QJ-MB 04.003-2006 打包带技术标准
聚酯类捆扎带国标

聚酯类捆扎带国标全文共四篇示例,供读者参考第一篇示例:近年来,随着国内外物流产业的迅速发展和普及,越来越多的商品需要通过捆扎带进行固定和包装。
捆扎带是一种用于固定包裹物品的塑料带,通常用于货物打包、捆扎和扎带等工作。
聚酯类捆扎带是一种广泛应用的捆扎带产品,具有耐高温、耐腐蚀、耐磨损等优点,是许多行业的理想选择。
为了进一步规范聚酯类捆扎带的生产和质量,我国制定了《聚酯类捆扎带国家标准》(以下简称《国标》),该标准对聚酯类捆扎带的材料、工艺、性能等方面进行了具体规定,旨在提高我国聚酯类捆扎带的生产水平,确保产品的质量和安全性。
《国标》对聚酯类捆扎带的材料进行了规定,要求选用优质的聚酯树脂作为原料,经过特殊的工艺加工而成。
聚酯类捆扎带应具有一定的拉伸强度和耐磨损性能,以确保其在使用过程中的牢固性和耐久性。
聚酯类捆扎带的颜色、光泽度等也应符合规定要求,以满足不同行业的需求。
《国标》针对聚酯类捆扎带的工艺和规格进行了详细规定。
生产厂家应确保产品的长度、宽度、厚度等尺寸均符合标准要求,避免因尺寸不准确而影响产品的使用效果。
生产过程中应采用合理的工艺流程,确保产品表面光滑、无明显瑕疵,提高产品的品质和美观度。
《国标》还对聚酯类捆扎带的性能进行了详细规定,包括拉伸强度、断裂伸长率、热稳定性等方面。
聚酯类捆扎带的拉伸强度应达到一定的标准,以确保产品在捆扎过程中的稳固性和牢固性。
产品的断裂伸长率、热稳定性等性能也应符合规定要求,确保产品在各种环境下都能稳定可靠地使用。
《国标》为我国聚酯类捆扎带的生产和质量提供了重要的指导和保障。
通过遵循《国标》的规定,生产企业可以提高产品的质量水平,确保产品的性能和稳定性,满足不同行业和客户的需求。
消费者也可以通过选择符合《国标》要求的产品,获得更好的使用体验和保障。
值得注意的是,《国标》仅是对聚酯类捆扎带的基本要求和规定,并不能覆盖所有的生产和使用情况。
在实际生产和使用过程中,生产企业和消费者还需要结合实际情况,根据产品的具体需求和环境要求,进行进一步的优化和调整,以确保产品的质量和安全性。
冠达星打包带的标准
胶带和塑料打包带检验要求1・目的:规范公司胶带和塑料打包检验要求,保证产品合格。
2•范围:本标准规定了包装用胶带和塑料打包带的技术要求、试验方法、检验规则、标志、包装及贮存。
本标准适用于公司包装用胶带和塑料打包带的进货检验。
3•规范性弓|用文件:下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
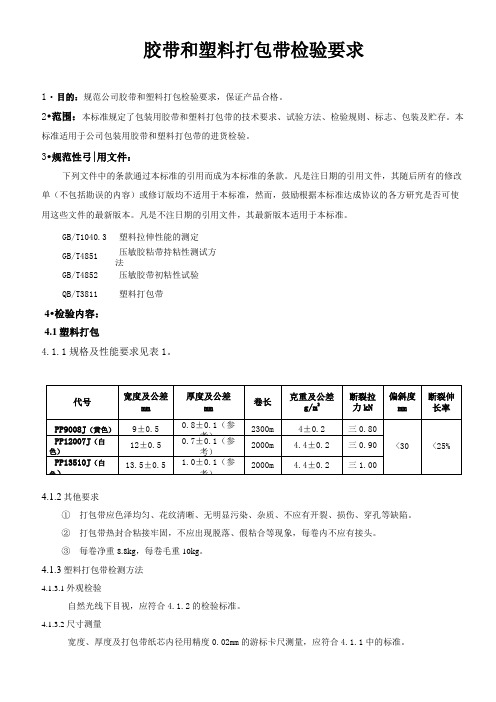
GB/T1040.3 塑料拉伸性能的测定GB/T4851 压敏胶粘带持粘性测试方法GB/T4852 压敏胶带初粘性试验QB/T3811 塑料打包带4•检验内容:4.1塑料打包4.1.1规格及性能要求见表1。
4.1.2其他要求①打包带应色泽均匀、花纹清晰、无明显污染、杂质、不应有开裂、损伤、穿孔等缺陷。
②打包带热封合粘接牢固,不应出现脱落、假粘合等现象,每卷内不应有接头。
③每卷净重8.8kg,每卷毛重10kg。
4.1.3塑料打包带检测方法4.1.3.1外观检验自然光线下目视,应符合4.1.2的检验标准。
4.1.3.2尺寸测量宽度、厚度及打包带纸芯内径用精度0.02mm的游标卡尺测量,应符合4.1.1中的标准。
4.1.3.3比重的测量采用称重加计算的方法测量,应符合4.1.1中表1中的标准。
44.1.3.4重量偏差的测量采用电子称测量,应符合4.1.1中的标准。
