产品常用钢材热处理硬度的一般要求
通用模具钢材和塑胶材料的特性和用途

46-54HRC 56-60HRC
1.2363
A2/XW10/SKD12
56-60HRC
2 page
博宇常用模具钢材的特性及硬度(三)
材料名 称
1.2379
对应规格
D2/XW41,42/SKD11/SLD/ DC11/K110 D6/XW5/SKD2/K107 SUPERD2/ASSAB88 /DC53/K340 M2/EM2/SKH51/M H51/S600 420/M310ESR/S13 6 420ESR/MOD/S136 ESR
H11ESR/VIDAR SESR/SKD6/W3 00 H11/VIDARS/SK D6//W300ESR
高韧性,适用于中大型压铸模具,也被广泛用于塑胶模具, 比H13类型材料具有更高的韧性及较好的抛光性
具备较高的红硬性,有效抵抗冲蚀及热龟裂,特别适用于中 小型长寿命的金属压铸模以及热锻模具
1 page
热处理 后硬度
26-32HRC
材料性能及用途
广泛用于有抗腐蚀性要求的模具,如型材挤出,吹瓶模, 化妆品及其他一般抛光要求的模仁,也用于高耐腐蚀性模 具的模架 不锈钢材料模架的首选,优良的被加工性,尺寸的稳定性 ,耐腐蚀性 具有高抗腐蚀性以及高镜面抛光要求的模具,如:光学部 品,食品包装,化妆品容器,医药包装,3C电子产品外 壳等等高要求产品,在PVC,PP,PMMA,POM,PTB/PA等塑胶 产品注塑中广泛使用 比2738具有更高硬度,强度以及达到更高的抛光效果 在2311的基础上加了S,提高被加工性,适用于橡胶模具 ,模架材料 良好的抛光及皮纹性能,用于一般的塑胶模具,如办公电 器和家用电器壳类,汽车内饰件外饰件,也可被用于长寿 模架材料。
H13/8402/SKD6 1/DACDHA1/DA C10/W302
钢材热处理硬度标准
钢材热处理硬度标准
一、低碳钢
低碳钢是指碳含量较低的钢材,其热处理硬度标准通常在HRC (Rockwe11硬度)标度下进行评估。
以下是低碳钢热处理硬度标准的一般范围:
1.软态(软退火):HRC20-30
2.中态(退火):HRC30-45
3.硬态(正火):HRC45-60
4.过热(淬火):HRC60-75
5.回火:根据回火温度的不同,硬度会有所变化,回火温度越高,硬度越低。
二、中碳钢
中碳钢是指碳含量适中的钢材,其热处理硬度标准范围较广。
以下是中碳钢热处理硬度标准的一般范围:
1.软态(软退火):HRC20-30
2.中态(退火):HRC30-45
3.硬态(正火):HRC45-65
4.过热(淬火):HRC65-80
5.回火:根据回火温度的不同,硬度会有所变化,回火温度越高,硬度越低。
三、高碳钢
高碳钢是指碳含量较高的钢材,其热处理硬度标准通常在HRC标
度下进行评估。
以下是高碳钢热处理硬度标准的一般范围:
1.软态(软退火):HRC20-30
2.中态(退火):HRC30-45
3.硬态(正火):HRC45-70
4.过热(淬火):HRC70-85
5.回火:根据回火温度的不同,硬度会有所变化,回火温度越高,硬度越低。
需要注意的是,具体的热处理硬度标准可能会因不同的钢材类型、制造工艺和应用要求而有所差异。
在实际操作中,应根据具体的钢材类型和制造要求来确定热处理工艺和硬度标准。
430热处理淬火硬度hrc范围

430热处理是一种常见的金属加工工艺,主要应用于不锈钢和合金钢等金属材料的热处理过程中。
这种热处理工艺可以通过对金属材料的加热和冷却过程进行控制,改变材料的物理性能和组织结构,达到增加材料硬度和耐磨性的效果。
在430热处理过程中,淬火是其中的重要环节,其结果将决定材料的硬度。
在进行430热处理淬火硬度测试时,需要根据具体材料的成分和热处理工艺参数来确定淬火硬度的范围。
以下是关于430热处理淬火硬度hrc范围的内容:1. 材料成分对430热处理淬火硬度的影响:430不锈钢是一种铬含量较高的不锈钢材料,其主要成分包括铬、镍、硅和铁等。
在进行热处理时,不同成分的含量会对材料的淬火硬度产生影响。
