制程检验标准表
制程检验管理程序(含表格)

制程检验管理程序(ISO9001:2015)1.0 目的确定制程检验程序,确保制程产品质量符合顾客要求。
2.0 适用范围适用于本公司产品从样品到批量生产的整个过程。
3.0 职责3.1 品质部3.1.1 负责对品质问题进行审批、检查、总结和指示。
3.1.2 根据品质异常的状况,决定是否向责任部门发出《纠正和预防措施报告书》,并跟踪其执行和改善效果。
3.1.3 负责跟进生产过程中物料和工艺的更改。
3.2 品质部IPQC3.2.1 IPQC负责各生产部门制程内半成品巡检,并填写检查记录。
3.2.2 品质部FPQC负责制程内工序转移中半成品的检查,并填写检查记录。
3.3 QE3.3.1 根据各类记录汇总后编写品质周报、月报。
3.3.2 确保适当的SPC的采用。
3.3.3 《检验作业指导书》等标准和技术文件的编写。
3.3.4 组织和参加相关的品质会议,完善和维护制程内品质管理体系。
3.3.5 对产品品质问题及品质目标未达成时提出和建议解决办法。
3.4 各生产部门主管负责对应和改善制程内出现的品质问题。
4.0 定义4.1 制程:指从原材料投入生产,至最终成品纳入的整个过程,不包括外发加工过程。
4.2 IPQC:In-Procedure Quality Control的缩写,即从事制程内检验的人员。
4.3 OQC:Outgoing Quality Control的缩写,即从事成品检验和出货检验人员的人员。
4.4 QE:Quality Engineer品质工程师,即从事与品质管理相关的工程技术人员。
5.0 工作程序5.1 调机检查5.1.1 生产部门调机员调机过程中和调机完成后,须对调机产品进行初步检查,并将所有调机不合格产品放置在红色胶盆里,与待检品、OK品明确区分开,并标识清楚。
5.1.2 调机员或操作员自主检查合格后,应通知品质部IPQC作首件检查。
5.2 首件检查5.2.1 IPQC抽取第1件样本作首件检查,检测数据记录于《首件检查记录》中。
制程检验程序(含表格)
制程检验程序(ISO9001:2015)1.0目的为规范制程检验,预防产出批量不合格的产品,减少(杜绝)制程异常的发生。
不断降低生产制程不良率,提升产品品质,确保产品品质符合客户要求。
2.0范围适用于本公司生产制程品质检验控制。
3.0定义3.1首件:指生产制程中加工生产的产品,判定符合要求后,拟批量生产前的第一台(个)产品(半成品,成品)。
3.2全检:对制程中的产品或产品的某些检验项目进行100%检验。
3.3巡检:对生产过程中影响产品品质的因素(工位)进行随机抽样检验,确认。
4.0权责4.1品质部4.1.1负责制程中产品外观,检验流程,检验标准,检验规范,检验工位的编制和设置。
4.1.2IPQC:负责对产品,物料首件确认的主导工作,并对产品首件做出合格与否的判定;制程品质检控,品质异常的确认与追踪;主导不合格品或品质异常问题的提出,跟进,落实及改善效果确认。
4.2项目部4.2.1新产品首件的确认,负责制程中电气/结构性能测试流程,测试工位的编制和设置;品质异常,不合格品原因的分析及改善对策的提出。
