轴颈修复老牌单位兰州瑞迈克电力科技有限公司
风机主轴轴颈严重磨损的现场应急修复措施

功率 , k W
4 5 0
转速 . r / m i n 旋 向 角度 . o
1 4 5 0 逆 4 5 / 9 0
电压 . V 6 0 o 0
气 体 温度 , ℃
一 8 5
转速 . r / m i n
1 4 8 0
2 存 在 的 问题
的长 度达 3 1 a f t e r r e p e a t e d l y g r i n d i n g s a n d me a s u r e me n t s . T h e r e p a i r p r o c e d u r e s , wh i c h a r e d e t a i l e d i n t h i s p a p e r , c a n b e u s e d o n
i n a me c h a n i c a l d r i v e l i n e .
K e y wo r d s : a f n ; s p i n d l e j o u na r l ; i f e l d r e p a i r ; a d h e s i v e ; m e t l a o c k
s i t e , b a s i c a l l y r e q u i r e n o s p e c i l a s e r v i c e e q u i p m e n t s , a n d a p p l y t o t h e i f e l d e m e r g e n c y r e p a i r s f o r t h e b a d l y w o n r j o u na r l
汽轮发电机组断油烧瓦后的转子轴颈修复

组 跳 闸后 , 因误 操 作 引起 断 油轴 瓦烧 损 , 颈 出现 裂纹 , 、 低 压 隔板 及 叶顶 汽 封 均 轴 高 中、 有 较 严重 的磨 损和 油 系统 污 染 。对此 , 采取 了对转 子轴 颈去 应 力 回 火车 削 去 除裂 纹 、 更
换 损 坏部件 、 底 清理 油 系统 等措 施 , 复 后机 组振 动 及 瓦温 情 况 良好 。 彻 修
r p i e ar
技术 一 一 论 坛
发 电
1 汽 轮 机 转 子 断 油
某发电公司4 号机组的N 0 — 675757 8 30 1./3/3 —
华北电力大学能源与动力工程学院河北保定071000河南豫联能源集团有限公司河南巩义451261某发电公司的n300167型亚临界双缸两排汽汽轮机组轴振超标导致机组跳闸后因误操作引起断油轴瓦烧损轴颈出现裂纹高中低压隔板及叶顶汽封均有较严重的磨损和油系统污染
汽轮 发 电机 组 断 油烧 瓦后 的转 子 轴 颈修 复
—
8 t p u e i c lt r i e u i wih t y i d r n wo e h u ts e m u l t ,e d n o b r y e s b rt a u b n n t t wo c l e sa d t x a s t a o te s l a i g t u n—o t i n u
[ 关
键
轴 轴 烧 转 轴 修 词] 汽 轮 发 电机 ; 振 ; 瓦 ; 瓦 ; 子 ; 颈 ; 复
6 6 [ 图分 类 号] T K 2 3. l 中
[ 文献标 识 码] B
3 4 21 1 0 3 [ 章 编 号] 1 02—3 6 ( 0 0) 1—0 57—0 文 0
700MW汽轮机转子轴颈激光在线快速修复
700MW汽轮机转子轴颈激光在线快速修复陈嘉;彭文【摘要】汽轮机转子因润滑油系统有杂质或与轴瓦配合不当经常造成轴颈磨损,磨损后通常采取的送厂家修复的措施不仅增加机组检修时间而且又可能发生运输意外,为此,介绍了利用基于国内前沿技术的可移动式半导体全固态激光器和随形加工设备在检修现场快速修复转子轴颈损伤的方法,其工期仅为5天,修复后的检测结果表明其各项指标满足手册要求,并且实际运行参数良好.【期刊名称】《广东电力》【年(卷),期】2013(026)007【总页数】4页(P86-88,101)【关键词】700 MW机组;转子轴颈;激光修复;轴颈磨损;在线修复【作者】陈嘉;彭文【作者单位】广东珠海发电厂,广东珠海519015;岳阳大陆激光技术有限公司,湖南岳阳414000【正文语种】中文【中图分类】TG174.44广东省粤电集团珠海发电厂1 号机组为700 MW 容量的发电机组,汽轮机是日本三菱公司设计生产的TC4F-40 型反动式、亚临界、单轴、三缸四排气、凝汽式汽轮机,转子额定工作转速3 000 r/min,于2001 年2 月5 日投入商业运行。
2006 年机组第一次解体大修期间发现5 号轴颈有磨损,该轴颈的尺寸为φ480 mm ×457 mm,当时更换了新轴瓦,损伤的轴颈只是采取了磨去高点处理,该磨损区域刮痕宽135 mm,深度0.4 ~1 mm。
2011 年该机组计划第二次解体大修,并计划修复5 号轴颈。
若将转子送到厂家修复,一是担心运输途中发生意外,二是增加机组检修时间。
经过调研,决定采用岳阳大陆激光技术有限公司的激光熔覆修复专利技术进行轴颈的在线快速修复,该工艺方案具有较高的技术精度、加工效率以及安全性[1]。
1 现场作业主要设备介绍现场作业主要设备包括激光发生器、机器人、AX-V6 控制柜、PFL-1A 激光加工专用送粉器和随形磨。
1.1 激光发生器选择DLA60100 型1 kW 全固态激光发生器,其技术参数为:工作电压(380±10% )V,频率50 Hz,输出波长1 064 mm,工作电流21.5 A,光纤长度10 ~30 m,额定输出功率不小于1 000 W,光纤直径0.8 mm,激光稳定性大于98.5%,电光转换效率18%。
水泥企业风机轴颈磨损修复技巧你了解么?

