塑胶模具常用钢材 与热处理硬度要求
塑胶模具常用钢材性能
塑胶模具常用钢材(一)C45 W 中炭钢美国标准编号:AISI 1050 ~ 1055;日本标准编号:S50C ~ S55C德国标准编号:1.1730。
中炭钢或45# 钢香港称为王牌钢,此钢材的硬度为:HB170 ~ HB220,价格便宜,加工容易,在模具上用作模架,顶柱,及一些不重要的零件上,市场上一般标准模架是采用此种钢材;(二)40 CrMn Mo 7 预硬塑胶模具钢美国、日本、新加坡、香港、中国标准编号:AISI P20,德国及有些欧洲国家编号:DIN:1.2311、1.2378、1.2312。
此种钢是预硬钢,一般不适宜热处理,但是可以氮化处理,此钢种的硬度差距也很大,由280HRC ~ 400视乎那间钢厂的标准,由于已作预硬处理,机械切削也不太困难,所以很合适做一些中下价模具的镶件,有些生产大批量的模具模架也采用此钢材(有些客户指定要用此钢作模架),好处是硬度比中炭钢高,变形也比中炭钢稳定,P20此种钢由于在塑胶模具被广泛采用,所以品牌也很多,其中在华南地区较为普遍的品牌有:ASSAB 一胜百牌,瑞典产的有两种不同硬度,718S HB290~HB330(330~340HRC)、718H HB330~HB370 (340~380HRC)。
大同钢厂,日本产:NAK 80(硬度400HRC+20)及NAK55(硬度400HRC+20)两种,一般情况下,NAK 80做定模镶件,NAK55做动模镶件,要留意NAK55 不能直接做EDM皮纹,据钢材代理解释是含硫的关系,所以EDM后留有条纹的;德胜钢厂THYSSEN ,德国产,有好几种编号:GS-711(硬度340~360HRC)、GS738(硬度320~350HRC)、GS808VAR(硬度380~420HRC)、GS318(硬度290~330HRC)、GS312(硬度290~330HRC),GS312含硫不能做EDM纹,在欧洲做模架较为普遍,GS312的Code 为40 Cr MN Mo S8,百禄(BOHLER)奥国产,编号有:M261(380~420HRC)、M238(360~420HRC)、M202(290~330HRC),M202不能做EDM纹,也是含硫,尚有其他品牌,不能尽录。
通用模具钢材和塑胶材料的特性和用途
46-54HRC 56-60HRC
1.2363
A2/XW10/SKD12
56-60HRC
2 page
博宇常用模具钢材的特性及硬度(三)
材料名 称
1.2379
对应规格
D2/XW41,42/SKD11/SLD/ DC11/K110 D6/XW5/SKD2/K107 SUPERD2/ASSAB88 /DC53/K340 M2/EM2/SKH51/M H51/S600 420/M310ESR/S13 6 420ESR/MOD/S136 ESR
H11ESR/VIDAR SESR/SKD6/W3 00 H11/VIDARS/SK D6//W300ESR
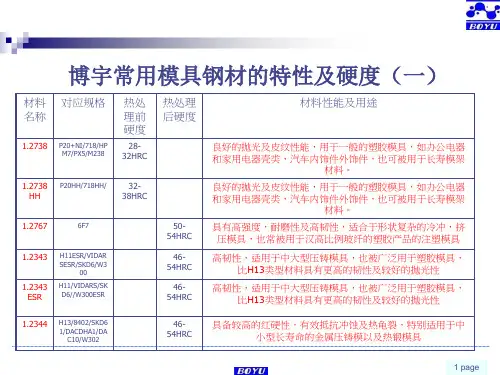
高韧性,适用于中大型压铸模具,也被广泛用于塑胶模具, 比H13类型材料具有更高的韧性及较好的抛光性
具备较高的红硬性,有效抵抗冲蚀及热龟裂,特别适用于中 小型长寿命的金属压铸模以及热锻模具
1 page
热处理 后硬度
26-32HRC
材料性能及用途
广泛用于有抗腐蚀性要求的模具,如型材挤出,吹瓶模, 化妆品及其他一般抛光要求的模仁,也用于高耐腐蚀性模 具的模架 不锈钢材料模架的首选,优良的被加工性,尺寸的稳定性 ,耐腐蚀性 具有高抗腐蚀性以及高镜面抛光要求的模具,如:光学部 品,食品包装,化妆品容器,医药包装,3C电子产品外 壳等等高要求产品,在PVC,PP,PMMA,POM,PTB/PA等塑胶 产品注塑中广泛使用 比2738具有更高硬度,强度以及达到更高的抛光效果 在2311的基础上加了S,提高被加工性,适用于橡胶模具 ,模架材料 良好的抛光及皮纹性能,用于一般的塑胶模具,如办公电 器和家用电器壳类,汽车内饰件外饰件,也可被用于长寿 模架材料。
