常用钢热处理硬度一览表
常用钢材淬火硬度表

常用钢的淬火温度和淬火后的硬度钢9 U( C7 n. q& P, X9 @/ p号加热温度/℃冷 却 剂淬火后硬度(≥)/HRC15,20(渗碳后)780~800水5935870盐水5045820~850水或盐水50T7~T12770~800水淬或水淬油冷6020CrMnMo(渗碳后)840~860油5520Cr(渗碳后)790~820油淬或水淬油冷5520CrMnTi(渗碳后)850~870油5538CrMoAlA(渗氮后)930~950油5540Cr840~860油淬或水淬油冷5040MnVB830~850油4540CrMnMo850~870油5235CrMoSiA880~900油4535CrMo830~860油4542CrMo840~860油4545Mn2820~860油4550CrVA850~870油52CrWMn830~850硝盐60820~840油6060Si2Mn840~870油60GCr15830~850油60GCr15SiMn820~840油605CrNiMo830~850油5265Mn790~820油553Cr2W8V1050~1100油50W18Cr4V1260~1300油或熔盐63W6Mo5Cr4V21210~1240油或熔盐631Cr13980~1050油352Cr13980~1050油453Cr13980~1050油474Cr13980~1050油52HT200830~870油或水淬油冷45ZG310-570830~850水淬或水淬油冷50ZG340-640790~810水淬或水淬油冷505CrMnMo850~870油529Mn2V790~810油609SiCr850~870油、硝盐60Cr12980~1020油60Cr12MoV980~1020油601080~113042注:1)一般工件取中间温度,大型工件或箱式炉加热的调质件可取上限温度,复杂易变形工件可取下限温度,甚至可采用亚温Ac3±10℃淬火。
常用热处理参数及硬度对照表
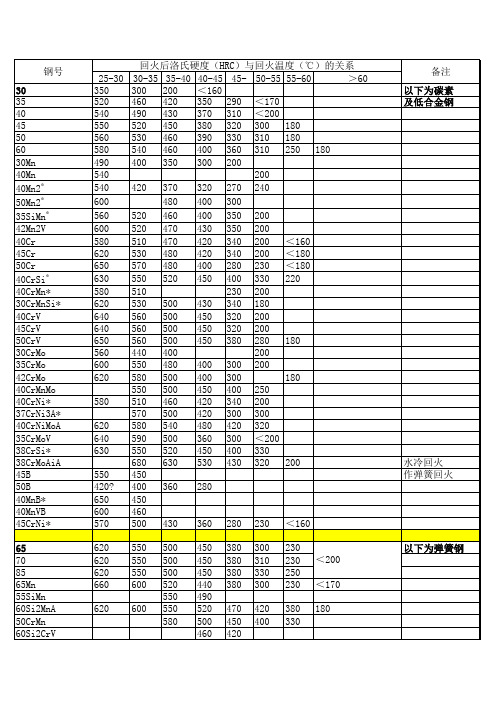
常用热处理参数及硬度对照表25-3030-3535-4040-4545-5050-5555-60>6030350300200<16035520460420350290<17040540490430370310<2004555052045038032030018050560530460390330310180605 8054046040036031025018030Mn 49040035030020040Mn 54020040Mn2*54042037032027024050Mn2*60048040030035SiM n *56052046040035020042Mn2V 60052047043035020040Cr 580510470420340200<16045Cr 620530480420340200<18050Cr 650570480400280230<18040CrSi *63055052045040033022040CrMn*58051023020030CrMnSi*62053050043034018040CrV 64056050045032020045CrV 64056050045032020050CrV 65056050045038028018030CrMo 56044040020035CrMo 60055048040030020042CrMo 62058050040030018040CrMnMo 55050045040025040CrNi*58051046042034020037CrNi3A*5705 0042030030040CrNiMoA620580540480420320钢号回火后洛氏硬度(HRC)与回火温度(℃)的关系35CrMoV640590500360300<20038CrSi*63055052045040033038CrMoAiA68063053043032020045B55045050B420?40036028040MnB*65045040MnVB60046045CrNi*570500430360280230<160 65620550500450380300230706205505004503803102308562055050045038033025065Mn660600520440380300230<170 55SiMn55049060Si2MnA62060055052047042038018050CrMn58050045040033060Si2CrV46042030W4Cr2VAGCr6550500460400300250<200 GCr9550500460410350270<180 GCr15680580530480420380270<180 GCr9SiMn420350280<200 GCr15SiMn480420350280<180 