水泥企业风机轴颈磨损修复技巧你了解么?关键词:风机轴颈磨损,风机轴颈磨损修复,轴颈磨损修复技巧,索雷工业某水泥企业窑尾风机传动侧轴颈出现磨损问题,对传动侧轴承部位拆检发现轴承完全烧蚀,包括止退垫在内的小部件均已经磨损、烧蚀,同时轴颈部位出现深度划伤,划伤深度达3mm以上。
针对于水泥企业风机轴颈磨损问题,很多企业会选择拆卸外协维修、更换新部件、补焊等修复技术,但是小编有独特的风机轴颈磨损修复的技巧哦,接下来就和大家分享一下。
其实大家所说的外协修复、更换新部件、补焊等修复技术小编也考虑过,但是由于修复时间、修复效率、修复费用等原因,小编没有采用。
在经过小编长时间研究过后,发现索雷碳纳米聚合物材料在风机轴颈磨损修复方面有着良好的修复效果。
与传统修复技术相比,该技术操作简单便捷,不需要对设备进行大量拆卸,仅对修复部位拆卸即可,为企业节省了大量修复时间,对于停机时间短、生产任务急的企业来说不失为一种好技术;其次该技术通过材料特有的性能及针对性的修复工艺,可以做到修复表面与轴承内达到100%的配合面,同时恢复轴原始设计的过盈尺寸,因此可以保证更好的受力,在轴承润滑保养得当、轴承不出现烧蚀的情况下,其使用寿命可达到甚至超过新部件的使用寿命。
水泥企业风机轴颈磨损修复的这个技巧你Get到了么?接下来我们就看一下解决该风机轴颈磨损问题,该技术具体是如何操作的吧!根据风机轴颈磨损以及现场情况,决定采用索雷工装修复工艺进行修复,该工艺修复原理是利用前轴肩或者后轴肩作为修复定位面,保证修复同心,同时工装内孔是在车床上进行精加工,满足修复后圆度及基本尺寸。
详细操作步骤如下:1.现场查看风机轴颈磨损情况;2.表面处理:先用乙炔氧气对磨损部位进行烤油处理,然后用磨光机将磨损部位表面打磨粗糙、干净,随后用无水乙醇将打磨干净的修复部位进行清洗;3.调和涂抹材料:计算索雷SD7101H材料的用量,并根据计算结果进行调和,然后将调和好的材料均匀涂抹至修复部位;4.安装工装,材料固化;5.拆卸工装,何时休夫尺寸,去除表面多余材料;6.热装轴承,锁紧紧固圆螺母,即可完成修复。
铁路货车车轴轴颈检查和修理工艺卡
铁路货车车轴轴颈检查和修理工艺卡————————————————————————————————作者:————————————————————————————————日期:永安车辆段岗位工艺卡YL/ZW-LZ008车轴轴颈检查和修理版本:C 修改码:2 适用范围适用各型滚动轴承轮对轴颈的修理。
工装量具轴颈车床、半圆锉。
材料00号砂布、机油。
工艺流程部分工艺网络图:轮对超声波探伤→车轴轴颈检查→车轴轴颈修理→轮对轴颈检测作业程序图:工前准备→确定修程→修理→检查→完工编制:刘志和审核:余小平批准:陈昌煦实施日期:2007-7-1 №工序名称作业方法技术要求1 工前准备1.工作者须持有该岗位有效的上岗资格证书,经该岗位相应的安规、技术培训考试合格。
2.按照规定穿戴好劳动保护用品。
3.按设备操作规程要求,对所使用的设备进行检查,确认状态良好。
4.检查确认工、卡、量具齐全完好。
2 确定修程1.检查滚动轴承轮对车轴轴颈,存在技术质量标准规定范围的故障时,应进行修理。
1.滚动轴承轮对车轴轴颈有下列情况之一时,应进行修理。
1.1轴颈锈蚀和局部碰伤。
1.2轴颈上在距轴颈后肩50mm以外部位存在的纵向划痕深度不大于1.5mm或擦伤、凹痕总面积在60mm2以内,其深度不大于1.0mm。
