d H bl=S *(8)其中q ,l 为实验常数,S *即磨损形式转折点.可以将以上分析应用于陶瓷球表面材料去除形式的转变条件.4 陶瓷球材料去除形式的确定这里采用上面的理论来计算实验条件下氮化硅陶瓷球表面材料磨损,二体形式和三体形式的转换点.假定球与盘的宏观变形为弹性,在磨料作用面积A (如图6所示)内球坯和研磨盘的距离小于磨粒F ig 6 Ball lapp i ng d i sk gr its contacti ng model (a)and l oca lm agn ifi cation (b)图6 球坯、研磨盘和磨粒的接触模型(a)及其局部放大图(b)直径,则A 可由下式计算[8]:A = a ∃= (a 2+2r b D )(9)其中,r b 为球坯半径,a 为赫兹接触面积半径:a =(0.75W rb /E ∃)1/3(10)419第5期吕冰海等: 氮化硅陶瓷球研磨过程中磨损形式的研究其中,E ∃为等效杨氏模量:1/E ∃=(1 v 12)/E 1+(1-v 22)/E 2(11)v 1、v 2为两种接触材料的泊松比,E 1和E 2为两种材料的弹性磨料.根据表1所列的参数可计算不同浓度和压力条件下的 接触刚度 .计算过程中,研磨盘铸铁材料的力学性能参数均取中间值进行计算.本实验中的S 值计算结果列于表2(采用显微硬度计算).对照表2和图4可以得到,采用B 4C 磨料表2 本研究中 接触刚度 S 的值T ab le 2 Severity of con tact calcu l ated in this studyLoad /N Concen trati on ,w t %51015202530296.148.0532.03424.02519.22*16.017*1.572.18136.09124.06118.045*14.436*12.03*148.224.10016.067*12.05*9.64*8.033*0.524.14712.074*8.049*6.037*4.829*4.025**:indicates that t he do m i nate w earm ode of t he S i 3N 4ball s u rface i s three body w ear . *:表示陶瓷球表面以三体磨损形式为主.研磨氮化硅陶瓷球时,接触刚度阙值S *约为20,即当研磨过程中,采用式(7)计算得到 接触刚度 S <20时,陶瓷球表面表现为三体磨损,而当得到的S >20时,则表现为二体磨损.由数值拟合的方法可以得出q &0.0076,l &-0.49.由图4(a)、(b)、(c)可见,三体形式与二体形式有明显的界限,混合形式情况并不多.这种现象可以解释为磨粒运动状态由滚动向滑动的转变,一旦部分磨粒开始滚动,球坯与研磨盘之间的距离将增大,D /h 值随之减小,使得更多的磨粒开始滚动.而磨粒的运动状态显然与加工参数(载荷、磨粒浓度等)有关.5 结论a . 氮化硅陶瓷球在研磨过程中表面材料的磨损形式(即材料去除形式)与载荷及磨料浓度有关,与磨粒大小关系不大.当载荷较大或磨粒浓度较低时氮化硅陶瓷球表面发生二体磨损,在载荷较小或磨粒浓度较高时则产生三体磨损,当载荷和研磨液浓度中等时为混合磨损.b. 采用K.Adachi 等人提出的方法计算了实验中不同条件下B 4C 磨料研磨氮化硅陶瓷球时的 接触刚度 S ,发现当S <20时氮化硅陶瓷球表面为三体磨损,当S >20时为二体磨损,当S &20时为混合磨损.由此判断,在本实验中氮化硅陶瓷球材料去除形式由三体转变为二体的转折点处的 接触刚度 约为20.基本上可以用来预测实际加工过程中陶瓷球材料的去除形式,为了解陶瓷球研磨过程中的材料去除机理和建立适合的材料去除模型提供依据.参考文献:[1] W ang L ,Sn i d l e R W,Gu L .Rolli ng contact sili con n itri de beari ng technology :a rev i e w of recen t res earch [J ].W ear ,2000,246:159 173.[2] Katz R N.C era m ic beari ngs :rolli ng along[J ].Cera m i c Industry .1999,149:23 24.