一般来说,铬含量越高,材料的淬火硬度也会随之增加。
在进行430热处理淬火硬度测试时,需要考虑材料的具体成分,以确定其淬火硬度范围。
2. 热处理工艺参数对430热处理淬火硬度的影响:除了材料成分外,热处理工艺参数也是决定430热处理淬火硬度范围的重要因素。
加热温度、保温时间和冷却速度等参数都会对淬火硬度产生影响。
一般来说,通过控制热处理工艺参数,可以在一定范围内调节材料的淬火硬度,以满足不同的使用要求。
3. 淬火硬度hrc范围的确定方法:在进行430热处理淬火硬度测试时,可以采用硬度测试仪进行测试,通过对不同淬火硬度测试样品进行测试,得到一组淬火硬度数据。
然后根据测试结果,确定材料的淬火硬度范围,以便在实际生产中进行参考和应用。
430热处理淬火硬度hrc范围是一个在材料加工和生产过程中非常重要的参数,它直接影响着材料的加工性能和使用寿命。
在进行430热处理淬火硬度测试和控制时,需要对材料成分和热处理工艺参数进行合理的分析和设计,以确保材料的淬火硬度满足设计要求。
在实际生产中,确定430热处理淬火硬度hrc范围的过程需要引起高度重视,因为淬火硬度的精确范围直接关系到材料的使用性能和品质。
对于不同的材料成分及热处理工艺参数,其淬火硬度的确定方法也会有所不同。
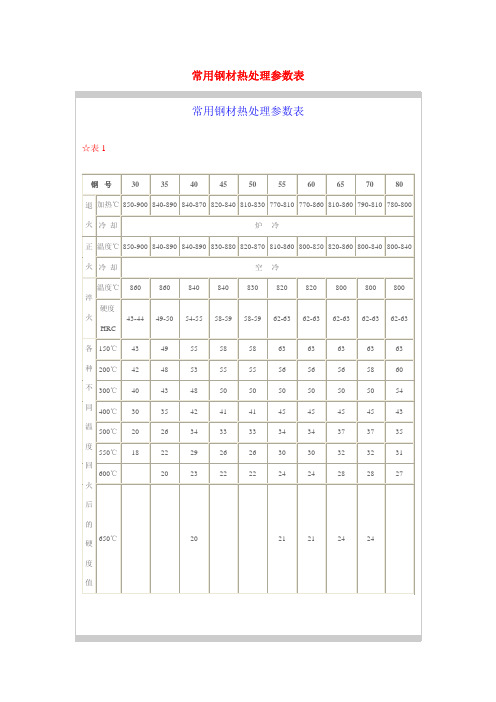
常用钢材热处理参数表
火 等温℃
炉冷
710
炉冷
正 温度℃ 火 冷却
900-950 900-950
900-950 870-880
空冷
930-950
温度℃ 980
880
840 820
淬
硬度
火
61-64 58-60 >62
65
HRC
840
860 800
800 840
53-58 62-66 62 62-64 62-65
150℃ 63
810-870 800-870 780-800 炉冷
850-870
正 温度℃ 820-860 820-860 830-860 850-880
火 冷却
空冷
温度℃ 淬
硬度 火
HRC
810 57-64
810 57-64
870 >60
860 56-62
880 54-56
880 950 1050 1130 58-60 60-62 62-63 42-45
各 150℃ 61
61
61
56
54
59
60
63
42
种 200℃ 58
58
60
55
52
58
59
62
42
不 300℃ 54
54
56
51
48
53
58
59
43
同 400℃ 47
47
51
49
42
48
57
57
44
温 500℃
39
39
43
45
39
42
54
55
48
产品常用钢材热处理硬度的一般要求
产品常用钢材热处理硬度的一般要求
钢材热处理是一种通过控制材料的加热和冷却过程来改变其物理和机械性能的方法。
其中,硬度是衡量材料抵抗变形和划痕的重要指标之一。
对于不同的产品和应用,钢材热处理硬度要求也有所不同。
1. 低硬度要求
对于一些需要具有良好韧性和可加工性的产品,如汽车车身件、机械零件等,常常要求钢材经过热处理后具有较低的硬度。
这样可以保证材料具备一定的延展性和可塑性,以便在使用过程中能够承受一定的冲击和变形。
2. 中等硬度要求
在一些工程结构中,需要钢材具有一定的硬度和强度,同时又要保持一定的可加工性。
这些产品包括建筑结构用钢、机械设备用钢等。
在热处理过程中,通过控制加热和冷却的速度,可以使钢材达到中等硬度要求。
这样可以保证产品具备足够的强度和硬度,以满足使用要求。
3. 高硬度要求
一些特殊应用领域,如刀具、模具等,对钢材的硬度要求非常高。
这些产品需要具备较高的耐磨性和切削性能。
在热处理过程中,通过控制加热和冷却的方式和时间,可以使钢材达到较高的硬度。
常用的热处理方法包括淬火、回火等,可以使钢材达到所需的高硬度
要求。
总结起来,产品常用钢材热处理硬度的一般要求可以分为低硬度要求、中等硬度要求和高硬度要求三个层次。
根据不同的产品和应用领域,可以选择适当的热处理方法和工艺参数,使钢材具备所需的硬度和性能。
在实际生产中,需要根据具体的材料和要求来确定热处理过程,以保证产品的质量和性能。