4.1.3.5断裂拉力的测量断裂拉力按GB/T1040.3《塑料拉伸性能的测定》,在公司万能试验机上进行。
取5个试样的测试结果的算术平均值,精确到0.01kN,应符合4.1.1中表1中的标准。
4.1.3.6断裂伸长率的测量按GB1040规定第&2进行计算,取5个试样的测试结果的算术平均值,精确到1%,应符合4.1.1中表1中的标准。
计算公式:£=(L1-L)/L式中:£—断裂伸长率,单位:%,L一试样原始标距,单位:mm;L1—试样断裂时4.1.3.7偏斜度的测定试样:分别在5根样带上截取1.2米长的试样5个仪器、刀具:透明有机玻璃和精度为1mm的直尺。
QJ-MB 04.028-2006 聚苯乙烯泡沫件技术规范

美的制冷家电集团冰箱事业部企业标准QJ/MB 04.028-2006 聚苯乙烯泡沫件技术规范2006-11-20发布 2006-11-30实施美的制冷家电集团冰箱事业部发布修订页美的制冷家电集团冰箱事业部企业标准QJ/MB 04.028-2006聚苯乙烯泡沫件技术规范1范围本标准规定了聚苯乙烯泡沫件(以下简称泡沫件)的技术要求、试验方法、检验规则、标志、包装、运输和贮存等。
本标准适用于冰箱事业部产品配套使用的泡沫件,其他类型使用的泡沫件可参照执行。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
SG 232-1981 聚苯乙烯泡沫塑料板材SG 233-1981 聚苯乙烯泡沫塑料包装材料QJ/MB 04.015-2006 关于规范RoHS标识的操作指引QJ/MB 08.002-2006 逐批检查计数抽样程序及抽样表3主要内容3.1分类泡沫塑料包装材料按密度分为Ⅰ、Ⅱ、Ⅲ、Ⅳ四类,见表1。
表1 kg/m33.2外观质量3.2.1颜色白色。
3.2.2表面质量表面光洁平整干燥、无明显水珠,熔接良好,无污物、杂质、明显膨胀、收缩变形或破裂掉粒等现象。
3.2.3内部熔接质量用刀划开泡沫件,目测内部,要求内部熟透、熔接良好,无颗粒松散、生料和脱落现象。
3.2.4零部件连接质量泡沫组件的各零部件与泡沫应连接牢固,无松动、脱落现象,连接位置符合图纸、封样件要求。
美的制冷家电集团冰箱事业部 2006-11-20发布 2006-11-30实施1/43.3尺寸3.3.1长度、宽度、高度尺寸和公差要求见表2。
表2 mm3.3.2壁厚的偏差应符合表3要求。
表3 mm3.4性能3.4.1阻燃性技术文件或图纸要求具有阻燃性的泡沫件或泡沫组件,按SG232-1981 自熄性测定的试验方法规定测定泡沫阻燃性,5秒内自熄为合格。
塑料编织袋产品质量标准及检验规程 编号

版次:A/0 编号:YL/JS03—2007产品质量标准及检验规程塑料复合编织袋编制:质检部审核:批准:2008年06月01日发布 2008年06月01日实施有限公司发布食品包装用塑料编织袋编号:YL/JS03—20071范围本程序规定了塑料编织袋、复合塑料编织袋出厂的的技术要求、检验项目、检验规则、检验方法及标志、包装运输、贮存。
本标准适用以聚丙烯、聚丙烯树脂为主要原料经挤出、拉伸成扁丝、再经织造、印刷、复膜、裁切、制袋而加工成的食品包装用塑料编织袋产品。