Cr6WV700650600540450250<180T7(A)580530470420370320250T8(A)580530470420370332250 T10(A)580540490430380340250 T12(A)580540490430380340250<160<200<200550-650℃回火9Mn24003402809Mn2V 500400320250Cr26005304804203202309Cr2Mo(W)9SiCr 6706205805204503803001006SiCr 630590530450380280<200Cr 580530480420350280<200SiCr 440370<250CrMn 590540490430340280<180CrWMn 640600540480420350280170Cr12650600520470250 750700650600550Cr12MoV740670620570530380<180700710650610550(二次硬化峰值对应回火温度)W 350300240W?330280220CrW5620550500450400320270<2009CrWMn 620570520470370250<1806SiMnV 6005304704005CrMnMo 580520470380250<2005CrNiMo 700640550450380280<2003Cr2W8V 700630540<2008Cr3610580510440330200Cr4W2MoV 300220W18Cr4V720700680650<200<180700±10,工频淬后,700系调质温度<160550±10℃(三次回火)W9Cr4V2670640W12Mo3Cr4V3Co5SiW12Mo9Cr4VCo8W6Mo5Cr4V2W6Mo5Cr4V3AlW9Cr4V2Co10W10Cr4V5Co51Cr135805505002Cr13600560520450<4003Cr13620600570540<5004Cr13630610580550500<4009Cr185********<150Cr18560300250<2001Cr17Ni2650-700550230-50015/20渗碳后350280220<16015Cr/20Cr渗碳后380330240<18020CrMnTi渗碳后240<18020CrMnMo渗碳后240<18012CrNi4(A)渗碳后40031024018Cr2Ni4W(A)渗碳后240<20020MnTiB渗碳后240<18030CrMnTi渗碳后240<18035CrMnTi<180ZG35ZG45ZG55400340280180参看序号4参看序号6560±10℃(二次或三次回火)550±10℃(三次回火)570±10℃(三次回火)570±10℃(三次回火)ZGMnB 600-650350-400500-550450ZG40Mn ZG40Cr注:3)80号钢的550±10℃二次回火系1030±10℃淬火作热冲模;中下限温度为冷冲模淬火,仅低温回火。
钢材热处理硬度标准
钢材热处理硬度标准
一、低碳钢
低碳钢是指碳含量较低的钢材,其热处理硬度标准通常在HRC (Rockwe11硬度)标度下进行评估。
以下是低碳钢热处理硬度标准的一般范围:
1.软态(软退火):HRC20-30
2.中态(退火):HRC30-45
3.硬态(正火):HRC45-60
4.过热(淬火):HRC60-75
5.回火:根据回火温度的不同,硬度会有所变化,回火温度越高,硬度越低。
二、中碳钢
中碳钢是指碳含量适中的钢材,其热处理硬度标准范围较广。
以下是中碳钢热处理硬度标准的一般范围:
1.软态(软退火):HRC20-30
2.中态(退火):HRC30-45
3.硬态(正火):HRC45-65
4.过热(淬火):HRC65-80
5.回火:根据回火温度的不同,硬度会有所变化,回火温度越高,硬度越低。
三、高碳钢
高碳钢是指碳含量较高的钢材,其热处理硬度标准通常在HRC标
度下进行评估。
以下是高碳钢热处理硬度标准的一般范围:
1.软态(软退火):HRC20-30
2.中态(退火):HRC30-45
3.硬态(正火):HRC45-70
4.过热(淬火):HRC70-85
5.回火:根据回火温度的不同,硬度会有所变化,回火温度越高,硬度越低。
需要注意的是,具体的热处理硬度标准可能会因不同的钢材类型、制造工艺和应用要求而有所差异。
在实际操作中,应根据具体的钢材类型和制造要求来确定热处理工艺和硬度标准。
常用钢材淬火硬度表

