机械加工工艺系统共68页
机械加工工艺过程卡片实例

时间定额/min
夹具
刀具
量具
单件
准备---终结
铸造
铸造车间
时效
热处理
涂底漆
涂漆室
010
铣左右侧面
机加工
双柱平面铣床
专用夹具
0.54
020
铣上下底面
机加工
双端面铣床
专用夹具
0.62
030
钻左侧面四通孔和右侧面孔
机加工
组合机床
专用夹具
0.28
040
钻顶 底面通孔及螺纹孔前通孔
机加工
组合机床
专用夹具
零件名称
零件图号
第4页
东方红-75拖拉机
精滤器壳体
00001
共
7
页
车间
工序名称
工序号
材料牌号
机加工
030
HT150
同时加工
件 数
每料件数
技术等级
力学性能
163-229HB
设备名称
设备型号
设备编号
工作液
组和机床
夹具名称
夹具编号
单件时间
min
准备—终结
时间/min
专用夹具
0.28
工步号
工步内容
工艺
装备
主轴转速r/min
设备编号
工作液
组合机床
夹具名称
夹具编号
单件时间
min
准备—终结
时间/min
专用夹具
1.78
工步号
工步内容
工艺
装备
主轴转速r/min
切削速度m/mim
背吃刀量mm
进给量mm/r
进给次数
汽车制造四大工艺简介PPT课件
冲压是一种金属加工方法,它是建立在金属塑性变形的 基础上,利用模具和冲压设备对板料施加压力,使板料产生塑 性变形或分离,从而获得一定形状、尺寸和性能的零件(冲压 件)。
第6页/共68页
一、冲压
车身前后风挡玻璃上,安装轮胎后边缘离地高度大于1700mm的车型的顶盖区域。
(C 区)
打开车门上车时能看到的部位;坐在司机或乘客座位上,关上车门后能看得见的部位;
车身发动机盖、尾门打开后看得见区域;油箱加注孔入口等其他区域。
(D 区)
除A 、B 、C 三个可视区域,车身上被内饰件等覆盖的、客户一般所不能察觉或发
按工序性质分: 1、冲裁模:包括切口、落料、冲孔、切断、修边; 2、弯曲模:包括压弯、拉弯; 3、拉深模:包括拉深、变薄拉深; 4、成形模:包括翻边、成形、整形、压印。 从工序的复合性质分:
单工序模、复合模和级进模。
第5页/共68页
一、冲压
模具制造工艺流程
冲压技术在汽车制造业占有重要地位 据统计,汽车上有60%~70%的零件是用冲压工艺生产出
涂PVC胶
磨牙边
车身检查及返工
车身修磨
植T型钉、门盖装配及调整
涂装
第18页/共68页
常用的焊接方法
二、焊装
第19页/共68页
工艺设备简介及用途
1、悬挂点焊机:各主线、分装线的主要焊接设备,
2、固定点焊机,凸焊机;主要用于螺母、小件焊接。 3、螺柱焊机:主要分布在总成件上,焊接各种螺钉、焊接螺柱。 4、多点焊机:主要用于前挡板总成的焊接。 5、CO2气体保护焊:主要用于各总成件及车身补焊。 6、火焰钎焊:调整线车身补焊,保证车身的密封性。 7、TIG焊机:调整线侧围外板的补焊。 8、压合设备:用于门盖内外板总成的翻边压合,
扇形板工艺文件过程卡工序卡
7
车
精车扇面R48扇面到工序尺寸
CA6140
车刀,游标卡尺
8
钻孔
钻3-Ø8孔到工序尺寸
Z5125A
麻花钻,专用夹具
9
钻孔
铰3-Ø8孔到工序尺寸
Z5125A
麻花钻,专用夹具
10
倒角
对所加工的孔进行倒角,以左右端面为基准
11
清洗表面
12
剔除毛刺
13
终检
机械加工工序卡片
郑州科技学院
机械加工工序卡片
68
4.6
0.72
0.14
1
40.8s
4.2s
4
精绞Ø22孔到Ø
YG6铰刀,千分尺,专用夹具
68
4.6
1.22
0.06
1
24s
2.5s
产品型号
零(部)件图号
产品名称
扇形板
零(部)件名称
扇形板
共1页
第1页
车间
工序号
工序名称
材料牌号
钻
5
钻孔
HT200
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
铸坯
1
设备名称
设备型号
设备编号
同时加工件数
钻床
Z5125A
夹具编号
夹具名称
切削液
钻床夹具
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
郑州科技学院机械工程学院
机械加工工艺卡片
零件名称:扇形板