[3] Stolars k iT A,T obe S .The eff ect of accelerated m aterial re m ovalon roundn ess and resi dual stress es i n cera m ic balls [J ].W ear ,1997,205:206 213.[4] Kang J ,H ad field M.Exa m i n ati on of the m at eri al re m ovalm echan i s m s duri ng t h e l app i ng process of advan ced cera m ic rolling ele m ents[J].W ear ,2005,258:2 12.[5] Stolars k i T A,Jis heng E,Gawne D T,Pansear S.The eff ect ofl oad and abrasive particl e s iz e on t h em ater i al re m ova l rate of s ili con n itri de artifacts[J].C era m ics i n t ernationa,l 1995,21:355 366.[6] Ch il ds T,M ahmood S,Yoon H J .The m aterial re m ovalm echan i s m i n m agnetic fl u i d gri nd i ng of cera m ic ball beari ngs[J].Proc .Inst n M ech Engrs ,Part B .1994,208(1):47 59.[7] M ak ara m Raghunandan .M agn eti c Float Poli sh i ng of S ilicon N itri de Balls[D ].USA:Ok laho m a S t ate Un i versity ,Ph.D D iss er t ati on,1997.[8] K Adach i and IM H u tchings .W ear m od e mappi ng f or the m i croscale ab rasi on test[J].W ear ,2003,255:23 29.[9] Cates j d .Tw o body and three body abras i on :a critical d iscussion[J ].w ear ,1998,214:139 146.[10] T rezona R I ,A ll sopp D N,H utch i ngs I M.Tran siti ons bet w eent w o body and three body abras i ve w ear :i nfl uence of test cond iti on s i n the m icro scale ab ras i ve w ear test [J].W ear ,1999,225:205 214.[11] W illi a m s J A ,H yn ci ca A M.M echan is m s of abrasive w ear i n l ubricated con t act s[J].W ear ,1992,152:57 74.420摩 擦 学 学 报第28卷W earM ode of S i l i con N i tri de Bal l s i n Lappi ng ProcessLU B ing ha,i YUAN Ju long ,DA I Yong(N ational E ngineer i ng R esearch Center for H i gh Efficienc y Gr inding ,H unan Un i vers it y,Chang sha,410082,China )Abst ract :To i n vesti g ate t h e w ear mode o f the silicon n itri d e balls in lapp i n g process ,a series of abrasi o n testsw ere carri e d out on a ball p late w ear