2引用文件GB/T8946—1998 塑料编织袋GB/T8947—1998 复合塑料编织袋GB/T1039—92 塑料力学性能试验方法总则GB/T1040—92 塑料拉伸性能试验方法GB/T2828—87 逐批检查记数抽样程序及抽样表(适用于连续批的检查)GB/T2918—82 塑料试验状态调节和试验的标准环境GB/T4857.5—92 包装运输包装件跌落性能试验方法GB/T5009.60—2003食品包装用聚氯乙烯、聚苯乙烯、聚丙烯成型品卫生指标的分析方法GB 9688—1988 食品包装用聚丙烯成型品卫生标准GB 9687—1988 食品包装用聚苯乙烯成型品卫生标准3产品分类缝底袋、A型、B型4检验项目和要求4.2复合塑料编织袋4.2.1外观质量外观质量应符合表4表44.2.2基材尺寸圆筒袋双面复合时,双侧各应大于基材5mm 4.2.3允许偏差允许偏差应符合表5表54.2.4物理性能物理性能应符合表6表65检验方法5.1外观检验在自然光线下目测5.2长度和宽度将袋摊平,用精确至1mm的直尺,在中间和离边100mm处测量三处,直尺应与袋边平行,以最大偏差作为测试结果。
5.3经密度、纬密度将袋摊平,在袋的上下两个对角处圈定100mm×100mm两方块,方块外边线与袋边线相距100mm,目测方块内的经、纬根数,取其平均值,计算时当讫点最后不足一根时,按一根计。
带传动标准精选(最新)

带传动标准精选(最新)G524《GB/T524-2003 平型传动带》G1171《GB/T 1171-2006 一般传动用普通V带》G3685《GB/T 3685-2009 输送带 实验室规模的燃烧特性 要求和试验方法》G3686《GB/T 3686-2014 带传动 V带和多楔带 拉伸强度和伸长率试验方法》 G3688《GB/T3688-1998 V带线绳粘合强度试验方法》G4489《GB/T4489-2002 平型传动带的尺寸与公差》G4490《GB/T 4490-2009 织物芯输送带 宽度和长度》G5752《GB/T 5752-2013 输送带 标志》G5753《GB/T 5753-2013 钢丝绳芯输送带 总厚度和覆盖层厚度的测定方法》 G5754.2《GB/T 5754.2-2005 钢丝绳芯输送带 纵向拉伸试验 第2部分:拉伸强度的测定》G5755《GB/T 5755-2013 钢丝绳芯输送带 绳与包覆胶粘合试验 原始状态下和热老化后试验》G5756《GB/T 5756-2009 输送带术语及其定义》G6759《GB/T 6759-2013 输送带 层间粘合强度 试验方法》G6931.1《GB/T 6931.1-2008 带传动术语 第1部分:带传动基本术语》G6931.2《GB/T 6931.2-2008 带传动术语 第2部分:V带和多楔带传动术语》 G6931.3《GB/T 6931.3-2008 带传动术语 第3部分:同步带传动术语》G7983《GB/T 7983-2013 输送带 横向柔性(成槽性) 试验方法》G7984《GB/T 7984-2013 普通用途织物芯输送带》G7985《GB/T 7985-2005 输送带 织物芯输送带抗撕裂扩大性试验方法》G7986《GB/T 7986-2013 输送带 滚筒摩擦试验》G9770《GB/T 9770-2013 普通用途钢丝绳芯输送带》G10412《GB/T10412-2002 普通和窄V带轮(基准宽度制)》G10413《GB/T10413-2002 窄V带轮(有效宽度制)》G10415《GB/T 10415-2007 农业机械 环形六角带及带轮轮槽截面》G10416《GB/T 10416-2007 农业机械 环形变速V带及带轮轮槽截面》G10715《GB/T10715-2002 带传动多楔带、联组V带抗静电带的导电性:要求和试验方法》G10716《GB/T 10716-2012 同步带传动 汽车同步带 物理性能试验方法》G10821《GB/T 10821-2008 农业机械用V带和多楔带尺寸》G10822《GB/T 10822-2014 一般用途织物芯阻燃输送带》G11063《GB/T11063-2003 聚酰胺片基平带》G11355《GB/T 11355-2008 