简易三坐标测量机的设计
三坐标测量仪设计

三坐标测量仪设计三坐标测量仪是用于测量并确定三维物体形状和位置的仪器。
它由三个方向的坐标轴和一系列传感器组成,可以测量物体在三个方向上的位置和形状。
三坐标测量仪广泛应用于制造业中的精密加工、质量控制和逆向工程等领域。
在设计三坐标测量仪时,有几个重要的要素需要考虑。
首先是测量的精度和稳定性。
由于三坐标测量仪通常用于测量精度要求较高的物体,因此它的测量精度和稳定性至关重要。
设计时应选择高精度、高稳定性的传感器,并采取合适的补偿和校准方法,以确保测量结果准确可靠。
其次是机械结构的设计。
三坐标测量仪需要具有稳定可靠的机械结构,以确保测量过程中的稳定性和重复性。
机械结构应该能够承受物体的重量,并且具有足够的刚性和抗振性。
在设计过程中应该选择合适的材料和工艺,以确保机械结构的稳定性和耐用性。
另外,软件系统的设计也是三坐标测量仪的重要组成部分。
软件系统需要能够实时采集和处理传感器的信号,并进行数据处理和分析。
设计时应充分考虑软件系统的稳定性、实时性和易用性。
软件系统应该提供友好的用户界面,使操作人员能够方便地进行测量和分析,并提供相应的数据输出和报告生成功能。
在实际应用中,三坐标测量仪还需要考虑与其他设备和系统的兼容性。
例如,它可能需要与计算机、自动化设备或生产线集成使用,因此在设计时应该考虑与其他设备的接口和通信方式。
此外,三坐标测量仪还需要考虑尺寸、重量和移动性等因素,以便在不同的工作环境中灵活使用。
综上所述,设计一台高精度、高稳定性的三坐标测量仪需要综合考虑机械结构、传感器、软件系统以及其他因素。
通过合理的选择和匹配,可以设计出性能卓越、功能丰富的三坐标测量仪,以满足不同行业对精度和稳定性要求的测量需求。
三坐标测量机设计文档
第一章概论1.1三坐标测量机的发展现状三坐标测量机是近些年来发展起来的一种高效的新型精密测量仪器。
它广泛地用于机械制造、电子、汽车和航空航天等工业中。
它可以进行零件和部件的尺寸、形状及相互位置的检测,例如箱体、导轨、涡轮和叶片、缸体、凸轮、齿轮、形体等空间型面的测量。
此外,还可用于划线、定中心孔、光刻集成线路等,并可对连续曲面进行扫描及制备数控机床的加工程序等。
由于它的通用性强、测量范围大、精度高、效率高、性能好、能与柔性制造系统相连接,已成为一类大型精密仪器,故有“测量中心”之称。
进入60年代以来,工业生产有了很大的发展,特别是机床、机械、汽车、航空航天和电子工业兴起后,各种复杂零件的研制和生产需要先进的检测技术与仪器,因而体现三维测量技术的三坐标测量机应运而生,并迅速发展和日趋完善。
三坐标测量机的出现是标志计量仪器从古典的手动方式向现代化自动测试技术过渡的一个里程碑。
三坐标测量机在生产的各个方面对三维测量技术有着重要作用。
三坐标测量机作为现代大型精密仪器,已越来越显示出它的重要性和广阔的发展前景。
它可方便地进行空间三维尺寸的测量,可以实现在线检测及自动化测量。
它的优点是:①通用性强,可实现空间坐标点的测量,方便地测量出各种零件的三维轮廓尺寸和位置精度;②测量精确可靠;③可方便地进行数据处理与程序控制。
因而它可纳入自动化衙门和柔性加工线中,并成为一个重要的组成部分。
三坐标测量机基于坐标测量原理。
坐标测量机的发展与其它事物一样,是由简单到复杂逐步形成的。
早期出现的测长机可在一个坐标方向上进行工件长度的测量,即是单坐标测量机,仅完成一维测量。
后来出现的万能工具显微镜具有X与Y两个坐标方向移动的工作台,可测量平面上各测点的坐标位置。
因此,从理论上讲,三维测量可对空间任意处的点、线、面及相互位置进行测量。
随着现代科学技术的飞速发展和对测量方法的深入研究,在机电行业中人们对三维坐标测量技术的要求也越来越高。
便携式三坐标测量机标准方案6轴(碳纤维)

便携式三坐标测量机解决方案可用于生产车间和设计室的测量和检测技术宁波福莱德科技有限公司1.1福莱德科技简介福莱德科技(Fld-tech)注册于宁波经济技术开发区,公司拥有一批高级技术和管理人员,是一家专业提供国外先进的便携式三坐标测量机(PCMM)、桥式三坐标测量机(CMM)、快速成型机(RP)、精密雕刻机、三维激光扫描仪等相关设备以及激光扫描测绘、大尺寸机械产品测量、逆向工程、快速成型、快速模具等服务的高科技公司。
福莱德科技(Fld-tech)的宗旨是:为中国制造业引进、开发并提供世界一流的测量技术、装备和咨询服务。