4.2.2负责制程中设备,仪器的使用规范的制订;机器,设备,仪器,仪表,治夹具,工具运行状况的监控,正常运转的巡视及点检/保养工作的监督。
4.3生产部4.3.1负责首件的制作与送样确认;全检工位的人员配置。
4.3.2制程中4M1E的落实及制程过程的监控,配合IPQC与PE的工作;品质异常的受理与改善,改善对策的具体实施。
4.3.3负责制程中设备,仪器,仪表,治夹具,工具的日常点检/保养工作。
5.0程序5.1生产,检验前作业准备5.1.1生产部5.1.1.1在开拉生产前进行自我核查,发现不符合项及异常,采取措施,立即纠正。
5.1.1.2在开拉生产前须查核领用物料是否与[生产计划排程表]相符,是否有相应的BOM,技术规范;生产环境是否符合产品需求,各作业工位是否悬挂对应的SOP,作业人员对作业方法,产品品质是否清楚了解。
制程通用检验标准
1.概述本标准规定了公司生产制程中质量控制的检验标准,它适用于本公司生产过程中的质量控制。
2.制程检验方式2.1.首件检验,指新产品投产或停产8小时后,再重新生产时每个工位工人生产的前3-5个件的检验。
首检不合格,无相关人员同意,不能投入量产。
2.2.过程巡检,指在生产过程中,巡检人员每隔60分钟一次的生产巡视检验,一般抽查2-8个件。
过程巡检不合格的,责成操作工人立即改正,并且不合格品返回上一道工序。
3.制程检验标准3.1.P CB贴板的检查根据工艺人员提供的贴板图或样片,阻焊纸正确贴到指定的区域内。
不符合要求的须返工。
3.2.插件的检查根据工艺人员提供的PCB装配图或样板,检查插件员工是否把元器件插入PCB板正确的元件位置,是否有插错、漏插元件,元件是否插放整齐,且所有元件必须插到底部。
IC、电容、二极管、三极管插件的检验时,要检查元件的方向正确与否。
不符合要求的须返工3.3.浸焊的检查浸焊时,所有元件必须压到底部方可上助焊剂,浸焊时间不得超过5秒钟,PCB离炉2秒后方可放到洗板水中冷却。
3.4.切脚的检查PCB板元件脚贴着PCB板切割整齐,不符合要求的须返工。
3.5.补焊的检查根据工艺人员提供的PCB装配图或样板,检查元件是否焊到PCB正确元件位置,是否有虚焊、连焊、漏焊、错焊。
洗板后第二次补焊,PCB上不能残留松香污迹,不符合要求的须返工。
3.6.洗板的检查超声波洗涤,根据清洗机的容量,洗板水的液面刚好能浸没PCB板,每次清洗时间为3-5分钟。
3.7.烘干的检查烘箱温度约为60℃(不超过70℃),烘干时间为15-30分钟。
3.8.装配的检查根据工艺人员提供的《作业指导书》,检查操作人员是否按《作业指导书》进行标准操作。
3.9.功能的检验(初调/复调)所有功能检查工位调试后流出的坏机,经相应修理工位修理后,须从功能检查的第一个工位开始重测,相应修理工位须做好坏机修理记录。
3.9.1.电阻(Ω)的检验接入规定的标准电阻,根据相应被测表型号的调试检验卡,输入规定的电阻值,被测表相应电阻值的读数,在误差范围内。
制程检验标准
制定:罗光保审核:批准:1.0目的为确保生产过程能在有效的管制状态下执行,确保产品品质稳定符合客户要求,有效预防和控制不良品的发生,特制订本标准。