淬火温度和淬火后的硬度钢9 U( C7 n. q& P, X9 @/ p 号加热温度/℃冷却 剂淬火后硬度(≥)/HRC 15,20(渗碳后)780~800水59 35870盐水50 45820~850水或盐水50 T7~T12770~800水淬或水淬油冷6020CrMnMo (渗碳后)840~860油5520Cr(渗碳后)790~820油淬或水淬油冷55 20CrMnTi (渗碳后)850~870油55A(渗氮后)930~950油5540Cr840~860油淬或水淬油冷50 40MnVB83 0~850油4540CrMnMo 850~870油5235CrMoSi A880~900油45 35CrMo83 0~860油4542CrMo84 0~860油4545Mn2820~860油4550CrVA85 0~870油52 CrWMn830~850硝盐60 820~840油6060Si2Mn8 40~870油60 GCr15830~850油60GCr15SiM n820~840油60 5CrNiMo8 30~850油52~820油553Cr2W8V1 050~1100油50 W18Cr4V1 260~1300油或熔盐63 W6Mo5Cr4 V21210~1240油或熔盐63 1Cr13980~1050油352Cr13980~1050油453Cr13980~1050油474Cr13980~1050油52HT200830~870油或水淬油冷45ZG310-570830~850水淬或水淬油冷50ZG340-640790~810水淬或水淬油冷505CrMnMo8 50~870油529Mn2V790~810油60~870油、硝盐60 Cr12980~1020油60Cr12MoV9 80~1020油60 1080~113042注:1)一般工件取中间温度,大型工件或箱式炉加热的调质件可取上限温度,复杂易变形工件可取下限温度,甚至可采用亚温Ac3±10℃淬火。
常用热处理参数及硬度对照表
700 650 600 540 450 250 <180
以下为工具钢、
580 580
530 470 530 470
420 420
370 320 370 332
250 250
<160
模具钢
580 540 490 430 380 340 250
580 540 490 430 380 340 250 <200
>60
550-650℃回火
备注
GCr6 GCr9 GCr15 GCr9SiMn GCr15SiMn
550 500 460 400 300 250 <200 550 500 460 410 350 270 <180 680 580 530 480 420 380 270 <180
420 350 280 <200 480 420 350 280 <180
680 630 550 450 420? 400 360 650 450 600 460 570 500 430
230 200
430 340 180
450 320 200
450 320 200
450 380 280 180
200
400 300 200
400 300
180
450 400 250
420 340 200
400 340 280
600 530
500 480
400 320 420 320
250 230
<180
700±10,工频淬后,700系调质温度
670 620 580 520 450 380 300 100
630 590 530 450 380 280 <200
580 530 480 420 350 280 <200
常用钢材热处理工艺及硬度

钢号热处理方法热处理T•艺硬度(HB) 15 正火900〜940°C加热保漏,出炉'空冷W14315 渗碳淬火900 T50°C 渗碳:780〜800°C水淬;180〜200乜回火143〜163(心部)15熔碗高频淬火900〜950°C渗碳;高频加热到820〜860*C水180-200°C 回火WI4R(心部)15 氤化淬火830〜85(TC鼠化,油淬;]80〜200°C回火143〜163(心部)35 正火860-R80°C加热,空冷W1R735 汗火840~860°C加热保温,水淬:380〜42(TC回火—45 正火840〜860°C加热:空冷W22945 调质840〜860乜加热,保温,水淬;550〜580°C回火220〜25045 灣火840〜8609加热,保温,水淬;350〜370°CM 火:260〜28O°C|口I火—45 油中淬火830〜850°C加热,保温;油淬;160〜180°C@火(用于截而实体厅度比较薄的形状复杂的冬件,如套环等)—45 岛频淬火高频加热至860〜900C,水淬:220〜250"C回火—45调质髙频淬火扁频加热至860〜9001,水淬;180〜20(TC回火—50 正火840-860°C加热;空冷207〜24150 淬火820〜840°C加热保温,油淬;180〜2209回火—50 调质R20T40°C加热保温,水评:600-620°C 冋火220〜25050调质高频淬火高频加热至840-860*0,水淬;160〜180°C回火20Cr 正火900〜920°C加热;空冷143〜17320Cr 穆碳淬火900〜950°C渗碳;800〜820°C油淬;180〜2009回火N2I220Cr渗碳高频淬火900 "乃U°C渗碳;商频加热到X3U〜XXU°C 乳化液淬火;180〜200°C冋火—18CrMnTi 正火900 -950°C加热:空冷160〜207哽度(HRC)56〜62(表面)56 〜6256 〜6235 〜4042〜47; 48〜5330 〜4045 〜5052-5835 〜4057 〜6256 〜6256、62ISCrMnTi 渗碳淬火 900〜950°C 渗碳;820〜840°C 油淬;180〜200°C 回火240〜300(心部)56 〜6218CrMnTi 渗碳高频淬火 900〜950°C 渗碳;髙频加热到830〜880°C 乳化液淬火;180〜200°C 回火 —56 〜62 40Cr 正火 870〜900°C 加热;空冷179〜229—40Cr 淬火830〜850°C 保温,油淬;350〜370°C回火;180〜200°C 回火— 40〜45; 50〜5540G 调质840〜86(TC 保温,油淬;600〜620°C@火220〜250 — 40Cr 调质高频淬火 离频加热至860〜880°C,乳化液淬火;180〜200C 回火—50 〜55 38CrMoAlA 退火 930〜950°C 保温炉冷W229 — 38CrMoAlA 调质 930〜950°C 保温,油或热水淬;600〜6X(TC 回火 350 — 38CrMoAlA氮化 将调质或正火后的T •件,加热至510〜HV>l000 — T8 退火 750〜770°C 保温后冷至650〜680°C等温,W187 — TX 淬火 760〜780°C 保温,水淬油冷;160〜180°C 回火 — 58 〜63 T10 退火 750〜770°C 保温后冷至6X0〜700°C等温, 随炉冷W197 —T1O 淬火 810〜830°C 保温后,水淬油冷;160〜 ix (rc 回火——T1O 调质 810〜830°C 保温后,水淬油冷;600〜 64(TC 回火200〜230 — T12 退火 750〜770°C 保温后冷至680〜700°C等温,W207 — T12 淬火 810〜830°C 保温,水粹油冷;160〜180°C 回火 —— 61 〜64 T12 调质 810~830°C 保温,水淬油冷;630〜650°C 回火200〜230—9Mn2V 退火 770〜79(TC 保温后随炉冷至3509后空冷W2299Mn2V 淬火 780〜810°C 保温后油冷;]80〜200°C回火;240〜260°C 回火 — 62〜65; 56〜61CrMn 退火 770〜810°C 保温后冷至700〜73(TC等温, 随炉冷 197〜241—CrMn淬火830〜850°C 保温油淬或熔融硝盐if ; 180 〜200°C 回火;320〜360°C 冋火62〜65; 56〜61CrMn 冷处理将淬火后的T•件冷到-801C,硬度可増加HRC1.5〜2(冷处理应不迟于淬火后1小时内进行)—CrWMn 退火770〜790°C保温后冷至6R0〜700°C等温,随炉冷207〜255 —CrWMn 淬火830〜85(TC保温油淬、殓淬或熔融梢盐淬;140 〜160°C 冋火;170 〜200°C 冋火;230〜2809回火—62〜65; 60-62:55 〜60CrWMn冷处理冷却温度为・70°C,硬度可增加HRC0〜1(冷处理应在淬火后1小时内进行)——9SiCr 退火790〜810°C保温后冷至700〜720°C等温、炉冷197〜241 —9SiCr 淬火860〜880°C保温后油淬、殓淬或熔融硝盐淬;140〜160°C回火;160〜1809回火;180〜200°C回火;200〜220°C回火—62〜65; 61〜63;60〜62; 58〜629SiCr 冷处理冷却温度为・70°C,硬度可増加HRC0〜1(冷处理应在淬火后1小时内进行)——W18Cr4V 退火870〜880°C保温后随炉冷207〜255 —W18Cr4V 淬火1260〜13109保温,分级淬火;570°C回火二〜三次—63~66Wl8Cr4V 冷处理冷却温度为・(70〜80°C)(冷处理应在淬火后2小时内进行)———65Mn 退火810〜830°C保温后随炉冷196〜229 —65Mn 淬火790〜820°C 保温油淬;200〜2209回火;370〜400°C回火—55〜60; 42〜485OSi2MnA 淬火860〜880°C保温油淬;400〜4509回火;440〜4609回火—45〜50; 42〜4750CrVA 退火830〜85O°C保温后随炉冷W22550CrVA 淬火840〜860°C保温后油淬;370〜420°C回火—45 〜50 GCrl5 退火790〜8IO°C保温后冷至710〜720°C等温,然后空冷207〜229 ——GCrl5 淬火840〜860°C保温,油淬;180〜2009回火;150〜160°C回火—58〜62; 61 〜65!Crl3 调质1000〜1050°C保温油淬或水淬;520〜560°C回火;580〜620°C|H| 火;630〜660°C|'«l 火260〜330; 21250; 200〜2—。
常用钢材淬火硬度表