H13/8402/SKD6 1/DACDHA1/DA C10/W302
12种模具常用钢材
第九章塑胶模具常用钢材(一)C45 W 中炭钢美国标准编号:AISI 1050 ~ 1055;日本标准编号:S50C ~ S55C德国标准编号:1.1730。
中炭钢或45# 钢香港称为王牌钢,此钢材的硬度为:HB170 ~ HB220,价格便宜,加工容易,在模具上用作模架,顶柱,及一些不重要的零件上,市场上一般标准模架是采用此种钢材;(二)40 CrMn Mo 7 预硬塑胶模具钢美国、日本、新加坡、香港、中国标准编号:AISI P20,德国及有些欧洲国家编号:DIN:1.2311、1.2378、1.2312。
此种钢是预硬钢,一般不适宜热处理,但是可以氮化处理,此钢种的硬度差距也很大,由280HRC ~ 400视乎那间钢厂的标准,由于已作预硬处理,机械切削也不太困难,所以很合适做一些中下价模具的镶件,有些生产大批量的模具模架也采用此钢材(有些客户指定要用此钢作模架),好处是硬度比中炭钢高,变形也比中炭钢稳定,P20此种钢由于在塑胶模具被广泛采用,所以品牌也很多,其中在华南地区较为普遍的品牌有:ASSAB 一胜百牌,瑞典产的有两种不同硬度,718S HB290~HB330(330~340HRC)、718H HB330~HB370 (340~380HRC)。
大同钢厂,日本产:NAK 80(硬度400HRC+20)及NAK55(硬度400HRC+20)两种,一般情况下,NAK 80做定模镶件,NAK55做动模镶件,要留意NAK55 不能直接做EDM皮纹,据钢材代理解释是含硫的关系,所以EDM后留有条纹的;德胜钢厂THYSSEN ,德国产,有好几种编号:GS-711(硬度340~360HRC)、GS738(硬度320~350HRC)、GS808VAR(硬度380~420HRC)、GS318(硬度290~330HRC)、GS312(硬度290~330HRC),GS312含硫不能做EDM纹,在欧洲做模架较为普遍,GS312的Code 为40 Cr MN Mo S8,百禄(BOHLER)奥国产,编号有:M261(380~420HRC)、M238(360~420HRC)、M202(290~330HRC),M202不能做EDM纹,也是含硫,尚有其他品牌,不能尽录。
常用钢材热处理硬度值参考表
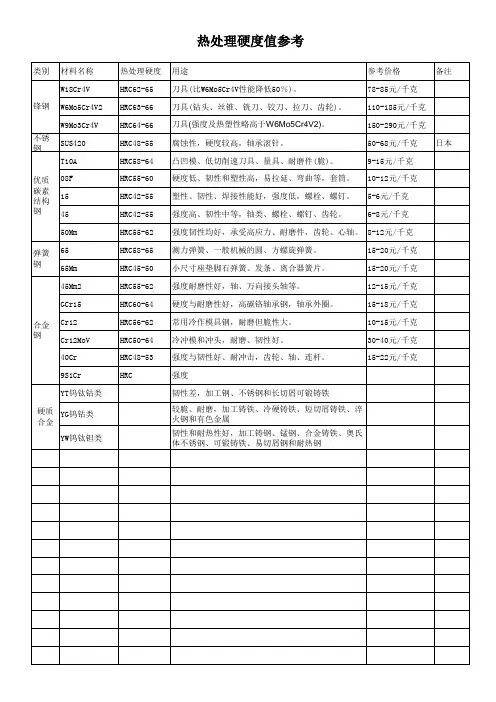
HRC60-64 硬度与耐磨性好,高碳铬轴承钢,轴承外圈。
15-18元/千克
HRC56-62 常用冷作模具钢,耐磨但脆性大。
10-15元/千克
HRC50-64 冷冲模和冲头,耐磨、韧性好。
30-40元/千克
HRC48-53 强度与韧性好、耐冲击,齿轮、轴、连杆。
15-22元/千克
HRC
强度
韧性差,加工钢、不锈钢和长切屑可锻铸铁
50-68元/千克 日本
HRC58-64 凸凹模、低切削速刀具、量具、耐磨件(脆)。
9-15元/千克
HRC55-60 硬度低、韧性和塑性高,易拉延、弯曲等,套筒。 10-12元/千克
HRC42-55 塑性、韧性、焊接性能好,强度低,螺栓、螺钉。 5-6元/千克
HRC42-55 强度高、韧性中等,轴类、螺栓、螺钉、齿轮。
较脆、耐磨,加工铸铁、冷硬铸铁、短切屑铸铁、淬 火钢和有色金属 韧性和耐热性好,加工铸钢、锰钢、合金铸铁、奥氏 体不锈钢、可锻铸铁、易切屑钢和耐热钢
灰口铸铁 有哪些特
灰 口铸铁的
灰 铸铁的牌
6-8元/千克