1.3轴颈上在距轴颈后肩80 mm以外部位如存在宽、深均不大于0.5mm的横向划痕。
1.4轴颈上在距轴颈后肩80mm以内部位存在由于密封座和中隔圈所引起的凹陷环带,其深度不大于0.05mm。
1.5轴颈端部引入部磕碰伤。
1.6端部存在镦粗。
1.7轴颈存在倒锥,即ΦⅠ>ΦⅡ。
2.凡是超出技术质量标准规定范围的故障一律送厂修理。
3. 修理1.对符合修理条件的纵向划痕及擦伤、凹痕,采用清除毛刺后继续使用。
1.无明显手感。
2.对符合修理条件的横向划痕或凹陷环带,采用00号砂布蘸油打磨光滑。
其中横向划痕处理后还需经磁粉探伤,确认不是裂纹时,方可使用。
腈纶真空水洗机轴颈磨损分析及其修复
Ke o d : o ra ; er rp i y w r s jun l w a ; e a r
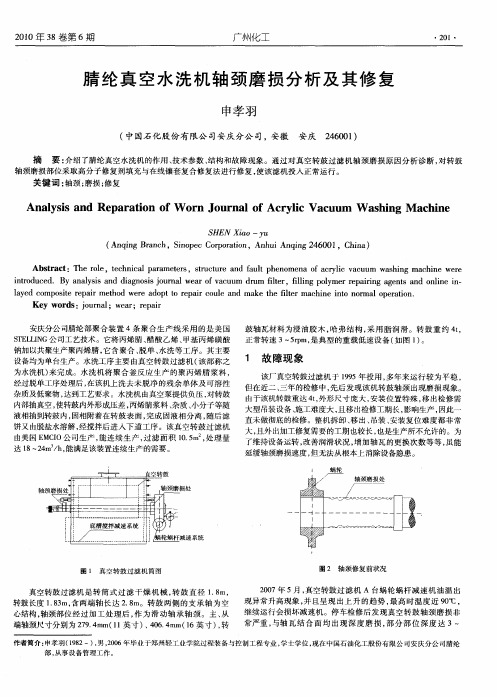
安庆分公 司腈纶部 聚合装置 4条聚合 生产线 采用 的是美 国 鼓 轴瓦材料为浸油 胶木 , 哈弗结 构 , 采用 脂 润滑 。转 鼓重 约 4 , t S E LN T L IG公 司工艺技术。它将丙烯腈 、 醋酸 乙烯 、 甲基丙烯磺 酸 丑 常转速 3~ rm, : 5p 是典 型的重载低速设备 ( 图 1 。 如 ) 钠加 以共聚生产聚丙烯腈 , 它含 聚合 、 脱单 、 水洗等工序 。其 主要
颚磨损处
一
\ 寸! E
;j
卜 一 . ~ 一 … 】
;
j} H ÷ 一 统
。 ! ;’统 /一 拌 : / 减 露 底速 _系 。 ● 槽 。 。 搅
图 1 真空 转 鼓 过 滤 机 简 图
图 2 轴颈修 复前状 况
真空转鼓过滤机 是转 筒 式过 滤干 燥机 械 , 鼓直 径 1 8 转 . m, 转鼓长度 1 8 m, .3 含两端轴 长达 2 8 . m。转鼓两 侧 的支承轴 为空
21 00年 3 第 6期 8卷
广州 化 工
・O ・ 2l
腈 纶 真 空水 洗 机 轴 颈磨 损 分 析 及 其修 复
申孝 羽
( 中国石化股份有限公 司安庆分公司, 安徽 安庆 2 60 ) 4 0 1
JY002型干燥机主轴轴颈磨损的现场修复和预防
传 统 检修所 需 的维 修 劳 务 费用 、 备 运 输 和 设
机加工 费用 Βιβλιοθήκη 综合 费 用 较 现 场 修 复 高 , 同时 受 现 场空 间 的局限较 大 , 修复 精度 较 高 。 但
现场修 复精 度 通 过 几 个 环 节 保 证 : 靠 基 准 依 面 的尺寸定位 ( 、 肩 ) 修 复 磨 损 的 部位 , 保 前 后 , 确
21 0 0年第 3 第 1 0卷 期
杨 慧峰等.Y 0 J O2型干燥 机主轴轴颈磨损的现场修复和预防
4 5
修 复该 设 备 需 要 更 换 轴 承 , 同时 修 复 主轴 并 轴颈位 。
传 统 的修 复方 法 需 拆 卸 轴 头处 链 轮 ( 2 , 0 ) 轴 承 (1 , 1 ) 将损 坏 实 心 轴 ( 3 与 空 心长 轴 ( ) 法 0) 9从
修复部 位 的 同心 度 ; 靠 脱 模 剂 和 专 用 模具 内表 依
面确保 修 复部位 的光 洁度 ; 靠 加热 轴 承热装 配 , 依 确 保材 料 和轴 承 的过 盈 配 合 ; 靠 材 料本 身具 有 依 的抗压 、 曲 、 展 、 温等 性 能 确 保 材 料 的 良好 弯 延 抗