1.2产品简介目前福莱德科技销售的产品主要包括以下几类:1)美国Stratasys公司的三维立体打印机、FDM系列快速成型机2)意大利Baces3D便携式三坐标测量机和三维激光扫描仪3)德国温泽公司的全系列桥式三坐标测量机4)日本Roland(罗兰)公司3D雕刻机、三维激光扫描仪5)工业设计及手板制作三维造型及测绘、测量服务2.1便携式三坐标测量机概述Baces3D便携式三坐标测量机是意大利FriulTOBOT公司15年来制造历史和追求创新的结晶,该公司18年来专注于制造、研发便携式三坐标测量机。
是世界上最先进的便携式测量系统之一,它以稳定性高,性价比高而著称。
在便携式三坐标测量机的市场上占有30%的市场份额,全球共售出600多台套。
其主要特点有:1)便携性:轻便易携带,满足随时随地测量需要(仅4公斤左右)2)稳定可靠:所有关节均采用钛合金并配以高精度轴承,使设备的稳定性大大提高3)功能齐全:可进行几何元素、三维坐标、形位公差、曲线曲面测量和扫描、逆向工程、CAD数模与实际零件比对检测、装配,夹具检测、检具检测、管子测量,金属薄壁件测量4)测量无死角:内置平衡设计,5个自由度让您实现任意空间点位置和隐藏点的测量5)测量范围宽广:您可以选择2.6米至4.2米测量范围,并可以扩展到更大范围的测量6)USB数据接口:通用数据线缆,并且可以实现热插拔7)温度补偿系统:内置温、湿度传感器,保证在任何温湿度下实现高精度稳定测量8)可与多种通用的商业软件配合使用:PowerINSPECT、MasterCAM、Rhinoceros、AlphaCAM、Capps-NT等适用行业:广泛应用于汽车整车及零部件,模具,航空航天,造船,汽轮机,重机以及其他机械加工行业1.汽车白车身测量、夹具检具测量、装配位置调整2.产品三维坐标测量、叶轮,泵的测量3.铸件、锻件的检测、模具磨损分析4.航空航天部件逆向、管子测量5. 汽轮机定子转子测量Baces3D 测量臂技术参数PowerINSPECT 是英国DELCAM公司出品的专用三坐标测量软件,是目前市场上最通用的测量软件之一。
三坐标测量机的机械结构设计
(5)测量工件最大体积:120mm×120mm×120mm,最小高度为:20mm;
(6)进给运动的总阻力 。
(7)给定某飞行零件,利用CMM进行测量和建模。
III、毕业设计(论文)工作内容及完成时间:
(1)查阅文献、熟悉相关软件使用,撰写开题报告;2周
(2)相关外文文献阅读与翻译(6000字符以上);1周
总之,用户应选用精度(包括重复精度)高一些的测量机。这不仅由于测量复杂件时,测点可能带入的误差比预想的要大(由于测头测杆变化或加长会引入更大的误差),而且测量机的精度会随使用次数增多而有所下降。
2、合乎要求的测量范围
测量范围的选择时选择测量机时的最基本参数。因为在测量范围内才能获得精确的测量值,超出了范围,测量就难于进行。选择测量范围时,应考虑以下几个方面。
精度比对不是一个简单的比较过程。测量机的技术规范中一般只给出单轴测长和空间测长的两个不确定度公式及重复精度值。但在具体测件时需要将被测参数的测量不确定度限制在一定范围内。一般测量时,要测量很多测点。在形位测量时,更有大量测点参与并带来测量误差,精确计算是很难的。因此从经验出发,在一般测量中,测量不确定度应为被测工件尺寸公差带的1/5~1/3。例如某一被测箱体上二孔的孔距为500mm,公差带为15um,则所选用的测量机在500mm长度上的测量不确定度应不大于3um~5um。对于精密测量及复杂的形位测量要求还高,一般应为被测尺寸公差带的1/10~1/5。重要的是重复精度必须满足要求,因为系统误差还可以通过一定方法补偿,而重复精度应由测量机本身保证。
(3)三坐标测量机总体方案设计;2周
(4)三坐标测量机传动系统设计计算;2周
(5)三坐标测量机总体装配图设计;4周
三坐标测量仪毕业设计

本科毕业设计(论文)附件题目:拉刀测量仪的设计院(系):机电工程学院专业:机械设计制造及自动化班级: 090202学生:张栋学号: 090202122指导教师:陈晓东2013年6月拉刀测量仪的设计摘要由于拉刀在磨齿前进行淬火处理后产生变形,导致齿距不均匀,从而使磨齿过程中不能一次调整好齿轮位置,为了提高生产效率,就要先测出每个齿间的齿距,因此拉刀测量仪就成为提高生产效率的必备机械设备。
对于拉刀测量仪的设计采用接触式测量方法,及将测头移至拉刀表面,进行在线测量,所以拉刀测量仪要满足X,Y,Z,三个方向的运动,为了满足运动的要求,采用丝杠螺母副的传动方式,所以需要进行合理的选择丝杠、电机等标准件。
