钨钼SKH-59高速工具钢性能及应用领域 skh59热处理硬度推荐
普通高速钢的常用牌号
普通高速钢的常用牌号普通高速钢是一种高合金钢,主要成分包括碳、钨、钼、铬、钒等元素。
普通高速钢通过热处理后具有高热硬性,当切削温度高达600℃以上时,硬度仍无明显下降。
用其制造的刀具切削速度可达每分钟60米以上,因此得名高速钢。
普通高速钢主要用于制造形状复杂、磨削困难的刀具,可满足一般需求。
常见的普通高速钢有两种,钨系高速钢和钨钼系高速钢。
1. 钨系高速钢:典型牌号为W18Cr4V(W18)。
这种高速钢的综合性能好、通用性强、可磨削性强。
主要用于制造轻合金、碳素钢、合金钢、普通铸铁的精加工和复杂刀具,如螺纹车刀、钻头、铰刀、丝锥、铣刀、齿轮刀具、拉刀等。
W18Cr4V的热处理硬度可达63-66HRC,抗弯强度可达3500MPa,可磨性好。
2. 钨钼系高速钢:典型牌号为W6Mo5Cr4V2(M2)。
这种高速钢的强度和韧性略高于W18Cr4V,耐磨性高,成本低。
W6Mo5Cr4V2主要用于制造要求热塑性好的刀具和受大冲击载荷的刀具。
其热处理硬度与W18Cr4V相当,抗弯强度达4700MPa,韧性及热塑性比W18Cr4V提高50%。
常用于制造各种工具,例如钻头、丝锥、铣刀、铰刀、拉刀、齿轮刀具等,可以满足加工一般工程材料的要求。
只是它的脱碳敏感性稍强。
另一个牌号的普通高速钢为W9Mo3Cr4V,这是中国近几年发展起来的新品种。
强度及热塑性略高于W6Mo5Cr4V2,硬度为HRC63-64,与韧性相配合,容易轧制、锻造,热处理工艺范围宽,脱碳敏感性小,成本更低。
除了通用型高速钢以外,还有一些特殊用途的高速钢牌号,例如W12Cr4V4Mo(EV4)、W6Mo5Cr4V3(M3)、W6Mo5Cr4V2Co8(M36)、W12Cr4V5Co5(T15)和W12Mo3Cr4V3Co5Si等。
这些特殊用途高速钢的硬度和耐磨性好,适合于加工耐热不锈钢、高温合金、高强度钢等难加工材料,适于制造钻头、滚刀、拉刀、和铣刀等。
SKH59成分及性能
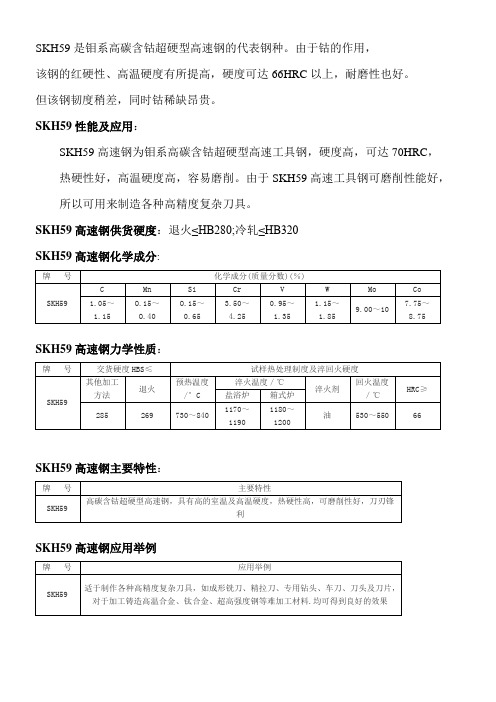
该钢的红硬性、高温硬度有所提高,硬度可达66HRC以上,耐磨性也好。
但该钢韧度稍差,同时钴稀缺昂贵。
SKH59性能及应用:
SKH59高速钢为钼系高碳含钴超硬型高速工具钢,硬度高,可达70HRC,
热硬性好,高温硬度高,容易磨削。由于SKH59高速工具钢可磨削性能好,
7.75~8.75
SKH59高速钢力学性质:
牌号
交货硬度HBS≤
试样热处理制度及淬回火硬度
SKH59
其他加工方法
退火
预热温度/°C
淬火温度/℃
淬火剂
回火温度/℃
HRC≥
盐浴炉
箱式炉
285
269
730~840
1170~1190
1180~1200
油
530~550
66
SKH59高速钢主要特性:
牌号
主要特性
所以可用来制造各种高精度复杂刀具。
SKH59高速钢供货硬度:退火≤HB280;冷轧≤HBΒιβλιοθήκη 20SKH59高速钢化学成分:
牌号
化学成分(质量分数)(%)
SKH59
C
Mn
Si
Cr
V
W
Mo
Co
1.05~1.15
O.15~O.40
O.15~0.65
3.50~4.25
0.95~1.35