V带和多楔带传动 额定功率的计算》G11356.1《GB/T 11356.1-2008 带传动 V带轮(基准宽度制) 槽形检验》G11356.2《GB/T11356.2-1997 带传动普通及窄V带传动用带轮(有效宽度)槽形检验》G11357《GB/T 11357-2008 带轮的材质、表面粗糙度及平衡》G11358《GB/T11358-1999 带传动平带和带轮尺寸和公差》G11361《GB/T 11361-2008 同步带传动 梯形齿带轮》G11362《GB/T 11362-2008 同步带传动 梯形齿同步带额定功率和传动中心距的计算》G11544《GB/T 11544-2012 带传动 普通V带和窄V带 尺寸(基准宽度制)》G11545《GB/T 11545-2008 带传动 汽车工业用V带 疲劳试验》G11616《GB/T 11616-2013 同步带传动 节距型号MXL、XXL、XL、L、H、XH和XXH 同步带尺寸》G12730《GB/T 12730-2008 一般传动用窄V带》G12731《GB 12731-2014 阻燃V带》G12732《GB 12732-2008 汽车V带》G12736《GB/T 12736-2009 输送带 机械接头强度的测定 静态试验方法》G12753《GB12753-2002 输送带用钢丝绳》G13352《GB/T 13352-2008 带传动 汽车工业用V带及其带轮 尺寸》G13487《GB/T13487-2002 一般传动用同步带》G13490《GB/T 13490-2006 V带 带的均匀性 测量中心距变化量的试验方法》 G13552《GB 13552-2008 汽车多楔带》G13575.1《GB/T 13575.1-2008 普通和窄v带传动 第1部分:基准宽度制》G13575.2《GB/T 13575.2-2008 普通和窄v带传动 第2部分:有效宽度制》G14562《GB/T14562-1999 V带疲劳试验方法有扭矩法》G14829《GB/T 14829-2007 农业机械用变速V带》G15327《GB/T 15327-2007 工业用变速宽V带》G15328《GB/T 15328-2009 普通V带疲劳试验方法 无扭矩法》G15531《GB/T 15531-2008 带传动 带轮 中心距调整极限值》G15902《GB/T 15902-2009 输送带 弹性伸长率和永久伸长率的测定及弹性模量的计算》G16412《GB/T 16412-2009 输送带 丙烷单燃烧器可燃性试验方法》G16588《GB/T 16588-2009 带传动 工业用多楔带与带轮 PH、PJ、PK、PL和PM 型:尺寸》G17044《GB/T 17044-2013 钢丝绳芯输送带 覆盖层与带芯层粘合强度试验》 G17119《GB/T17119-1997 带承载托辊的带式输送机运行功率和张力的计算》 G17197《GB/T17197-1997 带传动联组普通V带轮》G17516.1《GB/T17516.1-1998 V带和多楔带传动动态测量方法:V带》G17516.2《GB/T17516.2-1998 V带和多楔带传动动态测量方法:多楔带》G20021《GB/T 20021-2005 帆布芯耐热输送带》G23677《GB/T 23677-2009 轻型输送带》G24619《GB/T 24619-2009 曲线齿同步带传动》G28267.1《GB/T 28267.1-2012 钢丝绳芯输送带 第1部分:普通用途输送带的设计、尺寸和机械要求》G28773《GB/T 28773-2012 齿楔带》G28774《GB/T 28774-2012 同步带传动 