为了满足制造的工艺的简单性,要进行合理的结构设计,测头部分选用能够满足在线测量的要求。
本文首先了解了丝杠的选择,导轨的选择安装,电机的选择,整体设计。
通过大致的估算床身质量,以及在满足测量精度的情况下确定每个方向的运动速度,进而确定电机,丝杠的型号。
然后画二维装配图,零件图。
通过本次设计的拉刀测量仪对于测量装置有了更深入的认识,也更好的掌握了机械的结构设计。
关键词:拉刀测量仪,丝杠,电机,导轨。
BroachMeasuring InstrumentAbstractSincebroachgrinding teethinbeforedeformationafterquenching, resulting in unevenpitch, making agrindingprocess can notadjustthe gear position, In order to improveproduction efficiency, we must first measure thedistanceof eachtoothteeth, so broachesmeasuring instrumentto improve production efficiencyhas becomeessentialequipment。
三坐标测量机测量方案设计
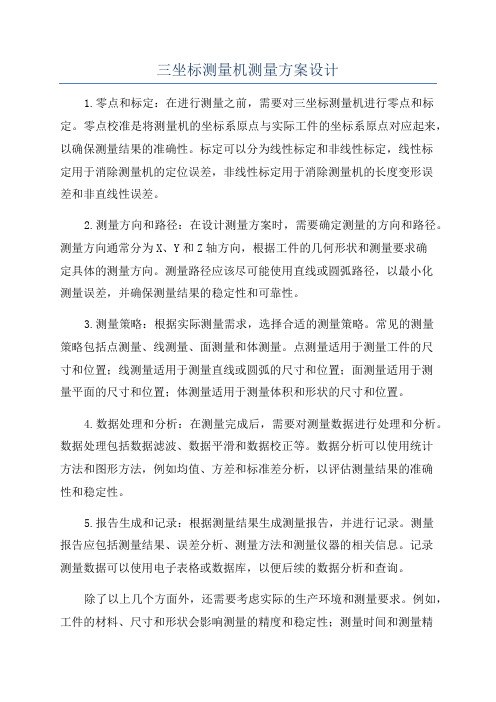
三坐标测量机测量方案设计1.零点和标定:在进行测量之前,需要对三坐标测量机进行零点和标定。
零点校准是将测量机的坐标系原点与实际工件的坐标系原点对应起来,以确保测量结果的准确性。
标定可以分为线性标定和非线性标定,线性标定用于消除测量机的定位误差,非线性标定用于消除测量机的长度变形误差和非直线性误差。
2.测量方向和路径:在设计测量方案时,需要确定测量的方向和路径。
测量方向通常分为X、Y和Z轴方向,根据工件的几何形状和测量要求确定具体的测量方向。
测量路径应该尽可能使用直线或圆弧路径,以最小化测量误差,并确保测量结果的稳定性和可靠性。
3.测量策略:根据实际测量需求,选择合适的测量策略。
常见的测量策略包括点测量、线测量、面测量和体测量。
点测量适用于测量工件的尺寸和位置;线测量适用于测量直线或圆弧的尺寸和位置;面测量适用于测量平面的尺寸和位置;体测量适用于测量体积和形状的尺寸和位置。
4.数据处理和分析:在测量完成后,需要对测量数据进行处理和分析。
数据处理包括数据滤波、数据平滑和数据校正等。
数据分析可以使用统计方法和图形方法,例如均值、方差和标准差分析,以评估测量结果的准确性和稳定性。
5.报告生成和记录:根据测量结果生成测量报告,并进行记录。
测量报告应包括测量结果、误差分析、测量方法和测量仪器的相关信息。
记录测量数据可以使用电子表格或数据库,以便后续的数据分析和查询。
除了以上几个方面外,还需要考虑实际的生产环境和测量要求。
例如,工件的材料、尺寸和形状会影响测量的精度和稳定性;测量时间和测量精度之间存在一定的权衡关系,需要根据实际情况进行选择;测量环境的温度和湿度等因素也会对测量结果产生影响,需要进行相应的校正和补偿。
综上所述,设计三坐标测量机的测量方案需要考虑多个方面,包括零点和标定、测量方向和路径、测量策略、数据处理和分析、报告生成和记录等。
只有在充分考虑到这些因素的情况下,才能设计出高精度和可靠性的测量方案。
三坐标测量(接触法)典型测量零件的设计
本科毕业设计(论文)通过答辩三坐标测量(接触法)典型测量零件的设计摘要:随着CAD/CAM软件加工及快速成型等先进制造技术的不断发展,以及这些技术在机械行业中的普及应用,机械设计与制造领域正发生着一场深刻的技术革命,传统的二维设计及模拟量加工方式正逐步被基于产品三维数字化定义的数字化制造方式所取代。
在这场技术革命中,逐步掌握三维CAD/CAM软件的使用,并用于数字化的设计与制造是其中的关键。
三坐标测量机(CMM)则是一种高效率、高精度、多功能的检测设备。
七十年代以来在测量机上广泛应用电子计算机后,它的性能和自动化程度都大为提高,使用范围也更广泛。
昔日三坐标测量机主要面向航空航天等高技术产业,而今日,它在现代制造业的各个领域中都得到了广泛的应用,已成为机械制造业中发展最快的现代量仪之一。
本文就是采用UG三维建模软件设计出基于三坐标测量技术能够进行测量的实体。