常用钢的淬火温度和淬火后的硬度钢牌号加热温度/℃冷却剂淬火后硬度(≥)/HRC15,20(渗碳后)780~800水5935870盐水5045820~850水或盐水50T7~T12770~800水淬或水淬油冷6020CrMnMo(渗碳后)840~860油5520Cr(渗碳后)790~820油淬或水淬油冷5520CrMnTi(渗碳后)850~870油5538CrMoAlA(渗氮后)930~950油5540Cr840~860油淬或水淬油冷5040MnVB830~850油4540CrMnMo850~870油5235CrMoSiA880~900油4535CrMo830~860油4542CrMo840~860油4545Mn2820~860油4550CrV A850~870油52CrWMn830~850硝盐60820~840油6060Si2Mn840~870油60GCr15830~850油60GCr15SiMn820~840油605CrNiMo830~850油5265Mn790~820油553Cr2W8V1050~1100油50W18Cr4V1260~1300油或熔盐63W6Mo5Cr4V21210~1240油或熔盐631Cr13980~1050油352Cr13980~1050油453Cr13980~1050油474Cr13980~1050油52HT200830~870油或水淬油冷45ZG310-570830~850水淬或水淬油冷50ZG340-640790~810水淬或水淬油冷505CrMnMo850~870油529Mn2V790~810油609SiCr850~870油、硝盐60Cr12980~1020油60Cr12MoV980~1020油601080~113042注:1)一般工件取中间温度,大型工件或箱式炉加热的调质件可取上限温度,复杂易变形工件可取下限温度,甚至可采用亚温Ac3±10℃淬火。
2)淬火工件取下限温度,淬油、碱或硝盐分级淬火工件,可取上限温度。
常用热处理参数及硬度对照表
25-3030-3535-4040-4545-5050-5555-60>6030350300200<16035520460420350290<17040540490430370310<20045550520450380320300180505605304603903303101806058054046040036031025018030Mn 49040035030020040Mn 54020040Mn2*54042037032027024050Mn2*60048040030035SiMn *56052046040035020042Mn2V 60052047043035020040Cr 580510470420340200<16045Cr 620530480420340200<18050Cr 650570480400280230<18040CrSi *63055052045040033022040CrMn*58051023020030CrMnSi*62053050043034018040CrV 64056050045032020045CrV 64056050045032020050CrV 65056050045038028018030CrMo 56044040020035CrMo 60055048040030020042CrMo 62058050040030018040CrMnMo 55050045040025040CrNi*58051046042034020037CrNi3A*57050042030030040CrNiMoA620580540480420320钢号回火后洛氏硬度(HRC)与回火温度(℃)的关系35CrMoV 640590500360300<20038CrSi*63055052045040033038CrMoAiA68063053043032020045B 55045050B 420?40036028040MnB*65045040MnVB 60046045CrNi*570500430360280230<16065620550500450380300230706205505004503803102308562055050045038033025065Mn 660600520440380300230<17055SiMn 55049060Si2MnA 62060055052047042038018050CrMn 58050045040033060Si2CrV 46042030W4Cr2VA GCr6550500460400300250<200GCr9550500460410350270<180GCr15680580530480420380270<180GCr9SiMn 420350280<200GCr15SiMn 480420350280<180Cr6WV 700650600540450250<180T7(A)580530470420370320250T8(A)580530470420370332250T10(A)580540490430380340250T12(A)580540490430380340250<200<160<200550-650℃回火9Mn24003402809Mn2V 