常见钢的淬火硬度
淬火硬度hrc62
淬火硬度hrc62全文共四篇示例,供读者参考第一篇示例:淬火硬度是一种表征材料硬度的重要指标,它反映了材料在淬火过程中获得的硬度水平。
在工程材料中,淬火硬度通常以HRC(硬度洛氏硬度)为单位进行表示,HRC62表示材料的硬度为62HRC。
HRC62的硬度水平处于中高水平,适用于对材料硬度要求较高的场合。
淬火硬度的提高可以通过控制淬火工艺参数来实现,例如淬火温度、保温时间、冷却速率等。
在淬火过程中,材料会受到快速冷却的作用,使其组织发生相变,从而提高硬度。
HRC62的硬度水平意味着材料经过淬火后能够获得较高的硬度,有较好的耐磨性和耐腐蚀性。
在实际工程中,HRC62的硬度通常应用于一些对材料硬度要求较高的零部件上,例如汽车发动机零部件、工程机械零部件、刀具等。
这些零部件需要具备较高的耐磨性和耐腐蚀性,以确保其在长期使用过程中不易发生磨损或腐蚀而导致失效。
HRC62的硬度水平还可以通过其他方式来实现,例如表面淬火、渗碳淬火等。
表面淬火是一种将薄层表面淬火以提高硬度的方法,适用于对零部件表面硬度要求较高的场合。
渗碳淬火则是通过在材料表面渗入碳元素再进行淬火,以提高表面硬度和耐磨性。
HRC62的硬度水平代表了材料具有一定的硬度和耐磨性,适用于对材料硬度要求较高的场合。
在工程中,我们可以通过控制淬火工艺参数或采用其他方式来实现HRC62的硬度水平,以满足不同零部件的硬度要求。
淬火硬度是实现材料硬度提高的一种有效方法,有助于提高材料的使用寿命和可靠性。
第二篇示例:淬火是一种金属热处理工艺,通过在高温下迅速冷却金属,使其获得一定的硬度和韧性。
淬火硬度是评价金属硬度和抗拉强度的一个重要指标,通常用HRC单位来表示。
HRC62是一种较高的淬火硬度,表明金属具有较高的硬度和抗磨损性能。
淬火硬度HRC62的金属通常包括碳素钢、合金钢、不锈钢等。
这些金属在经过淬火处理后,表面硬度可达HRC62以上,具有较高的耐磨性,适用于制造各种工具、模具、机械零件等高强度要求的产品。
80钢的淬火硬度
80钢的淬火硬度80钢是一种高质碳结构钢,其淬火硬度在工业领域中得到广泛应用。
本文将介绍80钢的淬火硬度概念,影响因素,以及在实际应用中的优势,同时还为大家提供如何提高80钢淬火硬度的方法。
一、80钢的淬火硬度概念介绍80钢的淬火硬度是指在钢的热处理过程中,通过淬火工艺使钢的晶粒细化,从而提高钢的硬度。
淬火硬度通常用硬度值(HB)或布氏硬度(HBW)表示。
80钢在淬火后,其硬度可以达到HBW 160-220。
二、80钢淬火硬度的影响因素1.淬火温度:淬火温度是影响80钢淬火硬度的重要因素。
一般来说,淬火温度越高,钢的硬度越高。
但过高的淬火温度会导致钢的韧性降低,影响其使用寿命。
2.保温时间:保温时间是指钢在淬火过程中保持在高温状态的时间。
适当的保温时间可以使钢的晶粒充分细化,提高硬度。
然而,过长的保温时间可能导致晶粒长大,降低硬度。
3.冷却速度:冷却速度对80钢的淬火硬度也有很大影响。
快速冷却可以使钢的晶粒细化,提高硬度。
反之,慢速冷却会导致晶粒长大,降低硬度。
三、80钢淬火硬度在实际应用中的优势1.高硬度:80钢在淬火后具有较高的硬度,可以提高钢的耐磨性,延长零件的使用寿命。
2.良好的韧性:80钢在淬火过程中,晶粒细化,使其具有良好的韧性,能承受较大的冲击和弯曲应力。
3.提高强度:80钢淬火后,晶粒细化,有效面积增大,从而提高钢的强度。
四、如何提高80钢的淬火硬度1.合理选择淬火温度:根据零件的具体要求,选择合适的淬火温度,使钢的硬度达到最佳。
2.控制保温时间:在保证零件充分淬火的前提下,适当控制保温时间,避免过长导致晶粒长大。
3.优化冷却速度:采用适当的冷却速度,如快速水冷,以使钢的晶粒细化,提高硬度。
五、总结80钢的淬火硬度是一个重要的性能指标,通过调整淬火工艺参数,可以提高80钢的淬火硬度,从而提高零件的耐磨性、韧性和强度。
20钢硬度热处理前后的硬度