然后把实体导入到AutoCAD绘图软件,得到实体零件图。
所设计出来的实体的曲面图形部分还要在微机上进行CAM仿真加工并通过后处理得到NC程序。
然后利用三坐标测量机对现有类似零件进行检测。
这样不仅能够较好的掌握UG 的三维建模方法,AutoCAD的绘图方式,还能熟悉三坐标测量机的操作环境。
UG关键词:三坐标测量技术实体设计The design of typical measurement component which based on the 3-Dimensional Measuring TechnologyAbstract: With the development of advanced manufacturing technology, such as the CAD / CAM software processing and rapid prototyping, and the universal and application in the machinery industry of these technologies, a profound technological revolution has taking place in the field of mechanical design and manufacturing, the digital manufacturing methods which based on the 3D digital definition are gradually in place of the traditional 2-dimensional design and analog processing approach. Gradually master the use of 3D CAD / CAM software then used for the digital design and manufacturing is the key to this technological revolution.Coordinate Measuring Machine (CMM) is an inspection and measuring apparatus with a high accuracy, high efficiency and high performances. Since the 1970s,with the widely use of electronic computer on the measuring machine ,which performance and the degree of automation are improve ,and could using in a wider range. CMM mainly only used for aerospace and other high-tech industries, but today, its have been widely used in various fields of modern manufacturing industry .It has becoming fastest-growing one of the modern measuring instruments in machinery manufacturing.This article is used UG 3-dimensional modeling software to designing the entity which can be measured based on the 3-dimensional measuring technology .Then imported the entity into AutoCAD mapping software, and obtain the parts plans of the entity. Graphics of the surface ,which by the designed entity ,must to proceed CAM simulation processing and obtain NC program through after treatment in computer .Then use CMM to examination the