500400320250Cr26005304804203202309Cr2Mo(W)9SiCr 6706205805204503803001006SiCr 630590530450380280<200Cr 580530480420350280<200SiCr 440370<250CrMn 590540490430340280<180CrWMn 640600540480420350280170Cr12650600520470250 750700650600550Cr12MoV740670620570530380<180700710650610550(二次硬化峰值对应回火温度)W 350300240W?330280220CrW5620550500450400320270<2009CrWMn 620570520470370250<1806SiMnV 6005304704005CrMnMo 580520470380250<2005CrNiMo 700640550450380280<2003Cr2W8V 700630540<2008Cr3610580510440330200Cr4W2MoV 300220W18Cr4V720700680650<200<180<160550±10℃(三次回火)700±10,工频淬后,700系调质温度W9Cr4V2670640W12Mo3Cr4V3Co5Si W12Mo9Cr4VCo8W6Mo5Cr4V2W6Mo5Cr4V3Al W9Cr4V2Co10W10Cr4V5Co51Cr135805505002Cr13600560520450<4003Cr13620600570540<5004Cr13630610580550500<4009Cr185********<150Cr18560300250<2001Cr17Ni2650-700550230-50015/20渗碳后350280220<16015Cr/20Cr渗碳后380330240<18020CrMnTi渗碳后240<18020CrMnMo渗碳后240<18012CrNi4(A)渗碳后40031024018Cr2Ni4W(A)渗碳后240<20020MnTiB渗碳后240<18030CrMnTi渗碳后240<18035CrMnTi<180ZG35ZG45ZG55400340280180550±10℃(三次回火)参看序号4参看序号6570±10℃(三次回火)570±10℃(三次回火)560±10℃(二次或三次回火)ZGMnB600-650350-400500-550450 ZG40MnZG40Cr注:3)80号钢的550±10℃二次回火系1030±10℃淬火作热冲模;中下限温度为冷冲模淬火,仅低温回火。
常用钢热处理硬度一览表
号
参考直径
与厚度
推荐硬度
备注
HB
压痕直径
35
^<10
388-321
3.1-3.4
^<20
321-269
3.4-3.7
030-040
285-229
3.6-4.0
厚度<20板
269-217
3.74.0-4.4
40
0<25
388-321
3.1-3.4
表面淬火硬度HRC>
38
70Si3MnA
44-52
大截面重载弹簧
50CrVA
40-48
大截面重载弹簧活
42-50
3009以下工作的弹
簧
45CrNiMoVA
41-47
弹性轴类
60Si2CrV
50CrMnVA
55SiMnMoV
55SiMnMoB
45-52
大截面重载弹簧
>
56
20C
rMn
Ti
2
0Cr
20Cr
2N
4A
<
4
0.5-0.8
>5
8
12Cr
2N
4A
30C
rMn
Ti
20Cr
2N
4A
4
-6
>0.6
>5
8
12Cr
2N
4A
>
7
0.7-0.8
30C
rMn
Ti
渗碳钢
钢号
推荐硬度
备注
HB
18Cr2Ni4WA
375-311
18Cr2Ni4WA可制造
20Cr2Ni4A
常用热处理参数及硬度对照表
25-3030-3535-4040-4545-5050-5555-60>6030350300200<16035520460420350290<17040540490430370310<20045550520450380320300180505605304603903303101806058054046040036031025018030Mn 49040035030020040Mn 54020040Mn2*54042037032027024050Mn2*60048040030035SiMn *56052046040035020042Mn2V 60052047043035020040Cr 580510470420340200<16045Cr 620530480420340200<18050Cr 650570480400280230<18040CrSi *63055052045040033022040CrMn*58051023020030CrMnSi*62053050043034018040CrV 64056050045032020045CrV 64056050045032020050CrV 65056050045038028018030CrMo 56044040020035CrMo 60055048040030020042CrMo 62058050040030018040CrMnMo 55050045040025040CrNi*58051046042034020037CrNi3A*57050042030030040CrNiMoA620580540480420320钢号回火后洛氏硬度(HRC)与回火温度(℃)的关系35CrMoV640590500360300<20038CrSi*63055052045040033038CrMoAiA68063053043032020045B55045050B420?40036028040MnB*65045040MnVB60046045CrNi*570500430360280230<160 65620550500450380300230706205505004503803102308562055050045038033025065Mn660600520440380300230<170 55SiMn55049060Si2MnA620600550520470420380180 50CrMn58050045040033060Si2CrV46042030W4Cr2VAGCr6550500460400300250<200 GCr9550500460410350270<180 GCr15680580530480420380270<180 GCr9SiMn420350280<200 GCr15SiMn480420350280<180 Cr6WV700650600540450250<180T7(A)580530470420370320250 T8(A)580530470420370332250 T10(A)580540490430380340250 T12(A)580540490430380340250<160<200<200550-650℃回火9Mn24003402809Mn2V 500400320250Cr26005304804203202309Cr2Mo(W)9SiCr 6706205805204503803001006SiCr 630590530450380280<200Cr 580530480420350280<200SiCr 440370<250CrMn 590540490430340280<180CrWMn 640600540480420350280170Cr12650600520470250 750700650600550Cr12MoV740670620570530380<180700710650610550(二次硬化峰值对应回火温度)W 350300240W?330280220CrW5620550500450400320270<2009CrWMn 620570520470370250<1806SiMnV 6005304704005CrMnMo 580520470380250<2005CrNiMo 700640550450380280<2003Cr2W8V 700630540<2008Cr3610580510440330200Cr4W2MoV 300220W18Cr4V720700680650<200<180700±10,工频淬后,700系调质温度<160550±10℃(三次回火)W9Cr4V2670640W12Mo3Cr4V3Co5Si W12Mo9Cr4VCo8W6Mo5Cr4V2W6Mo5Cr4V3Al W9Cr4V2Co10W10Cr4V5Co51Cr135805505002Cr13600560520450<4003Cr13620600570540<5004Cr13630610580550500<4009Cr185********<150Cr18560300250<2001Cr17Ni2650-700550230-50015/20渗碳后350280220<16015Cr/20Cr渗碳后380330240<18020CrMnTi渗碳后240<18020CrMnMo渗碳后240<18012CrNi4(A)渗碳后40031024018Cr2Ni4W(A)渗碳后240<20020MnTiB渗碳后240<18030CrMnTi渗碳后240<18035CrMnTi<180ZG35ZG45ZG55400340280180参看序号4参看序号6560±10℃(二次或三次回火)550±10℃(三次回火)570±10℃(三次回火)570±10℃(三次回火)ZGMnB 600-650350-400500-550450ZG40Mn ZG40Cr注:3)80号钢的550±10℃二次回火系1030±10℃淬火作热冲模;中下限温度为冷冲模淬火,仅低温回火。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