1.15~1.85
9.00~10
SKH59
高碳含钴超硬型高速钢,具有高的室温及高温硬度,热硬性高,可磨削性好,刀刃锋利
SKH59高速钢应用举例
牌号
应用举例
SKH59
适于制作各种高精度复杂刀具,如成形铣刀、精拉刀、专用钻头、车刀、刀头及刀片,对于加工铸造高温合金、钛合金、超高强度钢等难加工材料.均可得到良好的效果
SKH9模具钢性能分析

信息来源于塔塔我的钢材网SKH9模具钢性能分析SKH9模具钢性能极好的高速钢,这里本文以为广大模具钢业内人士提供一个了解SKH9模具钢的参考,将从其牌号、化学成分、性能、常用工艺及典型应用方面简要介绍SKH9模具钢。
一、牌号SKH9模具钢的牌号为日本大同标准牌号SKH9,对应的日本JIS标准牌号SKH51.二、化学成分这里SKH9模具钢化学成分的数据我仅以抚顺特钢SKH-9特种优质高速模具钢为例。
具体数据如下:碳为0.8%-0.9%,矽为0.45%以下,铬为3.8%-4.5%,锰为0.45%以下,钼为4.5%-5.5%,钒为1.6%-2.2%,钨为5.5%-6.7%,磷为0.03%硫0.01%。
三、性能SKH模具钢是具有良好韧性的高性能工具钢,W-Mo系高速工具钢最具通用性,该钢是世界上用量很多,碳化物组织细微,整齐,分布良好,而且组织均匀。
具有热作,冷作可塑性,可加工性和研磨性也良好。
SKH9模具钢比较标准及特征为M2,出厂时状态及硬度为HB900-1100/HRC63。
四、常用工艺SKH9模具钢常用工艺如下:热加工规范:加热采用1120~900℃,然后缓慢冷却。
退火规范:退火时用820~880℃的温度,在此温度中停留二~四小时,在炉中任其渐冷。
淬火工艺:先将模具钢工件预加热至550~600℃,次加热至950℃,再加热至a:1220~1250℃;b:1200℃~1230℃,在油中淬硬,但注意油温必须先保湿40~60℃(a.一般工具;b.形式复杂式需要韧性之工具)。
回火工艺:加热至550~570℃,在此温度中停留,然后在静止空气中冷却,回火必须重复二次,模具钢材硬度可达HRC63℃以上。
五、典型应用SKH9模具钢为钨钢高速度钢,宜于制造强力切割用耐磨,耐冲击各种工具,高级冲模,螺丝模,较需韧性及形状繁杂工具,铣刀,钻头等。
SKH9日本的高速钢牌号

SKH9日本的高速钢牌号,相当于我国的W6Mo5Cr4V2日本SKH-9钢相当于我国的高速钢6-5-4-2,成分为:C0.8-0.9,W5.5-6.75,Mo4.5-5.5,Cr3.8-4.4,V1.75-2.2,Si0.2-0.45,Mn0.15-0.4,S<0.03,P<0.03我国目前用高速钢为w6、W9等W6简介:又名W6Mo5Cr4V2、6542、W6、DF6)等钢材特性:钨钼系通用型高速钢的代表钢号,韧性高,热塑性好,具有较高的硬度,红硬性及高温硬度。