similar existing parts. So we could not only to grasp the UG 3-D Modeling methods and the AutoCAD drawing methods, but also familiar with the CMM 's operating environment.Keyword :3-Dimensional Measuring Technology Physical design UG目录1 绪论1.1 课题研究背景 (1)1.2 选题的依据 (2)1.3 主要设计内容 (2)2 标准件的测量与建模2.1 测量与建模标准件的目的与工具 (3)2.2 测量数据 (3)2.3 标准件的建模 (4)3 典型测量零件的设计3.1 典型测量零件的设计依据与目的 (12)3.2 典型测量零件的建模 (12)4 典型测量零件典型部件的CAM及后处理4.1确定要进行CAM的典型测量零件部件 (28)4.2典型部件的CAM (28)4.3数控加工程序的输出 (37)5 对现有类似零件进行三坐标测量并编制测量工艺规程5.1工件检测的主要步骤 (40)5.2对典型测量零件进行测量 (42)5.3对典型测量零件形位公差进行评价 (46)6 总结 (51)参考文献 (52)致谢 (53)三坐标测量(接触法)典型测量零件的设计1 绪论本设计利用UG软件对三坐标测量典型测量零件进行设计,并对零件曲面造型部分进行CAM,得到此部分零件的NC程序,再对现有类似零件进行三坐标检测,得到测量工艺规程。
三坐标测量机测量方案设计
三坐标测量机测量方案的设计探讨常柴股份有限公司刘志明前言三坐标测量机以其测量效率高、精度高、适应性强等优点,广泛应用于机械制造、仪器制造、电子工业、汽车及航空等工业部门,用于零部件的几何尺寸、形位误差的测量,有“测量中心”的称号,是未来几何量测试的应用发展方向。
三坐标测量机的使用在三坐标测量机的使用过程中,由于诸多因素,使得测量结果的准确度达不到应有精度。
在此,我想结合我厂三坐标测量机在实际使用过程中情况,谈谈我们的使用体会和测量方案的设计思路,供各位同行参考。
对使用测头个数的理解最终对称度测量结果由3个测头测量采样计算得到。
测头校正后的校验处理建议在多测头测量方案中,测头校正完成后,可将校正球作为被测件,用校正好的各测头分别测量校正球,其测量结果的差值即为多测头的校正误差。
如果该误差较大,可对误差大的测头重新校正,使其满足测量精度的要求。
测头的选择2、少用、尽量不用加长测尖(包括加大测力)和加长杆。
使用加长测尖或加大了测力,测头的各向异性误差和探测误差也将随之增大。
使用加长杆时,测量机运动时导轨的偏摆及扭摆现象引起的测量误差也将随加长杆的长度而增大。
二、测量采点1、采点测量几何元素时,在条件允许的情况下,采样点数应尽量多些,并且最好均布采点。
下面我们以三点法测量圆心坐标以及圆弧半径为例进行分析。
三点法测圆举例在圆周上采样三点,根据这三点坐标可计算出圆的圆心坐标(x0,y0)和半径R:=F1(x1,y1;x2,y2;x3,y3)=F2(x1,y1;x2,y2;x3,y3)间接测量误差分析•这里圆心坐标的误差是由各采样点的坐标误差Δxi ,Δyi产生的,根据间接测量的函数误差分析:•由于Δx0和Δy0中包含对函数F1,F2的偏微分,因而ΔX0与ΔY0就与采样点在圆上的位置分布有关。
由上式可知,均布采点的圆心计算误差小于不均布采点,特别是局部采点其函数误差较大。
采样点数与计算得到的圆心坐标和直径的关系对于圆,采样点数与计算得到的圆心坐标和直径的弥散度右表。
三坐标测量机实验设计与实践
三坐标测量机实验设计与实践摘要:结合相关课程,对"互换性与测量技术";开设基于三坐标测量机的综合性实验进行研究。
实验有丰富创新的实验内容、完整标准的操作步骤、简单明确的参数设置及必要的数据记录,并对实验课程的实施和考核细节展开分析,形成行之有效的教学模式。
实践证明教学效果良好,有利于稳固学生测量理论知识,同时为相关课程的实验教学改革提供借鉴。
关键词:互换性与测量技术;三坐标测量机;综合实验综合性实验教学改革与创新是实验教学研究的热点[1-3]。
作为机械类、近机类各专业必修的一门技术根底课程,"互换性与测量技术";传统实验教学大都基于一些常规的实验仪器,设备精度较差、操作过程繁琐且实验内容偏重对理论知识的验证,缺少综合性、创新性实验。