HRC55-62 强度韧性均好,承受高应力、耐磨件,齿轮、心轴。 8-12元/千克
HRC58-65 测力弹簧、一般机械的圆、方螺旋弹簧。
15-20元/千克
HRC45-50 小尺寸座垫脚石弹簧、ቤተ መጻሕፍቲ ባይዱ条、离合器簧片。
15-20元/千克
HRC55-62 强度耐磨性好,轴、万向接头轴等。
12-15元/千克
参考价格
备注
HRC62-65 刀具(比W6Mo5Cr4V性能降低50%)。
78-85元/千克
HRC63-66 刀具(钻头、丝锥、铣刀、铰刀、拉刀、齿轮)。
如何选择塑胶模具材料及硬度
• •
2008-08-08
Xiaoyun@
五、 48-52HRC
• 使用范围:模温较高之热固性塑胶模如 • •
电木模 . 模具材料: H13 , H11 适用胶料: PF , MF , EP , UP
2008-08-08
Xiaoyun@
六、 44-48HRC
中等批量生产的要求尺寸稳定及高光洁度或良好蚀纹效果之结构较复杂的大中型塑胶模具如高光蒸汽模
合理选择塑胶模具材料及硬度
P20 类钢特性之对比
钢材 ASSAB718H PAC5000 PX88 PX5 LKM838H LKM838HS LKM2711 LKM738H LKM738 LKM2311 WY718 硬度 韧性 纯度 均匀 性 Cr 含 抗磨 量 损性
2008-08-08
Xiaoyun@
六、 44-48HRC
• 使用范围:耐腐蚀性要求极高的长期生产塑胶
硬模
• 模具材料: LKM2316 ; S336
•
适用胶料: PVC ;医用硅橡胶
2008-08-08
Xiaoyun@
六、 44-48HRC
• 使用范围:长期使用的行位 / 斜顶
• 材 料:
H13 、 H11
2008-08-08
Xiaoyun@
使用范围:
七 、 40-44HRC
热处理有一定难度的形状较复杂中大型塑 胶模 ; 对材料韧性和耐磨性均有要求的细长行位 / 斜顶
模具材料: MEK4 (预硬), H11( 须热处理 ) 2008-08-08 适用胶料: ABS , PP , PE Xiaoyun@
4 5 5 5 6 5
抗塑 性变 形 6
抗疲 劳性
注塑模具常用钢材及硬度汇总
注塑模具常用钢材及硬度汇总注塑模具是一种用于制造塑料制品的模具,常见于家电、汽车、电子等行业。
模具的材料选择对模具的寿命、质量和成本等方面都具有重要影响。
下面是注塑模具常用钢材及硬度的汇总:1.P20钢:P20钢又称为低碳铬模具钢,具有良好的切削性能、加工性能和热处理性能。
其硬度一般为28-32HRC,适用于制造大多数注塑模具的芯、腔。
2.718钢:718钢是一种耐热性能较好的模具钢,具有优异的综合性能。
718钢的硬度一般在30-36HRC之间,适用于制造高要求的注塑模具。
3.NAK80钢:NAK80钢是一种低合金的中碳铬钼耐冲击模具钢,具有出色的耐磨性和耐蚀性。
其硬度一般为37-43HRC,适用于制造高要求的注塑模具。
4.S136钢:S136钢又称为不锈钢,具有良好的抗腐蚀性能和耐酸碱性能。
其硬度一般为48-52HRC,适用于制造高品质和高精度的注塑模具。
5.H13钢:H13钢是一种热作模具钢,具有良好的耐热性和热疲劳性能。
其硬度一般为45-50HRC,适用于制造需要抵抗高温和高压的注塑模具。
6.738钢:738钢是一种高硬度、高强度的模具钢,具有优异的耐磨性能和尺寸稳定性。
其硬度一般为48-52HRC,适用于制造长寿命和高要求的注塑模具。
除了以上几种常用钢材外,还有一些特殊用途的模具钢,如:SLD钢、STAVAX钢、420钢等。
这些钢材在不同的注塑模具制造过程和需求中具有特定的应用价值。
在选择模具钢材时,需要综合考虑模具的使用条件、工作环境、成本等因素。