学生:---------
指导教师:---------
机械加工工艺过程卡、工序卡—主离合器分离叉加工工艺及M10底孔,φ11孔工序工装设计

毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
钻床
Z35
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
0.19
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
锪φ25孔两端倒角C1,Ra3.2
凸半圆铣刀、铣床夹具、百分尺
0.46
35
拉键槽
拉键槽
Z3080
拉刀、拉床夹具、百分尺
0.078
40
切槽
切槽
X525K
铣刀、铣床夹具、百分尺
7.83
45
检验同轴度
检验同轴度
X525K
同轴度检验轴
0.80
50
钻孔
钻2×M10底孔
Z3025
钻头、钻模、百分尺
0.63
55
攻螺纹
攻2×M10螺纹
Z3025
丝锥、钻床夹具、螺纹塞规
共
12
页
第
4
页
车间
工序号
工序名称
材料牌号
机加工
20
精铣4个叉口平面
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
机械加工工艺基础课件中南大学完整版321页PPT

于基准之间位置的准确度。
02.04.2020
2.1 加 工 精 度
• 国家标准规定:常用的精度等级分为20级, 分别用IT01、IT0、IT1、IT2…IT18表示。 数字越大,精度越低。其中IT5-IT13常用。
2.4零件的加工精度与表面粗糙度的关系
提问
零件的加工精度与表面 粗糙度的关系如何?
• 精度:宏观几何参数的误差 • 表面粗糙度:微观几何参数的误差 • 加工精度高,必须采用一系列的高精度的加工方法,而
经过高精度的加工后零件表面粗糙度一定低,反之,表 面粗糙度低,零件必须采用一系列的降低表面粗糙度的 加工方法,而低表面粗糙度的加工方法不一定是高精度 的加工方法。 • 实例:各种机床上的手柄:表面粗糙度非常低,但精度 不高。
中南大学 Central South University
机械加工工艺基础
中南大学 工业训练中心
索引
第一章.切削加工的基础知识 第二章.金属切削机床 第三章.机械加工工艺过程 第四章.零件表面的加工方案 第五章.零件的结构工艺性 第六章.数控加工技术
第一章
切削加工的基础知识
返回索引
1.1 钳工与机械加工
02.04.2020
3.切削运动与切削用量
机器零件的基本表面包括:外圆、内圆 (孔)、平面和成型面
基本表面主要由如下的加工方法获得
3.1 切削运动
要完成零件表面的切削加工,刀具和 工件应具备形成表面的基本运动,即切削 运动
IT7~IT 6 IT5~IT2
Ra值范围 (μm) 25~12.5 6.3~3.2
机械加工质量及其控制概述ppt68页课件

二、机械加工表面质量
(一)表面质量的概念
粗糙度太大、太小都不耐磨
适度冷硬能提高耐磨性
对疲劳强度的影响
对耐腐蚀性能的影响
对工作精度的影响
粗糙度越大,疲劳强度越差
适度冷硬、残余压应力能提高疲劳强度
粗糙度越大、工作精度降低
残余应力越大,工作精度降低
粗糙度越大,耐腐蚀性越差
压应力提高耐腐蚀性,拉应力反之则降低耐腐蚀性
本章提要
机械产品质量取决于零件的加工质量和产品的装配质量,机器零件的加工质量是整台机器质量的基础。 机器零件的加工质量一般用机械加工精度和加工表面质量两个重要指标表示,它的高低将直接影响整台机器的使用性能和寿命。 机械产品加工的首要任务,就是保证零件的机械加工质量要求。 本章重点讨论影响机械加工精度和表面质量的因素及其控制方法。
(1)主轴回转误差
第二节 机械加工精度的影响因素及控制
一、工艺系统几何误差对加工精度的影响
(一)机床的几何误差
(1)主轴回转误差
第二节 机械加工精度的影响因素及控制
一、工艺系统几何误差对加工精度的影响
(一)机床的几何误差
主轴回转误差的基本形式
车床上车削
镗床上镗削
内、外圆
端面
螺纹
孔
端面
纯径向跳动