随着制造业的快速开展,越来越多的零件日趋精密复杂,精度也越来越高,一些新型快捷的高精密测量设备(如三坐标测量机、影像测量仪等)被广泛应用到企业生产中[4]。
探讨如何在实验中引入高新设备以改良教学方式的做法已成为当今实验教学改革的一种重要途径[5]。
本文基于我校国家级车辆实验中心所属精密测量实验室,改革实验教学,开设综合性实验,将三坐标测量机真正应用于现代测量技术的实验教学环节。
1实验设计综合性实验是指实验内容涉及一门课程多方面知识或多门课程知识的实验,能够培养实验者的综合思维方法和创新能力[6]。
针对"互换性与测量技术";实验课程,本文在实验内容设置上参考其他院校开设CMM实验的经验[7-10],结合同一学期的"二级齿轮减速器课程设计";、"机械设计";及"机械制造技术";等课程内容,由浅入深地设计了基于三坐标测量机的综合性实验减速器零部件实物测量分析,如"减速器箱体测量分析实验";、"判断减速器轴类零件是否合格实验";等。
三坐标测量仪设计
三坐标测量仪设计
三坐标测量仪是一种用于测量物体几何形状和尺寸的高精度测量设备。
它利用三个坐标轴的运动,通过测量物体各点在三个坐标轴上的位置,计
算出物体的大小和形状。
设计一台三坐标测量仪需要考虑以下几个方面:
测量精度、测量速度、稳定性和易操作性。
首先,测量精度是设计三坐标测量仪的关键要素之一、该设备需要具
备高精度的测量功能,以确保测量结果的准确性。
为了提高测量精度,可
以使用高精度传感器,如干涉仪和编码器,以便测量物体各点在三个坐标
轴上的位置。
其次,测量速度也是设计该设备时需要考虑的因素之一、现代生产环
境通常需要快速进行大量的测量,因此三坐标测量仪需要能够在较短的时
间内完成多个点的测量。
为提高测量速度,可以优化机械结构和增加扫描
速度。
稳定性是设计三坐标测量仪时需要关注的一个重要因素。
测量仪使用
过程中,需要保持稳定的测量环境,避免外部振动和温度变化对测量结果
的影响。
为提高稳定性,可以采用抗震设计、加强结构刚度和使用稳定的
材料。
另外,易操作性也是设计该设备时需要考虑的一个方面。
实际使用中,操作人员应能够轻松使用该设备进行测量操作。
设计时可以考虑简化操作
步骤、增加人机交互界面和提供易于理解的测量结果显示。
综上所述,设计三坐标测量仪需要考虑测量精度、测量速度、稳定性
和易操作性等方面。
为了满足这些要求,可以合理选取传感器、优化结构
设计、增加扫描速度和采用稳定的材料等手段。
通过这些措施,可以设计一台高精度、高效、稳定且易于操作的三坐标测量仪。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6! 结论
经测试分析 ! 该测量机在对规则零件测量时 ! 其测 量精度达到了 #K 其测量误差主要由测量机机 # $33! 械结构存在的固有误差 ( 测头精度 ( 上位机控制软件的 初始化程序主要 检 测 控 制 卡 是 否 安 装 正 常 ! 同时 为该卡分配内存地址 " 测量主程序 & 算法误差等构成 " 通过对该测量机 的 设 计 与 开 发 ! 主要给机电专业 的学生明示了机电一体化系统的技术组成及如何在硬 件( 软件方面构建机电一体化系统 ! 为学生在今后工作 中就机电技术的创新应用提供一个良好的锻炼机会 " 参考文献 # $ ! \ . : . < . 4 @ . >
,* 算出这些几何元素的尺寸 ( 形状 ( 相对位置等等 ) "在
三坐标测量机是测量和获得尺寸数据的最有效的 方法之一 ! 因为它可以进行零件和部件的尺寸 ( 形状及 相互位置的检测 ! 例 如 箱 体( 导 轨( 涡 轮 和 叶 片( 缸 体( 凸轮 ( 齿轮 ( 形体等 空 间 型 面 的 测 量 " 此 外 ! 还可用于 定中心孔 ( 光刻 集 成 线 路 等 ! 并可对连续曲面进 划线 ( 行扫描及制备数控机床的加工程序等 " 由于它的通用 性强 ( 测量范围大 ( 精 度 高( 效 率 高( 性 能 好( 能与柔性 制造系统相连接 ! 已成 为 一 类 大 型 精 密 仪 器 ! 故有+ 测 量中心 , 之称
!! 制造业中的质量目标在于将零件的生产与设计要 求保持一致 ! 要保持 生 产 过 程 的 一 致 性 要 求 对 制 造 流 程进行控制 " 建立和保持制造流程一致性最为有效的 方法是准确地测量工件尺寸 ! 获得尺寸信息后 ! 分析和 反馈数据到生产过程 中 ! 使之成为持续提高产品质量
$* 的有效工具 ) "
$ # !