20钢硬度热处理前后的硬度热处理是一种常见的金属材料加工技术,通过对金属材料进行加热和冷却来改变其组织结构,从而改变其性能,包括硬度。
在热处理过程中,金属材料的硬度会发生变化,下面我将以20钢为例,详细介绍其热处理前后的硬度变化。
20钢是一种碳钢,钢中含有约0.2%的碳元素,具有较高的强度和韧性。
热处理可以通过控制加热温度和冷却速率,改变钢的组织结构,进而改变其硬度。
热处理主要包括退火、正火、淬火和回火。
在热处理前,20钢的硬度通常较低,大约在100HBS左右。
这是由于在冷却过程中,钢的组织结构未经过调整和调控,导致组织结构较为松散,硬度较低。
为了提高20钢的硬度,可以进行以下热处理过程。
首先,进行退火处理。
退火可以通过加热和缓慢冷却来改善钢的组织结构,从而降低硬度。
将20钢加热到800-900℃,保持一段时间,然后缓慢冷却。
退火后,20钢的硬度会有所降低,但仍然保持可加工性和韧性。
接下来,进行正火处理。
正火是指将钢加热到临界温度以上,在空气中自然冷却,使钢的组织结构得到一定的调整和改善。
正火可以提高20钢的硬度,使其适用于一些对强度要求较高的场合。
正火处理后,20钢的硬度通常会达到150-200HBS左右。
然后,进行淬火处理。
淬火是通过将钢迅速加热到临界温度以上,然后迅速冷却以实现较高的硬度要求。
淬火可以使20钢的组织结构变得更加紧密,硬度显著提高。
淬火后的20钢通常具有更高的硬度,可达到200-300HBS或更高。
最后,进行回火处理。
回火是指将淬火后的20钢再加热到较低的温度,在特定温度下保持一段时间,然后冷却。
回火可以改变淬火后的钢的组织结构,从而调整其硬度和韧性。
回火后的20钢通常具有更为适宜的硬度和韧性。
总结起来,热处理可以显著改变20钢的硬度。
通过退火、正火、淬火和回火等热处理过程,钢的组织结构得到调整和改善,硬度得到提高。
热处理前的20钢硬度一般较低,而经过适当的热处理后,20钢的硬度可大幅提高,适用于不同场合的要求。
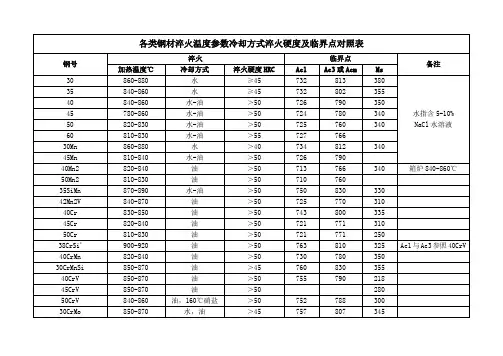
各类钢材淬火温度参数冷却方式淬火硬度及临界点对照表
980
240
CrWMn
820-840
750
940
210
Cr12
960-980
800
1200
70-210
1000℃以下用于 冷冲模
Cr12
1000-1040
>45
Cr12MoV
960-1030
油
>60
810
1200
185
冷冲模用
Cr12MoV
1050-1130
油、160℃硝盐
>45
810
1200
水-油
>50
724
780
340
50
820-830
水-油
>50
725
760
340
60
810-830
水-油
>55
727
766
30Mn
860-880
水
>40
734
812
340
45Mn
810-840
水-油
>50
726
790
40Mn2
820-840
油
>50
713
766
340
箱炉840-860℃
50Mn2
810-830
1050-1150
>50
6W6Mo5Cr4V
1180-1200
820
65Cr4W3Mo2VNb
1120-1170
>52
3Cr2W8V
1050-1120
>45
850
1100
340-370
540-570回火HRC46-49
8Cr3
840-860
>60
常用钢材热处理硬度值参考表
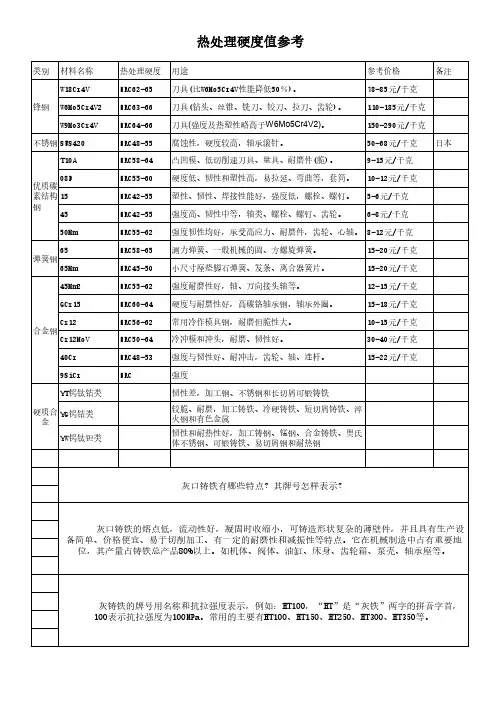
。 用作冲压件、压延件,各类不承受载 荷的覆盖件、渗碳,渗氮、氰化件、制作 各类套筒、靠模、支架
强度、硬度较高,塑性好、焊接性尚 用于受力不大,温度<150℃的低载荷零
30 好,可在正火或调质后使用,适于热锻 件:如丝杆、拉杆、轴键、齿轮、轴套筒
、热压。被切削性良好
等,渗碳件表面耐磨性好,可作耐磨件
HRC55-62 强度韧性均好,承受高应力、耐磨件,齿轮、心轴。 8-12元/千克