test apparatusw it h d ifferent loads ,abrasi v e g irt dia m eter ,and sl u rry concen trations .The abraded ba ll surface w as obser ved by optica lm icroscope to i n dentify the w earm ode ,and a w ear m ap ,w hich sho w s the e ffect of l o ad and concentrati o n o f abrasi v e on the wear mode under different g rit size ,w as dra w ed .The grit size has little effect on the w ear m ode ,and t h e w ear mode changed fro m three body abrasion to t w o body abrasi o n w ith an increase in load or a decrease in the concen trati o n .The transition po i n t o fw ear m ode wh ich can t h en used to predict the w ear m ode i n lapp i n g process o f silicon nitride ba l,l w as identified by a deduced for m u la to repreasent the severity of contac,t and the value o f the transition point calcu lated under experi m enta l cond iti o ns i n t h is study is 20.K ey w ords :S ilicon n itri d e ba lls ,Lapp i n g ,W ear m ode ,Tw o body abrasion,Three body abrasi o n Aut hor :L U B ing ha,i m ale ,born in 1978,Ph .D.,lecturer ,e m ai:l l u b@t sohu .co m421第5期吕冰海等: 氮化硅陶瓷球研磨过程中磨损形式的研究。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文章编号:1002-6886(2006)02-0044-03高精度陶瓷球的研磨加工技术研究3郑家锦,吴明明,周兆忠(浙江工业大学浙西分校,浙江 衢州 324000)3基金项目:浙江省自然科学基金项目资助(M503062Y104241),浙江省教育厅科研项目资助(20041320),衢州市科技局计划项目资助(20041015)。
作者简介:郑家锦,男,教授,研究方向:超精密加工。
收稿日期:2005-12-28摘要:在精密球体的制造工艺中,关键技术是最后的精密研磨。
本文探讨了球体研磨的成球机理,介绍了国内外精密球体研磨技术的现状,分析了影响陶瓷球研磨质量和效率的工艺因素。
关键词:精密球 研磨 质量 效率Sphero i d H i gh 2prec isi on Lapp i n g Techn i que Research of Ceram i c Ba llZHENG J i a 2ji n ,W U M i n g 2m i n g,ZH O U Zhao 2zhongAbstract:The key technique is the last p recisi on lapp ing in the manufacture p r ocess of the p recisi on ball .This paper discusses balling 2up mechanis m of ball lapp ing ;intr oduces the state of p recisi on ball lapp ing technique;analyzes s ome technol ogical fact ors of af 2fecting cera m ic ball lapp ing quality and efficiency .Key words:p recisi on ball ;lapp ing;quality;efficiency1 引言随着航空航天、国防、机械、石油化工等工业的发展,对作为基础部件的轴承的性能提出了越来越高的要求,如高转速、高旋转精度、高可靠性、耐高温、抗腐蚀、无润滑等高性能要求。