实!验!技!术!与!管!理
测量机一律将它们转化为点集的坐标测量 " 只要适当 地改变控制软件 ! 就可以采集不同点的坐标 # 只要适当 就可以按不同评定准则计算出不 变换数据处理软件 ! 同几何元素的各种参数值 "
轴承导轨构成 " 如图 $ 所 示 结 构 中 ! N 轴导轨系统装 在工作 台 上 ! 水 平 桥 架 横 梁 是M 轴 导 轨 系 统! 8 轴导 轨系统装在 M 轴导轨的滑块上 " $ %标尺系 统 是 测 量 机 的 重 要 组 成 部 分 ! 是决定 , 仪器精度的重要环节 " 该测量机 , 个方向轴上均贴装 敞开式光栅尺用以度量各轴位移值 " 光栅尺及安装方 式如图 , 所示 "
图 5! 三坐标测量机硬件系统图
$ %电气控 制 系 统 & 电气控制系统是测量机的电 $ 气控制部分 " 该三坐标测量机的控 制 核心 是 一 块 W B N 多轴控制卡 ! 该卡不 仅 可 以 用 来 驱 动 三 轴 直 流 伺 服 电 机! 其板载的多路 N Z 通用输入输出接口可采集光栅 尺数 据 " 该 控 制 卡 还 提 供 通 信 所 需 的 \ G ! , !和 接口 ! 确保其与 上 位 机 和 其 他 外 围 设 备 的 正常 \ G & ’ "
简易三坐标测量机的设计
陆春元
& 苏州市职业大学 机电工程系 !江苏 苏州 !! ’ $ " $ # &
摘 ! 要 !摘 要 & 开发了一种基于多轴运动控制卡控制的三坐标测量机 ! 介绍了该设备的基本原理和结构"该 设备由机械本体 ( 伺服驱动系统 ( 三维 测 头 ( 光 栅 尺( 多轴运动控制卡和数据处理软件构成! 能实现对加工零 件的外形尺寸测量及测量结果的分析处理 ! 在工业自动化生产中的得到广泛应用 " 关键词 !三坐标测量机 #多轴控制卡 #伺服电机 #光栅尺 中图分类号 ! $ % J % ’ ,!! 文献标志码 !(!! 文章编号 ! $ # # ! ) & * " + ! # $ # $ ! ) # $ # $ ) # ,
$ %计算机 及 测 量 机 软 件 & 现代三坐标测量机都 ! 配备有计算机 ! 由计算机采集数据 ! 通过运算输出所需
M* 的测量结果 ) " 其软件系统功能的强弱直接影响到测
量机的功 能 " 该 测 量 机 各 轴 的 驱 动 和 控 制 软 件 采 用 测量 机 的上 位机 测 R 8 > ? 6 0_ 6 > 8 @+K # 设计和编写完成 ! 控界面如图 & 所示 "
图 3! 简易三坐标测量机图
行程速度 % " $ # #33 > 54 5! 三维测头 三维测头是三维测量的传感器 ! 它可在 , 个方向上 感受瞄准信 号 和 微 小 位 移 ! 以实现瞄准与测微两种功
* " 能) " 该测量机用来触测被测零件的测头装在 8 轴端
部! 为接触式硬测头 " 该测头除了能及时输出测量数据 还具有过压保护功能 ! 当 测 头碰 撞 达 到 一定 的 信号外 ! 压力时 ! 可产生一开关量信号 ! 通 过 此信 号 控 制 伺服 驱 动电源回路的继电器线圈的通断 ! 保护测头不受破坏 " 54 6! 电气系统 电气系统由电气 控 制 系 统 ( 计算机及测量机软件 构成 "
) * !
计算机控制下 ! 测量 机 可 以 按 所 要 求 的 采 样 策 略 自 动 对这些点的坐标进行 测 量 ! 并算出这些几何元素的参 数值 " 例如在测量圆 盘 类 零 件 的 直 径 时 ! 可以在垂直 于轴线的截面内 ! 触测零件表面 上 , 个 点 ! 再根据这, 点的坐标值计算出圆截面的直径 " 这一建立在坐标 测 量 基 础 上 的 工 作 原 理 ! 使三坐 标测量机具有很大 的 通 用 性 与 柔 性 " 从 原 理 上 说 ! 它 可以测量任何工件的 任 何 几 何 元 素 的 任 何 参 数 ! 因为
"
文章根据实际需 要 的 测 量 精 度 ( 稳定性以及相应
收稿日期 ! ! # $ # ) $ $ ) # * 基金项目 ! 苏州市职业大学自然科学基金资助 $ % G ] # * D $ $ 作者简介 ! 陆春元 $ 江苏省苏州市人 ! 本科 ! 讲师 ! 研究方向 & $ * M *’%男 ! 计算机辅助设计 ( 计算机控制工程q & . / 0 & 1 2 0 @ > > / @ K . 7 ? K @ 4 ! = L 万方数据
陆春元 &简易三坐标测量机的设计
$ # ,ቤተ መጻሕፍቲ ባይዱ
实现测量动 !! 主程序主要采用 循 环 调 用 各 子 程 序 ! 作的反复操作 " 测量计算和输出程序 &
图 7! 三坐标测量机测控界面
轴控制卡初始化程序 &