希望以上对于产品常用钢材热处理硬度的一般要求的讨论能够对你有所帮助。
火力发电厂常见金属材料硬度值范围
火力发电厂常见金属材料硬度值范围
1.碳钢:碳钢是火力发电厂常用的材料之一,其硬度值范围在
HB120-300之间。
碳钢硬度主要取决于碳含量,碳含量越高,硬度也越高。
2.不锈钢:不锈钢由于添加了铬和镍等合金元素,具有良好的耐腐蚀性,在火力发电厂中也广泛应用。
不锈钢的硬度值范围在HB150-320之间,不同牌号的不锈钢硬度也会有所差异。
3.铸铁:铸铁是一种常见的材料,在火力发电厂中通常用于制作重负
载零部件。
铸铁的硬度值范围在HB100-300之间,不同类型的铸铁硬度也
有所不同。
4.铝合金:铝合金由于具有较低的密度和良好的导电性,被广泛应用
于火力发电厂的导线及散热片等零部件中。
铝合金的硬度值范围在HB50-170之间,不同牌号和状态的铝合金硬度也会有所差异。
5.铜合金:铜合金具有良好的导电性和导热性,在火力发电厂中常用
于电气设备、冷凝器等零部件。
铜合金的硬度值范围在HB40-150之间,
不同种类和配方的铜合金硬度也有所差异。
除了以上常见的金属材料外,火力发电厂还会使用一些特殊合金材料,如镍基合金、钴基合金等。
这些合金材料的硬度值范围因其复杂的化学组
成而具有很大的差异。
总结起来,火力发电厂常见金属材料的硬度值范围主要受材料种类、
配方以及用途等因素的影响。
以上所述仅是一些常见金属材料的硬度值范围,具体的数值还需根据具体的材料和规范进行确定。
常用钢材热处理方法及目的

常用钢材热处理方法及目的常用钢材热处理方法一.淬火将钢制零件加热到临界温度以上40~60℃,保持一定时间并快速冷却的热处理方法称为淬火。
常用的快速冷却介质为油、水和盐水溶液。
淬火加热温度及冷却介质热处理规范见表淬火的目的是:使钢件获得高的硬度和耐磨性,通过淬火钢件的硬度一般可达hrc60~65,但淬火后钢件内部产生了内应力,使钢件变脆,因此,要经过回火处理加以消除。
钢件的淬火处理,在机械制造过程中应用比较普遍,它常用的方法有:1.单液淬火:将钢件加热至淬火温度,并在一种冷却剂中冷却一段时间。
这种热处理方法称为单液淬火。
适用于形状简单、技术要求低的碳钢或合金钢,以及工件直径或厚度大于5~8mm的碳钢,用盐水或水冷却;油冷却用于合金钢。
在单液淬火中,水冷容易变形和开裂;油冷却容易产生硬度不足或不均匀。
2.双液淬火:将钢件加热到淬火温度,经保温后,先在水中快速冷却至300~400℃,在移入油中冷却,这种处理方法,称为双液淬火。
形状复杂的钢件,常采用此方法。
它既能保证钢件的硬度,又能防止变形和裂纹。
缺点是操作难度大,不易掌握。
3.火焰表面淬火:将乙炔和氧气的混合燃烧火焰喷在工件表面,加热至淬火温度,然后立即向工件表面喷水。
这种处理方法称为火焰表面淬火。
适用于单件生产,要求高表面或局部表面硬度和耐磨钢件。
缺点是操作困难。
4.表面感应淬火:将钢件放人感应器内,在中频或高频交流电的作用下产生交变磁场,钢件在磁场作用下产生了同频率的感应电流,使钢件表面迅速加热(2-10s)至淬火温度,立即把水喷射到钢件表面。
这种热处理方法,称为表面感应淬火。
经表面感应淬火的零件,表面硬而耐磨,而内部有较好的强度和韧性。
这种方法适用于中碳钢和中等含碳量的合金钢件。
根据电流频率的不同,表面感应淬火可分为高频淬火、中频淬火和工频淬火。
高频淬火电流频率为100~150kHz,硬化层深度为1~3mm。
适用于齿轮、花键轴、活塞等小零件的淬火;中频淬火电流频率为500~10000Hz,硬化层深度为3~10mm。
45crmo调质热处理硬度目标值
45CrMo调质热处理硬度目标值1.概述45CrMo是一种常用的工程结构钢,通常用于制造重型机械零件和设备。
对于这种钢材,调质热处理是非常重要的工艺步骤之一,可以大大提高其硬度和耐磨性。
在进行热处理时,确定合适的硬度目标值对于保证产品质量至关重要。
2.45CrMo钢材的特性45CrMo是一种低合金钢,具有较高的强度和硬度,同时具有一定的塑性和韧性。