由于材料本身的局限性,目前普遍使用的钢球滚动轴承很难满足上述要求。
而陶瓷材料具有比重低、硬度高、耐高温、抗腐蚀、热膨胀系数小、弹性模量大、自润滑性好等性能特点,非常适合作为滚动轴承的滚动体材料。
陶瓷材料的精密球不仅广泛使用于滚动轴承中,而且是圆度仪、陀螺和精密测量中的重要元件,并常作为精密测量的基准,在精密设备和精密加工中也具有十分重要的地位。
高精密球的精度指标有尺寸精度、圆度、粗糙度,其中最为困难的是保证圆度精度(10-1~10-2μm )。
目前能保证达到这一精度级别的球体加工方法一般是采用研磨加工。
为达到高精度及较好的表面质量,陶瓷球的加工需经过粗研、细研、精研和抛光等多道工序。
2 球面研磨的成球机理2.1研磨成球的基本条件研磨过程中,虽然球坯的研磨过程受诸多因素的影响,十分复杂,但其成圆的基本条件可以总结为以下两点[1]:1)切削等概率性:即每颗被加工球表面上每个质点都有相同的切削加工概率。
2)磨削尺寸选择性:即加工过程中,磨大球,不磨或少磨小球;磨长轴方向,不磨或少磨短轴方向。
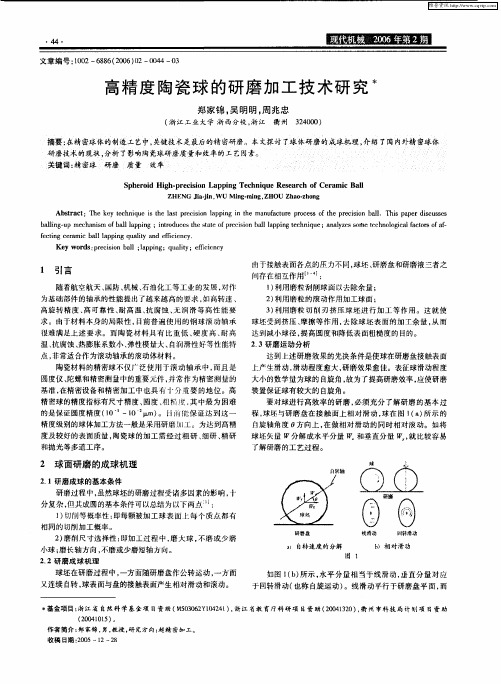
2.2研磨成球机理球坯在研磨过程中,一方面随研磨盘作公转运动,一方面又连续自转,球表面与盘的接触表面产生相对滑动和滚动。
由于接触表面各点的压力不同,球坯、研磨盘和研磨液三者之间存在相互作用[1-4]:1)利用磨粒刮削球面以去除余量;2)利用磨粒的滚动作用加工球面;3)利用磨粒切削刃挤压球坯进行加工等作用。
这就使球坯受到挤压、摩擦等作用,去除球坯表面的加工余量,从而达到减小球径,提高圆度和降低表面粗糙度的目的。
2.3研磨运动分析达到上述研磨效果的先决条件是使球在研磨盘接触表面上产生滑动,滑动程度愈大,研磨效果愈佳。
表征球滑动程度大小的数学量为球的自旋角,故为了提高研磨效率,应使研磨装置保证球有较大的自旋角。
要对球进行高效率的研磨,必须充分了解研磨的基本过程,球坯与研磨盘在接触面上相对滑动,球在图1(a )所示的自旋轴角度θ方向上,在做相对滑动的同时相对滚动。
如将球坯矢量W 分解成水平分量W x 和垂直分量W y ,就比较容易了解研磨的工艺过程。
如图1(b )所示,水平分量相当于线滑动,垂直分量对应于回转滑动(也称自旋运动)。
线滑动平行于研磨盘平面,而回转滑动则与其垂直。
线滑动和回转滑动相比,对研磨的作·44·现代机械 2006年第2期 用要小的多。
如能增大回转滑动分量,就一定能增加研磨效率,这也是改善研磨方式的基本出发点之一[5]。
W x 与W 的夹角θ称为自旋角,是表征研磨过程中球旋转程度的一个重要指标。
国内外各种研磨实验表明,只有保证球有充分的自旋运动,才能保证球的整个表面得到均匀的研磨。
3 高精密球体研磨方式3.1四轴球面研磨方式[6]使用四轴自动球面研磨机对单颗球体进行精密研磨加工,通过四轴转动方向的不同组合,实现瞬时轴的不断变化(如图2所示)。
这种研磨方式虽然能获得较高的加工精度(球度可达到0.05μm ),但一次只能对一颗球进行研磨,加工效率低。
3.2同轴两盘研磨方式3.2.1V 形槽研磨方式在传统的V 形槽研磨法(如图3所示)加工过程中,自旋角θ的值仅取决于球坯和研磨盘导向槽的直径,与研磨盘转速无关。
实际只在0°附近取值,球坯只能作“不变相对方位”研磨运动。
但实践和理论分析表明自旋角θ过小对球的研磨是不利的。
[7]由于自旋角θ在研磨过程中保持不变,球坯与研磨盘的接触点在球坯表面形成的研磨迹线是一组以球坯自转轴为轴的圆(如图4所示),在球坯的同一研磨循环不同自转圈的研磨中,研磨盘沿着三接触点的三个同轴圆迹线对球坯进行“重复性”研磨,不利于球坯表面迅速获得均匀研磨。
这种加工运动本身由于不能实现完整的成球运动,从而限制了被加工球体的球度的提高,而且由于自旋角很小,也不利于提高研磨效率。
3.2.2锥形研磨方式实验结果表明,θ=45~70°时,研磨效率、研磨精度及表面粗糙度的综合效果好。