2.0定义:自检:操作员在生产操作过程中,对自已操作的加工好的配件或半成品按照《作业指导书》与IPQC的要求进行检查,合格品后转入下工序,不合格品挑拣出来或者自已返工。
主检:是指操作员对上工序流入本工序加工的半成品按照《作业指导书》与IPQC的要求进行检查,合格品继续加工,不合格品退回给上工序返工。
3.0 职责3.1 物料上线时的确认。
3.2 负责首件确认及制程中的巡回检验。
3.3 品质、安全异常时开出异常反馈单,并跟进措施的执行情况。
4.0 内容4.1 产前准备4.1.1 检查检验所需仪器、设备,治、工、夹具的运行情况是否符合检验要求,作好仪器、设备的点检、标识与保养工作,并将结果记录于《仪器日常保养记录表》中。
4.1.2 收集、整理、查核所交报表内容记录的准确性、报表签核完整无遗漏。
4.1.3 提前准备检验所需的《检验规范》、工程样品、ECN、BOM、包装资料、特别出货(样品)说明等检验所必须之工程资料;根据生产历史记录,提前查阅相关异常、客诉、自己的工作日志以能及时掌握检验要点、重点项目及检验技巧。
4.1.4 制造部在生产前, 领取物料后, IPQC员根据工程样品、BOM等工程资料,提前核对生产线所领用物料的规格、型号是否符合产品工程要求;若发现异常,及时反馈给生产线现场管理人员予以改善,同时向上级反馈;并跟踪其改善结果;同时注意特采、限收物料的生产品质情况。
4.2 首件检查4.2.1 生产人员应在更换机种时、更换材料时或停机后恢复使用时实施首件检查(含:每批首件、更换材料、模具修改、机台调整、工程变更等之首件)。
4.2.2 生产线应在转位或换产品的前1小时制作好首件,填写制程首件检验报表连同首件经生产组长确认审核后一起交由品管IPQC进行检验确认。
模具制程检验记录表
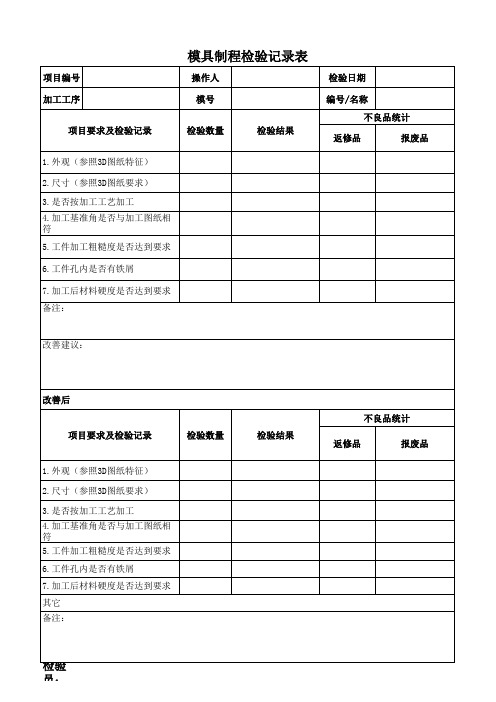
改善建议:
改善后 不良品统计 项目要求及检验记录 检验数量 检验结果 返修品 报废品
1.外观(参照3D图纸特征) 2.尺寸(参照3D图纸要求)工件加工粗糙度是否达到要求 6.工件孔内是否有铁屑 7.加工后材料硬度是否达到要求 其它 备注:
模具制程检验记录表
项目编号 加工工序 项目要求及检验记录 1.外观(参照3D图纸特征) 2.尺寸(参照3D图纸要求) 3.是否按加工工艺加工 4.加工基准角是否与加工图纸相 符 5.工件加工粗糙度是否达到要求 6.工件孔内是否有铁屑 7.加工后材料硬度是否达到要求 备注: 操作人 模号 检验数量 检验结果 检验日期 编号/名称 不良品统计 返修品 报废品
检验员:
审核:
注塑制程检验表

机显数:
8:00~10:00
10:00~12: 00
12:00~14:00
14:00~16: 00
16:00~18:00 18:00~20:30
出模数不准确
首件试生产 1次/天
重点尺寸1 (标准: 重点尺寸2 (标准: 重点尺寸3 (标准:
每一个模号试产1个,产品外观、尺寸是否正常。 是□
(外观要求:不可有披锋溢出、端子歪斜、变形等现象)
□让步接收
合计
江门市杰马科技有限公司
机台号:
Seemarket Technology Co., Ltd.