米制节距 梯形齿同步带》G28775《GB/T 28775-2012 同步带传动 米制节距 梯形齿同步带轮》G29538《GB/T 29538-2013 家电用多楔带》G30172《GB/T 30172-2013 同步带传动 安装技术规范》G30691《GB/T 30691-2014 输送带 试验环境和状态调节时间》J5983《JB/T 5983-1992 多楔带传动设计方法》J7512.1《JB/T 7512.1-2014 圆弧齿同步带传动 第1部分:带》J7512.2《JB/T 7512.2-2014 圆弧齿同步带传动 第2部分:带轮》J7512.3《JB/T 7512.3-2014 圆弧齿同步带传动 第3部分:设计方法》 J9155《JB/T9155-2000 输送用金属丝编织网带》MT374《MT374-2008 煤矿用阻燃三角带》MT668《MT668-2008 煤矿用钢丝绳芯阻燃输送带》MT830《MT830-2008 煤矿用织物叠层阻燃输送带》MT914《MT914-2008 煤矿用织物整芯阻燃输送带》HG2014《HG 2014-2005 钢丝绳牵引阻燃输送带》HG2194《HG/T 2194-2006 多层芯输送带 结构要求》HG2410《HG/T 2410-2006 输送带 取样》HG2442《HG/T2442-2001 洗衣机V带》HG2577《HG/T 2577-2006 橡胶或塑料提升带》HG2703《HG/T 2703-2007 小功率梯形齿同步带》HG2819《HG/T 2819-2010 联组窄V带》HG2821《HG/T 2821-2008 V带和多楔带用浸胶聚酯线绳》HG3036《HG/T3036~3047-(97)胶管、胶布与输送带》HG3046《HG/T 3046-2011 织物芯输送带外观质量规定》HG3046《HG/T3046-1999 织物芯输送带外观质量规定》HG3056《HG/T 3056-2006 输送带 贮存和搬运指南》HG3646《HG/T3646~3647-1999 输送带》HG3714《HG/T 3714~3715-2003 耐油输送带、双面传动带》HG3745《HG/T 3745-2004 联组普通 V带》HG3781《HG/T 3781-2005 同步带用浸胶玻璃纤维绳》HG3782《HG/T 3782-2005 耐酸碱输送带》HG3864《HG/T 3864-2008 V带的层间粘合强度试验方法》HG3973《HG/T 3973-2007 一般用途钢丝绳芯阻燃输送带》HG4062《HG/T 4062-2008 波形挡边输送带》HG4224《HG/T 4224-2011 钢丝绳芯管状输送带》SY6665《SY/T 6665-2006 油田用V带规范》。
打包带技术质量要求

文件编号: 版 本:
打包带技术质量要求
NO. 材料编号
材料名称
型号规格(mm)
生效日期: 共1页
材质
年月日 第1页
用途
备注
打包带
根据要求
聚丙烯塑料
物品捆绑
1.每批打包带的规格、采购数量、具体交货日期等以订单为准。
2.制造打包带,各项技术指标应符合中华人民共和国国家标准GB12023-89《塑料打包带》的规
质 大偏斜度距离≤30mm 量 要 7.打包带印刷图、字正确清晰,印色不应有明显差异,深浅一致,位置准确;
求 8.断裂拉力按GB 1040规定进行,拉伸速度为100mm/min,中间的有效距离为100mm,断裂拉力≥
1.80kN, 9.打包带应有合格证,其内容包括制造厂名、产品名称、商标、型号(规格)、生产日期、质
定。
3色泽均匀,花纹整齐清晰,无污秽、杂质,不允许有开裂、损伤、穿孔等缺陷;同一厂家的颜