它具有优异的耐磨性和抗疲劳性能,能够承受较高的静态和动态负荷。
由于这些特性,45CrMo广泛应用于制造机械零件,如齿轮、轴承、轴类零件等。
3.45CrMo调质热处理工艺调质热处理是通过控制材料的加热温度、保温时间和冷却速率,使其达到一定的硬度和强度。
通常的工艺步骤包括加热、保温、淬火和回火。
在这一过程中,温度和时间的控制对最终的硬度目标值起着至关重要的作用。
4.45CrMo的硬度要求对于45CrMo钢材,其硬度目标值在一定范围内变化。
硬度值的选择需要考虑到零件的使用条件和要求。
一般来说,45CrMo的硬度要求通常在300~600HB之间。
5.选择合适的硬度目标值的重要性选择合适的硬度目标值对于保证零件的使用寿命和性能具有至关重要的作用。
如果硬度过高,可能会导致零件脆性增加,降低韧性和抗冲击性能,从而降低零件的疲劳寿命。
相反,如果硬度过低,可能会降低零件的耐磨性和强度。
6.45CrMo调质热处理硬度目标值的确定方法确定45CrMo的硬度目标值需要考虑到零件的使用条件和要求,同时也要考虑到材料的性能特点。
一般来说,确定硬度目标值时,需要进行以下几方面的考虑:- 零件的受力情况和使用条件- 45CrMo钢材的机械性能和耐磨性要求- 调质热处理工艺参数的选择7.结论45CrMo是一种常用的工程结构钢,调质热处理对于提高其硬度和耐磨性至关重要。
确定合适的硬度目标值需要考虑到零件的使用条件和要求,同时也要充分考虑材料的特性和热处理工艺参数。
选择合适的硬度目标值,可以保证零件的使用寿命和性能,提高产品的质量和竞争力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
HB180~220
4. 进行表面淬火的硬度要求,可按表 1 相同钢号的淬火硬度高 2~3 个 HRC,但最高硬度不应大于 HRC62 (有特殊要求者除外)。
5. 表面淬火的深度,一般为 1~5mm。齿轮的轮齿表面淬火深度按表 2 的规定。
表2
齿轮模数 Mn ≤8 >8~20 >20~50
淬火深度 mm 1~2 2~4
2) 来图所提的要求与表 1 中相应的要求相似,但其硬度上、下限偏差在 20 个 HB 或 2 个 HRC 以内时。
表1
热处理后的硬度
钢号
正火
调质
淬火
渗碳
1Cr13
HB
HB
HRC
217~255
HRC
1Cr18Ni9
HB143~170
1Cr18Ni9Ti
HB143~170
2Cr13
229~269
3Cr13
55~60
217~269 241~285 40~48
179~229 229~269 38~45
毛胚表面淬火 HRC35~42
163~207 187~229 32~40
毛胚表面淬火 HRC30~38
170~217 217~255 40~48
187~229 229~269 42~50
163~207 207~241 40~48
197~241 207~255 35~42
35CrMo
207~255 229~269 38~45
35Mn
170~217 197~241 35~42
35Mn2
170~217 207~241 35~42
35SiMn
187~229 217~255 35~42
40Cr
179~229 217~255 40~48
170~217 217~255 40~48
179~217 217~255 50~58
197~229 217~269 50~58
255~302
99~143
55~60
121~170
143~187 179~229 30~38
156~217 217~255 38~45
189~229 229~269 48~55
187~229 217~269 45~52
179~229 217~255 45~52
187~241 229~269 50~58
197~241 229~269 50~58
197~241 229~269 50~58
217~269
≥58
241~285 58~62
137~187 179~229 32~40
143~187
4~5
-2-