修复 ; 对故障原 因和现场修复的优势进行 了分析 , 提出 了预防设备故障的改进措施 。 并
[ 关键词 ] J O 2型干燥机 Y0 磨损 现场修 复 预 防
1 设 备 简 介
J O 2型 干燥机 是 醇解 工序 的 关键 设备 。设 Y0
个在筒 体 内部 , 两个 在外部 ) 支撑 。主轴沿 筒体 中
1 传统检 修模式 )
收稿 日期 :0 9—1 2 20 2— 4
作者 简 介 : 慧 峰 , ,9 9年 生 , 理 工 程 师 ,0 1 6月毕 杨 男 17 助 20 年 、 于武 汉 理 工 大学 计 算 机 辅 助 制 造 专 业 , 就 职 于 『两 三维 H , 现 I 】
大型转子轴颈磨损的现场修复
深裂 纹 , 因加工 深度 太 大而易 直 接导致 转 子报废 。 则
来 越 多 的用户 希 望对 转子 进行 现 场 修 复 。 场修 复是 现
指 针 对 大 型 机 电 设 备 中 的 大 型 零 部 件 ( 风 机 转 子 或 如
此 工艺 特点 是 , 涂 工 艺 简单 。 数 易 于控 制 , 喷 参 成
本 低 , 期 短 ; 是 喷 涂 层 与 基 体 为 机 械 粘 结 存 在 气 工 但 孔 , 热 喷 涂 层 内有 大 量 气 体 、 渣 、 织 粗 大 , 以 其 且 夹 组 所
参数低等 原 因引起 机组 的振 动 。 导致 轴颈 的磨损 。 而 4 设 备 老化 , 受 环 境 、 荷 等 因素 的综 合影 响 , ) 并 载 供 油 系 统 管 道 锈 蚀 , 运 行 中锈 蚀 物 脱 落 进 入 轴 瓦 造 在
维普资讯
大 型 转 子 轴 颈 磨 损 的现 场修 复
口 陈圃兆 口 周志雄
湖南大学 机械 与汽车工程学院 , 长沙 4 0 8 102 摘 要:分析 了大型转子磨损 的原因 。 介绍 了对转子轴颈磨损 区进行现场修 复所采用的传 统工艺车削法以度先进工 轴颈磨损 现场修复
一
。
热 喷 涂 工 艺 是 将 粉 末 或 线 状 材 料 加 热 熔 化 后 , 高 用
大 型 发 电 机 转 子 轴 颈 磨 损 , 要 有 以 下 几 方 面 原 因 f。 主 1 】 1润 滑 油 系 统 里 有 铁 屑 、 质 等 , 要 是 加 工 过 程 ) 杂 主
速 气 流 吹 成 雾 状 , 射 到 事 先 准 备 好 的 工 件 表 面 , 成 喷 形 覆 盖 层 使 工 件 提 高 耐 磨 性 、 蚀 性 以及 恢 复 尺 寸 H。 耐 】根 据 热 源 来 分 , 喷 涂 有 4 基 本 方 法 : 弧 喷 涂 ; 焰 喷 热 种 电 火 涂 ; 离 子 喷 涂 和 特 殊 方 法 。 型 主 轴 修 复 常 用 电弧 喷 等 大
浅谈QFKN-353-2燃机发电机轴颈激光熔覆修复技术
浅谈QFKN-353-2燃机发电机轴颈激光熔覆修复技术发布时间:2021-08-01T07:57:32.204Z 来源:《电力设备》2021年第4期作者:刘春平[导读] 由燃机A160模块提供润滑油,润滑油型号为壳牌多宝涡轮机油 Turbo T32 。
(广东粤电新会发电有限公司广东江门 529149)摘要:某电厂1台QFKN-353-2燃机发电机采用氢冷技术,转子在长期运行后发现发电机内部氢气压力下降过快,燃机发电机轴颈出现损伤,经电厂技术分析与讨论后,决定采用在线激光熔覆修复,该技术取得了良好的效果,恢复轴颈原始尺寸和机械性能,为国内同类型机组提供了实践参考。