色不允许有差异。
4.打包带使用由聚丙稀的再生料制造而成。
5.打包带尺寸偏差厚度±0.1mm.宽度±0.5mm。对于有特定要求的打包带由供需双方协商制定。
技 术
6.取1.2m长的试样,固定试样一端,自由平放,用透明有机玻璃压平,用直尺测量试样1.0m最
量等级等。 10.打包带外包装应有制造厂名、产品名称、重量、色别、型号(规格)质量等级等标志。
编制:
审核:
审批:
日期:
经双方协商一致同意,按以上质量要求作为验收标准,如有调整,则以双方最后确认的为准。
买方(盖章):
卖方(盖章):
法人代表
法人代表
或代表人:
或代表人:
电话:
电话:
qj603a-2006电缆组装件制作通用技术要求
qj603a-2006电缆组装件制作通用技术要求一、概述电缆组装件是电力系统中必不可少的组成部分,它们承载着传输电力信号的重要功能。
为了确保电缆组装件的安全可靠运行,制作过程中需要遵循一定的技术要求。
本文将重点介绍qj603a-2006电缆组装件制作的通用技术要求,以便各相关单位和个人在制作电缆组装件时能够遵循标准,保证产品质量。
二、总则1.电缆组装件制作应遵循国家相关的技术标准和规定,保证产品的安全性和可靠性。
2.在制作过程中,应严格按照设计图纸和技术要求进行操作,确保产品的尺寸和参数符合要求。
3.制作过程中应严格按照工艺流程进行,确保产品质量和工艺稳定。
三、材料1.电缆组装件的材料应选用符合国家标准的优质电气材料,具有良好的绝缘性能和导电性能。
2.在选用金属材料时,应选择符合电缆组装件制作要求的钢材或铝材,并确保其表面处理符合相关标准要求。
3.电缆的外护套材料应具有耐高温、耐磨损和抗老化的性能,以保证电缆组装件长期稳定运行。
四、制作工艺1.在制作电缆组装件时,应采用适当的工艺方法,确保组装的牢固性和稳定性。
2.对于焊接工艺,应采用符合国家标准的焊接方法和工艺参数,确保焊缝牢固、无裂纹,并进行合格的检测与评定。
3.在电缆组装件的安装过程中,应采用适当的固定方法,确保电缆安装牢固、线路走向合理,并保证电缆组装件的绝缘性能。
4.在组装过程中,应使用适当的工具和设备,确保电缆组装件的安装质量和工艺要求。
五、检验与测试1.电缆组装件制作完成后,应进行严格的检验与测试,确保产品质量符合要求。
2.对于焊接部分,应进行X射线、超声波或磁粉探伤等无损检测,确保焊接质量合格。
3.对电缆组装件的绝缘性能、电阻、耐压等性能进行必要的测试,确保产品的可靠性。
4.对接地电阻、绝缘阻抗、绝缘电阻等指标进行测试,确保产品符合要求。
六、包装与存储1.电缆组装件制作完成后,应进行适当的包装和标识,确保产品在运输过程中不受损坏。
打包带检验标准

4.2.3、厚度的测定
4.2.3.1 用 4.2.2.1 试样进行
4.2.3.2 仪器:精度 0.02mm 的游标卡尺。
4.2.3.3 测量每个试样中间部位的厚度(包括花纹),每个试样测二处,检验结果按 4.1.2.1 条进
行判定
4.2.4、断裂拉力和断裂伸长率的测定 4.2.4.1 试样 取 300mm 长试样 5 个,中间有效距离为 100mm 4.2.4.2 方法 断裂拉力按 GB 1040 规定进行,我司《微机控制电子万能试验机》拉伸速度为
制定人
彭建丁
审核
/
批准
王刚
4.2.5、偏斜度的测定
4.2.5.1 试样:分别在 5 根样带上截取 1.2 米长的试样 5 个
4.2.5.2 仪器、刀具 :透明有机玻璃和精度为 1mm 的直尺。
4.2.5.3 方法:固定试样一端,自由平放用透明有机玻璃板压平,用直尺测量试样最大偏限度距
离(如下图),计算 5 个试样的偏斜度的算术平均值,为试样的偏斜度,精确到 1mm.