故在此基础上发展了锥形研磨方式(如图5所示),沈阳建筑工程学院的吴玉厚、张柯,东北大学的王军、郑焕文[7-9]等人对此作了大量的实验研究,球坯在研磨过程中具有较大的自旋角(达到47°),获得充分的自旋,增强了陶瓷球的回转滑动,从而提高陶瓷球的加工效率,但这种研磨方式下的自旋角仅与研磨盘直径有关,也是一个固定值,其研磨迹线与V 形槽研磨法类似,是一组同轴圆,限制了球度的提高。
3.3同轴三盘研磨方式3.3.1自旋回转控制研磨方式为了提高精密球的研磨精度,日本金泽大学黑部利次等人提出了一种新的同轴三盘研磨方式[10]。
三块研磨盘可独立转动,可以通过控制研磨盘转速变化来调整球坯的自旋角θ,其运动原理如图6所示。
利用该研磨装置来定量研究自旋角对研磨效率、精度及粗糙度的影响。
在这种研磨方式下:θ=tan -1R A R B (W B-W A )sinβ-R A R C (W C -W A )sin α+R B R C (W B -W C )R A R B (W B -W A )c osβ+R A R C (W C -WA )c os α(1)式中:α、β—B 、C 研磨盘与垂直方向的夹角;W A 、W B 、W C —各研磨盘回转角速度;R A 、R B 、R C —各研磨盘回转半径。
由公式(1)可知,自旋角不仅于研磨盘的直径、导向槽夹角等几何参数有关,而且与研磨盘的转速有关,并可以在[-90°,90°]全范围取值,自旋角能随着三块研磨盘转速的独立变化而调整,球坯能作“变相对方位”研磨运动,实现完整的成球运动。
接触点在球坯表面的研磨迹线便能成为以球坯自转轴为轴的空间球面曲线(如图7所示),能够覆盖大部分甚至整个球坯表面,研磨盘沿着这种研磨迹线对球坯进行“散布性”研磨,有利于球坯表面获得均匀、高效的研磨。
实验结果表明这种加工方式能获得很好的加工精度和效率。
该装置的缺点是动力源多,结构及控制系统复杂。
3.3.2双自转研磨盘研磨方式为了获得较高精度的精密球,降低研磨设备的复杂程度,减少动力源,浙江工业大学袁巨龙教授等人[11]提出了新型双自转研磨盘研磨方式,如图8所示。
该研磨方式在同轴三盘研磨方式的基础上进行了改进,在保持自旋回转控制功能的前提下,简化机械机构,降低对设备的加工、装配精度要求,因为在研磨过程中,上研磨盘是无需旋转的,与下研磨盘的同轴要·54· 设计·研究·分析求相对较低。
该研磨方式采用两块独立旋转的的研磨盘构成下研磨盘组件,上研磨盘在加工过程中周向固定,并对球坯施加弹性载荷,使较大的球受到较大的载荷,从而在加工过程始终能保证较好的磨削尺寸选择性。
使WB 和WC以不断变化的平缓波形方式输出,控制自旋角在-90°~90°范围内连续变化,从而使球坯得到均匀高效的研磨。
3.4磁悬浮研磨方式磁悬浮研磨法采用磁流体技术实现对球坯进行高效研磨,除了对球坯的加压方式不同外,其研磨运动方式同研磨盘研磨方式是基本相同的。
该方法的研磨装置简图如图8所示,研磨试验结果表明,该研磨方式研磨效率很高,但所加工陶瓷球的球形误差高,该装置的结构也较复杂。
通过上述分析,可以得到如下表1所示的结果。
表1陶瓷精密球研磨方式比较研磨方式效果四轴球面研磨方式V形槽研磨方式锥形研磨方式自旋回转控制研磨方式双自转研磨盘研磨方式磁悬浮研磨方式研磨效率低低高高高很高研磨精度高低较高高高低机械结构复杂简单简单复杂较简单复杂4 陶瓷球研磨加工工艺参数分析陶瓷球在研磨之前,毛坯一般已经过粗磨和精磨,球坯余量和球形误差已经有所减小。
陶瓷属硬脆性材料,在磨粒作用下,工件表面会产生不同的裂纹及变质层,降低了材料的硬度及加工精度,这种情况对最终成品工件会有很大影响。
因此,在研磨过程中,必须由粗到细分多道工序来完成,以消除加工缺陷。
影响陶瓷球的加工效率因素很多,下面从研磨方式、磨料硬度与粒度、研磨压力、研磨速度以及研磨液浓度等方面进行分析。
4.1研磨方式从表1可知,研磨方式对球坯的研磨质量(尤其是球度)和研磨效率有着非常关键的作用。
不同的研磨方式,球坯的自旋角取值范围不同,而在研磨过程中,球坯的的自旋角是表征加工效率和球面研磨成球运动完整性的重要参数。
4.2磨料粒度与硬度研磨去除的机理主要是裂纹的产生和扩展,磨粒越粗,去除率越大,研磨效率越高。
但表面粗糙度增大;磨粒硬度越高,研磨效率越高,但却容易使球面出现机械损伤,导致表面粗糙度相对较低。