该段代码主要用 来 计 算 比 较 测 量 结 果 ! 同时在上 位机测控界面上输出测量结果 "
实!验!技!术!与!管!理 第! N G G O$ # # !P& * " + M卷!第$ ! 期 !! # $ #年$ !月 !!!!!! B O $ $P! # , & J !!!!!!!! !!!E Q . < 8 3 . 4 5 6 0J . @ C 4 1 0 1 4 7A 6 4 6 . 3 . 4 5 R 1 0 K ! M!O 1 K $ !!. @ K ! # $ # 2 9 =6 9
+* 通信 ) "
54 3! 机械本体 机械本体由框架结构 ( 导轨 ( 标尺系统和驱动装置 等部分组成 " $ %框 架 结 构 是 指 三 坐 标 测 量 机 的 主 体 机 械 结 $ 构 " 它包括工作台 ( 立柱 ( 桥框 ( 壳体等机械结构 ! 如图 在该测量机的测量区设置了$个零件 $所 示" 另 外! 用于将待测零件夹紧 ! 避免在测量过程中零 固定平台 ! 件晃动而产生不必要的误差 " $ %导轨是三坐标测量机实现三维运动的重要部 ! 万方数据 件 " 该测量机中 , 个正交的直线运动轴采用滚珠丝杠
5! 三坐标测量机的组成及控制
三坐标测量机是 典 型 的 机 电 一 体 化 设 备 ! 它由机 械本 体 ( 测头和电气系统三大部分组成 要部件构成 "
) &*
"图$为简
易三坐标测量机的外 形 ! 图!为简易三坐标测量机主
图 6! 光栅尺及安装图
$ %驱动装置是测量机的重要运动机构 ! 可实现驱 & 动和程序控制伺服运动的功能 " 该测量机各轴由 JYc 直线导轨和 滚 珠 丝 杆 组 成 机 械 传 动 机 构 ! 由日本 G E 直流伺服电机构成运动控制系统 " 电机功率 %! # # d( 有效行程 % " # #33(重复定位误差 3 i # K # $33(最大
G 8 3 0 .7 . > 8 41 : @ 1 1 < 7 8 4 6 5 .3 . 6 > ? < 8 4 6 @ C 8 4 . 2 9 93
D ?B C ? 4 ? 6 4 =
$ ! ! % A . @ C 6 5 < 1 4 8 @ >E 4 8 4 . . < 8 4 . 6 < 5 3 . 4 5 G ? a C 1 ?R 1 @ 6 5 8 1 4 6 0H 4 8 / . < > 8 5 G ? a C 1 ?! $ " $ # &! B C 8 4 6 9 92 = &(b ! " # $ % & ’ $ 8 4 71 : @ 1 1 < 7 8 4 6 5 .3 . 6 > ? < 8 4 6 @ C 8 4 .$ BAA% C 6 >; . . 47 . / . 0 1 . 7[ C 8 @ C 8 >; 6 > . 71 4 5 C . @ 1 4 5 < 1 0 1 : 93 2 3 ? 0 5 8 ) 6 Q 8 >3 1 5 8 1 4@ 1 4 5 < 1 0 @ 6 < 7 K J C .2 6 . < 8 4 5 < 1 7 ? @ . > 5 C .; 6 > 8 @2 < 8 4 @ 8 0 . 6 4 7> 5 < ? @ 5 ? < .1 : 5 C .BAAK J C .BAA 2 2 ! !3 ! @ 1 4 > 8 > 5 >1 :3 6 @ C 8 4 .> > 5 . 3! > . < / 17 < 8 / .> > 5 . 3! , -2 < 1 ; . < 6 5 8 4 ? 0 . < ? 0 5 8 ) 6 Q 8 >3 1 5 8 1 4@ 1 4 5 < 1 0 @ 6 < 7 6 4 7 = = 9 9< 7 6 5 62 < 1 @ . > > 8 4 1 : 5 [ 6 < . K J C .BAA@ 6 43 . 6 > ? < . 5 C .> C 6 .6 4 7> 8 a .1 :2 6 < 5 >6 4 76 4 6 0 > . 5 C .3 . 6 > ? < . 3 . 4 5 < . ) 9> 2 = > ? 0 5 K J C .BAA C 6 >; . . 4[ 8 7 . 0 > . 7 8 45 C . 8 4 7 ? > 5 < 8 6 0 6 ? 5 1 3 6 5 8 1 4 K =? & $ # # # ( ) , % # @ 1 < 7 8 4 6 5 .3 . 6 > ? < 8 4 6 @ C 8 4 . BAA% 3 ? 0 5 8 ) 6 Q 8 >3 1 5 8 1 4@ 1 4 5 < 1 0 @ 6 < 7 > . < / 13 1 5 1 <# < 6 5 8 4 ? 0 . < 93 9 9< *+ BAA