出厂硬度:62-65度(HRC),如果是盐浴炉>=64HRC,退火<=255HBW6热处理:淬火,730~840℃预热,1210~1230℃(盐浴炉)或1210~1230℃(箱式炉)加热,油冷,540~560℃回火2次,每次2hW6Mo5Cr4V2 化学成分:碳 C :0.80~0.90(允许偏差:±0.01)硅 Si:0.20~0.45(允许偏差:±0.05)锰 Mn:0.15~0.40(允许偏差:+0.04)硫 S :≤0.030磷 P :≤0.030铬 Cr:3.80~4.40(允许偏差:±0.05)镍 Ni:允许残余含量≤0.30铜 Cu:允许残余含量≤0.25钒 V :1.75~2.20(允许偏差:±0.05)钼 Mo:4.50~5.50(允许偏差:尺寸≤6,±0.05;尺寸>6,±0.10)钨 W :5.50~6.75(允许偏差:尺寸≤10,±0.10;尺寸>10,±0.20)w6高速钢:W6Mo5Cr4V2高速工具钢简称高工钢或高速钢,俗称“锋钢”或“风钢”,是一种适于高速切削的高碳高合金工具钢。
其突出特点是具有很高的硬度、耐磨性及热硬性(也称红硬性),当刃具温度高达500~600摄氏度左右时,硬度仍无明显下降,能以比低合金刃具钢更高的速度进行切削,主要用于制造切削速度高、负荷重、工作温度高的各种切削刀具,如车刀、铣刀、产品详情:w6高速钢:W6Mo5Cr4V2高速工具钢简称高工钢或高速钢,俗称“锋钢”或“风钢”,是一种适于高速切削的高碳高合金工具钢。
9cr15mov热处理

9cr15mov热处理9Cr15MoV是一种常见的不锈钢材料,在刀具、医疗器械和厨房用具等领域广泛应用。
它经过特殊的热处理过程,以提高其硬度、耐腐蚀性和刃口保持能力。
本文将一步一步回答9Cr15MoV热处理相关问题,探究其工艺和性能。
第一步:了解9Cr15MoV的化学成分9Cr15MoV是一种高碳不锈钢材料,由以下元素组成:碳(C)、铬(Cr)、锰(Mn)、硅(Si)、磷(P)、硫(S)、钼(Mo)以及少量的钒(V)和钨(W)。
这些元素的含量和配比对于热处理过程以及最终产品的性能起着重要作用。
第二步:深入研究9Cr15MoV的热处理工艺9Cr15MoV的热处理过程通常包括退火、淬火和回火三个主要步骤。
1. 退火:将原材料加热到适当的温度并保持一段时间,然后缓慢冷却。
这个步骤有助于消除材料中的应力和晶粒结构的调整。
一般而言,退火温度为800至900。
2. 淬火:将退火后的材料迅速冷却到室温以下,以实现高硬度和优越的耐磨性。
常用的淬火介质包括水、油和空气。
水冷却能够产生最高的硬度,但容易导致变形和开裂。
因此,在实际应用中,通常选择速率较慢的油冷却。
3. 回火:在淬火后,将材料加热到低于Ac1点(铁素体形变点)的温度,并保持一段时间,然后冷却到室温。
回火过程有助于减轻淬火过程中产生的内应力,提高材料的韧性和强度。
回火温度和时间的选择取决于所需的最终性能,通常在200至300之间。
第三步:探索9Cr15MoV的性能经过热处理的9Cr15MoV具有一系列优越的性能。
1. 高硬度:热处理过程可以使9Cr15MoV具有优异的硬度,通常在HRC 57-59之间。
这使得它在刀具制造领域得到广泛应用,可用于制作锋利而耐磨的刀片。
2. 耐腐蚀性:9Cr15MoV含有高铬量,增加其耐腐蚀性。
这使得它在潮湿环境中具有出色的耐候性,适用于户外刀具和水域工具等应用。
3. 良好的刃口保持能力:热处理后的9Cr15MoV能够保持锋利的刃口很长时间,这是由于其较高的碳含量和合理的淬火回火工艺所致。
日本工具钢牌号

日本工具钢牌号不管我们愿意与否,日本的钢铁企业一直以来都领先于我们,随着改革开放二、三十年我们对外向性经济的依赖,也照成我们对国外钢材的依赖,特别是日本钢材,为方便部分有需要的工程技术人员现将日本工具钢介绍如下:1、碳素工具钢钢号用SKx表示,K为日文“工具”拼音Kogu(罗马字)的字头,x为数字序号,列如SK1。