HRC58-65 测力弹簧、一般机械的圆、方螺旋弹簧。
15-20元/千克
HRC45-50 小尺寸座垫脚石弹簧、发条、离合器簧片。
15-20元/千克
HRC55-62 强度耐磨性好,轴、万向接头轴等。
12-15元/千克
HRC60-64 硬度与耐磨性好,高碳铬轴承钢,轴承外圈。
最常用中碳调质钢,综合力学性能良 主要用于制造强度高的运动件,如透平机
优
45
好,淬透性低,水淬时易生裂纹。小型 叶轮、压缩机活塞。轴、齿轮、齿条、蜗 件宜采用调质处理,大型件宜采用正火 杆等。焊接件注意焊前预热,焊后消除应
质
处理
力退火
碳
含碳量最高的高碳结构钢,强度、硬度
素
比其他高碳钢高,但弹性略低,其他性 铁道车辆、扁形板弹簧、圆形螺旋弹簧
50-68元/千克 日本
HRC58-64 凸凹模、低切削速刀具、量具、耐磨件(脆)。
9-15元/千克
HRC55-60 硬度低、韧性和塑性高,易拉延、弯曲等,套筒。 10-12元/千克
HRC42-55 塑性、韧性、焊接性能好,强度低,螺栓、螺钉。 5-6元/千克
HRC42-55 强度高、韧性中等,轴类、螺栓、螺钉、齿轮。 6-8元/千克
45号钢淬火标准
45号钢淬火标准
45号钢淬火的标准包括以下步骤:
1. 推荐热处理温度为850℃正火、840℃淬火、600℃回火,性能为屈服强度≥355MPa。
2. 抗拉强度≥600MPa,伸长率≥16%,断面收缩率≥40%,冲击功为39J。
3. 淬火后硬度大于HRC55(最高可达HRC62)为合格,实际应用的最高硬度为HRC55(高频淬火 HRC58)。
4. 45号钢调质后表面硬度在HRC20~HRC30之间。
5. 45钢淬火硬度在HRC55~58之间,极限值可达HRC62,但不推荐使用,当45钢硬度在HRC50以上,较易出现裂纹。
6. 45号钢淬火后,内部会产生不均应力,导致零件变形。
所以要经过自然时效(室温放置5-10天)或在140°
-160°的时效炉保温2-3天才能使用。
7. 实际应用的最高硬度为HRC55(高频淬火 HRC58)。
45号钢热处理硬度
45号钢热处理硬度
45号钢的热处理硬度调质是有一个硬度范围的,一般在225—297HB之间。
45#钢如果是调质处理,也就是淬火+高温回火,硬度最高应该在297HB,即31~32HRC,这是最理想状态。
一般可能还达不到该值。
45钢淬火,如果用水淬一般能够达到40----60HRC(根据水温及材料的大小),用油淬火一般在30----55HRC 之间(根据材料的厚度大小及淬火油的种类不同)。
在热处理过程中裂开不裂开和达到多少硬度没有关系,和工件的形状及热处理方式等有关系。
中低碳钢一般采用正火。
正火后得到珠光体组织,便于切削加工。
高碳钢,合金钢则采用退火(普通,球化,等温。
)
45钢调质工艺
830 ±10℃,水淬
回火温度℃(±10)布氏硬度HB
650 197~235
570 229~269
530 269~312
840 ±10℃,油淬
回火温度℃(±10)布氏硬度HB
640 197~235
550 229~269
470 269~312
淬火:820-960℃,水冷或油冷
回火:290-610℃,空冷
通常应该在HBS210~269之间。
常用模具材料硬度一览表
墨 黄铜+石
墨 拉力铜
红铜
ASSABPRO 铝合金 DAX-79
6061-T6
1050
1.173 HRC15-19 HRC48-52
HRC45-62 HRC26-33 HRC48-56 HRC36-42
轴承钢 GCR15
弹簧钢 备注:热处理价格10元/KG
HRC16
常用模具材料硬度一览表
适用于需快速冷却的 模芯和镶件
用于耐磨,自润滑模 具配件 用于耐磨,自润滑模 具配件 用于司套等模具配件 用于电蚀铜公,运水 堵头
用于鞋模塑胶样板模
用于鞋模塑胶样板模
用于模架导套及耐磨 轴套等
KUNDA
常用模具材料硬度一览表
材料分类
钢材型号 名称
国际编号
欧洲编号 出厂硬度