修
改
记
①
录 标记
增加条款:4.2 实验方法
修改内容
1.3 原版
1.4 06-12-22 新版 日期
彭建丁 修改人
审核
批准
厦门瑞尔特卫浴工业有限公司
R&T (XiaMen) Plumbing INC.
制定部门
品管部
打包带检验标准
生效日期
2006-12-22
文件编号 版本/修订次
页次
WI-Q-004-11 2.0/0 3/4
厦门瑞尔特卫浴工业有限公司
R&T (XiaMen) Plumbing INC.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
美的制冷家电集团冰箱事业部
企业标准
QJ/MB04.003-2006
打包带技术标准
2006-10-10发布 2006-10-10实施
美的制冷家电集团冰箱事业部发布
修订页
美的制冷家电集团冰箱事业部企业标准
QJ/MB04.003-2006
打包带技术标准
1目的与范围
本标准规定了塑料打包带的分类、技术要求、试验方法和检验规则、标志、包装、运输、储存等。
本标准适用于冰箱事业部产品的包装(机用)塑料打包带(以下简称塑料打包带)。
2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 12023-1989 塑料打包带
GB/T 1040-1992 塑料拉伸性能试验方法
GB/T 2918-1998 塑料试样状态调节和试验的标准环境
QJ/MB04.013-2006 关于规范ROHS标识的操作指引
QJ/MB08.002-2006 逐批检查计数抽样程序及抽样表
3名词解释
无
4主要内容
4.1分类
塑料打包带分为两类:奶白塑料打包带和透明塑料打包带。
除特别说明外,公司使用打包带均为奶白打包带。
4.2一般要求
塑料打包带应符合本标准的要求,并应按规定程序批准的技术文件制造。
4.3材料及外观
4.3.1主要原材料要求为:
a) 奶白塑料打包带由色母料、(纤维级)聚丙烯(PP)原料和二次料(小于30%)构成;
b) 透明塑料打包带由本色(纤维级)聚丙烯(PP)构成。
4.3.2外观检测
a) 奶白塑料打包带外观目测,外观应色泽均匀,颜色为奶白,花纹整齐清晰,无污秽、杂质,不允许
有开裂、损伤、穿孔等不合格;同一厂家的颜色不允许有差异。
b) 透明塑料打包带外观目测,外观透明、色泽均匀,颜色为PP原色,花纹整齐清晰,无污秽、杂质,
不允许有开裂、损伤、穿孔等不合格;同一厂家的颜色不允许有差异。
4.4结构尺寸
美的制冷家电集团冰箱事业部 2006-10-10发布 2006-10-10实施
1/4
4.4.1要求
塑料打包带的结构尺寸以游标卡尺进行测量。
打包带的规格偏差应符合表1规定。
表1 规格偏差
4.4.2结构尺寸检测
4.4.2.1宽度检测
随机取样5卷,在每卷的外端除去3m后,分别截取3m的样品5根,用游标卡尺测量,每个样品测二处,共10处,记录10个测定值,取其最大偏差值为宽度偏差。
4.4.2.2厚度检测
用4.4.2.1的样品,使用游标卡尺测量每个试样中间部位的厚度(包括花纹)。
每个样品测二处,共10处,记录10个测定值,取最大偏差值作为厚度偏差。