JIS标准碳素工具钢的钢号及化学成分(质量分数)(%)[JIS G4401(1983)]钢号 C Si Mn P S 残余元数(不大于)Cr Ni CuSK1 1.30~1.50 ≤0.35≤0.50≤0.03≤0.03 0.20 0.25 0.30SK2 1.10~1.30 ≤0.35≤0.50≤0.03≤0.03 0.20 0.25 0.30SK3 1.00~1.10 ≤0.35≤0.50≤0.03≤0.03 0.20 0.25 0.30SK4 0.90~1.00 ≤0.35≤0.50≤0.03≤0.03 0.20 0.25 0.30SK5 0.80~0.90 ≤0.35≤0.50≤0.03≤0.03 0.20 0.25 0.30SK6 0.70~0.80 ≤0.35≤0.50≤0.03≤0.03 0.20 0.25 0.30SK7 0.60~0.70 ≤0.35≤0.50≤0.03≤0.03 0.20 0.25 0.30碳素工具钢的热加工与热处理规范钢号热加工温度退火温度退火后硬度(HBS)淬火温度淬火介质回火温度淬火回火后硬度(HRC)开始终止SK1 1000~1050 850 750~780 63SK2 1000~1050 850 750~780 63SK3 1000~1050 850 750~780 63SK4 1050~1100 850 740~760 61SK5 1050~1100 850 730~760 59SK6 1050~1100 850 730~760 57SK7 1050~1100 850 730~760 562、合金工具钢其钢号有SKS,SKD,SKT三类,字母后用一位或二位数字表示序号,没有明显规律。
钨钼系SKH-51高速钢成分密度及物理性能 最佳热处理硬度
SKH-51SKH-51,别号高速钢,又叫风钢或锋钢,意思是淬火时即使在空气中冷却也能硬化,而且很尖利。
它是一种成分杂乱的合金钢,含有钨、钼、铬、钒、钴等碳化物构成元素。
中文名SKH-51别称高速钢类型成分杂乱的合金钢构成元素钼、铬、钒、钴目录1.1概述2.▪制造工艺3.▪用处1.2物理功能2.▪化学成分3.▪力学功能1.▪常用规格2. 3材料规范概述别号:高速钢又叫风钢或锋钢,意思是淬火时即使在空气中冷却也能硬化,而且很尖利。
它是一种成分杂乱的合金钢,含有钨、钼、铬、钒、钴等碳化物构成元素。
合金元素总量达10~25%左右。
它在高速切削发生高热情况下(约500℃)仍能坚持高的硬度,HRC能在60以上。
这就是高速钢最首要的特性——红硬性。
而碳素工具钢经淬火和低温回火后,在室温下虽有很高的硬度,但当温度高于200℃时,硬度便急剧下降,在500℃硬度已降到与退火状态类似的程度,彻底丧失了切削金属的能力,这就约束了碳素东西钢制作切削东西用。
而高速钢因为红硬性好,弥补了碳素东西钢的致命缺陷,可以用来制作切削东西。
高速钢的热处理工艺较为杂乱,有必要通过退火、淬火、回火等一系列过程。
退火的意图是消除应力,下降硬度,使显微组织均匀,便于淬火。
退火温度一般为860~880℃。
淬火时因为它的导热性差一般分两阶段进行。