常见淬火 硬度
焊后 热处理
S136H
1.2316 HTC29-34
S136H
1.2316 HRC22-25 HRC48-52
2316A 抗腐蚀镜
面模钢
2316
1.2316 HRC30-35 420
1.2316 HRC22-25 HRC45-47
HRC30-35 1.2738 HRC30-35
8407
HRC13-18 HRC50-54
2344 国RC20 HRC50-52
SKD61
HRC20 HRC50-52 H13 1.2344
热作模钢 DH31-S
HRC22 HRC50-52
DAC
HRC22 HRC52-55
材料基本特性和塑胶 模具用途 预硬钢材,无需再淬 火,免氮化加硬,用于 防酸性,耐腐蚀和高光 洁镜面,高精密模具, 模具寿命可达50万次 以上 未预硬钢材,需淬火或 氮化加硬,耐腐蚀和高 光洁镜面,高精密模具 寿命可达50万次以上 无需淬火,预硬抗腐蚀 镜面模钢,用于一般镜 面模及防酸性极强塑 胶模 抗腐蚀镜面模钢,用于 一股镜面模及防酸性 极强塑胶模,如PVC的 模具 预硬,无需淬火,防酸 性及抛光性能良好,用 于酸性塑料及要求良 好抛光的模具 防酸生及抛光性能良 好,用于酸性塑料及要 求良好抛光的模具,如 未添加阴烯剂之 PA,POM等 预硬钢材,无需淬 火,免氮化加硬,用 于一模具,模具寿命 可达50万次 预硬钢材,无需再淬 火,可氮化加硬,用 一一般模具,模具寿 命可达50万次 预硬钢材,无需再淬 火,可氮化加硬,用 于高光洁镜面,精密 模具,模具寿命可达 50万次以上 预硬钢材,无需再淬 火,可氮化加硬,用 于一般光洁面,精密 模具 预硬钢材,无需再淬 火,不可氮化,用于 一般模具,模具寿命 可达30万次 预硬钢材,无需再淬 火,可氮化加硬,用 于一般模具,模具寿 命可达30万次 预硬钢材,无需再淬 火,可氮化加硬,用 于一般模具 预硬钢材,无需再淬 火,可氮化加硬,用 于低要求模具开模 架,模具寿命可达15 万次 预硬钢材,无需再淬 火,可氮化加硬,用 于低要求模具开模架 预硬钢材,无需再淬 火,可氮化加硬,用 于低要求模具开模架 极佳的韧性及冲压能 力,用于高韧性塑胶 硬模,小型斜顶,冷 冲压模及剪切片模
各种材料淬火硬度
一、不锈钢440-C:美国制之优质不锈钢材, 含铬量高达16-18%。
最初被应用於外科手术刀具及船舶业, 耐蚀性及耐恴能力极强。
现更广泛应用於手制刀及优质厂制刀具。
含碳量约1%(440系分A, B, C, 及F级; C级及F级含碳量最高则较少) 经熟处理後可达HRc58之硬度。
154CM:美国制之优质不锈钢材, 铬含量达15%, 钼含量达4%; 故定名为154CM。
乃近代手制刀之一代宗师R.W s 率先所采用。
加工性极优, 耐蚀性, 刀锋耐损性及韧性皆强, 但售价较高, 故只见被应用於手制刀具。
含碳量经热处理後可达HRc60~61之硬度。
ATS-34 : 日本“日立金属工业”针对美制154CM 而开发之优质不锈钢份与154CM相近, 而各方面之性能皆达至154CM之标准, 且犹有过之, 但价格则较廉, 被业内认定为最佳刀一, 现已成为手制及优质厂制刀具应用之主流。
经热处理後可达HRc60~61硬度。
ATS-34:日本“日立金属工业”针对美制154CM 而开发之优质不锈钢, 用料和成份与154CM相近, 而各方面之性能4CM之标准, 且犹有过之, 但价格则较廉, 被业内认定为最佳刀具钢材之一, 现已成为手制及优质厂制刀具应经热处理後可达HRc60~61硬度。
AUS8(8A):日本“爱知制钢” 所开发之优质不锈钢材, 耐蚀性, 刀锋耐损性及韧性皆达优异水平, 多被应用於日本制之具。
AUS 钢种分为10A (含碳量约1%), 8A (含量0.8%) 及6A (含碳量约0.6%) 三种。
8A 经热处理後HR 硬度。