注塑制程检验表
日期:
IPQC:
审核:
产品名称:
材料规格:
生 1、产外批观次巡号拉:检查。 (检查频次:1次
检查组装 (检查数量 1啤)
首件检验
出模数: 入库单 号:
抽检检验记录,抽
样标准AQL Ⅱ,级
别:
数
量:
抽样
注数意量::每天产量与产品
数量误差要少于300个
检验项目 表面
检验标准
无颜色色差,哑光、顶白、黑 点 无不饱胶、缩水、变形
外观
无气泡、水纹、银纹、色纹
无油污、污物
披锋
无披锋、堵孔
其他
检验记录
不良数
判定
最终判定
□允收
□拒收
如判定拒收,请记录注塑产品的处理方式:
) ) )
否□
异常记录
判定
注意:1、注塑车间开机停机后要通知IPQC及时进行首检,检验合格后方可生产。 2、IPQC每天要检查初始生产的产品,观察是否出现少胶、粘模、披锋等不良现象。 3、检查外观合格后,即可通知生产员工,将产品放入蓝色待检筐中。
来料、制程、成品抽样检验规范标准
来料/制程/成品抽样检验规1.目的:规来料检验、成品检验之抽样水准、抽样方案以统一检验标准,确保来料及成品的质量稳定、良好。
2.围:适用本公司监督检查委外加工厂执行状况及委外加工厂执行IQC进料检验、制程检验、OQC成品出货检验的所有产品。
3.职责:a)IQC、IPQC、OQC负责执行本规定b)品管部负责监督执行并视产品实际情况制定、修改本规定4.容:4.1.来料检验1)抽样标准:按MIL-STD-105D Ⅱ级检查水平一次抽样进行2)合格质量水准AQL规定:①电子料MAJOR:0.65;MINOR:2.5②结构料 MAJOR:1.0;MINOR:2.53)检查严格度:正常检验4)抽样方式:随机抽样5)抽样批量:每一订单作为一个检查批次6)生产部驻厂质检员对来料抽检的规定为,对3C关键性元器件采取每四批至少抽检一批确认外协加工厂来料检查执行情况,一般性器件采取每七批抽检一批的比例执行。
以上规定了来料检验通用抽样检验标准,部分物料特别规定的除外,参见具体物料检验标准,特殊情况由物料QE决定。
4.2.制程检验1)抽样标准:按MIL-STD-105D Ⅱ级检查水平一次抽样进行2)合格质量水准AQL规定:①功能不良MAJOR:0.65;MINOR:2.5②外观不良 MAJOR:1.0;MINOR:2.53)检查严格度:正常检验4)抽样方式:随机抽样5)抽样批量:每四小时生产作为一个批量,低于4小时按照实际生产数量作为送检数量。
6)生产部质检员依据每四批至少抽检一批的标准执行。
作业依据参见具体《物料检验标准》及《成品检验标准》,特殊情况由研发工程师决定。
4.3.成品出货检验1)抽样标准:按MIL-STD-105E(等同GB2828-87)Ⅱ级检查水平一次抽样方案进行2)合格质量水准AQL规定:①主机/键盘: CR:0.4, MAJOR:0.65;MINOR:2.53)检验严格度:正常检验4)抽样方式:随机抽样5)抽样批量①一般以客户每次的订单数量作为一个批量检验。
PCB制程查检表

查检评分 (标准如备注)
7.3 7.4 7.5 7.6 7.7 7.8 7.9 8.0 8.1 8.2 8.3 8.4 8.5 8.6 8.7 8.8 8.9 8.10 8.11 8.12 9.0 9.2
磷铜球的是否有定期添加?添加频率是多少? 过滤袋是否定期检查更换,以保证没有堵塞与破损 添加剂是否有自动添加?若没有,如何添加管控? 过滤器是否适当的管理,清洁与更换的频率是多少? 锡层厚度及其均匀性是否有管控,以确保产品品质? 是否有将客户要求的铜厚写入制造流程单内? 孔壁粗糙度是否有量测?镀铜切片频率是多少? 绿油 工作底片上是否有清晰标示料号,版本? 网板上是否有标签标示? 文件是否定义需要检查网板并需量测网板张力? 预烤及烘烤温度及时间是否有明确定义? 印刷周期是否严格管控?是否有定时修改网板周期? 油墨在使用前是否有检测粘度? 烤箱是否有定期清洁,温度是否有定期校准? 绿油层厚度是否有量测?是否能有效管控? 曝光后到显影的时间是否有管控? 显影槽过滤网每班生产前是否有检查? 显影槽压力、温度是否有点检纪录? 显影后板面是否有检查? 喷锡 风刀角度是否有定期校验?
10.10 对电测不良品是否有分析不良原因?并统计相应料号的不良率?
11.0 11.1 11.2
11.3
11.4
11.5
1 11.12 11.13 11.14
FQC检验及包装 按客户要求的检验说明书是否清晰,易懂,并放在相关的检验区 域? 检验员是否经过考核,频率是多少?
工作车间是否悬挂标准的搬运流程,检验员是否能执行标准作业规 范,以避免板损与或混料?
现场所有不同的料是否充分的隔离与标示?
所有检验员的检出能力是否有记录管控,若检验员能力较弱,是否 有教育训练或调动岗位?