先在800~850℃预热(避免引起大的热应力),然后迅速加热到淬火温度1190~1290℃(不同牌号实际使用时温度有区别),后油冷或空冷或充气体冷却。
工厂均选用盐炉加热,现真空炉使用也适当广泛。
淬火后因内部组织还保存一部分(约30%)剩余奥氏体没有改变成马氏体,影响了高速钢的功能。
为使剩余奥氏体改变,进一步提高硬度和耐磨性,一般要进行2~3次回火,回火温度560℃,每次保温1小时。
出产办法(1)出产制作办法:一般选用电炉出产,近来曾选用粉末冶金办法出产高速钢,使碳化物呈极细小的颗粒均匀地散布在基体上,提高了使用寿命。
钨钼合金资料

金的性能
等领域对高性能材料的需求
• 如何通过改进制备工艺来提高钨钼合
• 如何利用环保政策和清洁生产来实现
金的生产效率和降低成本
钨钼合金的绿色化
• 如何通过拓展应用领域来提高钨钼合
金的经济价值和社会效益
CREATE TOGETHER
谢谢观看
THANK YOU FOR WATCHING
DOCS
发展
实现钨钼合金的低成本化
• 通过环保政策和清洁生产来实现钨钼
合金的绿色化
钨钼合金面临的技术挑战与市场机遇
钨钼合金面临的技术挑战主要包括成分优化、制备
工艺改进和应用领域拓展等方面
钨钼合金面临的市场机遇主要体现在高
性能材料需求和环保政策推动等方面
• 如何通过添加其他元素来改善钨钼合
• 如何满足航空航天、汽车工业和能源
力发电厂零部件
钨钼合金在能源领域具有优异的性能和
长寿命
• 如燃料棒、控制棒和热交换器等
• 可以提高能源的转换效率和安全性
• 这些部件需要承受高温、高压和辐射
• 降低能源的成本和环境污染
的腐蚀和氧化
04
钨钼合金的发展趋势与挑战
钨钼合金的研究进展
钨钼合金的研究进展主要体现在成分优化、制备工
艺改进和应用领域拓展等方面
• 晶格常数随着钼含量的增加而减小
钨钼合金的成分与性能关系密切
• 随着钼含量的增加,合金的密度、硬度和抗拉强度逐渐增加 -但随着钼
含量的增加,合金的塑性和延展性逐渐降低
⌛️
钨钼合金的物理性能
钨钼合金具有较高的密度
• 密度一般在-18.5 g/cm³之间
• 随着钼含量的增加,合金的密度逐渐增加
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SKH-59
SKH-59是一种高速钢用于切削工具钢
外文名SKH-59
适用
麻花锚,拉刀、攻牙、铣洗
化学成份
C :0.90 Si:0.55Mn :0.48
特性
高耐磨性高抗压强度
目录
1.SKH-59简介
2.主要用处
3.机械功能
4.相关资料
SKH-59简介
SKH-59高速钢是一极高速度钢于切削东西例如、堵截、绞刀及其它。
以绩效而言,SKH-59是全方位钢种,
在热硬性要求不最重要的情况下可被用于切削方面。
SKH-59也适用于冷间的使用;举例来说在东西用来作冲孔、成形、冲压、及其它。
Cr :4.2
V :2.00
Mo :4.90
P :0.03
S :0.03
W:7
主要用处
SKH-59是一极高速度钢适用于切削东西例如麻花锚,拉刀、攻牙、铣洗、堵截、绞刀及其它。
以绩效而言,SKH-59是全方位钢种,在热硬性要求不最重要的情况下可被用于切削方面。
SKH-59也适用于冷间的使用;
举例来说在东西用来作冲孔、成形、冲压、及其它。