合理选择合适的模具钢材,能够提高模具的使用寿命、耐磨性和生产效率,降低模具制造成本,提高产品质量。
常用塑胶模具钢材价格
¥42.00
¥48.00
出厂硬度(HRC) 热处理方式
材料特性及建议使用范围
HRC<20 HRC<20 HRC<20 40-44 HRC<20 HRC<20 HRC<20
经热处理硬度可达 HRC50±2
经真空脱气及ESR工艺,钢材纯净度 高,耐热疲劳,韧性,抛光性优良,耐 磨性好,适合于高温状态(500-550° C)长期使用,如铝镁合金,压铸,拉伸 模等,FDAC是在H13的基础上加入易 切削元素"S",可保证在预硬HRC42± 2时保持良好的加工性能,但耐热性, 韧性及耐磨性,耐蚀性有所降低
材料特性及建议使用范围
冷作模具钢系列,具有耐磨性好,硬 度高,热处理变形小等特点,一般用 于耐磨块,导轮,垫片等
特点同于O1,但硬度,耐磨性较O1更 佳
第 3 页,共 3 页
第 1 页,共 3 页
常用塑胶模具钢材使用标准
国标编 号
标准牌号 一胜百8407
简称牌号 ASSAB-8407
产 地
厚度(δ)
瑞典 δ≤400MM
德胜2344
1.2344
德国 δ≤600MM
LKM2344ESR
LKM-2344ESR 龙记 δ≤400MM
H13
日立FDAC
HITACHI-FDAC 日本 δ≤400MM
抚顺 δ≤90MM
4Cr13NiV (S136/S136H)
420/420H
抚顺 δ≤200MM
抚顺
δ=200400MM
大同NAK80
DAIDO-NAK80 日本 δ≤510MM
NAK80
10Ni3MnCuAl
塑胶模具设计规范-1
一:材料规格选取:1.模仁材料:1.1.产品为高亮面,模仁中有斜销、滑块等结构,产品表面需咬花,采用STAVAX S136,热处理硬度45~52 HRC1.2.产品为亮面,且加工中需要放电结构较多,采用日本大同NAK80,硬度为HB 370~4001.3.对于快速模具,模仁材料通常选用P20,对于有亮面要求的选用国产NAK80 即可2.模仁尺寸:1.1厂内常用规格为有两种:120mm*160mm, 对应模架规格为2025(A=50,B=90),模腔深度为:24.5mm;150mm*210mm, 对应模架规格为2530(A=50,B=90),模腔深度为:24.5mm;150mm*250mm, 对应模架规格为2535(A=50,B=90),模腔深度为:24.5mm;如需特殊规格,根据实际情况决定1.2规格选用:模仁边缘距产品(包含骨架)尺寸需大于25mm;模仁厚度T与产品区深度H,T≧2H。
二. 骨架设计规范1. 后制程有喷涂制程的设计要点1.1.key外形尺寸调整:喷涂镭雕KEY的表面必须预留喷涂厚度,一般喷每涂XY方向单边预留0.01mm(总预留0.02mm),Z方向预留0.015mm, (客户有特殊要求除外)。
3D绘图时直接扣除,后续放电加工直接按图面加工到位即可!1.2.key间距及堆列柱位置定义.Key与key之间的间距需要大于key高度.堆列柱与key之间的间距需要大于堆列柱的高度.1.3.若产品表面喷涂为高亮要求,产品顶面与侧边交界处需要作不等圆角.为(1.5~1.2)*0.4mm,顶面为1.5~1.2mm, 侧边为0.4mm.2. 后制程有印刷制程的设计要点2.1.不可有任何凸出物高于印刷面,防止凸出物刮伤网板,3.确定进(出)胶方式:按键类产品须有进胶口和出胶口,其方式主要有直接进(出)胶和搭接进(出)胶两种,进胶方式决定于产品结构:①, 产品侧边允许有毛边,或者产品周边有裙边,通常采用直接进胶.②, 产品侧边不允许有毛边,且无裙边的产品通常采用搭接进胶.C.进(出)胶位置及数量:①按键类产品如果进(出)胶选择在长边,长边尺寸小于14mm,尽量做1个进胶1个出胶的方式;(进出胶需错位) 长边尺寸大于14mm,可采用1个进胶2个出胶的方式;②按键类产品如果进(出)胶选择在短边, 采用1个进胶1个出胶的方式即可.(进出胶无需错位)③对于圆环型产品需要做1进3出,分别均匀分布在产品四周.D. 进(出)胶口尺寸:㈠对于直接进出胶:进(出)胶口宽度尺寸设计,视KEY的形状而定,通常进胶比出胶口大0.5~1.0mm。