321-269
3.4-3.7
Φ≤50
285-229
3.6-4.0
厚度≤20板
285-241
3.6-3.9
厚度≤40
241-207
3.9-4.2
45
Φ≤25
477-388
2.8-3.1
表面淬火硬度:
Φ≥100时
HRC≥40
Φ≤100时
HRC≥45
HRC≥48
Φ≤40
388-321
3.1-3.4
40Mn2
Φ≤30
477-388
2.8-3.1
表面淬火硬度
HRC≥45
Φ≤50
388-321
3.1-3.4
Φ≤80
321-269
Φ≤120
285-229
合金铸钢
钢号
推荐硬度范围
布氏硬度HB
压痕直径
ZG32MnMo
ZG32MnMo1
321-269
3.4-3.7
285-241
3.6-3.9
255-217
Φ≤80
341-285
Φ≤100
321-269
Φ≤120
302-255
Φ≥120
285-229
30CrMnSiA
35CrMnSiA
388-302
垫圈等
321-269
摩擦片等
285-241
套筒扥
不锈钢
钢号
推荐硬度HB
备注
2Cr13
302-255
3Cr13
4Cr13
341-285
表面淬火硬度:
支撑衬套
HRC≥50
18Cr2Ni4WA可制造发动机曲轴\变速箱主轴\被动轴等
20Cr2Ni4A可造齿轮等
444-341
444-321
钢号
参考直径与厚度
推荐硬度
备注
HB
38CrSi
42CrMo
45CrNi
Φ≤30
477-388
表面淬火硬度:
HRC≥42
HRC≥45
HRC≥48
齿轮类
415-341
带齿发兰盘
388-321
41-49
大截面重载弹簧
70Si3MnA
44-52
大截面重载弹簧
50CrVA
40-48
大截面重载弹簧活300℃以下工作的弹簧
42-50
45CrNiMoVA
41-47
弹性轴类
60Si2CrV
50CrMnVA
55SiMnMoV
55SiMnMoB
45-52
大截面重载弹簧
3.8-4.1
铸钢
钢号
推荐硬度范围
布氏硬度HB
压痕直径
ZG35(ZG270-500)
ZG45(ZG310-570)
ZG55(ZG340-640)
参照碳素中碳钢
参照碳素中碳钢
钢号
模数
m滲
渗碳层厚mm
表面硬度HRC
芯部硬度HRC
渗
碳
12CrNi3A
3.0-4.5
0.6-0.9
≥58
26-40
1.75-2.5
7
1.3-1.7
≥60
8-9
1.3-1.7
≥60
1.6-1.9
1.5-1.8
20CrMnTi
3.5-4.5
0.9-1.3
58-63
33-48
钢号
推荐硬度
GCr15
HRC≥58
GCr9
HRC≥58
钢号
模数
m滲
渗碳层厚mm
表面硬度HRC
碳
氮
共
渗
12CrNi3A
20CrMnTi
20Cr
<4
0.5-0.8
≥56
285-355
弹簧钢
钢号
推荐硬度HRC
备注
65
冷硬钢丝Φ6以下
70
85
36-42
一般用于厚度不大于15的小截面弹簧\薄片或垫圈等
38-48
47-54
60Mn
36-42
制造大尺寸的弹簧\板簧\发条\簧片等
40-48
65Mn
42-50
制造大尺寸的弹簧
60Si2Mn
60SiMnA
41-49
适用于板簧
60SiMnWA
Φ≤60
321-269
3.4-3.7
Φ≤75
285-229
3.6-4.0
厚度≤20板
321-269
3.4-3.7
厚度≤40板
285-229
3.6-4.0
厚度≤60板
241-207
3.9-4.2
50
Φ≤40
477-388
2.8-3.1
钢号
参考直径与厚度
推荐硬度
备注
HB
压痕直径
40Cr
30CrMoA
35CrMo
12CrNi3A
20CrMnTi
20Cr
4-6
≥0.6
≥56
20Cr2Ni4A
12Cr2Ni4A
30CrMnTi
<4
0.5-0.8
≥58
20Cr2Ni4A
12Cr2Ni4A
30CrMnTi
4-6
≥0.6
≥58
≥7
0.7-0.8
渗碳钢
钢号
推荐硬度HB
备注
18Cr2Ni4WA
20Cr2Ni4A
375-311
钢号
参考直径与厚度
推荐硬度
备注
HB
压痕直径
35
Φ≤10
388-321
3.1-3.4
Φ≤20
321-269
3.4-3.7
Φ30-Φ40
285-229
3.6-4.0
厚度≤20板
269-217
3.7-4.1
厚度≤40
229-187
4.0-4.4
40
Φ≤25
388-321
3.1-3.4
表面淬火硬度
HRC≥38
0.5-0.7
≥54
18CrNi4WA
2.75-3.85
0.7-1.0
≥54
4.5
0.8-1.1
≥56
伞齿轮
m≥7.72
0.8-1.
≥54
35-45
20Cr2Ni4A
(12Cr2Ni4A)
5-5.5
1.4-1.7
≥60
35-49
12Cr2
Ni4A:
35-45
1.3-1.6