D2:金属机械加工用之耐磨工具钢材D2, 属风硬钢(Air-Hardening steel) ; 被广泛应用砍伐刀或猎刀次制作高达1.5%, 含铬量亦高达11.5%, 经热处理後可达HRc60之硬度, 但相对地廷展性(韧性)较弱, 耐锈能力亦不材表面亦难作镜面磨光处理。
Hi-Speed Tool Steel (高速工具钢):高度加工制成成之工具钢材, 含碳量高, 而含铬量则低(约4%), 故打磨钢材表面之光泽较暗, 经热处理後2之高硬度, 但耐锈性能不甚佳。
常用钢热处理淬火回火温度对照表格
常用钢号热处理淬火回火温度对照表生产经验常用钢号热处理淬火回火温度对照表;热处理工作十五年的经验总结;此为实际生产所用;可能与教科书太一样;生产经验;仅做参考..以下HB代表布氏硬度值;HRC代码洛氏硬度C标尺..1.45 淬火温度830℃水冷硬度要求HB229-269 回火温度570 硬度要求HB197-235;回火温度6202.40Cr 淬火温度850℃油冷硬度要求HB260-300;回火温度520 硬度要求HB229-269;回火温度580 硬度要求HB197-235;回火温度6403.35SiMn 淬火温度870℃ 油水冷硬度要求HB330-360;回火温度360 硬度要求HB260-300;回火温度500 硬度要求HB229-269;回火温度560 硬度要求HB197-235;回火温度6204.35CrMo 淬火温度870℃ 油水冷硬度要求HB330-360;回火温度360 硬度要求HB260-300;回火温度500 硬度要求HB229-269;回火温度560 硬度要求HB197-235;回火温度6205.30Cr2Ni2Mo 淬火温度870℃油冷硬度要求HB290-341;回火温度560 硬度要求HB260-300;回火温度600 硬度要求HB229-269;回火温度6406.34Cr2Ni2Mo 淬火温度870℃油硬度要求HB290-341;回火温度560硬度要求HB260-300;回火温度600硬度要求HB229-269;回火温度640B290-341;回火温度560 硬度要求HB260-300;回火温度600 硬度要求HB229-269;回火温度6408.34CrMo1A 淬火温度870℃ 油冷硬度要求HB260-300;回火温度590 硬度要求HB229-269;回火温度6309.35CrMoSi 淬火温度930℃ 油冷硬度要求HB260-300;回火温度600 硬度要求HB229-269;回火温度64010.38CrMoA1 淬火温度930℃ 油冷硬度要求HB260-300;回火温度600 硬度要求HB229-269;回火温度69011.40CrMnMo860℃油硬度要求HB330-360;回火温度480硬度要求HB290-341;回火温度520硬度要求HB260-300;回火温度580硬度要求HB229-269;回火温度64012.40CrNiMo 淬火温度860℃ 油冷硬度要求HB330-360;回火温度480 硬度要求HB290-341;回火温度520 硬度要求HB260-300;回火温度580 硬度要求HB229-269;回火温度64013.40CrNi2MoA 淬火温度860℃ 油冷硬度要求HB330-360;回火温度480 硬度要求HB290-341;回火温度520 硬度要求HB260-300;回火温度580 硬度要求HB229-269;回火温度64014.45CrMnMo 淬火温度860℃ 油冷硬度要求HB330-360;回火温度480 硬度要求HB290-341;回火温度520 硬度要求HB260-300;回火温度580 硬度要求HB229-269;回火温度640回火温度62016.42CrMo 淬火温度860℃ 油冷硬度要求HB290-341;回火温度450硬度要求HB260-300;回火温度580;500齿圈硬度要求HB229-269;回火温度620 硬度要求HB197-23 5;回火温度65017.40MnB 淬火温度850℃ 油冷硬度要求HB260-300;回火温度45018.50Mn 淬火温度830℃ 