关键词:轴颈修复激光熔覆燃机发电机一、机组轴颈概况某电厂#1机组为天然气联合循环热电联产机组。
燃机采用GE公司9F.05型燃气轮机,燃机发电机为哈尔滨电气集团有限公司制造的QFN-353-2型,氢冷,额定出力为353MW,氢气压力为0.35MPa(表压)。
机组于2018年9月投入商业运行,累计运行小时数达11832小时,总启动达246次。
发电机由两个滑动轴承支撑,由燃机A160模块提供润滑油,润滑油型号为壳牌多宝涡轮机油 Turbo T32 。
2020年12月,#1机组连续运行过程中发现燃机发电机漏氢量达到14.6Nm3/天,处于不合格状态。
经停机检查后发现#1机组燃机发电机机端空侧密封瓦处轴颈表面磨损,磨损宽度约40mm,最大深度约0.10mm,燃机发电机转子机端轴颈尺寸Φ558.8mm,材质25Cr2Ni4MoV。
需现场对轴颈进行修复,使其恢复原始尺寸和机械性能。
二、修复方案选择目前,国内常用轴颈修复方案主要有三种:一是微弧焊接工艺,其优点在于不需要进行过多的准备工作,只需手动打磨,去除表面杂质即可,操作相对简单,但由于该种方法焊接时间较长,所以不适用于较为紧急维修的情况下,且微弧焊接的表面粗糙度仅可达到1.6μm,其涂层不紧密,修复面硬度常低于母材硬度,所以导致修复工作效率较为低下,容易出现返工。
700MW汽轮机转子轴颈激光在线快速修复
p a p e r i n t r o d u c e s o n e me t h o d f o r r a p i d l y r e p a i r i n g d a ma g e s o f a x l e j o u r n a l o f t h e r o t o r o n t h e o v e r h a u l s c e n e b y u s i n g mo v e a —
第2 6卷 第 7期
2 0 1 3年 7月
广 东 电 力
G UANGDONG ELECTRI C p0W ER
V o1 . 2 6 NO .7 J u1 . 2O1 3
d o i :1 0 . 3 9 6 9 / j . i s s n . 1 0 0 7 — 2 9 0 X. 2 0 1 3 . 0 7 . 0 2 0
Lt d. ,Yu e y a n g,Hu n a n 4 1 4 0 0 0,Ch i n a )
Ab s t r a c t :F o r r e a s o n s o f i mp u r i t i e s i n t h e l u b r i c a t i n g o i l s y s t e m o r i mp r o p e r c o o r d i n a t i o n wi t h b e a r i n g b u s h,t h e s t e a m t u r -
On l i n e Ra p i d Re p a i r f o r Ax l e J o u r n a l La s e r o f 7 0 0 MW S t e a m Tu r b i n e Ro t o r
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
兰州瑞迈克电力科技有限公司
LANZHOU REMAKE ELECTRIC POWER SCIENCE & TECHNOLOGY CO.,LTD.