机械加工中,采用近似的成形运动或近似的刀刃形状进行加工,虽然会由此产生一定的原理误差,但却可以简化机床结构和减少刀具数,只要加工误差能够控制在允许的制造公差范围内,就可采用近似加工方法。
原始误差
工艺系统动误差
工艺系统受力变形
刀具磨损
残余应力引起变形
测量误差
工艺系统热变形
第二节 机械加工精度的影响因素及控制
工艺过程卡、工序卡
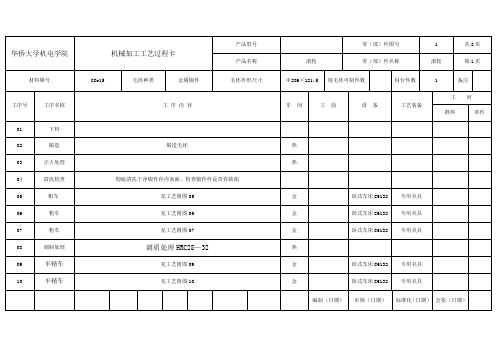
华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌华侨大学院机电学院机械加工工艺卡片工序名称粗车Φ280外圆工序号05零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s粗车Φ280外圆至Φ282.3硬质合金车刀YT15 121.5 1 1.85 1 125 2 58.32编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌华侨大学院机电学院机械加工工艺卡片工序名称粗车Φ215、Φ255工序号06零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1粗车Φ280右端面硬质合金车刀YT1536.75 1 1.8 1 125 2 17.6 2粗车Φ215内圆至Φ212.6及Φ203右端面硬质合金车刀YT1566.75 1 1.8 1 180 2 22.3 3粗车Φ137右端面至Φ203内圆硬质合金车刀YT1534.9 3 1.55 1 250 2 25.14粗车Φ255内圆至Φ253.6及Φ215右端面硬质合金车刀YT1517.7 10 2.05 1 125 2 84.9华侨大学院机电学院机械加工工艺卡片工序名称粗车Φ240Φ137及14°槽工序号07零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1粗车Φ240左端面、硬质合金车刀YT1575.25 1 1.8 1 180 2 25.08 2粗车Φ280左端面及Φ240外圆、硬质合金车刀YT1519.3 3 1.8 1 180 2 19.3 3粗车Φ137内圆至Φ135.6硬质合金车刀YT1526 1 1.4 1 250 2 6.2 4 粗车14°槽14°切槽专用刀具9 1 1 250 2华侨大学院机电学院机械加工工艺卡片工序名称半精车Φ280工序号09零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s半精车Φ280外圆至Φ280.9硬质合金车刀YT15116 1 0.7 0.5 125 2 111.4华侨大学院机电学院机械加工工艺卡片工序名称半精车Φ215Φ255工序号10零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1半精车Φ280右端面硬质合金车刀YT1513.65 1 1.2 0.5 125 2 13.1 2半精车Φ215内圆及Φ203右端面硬质合金车刀YT1567.45 1 0.7 0.5 180 2 45.0 3半精车Φ137右端面至Φ203内圆硬质合金车刀YT1533.7 1 1.1 0.5 280 2 16.24 半精车Φ255内圆及Φ215右端面、硬质合金车刀YT1517.5 1 0.7 0.5 125 2 16.8华侨大学院机电学院机械加工工艺卡片工序名称加工螺纹孔工序号11零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具立式钻床Z525安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1钻孔高速钢钻头20 1 7.82 铰孔20 1 0.23 攻丝、15 1华侨大学院机电学院机械加工工艺卡片工序名称半精车Φ240Φ137及14°槽工序号12零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1半精车Φ240左端面硬质合金车刀YT1554.05 1 1.2 0.5 180 2 36.0 2半精车Φ280左端面及Φ240外圆硬质合金车刀YT1520 