6. 零件经热处理后,其硬度的不均匀性(最硬和最软部份的硬度差)不应超过 25 个 HB 或 3 个 HRC。 7. 渗碳深度依零件的作用情况确定,但深度的上、下限应按表 3 规定的数值选取。
表 3 渗碳深度的上、下限(mm) 0.4~0.7 0.6~0.9 0.8~1.2 1.0~1.4 1.2~1.6 1.4~1.8 1.6~2.0 2.0~2.4 2.4~2.8 2.8~3.2 3.2~3.6 3.6~4.0 4.0~4.4 4.4~4.8 8. 工作图上的热处理要求,应注明热处理方法和硬度范围,对渗碳或表面淬火的零件,应明确指出进行热 处理的部位和注明渗碳或淬火层的深度;对重要的零件,经热处理后对机械性能有要求时,则还应注明 其相应的数值。 9. 工作图所注的热处理方法,应包括预先、中间和最后热处理,但退火为钢件必须的要求,以及由于工艺 方面的需要(如防止变形等)所进行的热处理,在工作图中可不提出。 10. 热处理要求的标注示例: 1) 35 钢心轴,最后最后热处理为淬火: 热处理:淬火 HRC32~40。 2) 40Cr 钢齿轮轴,齿轮模数 Mn=16mm,调质后轮齿表面淬火: 热处理:调质 HB217~255,轮齿表面淬火 HRC40~48,深 2~4mm。 3) 20Cr 钢套筒,其外圆按表面渗碳后淬火: 热处理:外圆表面渗碳深 0.8~12mm,淬火 HRC56~62。
179~229
58~62
20CrMo
156~207
56~62
20Mn2、20MoV、15Cr、20Cr
56~62
20MnMo
200~230
30CrMnSi
197~241 207~255 35~42
30Mn2
163~217 197~241 32~40
35
143~187 179~229 32~40
35CrMn2
产品常用钢材热处理硬度的一般要求
1. 本资料适用于产品中一般用途的钢制零件经热处理后的硬度要求,对特殊用途的钢制零件,应另作规定。 2. 产品常用钢材热处理硬度一般要求规定于表 1。 3. 对用户供图的产品,在下列情况下,均按表 1 的硬度要求标注:
1) 原图未提出热处理的要求,但根据零件的作用,经热处理后可提高使用质量,因而需要补充热处理要 求时。
-3-
40CrV
207~255 229~269 42~50
-1-
附注
钢号
40Mn 40Mn2 42CrMo 45 45Cr 45CrV 45Mn 45Mn2 50 50Mn 50Mn2 50Cr 65Mn Cr12MoV GCr6、GCr15 Q235-A ZG20CrMo ZG35CrMnSi ZG35CrMo ZG35Mn ZG40Cr ZG40CrMnMo ZG40Mn ZG40Mn2 ZG50Mn ZG50Mn2 ZG70Cr ZG200-400 ZG230-450 ZG270-500 ZG310-570 ZG340-640 ZGMn13
40CrMn
207~241 217~255 40~48
40CrMnB
207~255 229~269 45~52
40CrMnMo
207~255 229~269 45~52
40CrMoTi
207~255 229~269 45~52
40Cr2MoV
229~285 241~285 42~52
40CrSi
229~269 241~285 45~52
241~285 48~55
4Cr13
241~285 50~58
5CrMnMo
241~285 ≥509来自r2229~269 ≥62
9SiCr
241~285 ≥62
10、15、20、15Mn、20Mn
55~62
15CrMnMo
156~207
58~62
20CrMnMo
179~229
58~62
20CrMnSi
热处理后的硬度
正火
调质
淬火
渗碳
附注
HB
HB
170~217 207~255
HRC 40~48
HRC
179~229 217~255 40~48
250~350
170~229 217~255 40~48
187~229 229~269 45~52
217~269 241~285 48~55
179~229 217~269 45~52