4.5性能
4.5.1要求
奶白、透明塑料打包带的断裂拉力、断裂伸长率、偏斜度、每米克重等符合表2的规定。
表2 断裂拉力、接头拉断力、断裂伸长率、偏斜度、每米克重
4.5.2性能测试检验规则
塑料打包带的断裂拉力、断裂伸长率、偏斜度、每米克重等的测定方法按GB 12023-1989进行。
4.5.2.1每米克重
按4.4.2.1取样方法取1m长的样5个,用精度为1mm量具和精度为0.1g的天平(电子秤),分别称重后计算5个样本的平均值。
4.5.2.2断裂拉力和断裂伸长率
取300mm的样5个,中间的有效距离为100mm,在GB/T 2918-1998的标准环境进行,23℃,50%的湿度,时间为4h。
断裂拉力测试按GB/T 1040-1992规定进行,拉伸速度为100mm/min,测试5个样取平均值。
断裂伸长率按GB/T 1040-1992规定进行,测试5个样取平均值。
4.5.2.3偏斜度的测定
取1.2m的样5个,用精度1mm的直尺和有机玻璃板按GB 12023-1989的方法检测,,测试5个样取平均值。
美的制冷家电集团冰箱事业部2006-10-10 发布2006-10-10 实施
2/4
4.5.2.4接头拉断力
由供应厂家送货时提供5个已焊接好的打包带样品,要求样品材料及焊接尺寸与生产相同。
拉力测试按4.5.2.2进行。
4.6检验规则
塑料打包带的检验分为进货检验和型式试验。
4.6.1进货检验
检验的项目、标准要求、检验方法、质量特性、不合格程度描述,不合格类别、不合格编码及抽样方案按表3规定,其中进货检验项目为表3中的第1~4项和第5项中的每米克重。
4.6.2型式试验
4.6.2.1下列情况之一者应进行型式试验:
a)产品确认时;
b)间隔一年以上使用时;
c)连续供货每年至少进行一次;
d)产品的设计、工艺、材料有重大变动时;
e)进货检验结果与上次型式检验有较大差异时;
f)主管部门认为有必要时。
4.6.2.2型式试验的检验项目、标准要求、检验方法、质量特性、不合格程度描述、不合格类别、不合格编码按表3中的第1~5项。
型式试验的抽样方案见表4。
表3 进货检验、型式检验的检验项目、要求、不合格分类及编码
表4 型式检验抽样方案
美的制冷家电集团冰箱事业部2006-10-10发布2006-10-10实施
3/4
4.7标志、包装、运输和储存
4.7.1包装、标志
a)打包带须用瓦楞纸箱、布袋或其他包装物包装。
产品包装上应标明产品名称、合格证号、型号规
格、数量、生产日期或批号、制造厂名、执行标准、厂址。
b)符合RoHS要求的,要在产品包装有RoHS标签标明,具体见QJ/MB04.013-2006。
4.7.2运输、储存
打包带的运输、储存过程中应防止雨水浸淋,防止潮湿,防止重压。
堆码高度不得超过10层。
产品应距离热源2m以上,自生产日期起贮存期为一年半。
5相关文件
无。
附加说明:本标准由冰箱事业部研发中心管理部标准化室归口管理
本标准由冰箱事业部制造中心合肥华凌工厂品质部提出、起草
本标准主要制订人:程奚兵、石茜
本标准格式修订人:姜传奇
美的制冷家电集团冰箱事业部2006-10-10 发布2006-10-10 实施
4/4。