油水冷硬度要求HB290-341;回火温度480 硬度要求HB260-300;回火温度550 硬度要求HB229-269;回火温度60019.50SiMn 淬火温度850℃ 油冷硬度要求HB260-300;回火温度600 硬度要求HB229-269;回火温度64020.5CrMnMo 淬火温度850℃ 油冷硬度要求HB290-341;回火温度560 硬度要求HB260-300;回火温度620 硬度要求HB229-269;回火温度67021.5CrNiMo 淬火温度850℃ 油冷硬度要求HB290-341;回火温度520 硬度要求HB260-300;回火温度620 硬度要求HB229-269;回火温度67022.55 淬火温度800℃ 油水冷硬度要求HB290-341;回火温度480 硬度要求HB260-300;回火温度560 硬度要求HB229-269;回火温度600 硬度要求HB197-235;回火温度67023.60CrMnMo 淬火温度850 油冷硬度要求HB290-341;回火温度590 硬度要求HB260-300;回火温度650 硬度要求HB229-269;回火温度670300;回火温度640 硬度要求HB229-269;回火温度670 硬度要求HB197-235;回火温度71025.GCr9 淬火温度850℃ 油冷硬度要求HB290-341;回火温度580 硬度要求HB260-300;回火温度640 硬度要求HB229-269;回火温度670 硬度要求HB197-235;回火温度71026.GCr6 淬火温度840℃ 油冷硬度要求HB290-341;回火温度580 硬度要求HB260-300;回火温度640 硬度要求HB229-269;回火温度670 硬度要求HB197-235;回火温度71027.Cr12MoV 淬火温度1100℃ 油冷硬度要求HB229-269;回火温度71528.15CrMo 淬火温度880℃ 水空水硬度要求HB197-235;回火温度58029.20CrMo 淬火温度880℃ 水空水硬度要求HB197-235;回火温度60030.20CrNi 淬火温度880℃ 水空水硬度要求HB197-235;回火温度60031.20CrMnMo 淬火温度880℃ 水空水硬度要求HB197-235;回火温度60032.1Cr13 淬火温度1050℃ 油冷硬度要求HB330-360;回火温度480 硬度要求HB229-269;回火温度680 硬度要求HB197-235;回火温度71033.2Cr13 淬火温度1050℃ 油冷硬度要求HB330-360;回火温度480 硬度要求HB229-269;回火温度660 硬度要求HB197-235;回火温度690-269;回火温度660 硬度要求HB197-235;回火温度69035.4Cr13 淬火温度1050℃ 油冷硬度要求HB330-360;回火温度480 硬度要求HB229-269;回火温度660 硬度要求HB197-235;回火温度69036.50SiMnMoV 淬火温度850℃ 油冷硬度要求HB260-300;回火温度640 硬度要求HB229-269;回火温度680 硬度要求HB197-235;回火温度70037.9Cr2Mo 淬火温度850℃ 油冷硬度要求HB260-300;回火温度630 硬度要求HB229-269;回火温度66038.37SiMn2MoV 淬火温度870℃ 油冷硬度要求HB260-300;回火温度66039.45MnMo 淬火温度870℃ 油冷硬度要求HB197-235;回火温度65040.3Cr2W8V 淬火温度1050℃ 油冷 HRC50-54600-65041.W18Cr4V 淬火温度1260℃ 油冷 HRC58-60560三次回火42.W9Cr4V2 淬火温度1260℃ 油冷 HRC58-60560三次回火。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