模具钢材硬度
LKM 2344 材料均匀,全方位性质佳,可作高 适用于铝、锌合金压铸模、塑胶 退火约HB225 ESR 光洁度塑胶模具。 硬模。 LKM 2344 高韧性热模钢,抗冲击强度优于 退火约HB225 SUPER 300J。 LKM 2510 退火约HB230 淬透性和耐磨性良好。 LKM 2379 退火约HB255 高耐磨性铬钢。 LKM 2767 退火约HB262 适用于铝、锌合金压铸模、塑胶 硬模。 适用于冷压加工、冲裁模、冲头 及剪切片模。 适用于冷挤压成形、拉伸模、啤 不锈钢片、冲裁模。
钢材特性
一般用途
一胜百冷作钢材
钢料编号 硬度 钢材特性 一般用途 热处理
CALMAX 635
淬火:950-970℃(气冷) 极佳的韧性及耐磨性,淬透及焊接 性好,可火焰硬化至HRC56-60, 适用于抵抗黏着磨损之模具,如 退火约HB200 淬硬层达5mm 厚。 添加增强剂之塑胶模。 回火: 180-600℃
预硬HB280320
预加硬,防酸及抛光性能良好。
适合酸性一般PA、POM未添加 阻燃剂之热塑性塑胶及要求良好 抛光的模具。
LKM 2316 退火约HB250 LKM 2316H LKM 2316H ESR 预硬HB265320 预硬HB265320
可加硬至约HRC47, 抗腐蚀性效果 适合高酸性塑胶的模具。 特佳。 预加硬,抗腐蚀效果特佳。 适合高酸性塑胶的模具。
LKM 2711 LKM 808E LKM 420 LKM 420H LKM 420HM
防酸性及抛光性能良好,可加硬至 适合酸性一般PA、POM未添加 LKM 2083 退火约HB240 约HRC52, 提高抛光性、耐磨性及/ 阻燃剂之热塑性塑胶及要求良好 或耐腐蚀性。 抛光的模具。
常用模具材料硬度
抗腐蚀
镜面 2316H 420 1.2316 HRC30-35
模钢
2316
1.2316 HRC22-25 HRC45-47
未预硬钢材,需淬火或氮化加硬,用于防酸性,耐腐蚀和高光洁镜面,高精密模具,模具寿命可达50万次 以上 无需淬火,预硬抗腐蚀镜面模钢,用于一般镜面模及防酸性极强塑胶模
抗腐蚀镜面模钢,用于一般镜面模及防酸性极强塑胶模,如PVC的模具
适用于需快速冷却的模芯和镶件
用于耐磨,自润滑模具配件
用于耐磨,自润滑模具配件 用于司套等模具配件 用于电蚀铜公,运水堵头
用于鞋模,塑胶样板模
6061-T6
用于鞋模,塑胶样板模
轴承钢 GCr15 弹簧钢 备注:热处理价格10元/Kg.
HRC16
用于模架导套及耐磨轴套等
预硬钢材,无需再淬火,可氮化加硬,用于一般模具 预硬钢材,无需再淬火,可氮化加硬,用于低要求模具或模架,模具寿命可达15万次
WY718 P20
WY2311
HRC30-35 HRC30-35
预硬钢材,无需再淬火,可氮化加硬,用于低要求模具或模架 预硬钢材,无需再淬火,可氮化加硬,用于低要求模具或模架
2767
738H 738
P20+Ni
1.2738 HRC35-40 1.2738 HRC30-35
预硬钢材,无需再淬火,不可氮化,用于一般模具,模具寿命可达30万次 预硬钢材,无需再淬火,可氮化加硬,用于一般模具,模具寿命可达30万次
2311
P20
塑胶模
钢 进口P20
1.2311 HRC30-35 HRC30-35
2083H
1.2083 HRC30-35
预硬,无需淬火,防酸性及抛光性能良好,用于酸性塑料及要求良好抛光的模具