本钢是兼具耐磨耗性和高耐性优胜组合的高合金的冷间作业的钢种。
淬硬后高的外表硬度
优秀的整体淬透性
杰出的外表处理加工性
优秀的抗回火软化性
物理功能
温度20℃ 200℃ 400℃
密度
Kg/m3 8260 8120 8060
弹性模量
N/mm2 225000 200000 180000
热膨胀系数1/℃ - 12.1x10-6 12.6x10-6 热传导系数W/m℃ 24.0 28.0 27.0
比热
J/kg℃ 420 510 600
相关资料
标准比较:AISI-M0JIS-SK0
出厂状况:HB250,球化退火<225
锻造温度:1100-900℃
退火温度:加热至800-860℃,在此温度逗留2-4小时,在炉中任其渐冷。
冷却介质:空冷,油,分级(550-580℃)
SKH59模具钢
我国GB 标准商标W2Mo9Cr4VCo8、美国AISI 标准商标M42、日本JIS 标准商标SKH59、日本日立(HITACHI) 标准商标YXM42、日本不贰越(NACHI) 标准商标HSD42、德国DIN 标准资料编号1. 3247、奥地利百禄(BOHLER) 标准商标S5000。
中文名SKH59模具钢硬度70HRC退火≤HB280冷轧≤HB320
目录
1.功能
2.▪用处
3.▪化学成分
4.参阅对应商标
1.工艺标准
2.▪热加工标准
3.▪退火标准
4.▪去应力退火标准
1.▪淬火、回火标准
2. 典型使用举例
功能
SKH59高速钢为钼系高碳含钴超硬型高速东西钢,硬度高,可达70HRC,热硬性好,高温硬度高,简单磨削。
SKH59高速钢供货硬度:退火≤HB280;冷轧≤HB320
用处
因为SKH59高速东西钢可磨削功能好,所以可用来制造各种高精度杂乱刀具。
SKH59高速钢
化学成分
C碳1.05-1.15
Si硅≤0.70
Cr铬3.50-4.50
Mn锰≤0.40
Mo钼9.0-10.0
Co钴7.75-8.50
W钨1.20-1.90
V矾1.20-1.90
P磷≤0.030
S硫≤0.030
参阅对应商标
我国GB 标准商标W2Mo9Cr4VCo8、美国AISI 标准商标M42、日本JIS 标准商标SKH59、日本日立(HITACHI) 标准商标YXM42、日本不贰越(NACHI) 标准商标HSD42、德国DIN 标准资料编号1. 3247、奥地利百禄(BOHLER) 标准商标S5000
工艺标准
热加工标准
加热温度900 -1100°C 。
退火标准
退火温度800~850°C,保温2~4h, 炉冷。
去应力退火标准
退火温度650~750°C,炉泠。
淬火、回火标准
第一次预热温度500~600°C, 每25mm坚持30min, 第二次预热温度850~900°C,每1mm 坚持20~30s, 第三次预热温度1050~1100°C, 每1mm坚持20~30s, 适于大型杂乱工件。
奥氏体化温度1170 ~1220°C , 每1mm坚持10~15s, 油、热浴、空气或气体冷却。
回火温度540~570°C,每25mm坚持≥60min, 回火次数≥3次, 硬度≥66HRC。
典型使用举例
1) 宜于制造强力切剖用耐磨、耐冲击各种东西。
2) 用于高档冲模、螺丝模以及对耐性要求较高及形状杂乱的冲头等。
3) 用于制造具有TiN涂层的冲头, 可提高M16 六角切边模的使用寿命。