1 1.3 0.5 180 2 13.33 半精车Φ137内圆、硬质合金车刀YT1525.5 1 0.7 0.5 250 2 12.244 半精车14°槽14°切槽专用刀具0.7 1 0.5 250 2华侨大学院机电学院机械加工工艺卡片工序名称精车Φ280外圆工序号15零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s精车Φ280外圆硬质合金车刀YT15110 1 0.3 0.25 180 3 146.7华侨大学院机电学院机械加工工艺卡片工序名称精车Φ215内圆工序号16零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s精车Φ215内圆及Φ203右端面硬质合金车刀YT1567.75 1 0.3 0.25 250 3 65.04华侨大学院机电学院机械加工工艺卡片工序名称金刚石车Φ280外圆工序号17零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s金刚石车Φ280外圆金刚石车刀110 1 0.15 0.2 180 3 183.3华侨大学院机电学院机械加工工艺卡片工序名称金刚石车Φ215内圆工序号18零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设。
《汽车制造工艺学》试题库含答案

《汽车制造工艺学》试题库一、填空1.主轴回转作纯径向跳动及漂移时,所镗出的孔是_椭圆__形。
2.零件的加工质量包括_加工精度_和_加工表面质量__。
3.零件光整加工的通常方法有_珩磨_、研磨、超精加工及_抛光_等方法。
4.机械加工工艺规程实际上就是指规定零件机械加工工艺过程和操作方法等的_工艺文件5.工艺过程是指生产过程中,直接改变生产对象形状、尺寸、相对位置、及性质的过程。
6.零件的几何(尺寸,形状,位置)精度、表面质量、物理机械性能是评定机器零件质量的主要指标。
7.加工经济精度是指在正常加工条件下(采用符合标准的设备,工艺装备和标准技术等级的工人,不延长加工时间)所能保证的加工精度。
8.轴类零件加工中常用两端中心孔作为统一的定位基准。
9.零件的加工误差指越小(大),加工精度就越高(低)。
10.粗加工阶段的主要任务是获得高的生产率。
11.精加工阶段的主要任务是使各主要表面达到图纸规定的质量要求。
12.工艺系统的几何误差包括加工方法的原理误差、制造和磨损所产生的机床几何误差和传动误差,调整误差、刀具、夹具和量具的制造误差、工件的安装误差。
13.零件的加工误差值越小(大),加工精度就越高(低)。
14.机械产品的质量可以概括为__实用性____、可靠性和__经济性____三个方面。
15.通过切削加工方法获得工件尺寸的方法有试切法、静调整法、_定尺寸刀具法__、主动及自动测量控制法。
16.主轴回转作纯径向跳动及漂移时,所镗出的孔是_椭圆形______。
17.工艺上的6σ原则是指有__99.73%_____的工件尺寸落在了3σ范围内18.零件的材料大致可以确定毛坯的种类,例如铸铁和青铜件多用_铸造____毛坯19.表面残余拉应力会_加剧_ (加剧或减缓)疲劳裂纹的扩展。
20.切削液的作用有_冷却___、润滑、清洗及防锈等作用。
21.磨削加工的实质是磨粒对工件进行_切削__、滑擦和刻划三种作用的综合过程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
•
46、寓形宇内复几时,曷不委心任去 留。
•
47、采菊东篱下,悠然见南山。
•Leabharlann 48、啸傲东轩下,聊复得此生。
•
49、勤学如春起之苗,不见其增,日 有所长 。
•
50、环堵萧然,不蔽风日;短褐穿结 ,箪瓢 屡空, 晏如也 。
41、学问是异常珍贵的东西,从任何源泉吸 收都不可耻。——阿卜·日·法拉兹
42、只有在人群中间,才能认识自 己。——德国
43、重复别人所说的话,只需要教育; 而要挑战别人所说的话,则需要头脑。—— 玛丽·佩蒂博恩·普尔
44、卓越的人一大优点是:在不利与艰 难的遭遇里百折不饶。——贝多芬
45、自己的饭量自己知道。——苏联