公司简介
兰州瑞迈克电力科技有限公司,是以高新技术为先导,集表面技术开发、应用及转让为一体的高新技术企业。
汇集了一大批表面工程领域的专家、高级工程师、专业技术人员和长期从事此项工作的工程技术人员,致力于解决机械设备关键部件金属磨损修复难题。
是全国电刷镀技术协作组、中国职工技协电刷镀协会常务理事单位,中国表面工程协会、全国热喷涂协作组等多项机构的成员单位。
是全国少数几个具备表面工程技术高级施工资质的企业。
公司目前拥有纳米摩擦复合电喷镀、电火花堆焊、微脉冲冷焊、热喷涂(焊)、激光熔覆、化学镀、贝尔佐纳、离子注入、无应力堆焊等先进技术,可解决任何磨损、腐蚀、密封等问题,特别擅长修复拉伤划痕、磨损刮伤、坑槽孔洞、棱角崩损、腐蚀针孔、铸造缺陷、加工超差等要求较高的精细修复,可恢复原有尺寸和使用性能。
已多次为大亚湾核电站、刘家峡水电厂、国电兰州第二热电有限公司、国电靖远发电有限公司、靖远第二发电有限公司、国投曲靖发电有限公司、大唐国际连城发电有限责任公司、大唐甘谷发电厂、四川内江白马发电总厂、四川投资集团嘉阳电厂、青海桥头铝电有限公司、酒泉钢铁集团公司、包头钢铁集团公司、金川集团公司、兰州石油化工机械研究所、金昌供电公司等上百家企业现场快速修复了众多大型(进口)关键设备的磨损、腐蚀等问题,不仅使企业很快恢复了生产,而且部分准备报废的设备又神奇般“起死回生”,节约了大量资金,取得了巨大的经济效益和社会效益。
公司建有企业研发中心,技术力量雄厚,自主研发创新能力强,在电厂关键设备尤其是汽轮机转子、发电机转子轴颈修复技术领域处于绝对领先地位,七种轴颈修复工艺,二十多年的丰富经验,一百三十多根大轴的成功业绩,服务足迹遍布全国,一直是其他企业学习和效仿的对象,也帮助众多发电厂解决了其他企业汽轮机、发电机转子轴颈拉伤及磨损沟槽修复失败或效果不理想的困惑,为推动我国轴颈修复技术水平的整体发展和进步做出了卓越贡献。
目前,公司在大轴修复方面已拥有六项核心自主知识产权,“励磁机整流子抗磨刷镀”、“发电机转子轴颈拉伤修复”等项目获科技进步成果一等奖。
公司还在汽轮机汽缸结合面变形漏气密封处理、锅炉内壁防腐喷涂、锅炉“四管”电弧喷涂、磨辊硬面堆焊、高温高压阀门(如主汽门、调门、中联门、汽动给水泵)阀芯密封面的无应力补焊及精密研磨、闸板密封面、导杆、水泵轴、排粉机轴、送风机轴拉伤及锈蚀缺陷修复等方面取得了不俗的业绩,在成绩与荣誉面前,我们将再接再励,持续创新,并与国内外同行专家、教授保持密切的交流和合作,把最先进、最实用的表面新技术开发出来,争做绿色再制造业的排头兵,急客户之所急,想客户之所想,帮企业排忧解难,携手共同走向辉煌。
瑞迈克电力坚持高新技术产业化、先进技术创新化、创新技术服务化、经营发展可持续化的战略方针,以永不满足、持续创新、精益求精、追求卓越的精神来保证我们永远成为行业领先者。
诚信是瑞迈克电力声誉的根基。
服务第一,为客户解决问题,是我们工作的宗旨,经过多年的励练,瑞迈克电力获得了社会的尊重和信任。
我们将持之以恒,以求实、创新、坦诚、平等的精神与社会各界朋友们、伙伴们互利共赢,精诚合作。
瑞迈克电力拥有表面工程技术领域的权威专家和高素质的管理团队,集聚卓越的专业人才,是公司发展战略的重要组成部分,公司有适合人才发展的先进的企业运转机制,所有员工都要经过公司的严格培训及考核。
重视人才、重视知识和持续的技术创新是我们建
立和保持企业核心竞争能力的基础。
客户的信任,让我们深感责任重大。
因此,我们将永远保持坚定的诚信与服务的承诺,给用户提供最新最好的技术解决方案与服务。
工作中,我们兢兢业业,一丝不苟,不给客户添麻烦,当然也就是不给自己留麻烦,客户的事就是我们的事,我们更用心,客户就更省心、更放心,我们知道,任何微小的服务隐患,都将意味着灾难。
安全第一,用户至上,不因环境而改变,不因时光而改变,这是瑞迈克电力每个员工的工作理念与信条。
回眸过去,举杯而庆。
瑞迈克秉承“加快发展以实力取胜,强化管理以质量取胜,领先一步以技术取胜,扬长避短以合作取胜”的企业精神,积极进取,励志图强,着力打造瑞迈克品牌,更好的服务于全国广大客户,为电厂设备的安全运行提供有力保障,为绿色再制造业的快速发展,为创建节约型社会的伟大事业贡献我们的力量。