油或熔盐
64~66
540~590
60~65
W6Mo5Cr4V2(高速钢)
1225~1235
油或熔盐
63~66
540~580
≥63
1Cr13(不锈钢)
950~1050
油
40.7~42.6
540~650
21.3~32.4
2Cr13(不锈钢)
980~1065
油
47~49
500~600
25~40
150~170
61~65
29
46
5CrNiMo(热作模具钢)
840~860
油
58~62
500~550
400~480
38~41
42~46
60Mn(弹簧钢)
820~840
油或水
≥55
380~420
40~45
20
36
3Cr2W8V(热作模具钢)
1130~1150
油
49~56
550~650
48~52
W18Cr4V(高速钢)
油
≥55
600~680
47
69
40Cr(调质钢)
840~870
油淬或水淬油冷
54~59
560~580
28~32
22
38
40MnVB(调质钢)
840~870
油或水
54~59
500~600
28~32
40CrMnMo(调质钢)
840~850
油
54~59
630~650
30~35
40
58
35CrMnSiA
880~900
42~47
32
51
CrWMn(工具钢)
830~850
油或硝盐
63~65
150~250
62~64
60Si2Mn(弹簧钢)
860~880
油或水
≥60
410~460
45~50
22
38
GCr15(轴承钢)
830~860
油
62~66
150~170
61~65
15
28
GCr15SiMn(轴承钢)
820~860
油
≥62
≥50
5CrMnMo(热作模具钢)
830~870
油
58~62
490~640
30~47
9Mn2V(冷作模具钢)
790~815
油
≥62
150~260
62~57
33
52
9CrSi(工具钢)
860~870
油、硝盐
62~64
150~250
58~62
Cr12(冷作模具钢)
980~1000
油
63~65
200~540
3Cr13(不锈钢)
1020~1050
油
52~55
540~560
39~46
4Cr13(不锈钢)
1050~1100
油
56~60
200~300
≥50
HT200(灰铸铁)
830~870
油或水淬油冷
≥45
ZG310-570(铸钢)
830~850
水淬或水淬油冷
≥50
ZG340-640(铸钢)
790~810
水淬或水淬油冷
61~54
Cr12MoV(冷作模具钢)
980~1050
油
63~65
200
500
≥60
≥58
4Cr9Si2(气阀钢)
1000~1050
油
58~63
700~750
28~35
常见钢的淬火硬度
63~65
160~300
60~63
20CrMnMo(渗碳后)
810~830
油
58~63
180~200
心:26
25
42
20Cr(渗碳后)
770~820
油淬或水淬油冷
58~64
160~200
心:22~30
10
20
20CrMnTi(渗碳钢)
820~850
油
≥55
180~200
38CrMoAlA(渗氮后)
930~950
钢号
淬火温度/℃
冷却介质
淬火硬度HRC
回火温度/℃
回火硬度HRC
临界淬火直径
静油
20℃水
15、20(渗碳后)
780~800
水
≥59
35(调质钢)
850~890
盐水
48~55
480~500
28~32
45(调质钢)
820~850
水工具钢)
780~830
水或盐水
油
≥45
35CrMo(调质钢)
820~850
油
52~56
520~560
35~30
25
42
42CrMo(调质钢)
850~860
油
55~59
220~650
58~28
40
58
45Mn2(调质钢)
810~840
油
57~63
500~550
30~35
25
42
50CrVA(弹簧钢)
850~890
油
≥52
400~500